金属材料半固态凝固及成形技术进展
金属半固态成形

金属半固态成形一、引言金属半固态成形是一种新兴的金属成形技术,它是在半固态状态下对金属进行成形加工,具有高效、高精度、高质量等优点。
近年来,随着科技的不断进步和人们对产品质量的要求越来越高,金属半固态成形技术得到了广泛的应用和研究。
二、什么是金属半固态成形1.定义金属半固态成形是指在合适温度下,将金属材料加工到一定程度时,使其呈现出部分晶粒熔化和部分晶粒未熔化的状态。
这种状态被称为半固态状态。
在这个状态下进行成型加工可以得到具有优异性能的零件。
2.特点(1)高效:相比传统的铸造和锻造工艺,金属半固态成形具有更快的生产速度。
(2)高精度:由于采用了先进的数控技术和模具制造技术,使得加工精度更高。
(3)高质量:由于采用了先进的材料处理方法和模具制造技术,使得产品质量更高。
三、金属半固态成形的工艺流程1.原材料制备:将金属材料经过特殊处理,使其呈现出半固态状态。
2.模具设计:根据产品的形状和尺寸,设计出合适的模具。
3.加热处理:将金属材料加热到合适的温度,使其呈现出半固态状态。
4.成型加工:将半固态金属材料放入模具中进行成型加工。
5.冷却处理:将成型后的零件进行冷却处理,使其达到稳定状态。
6.后续加工:根据需要对零件进行后续加工和表面处理。
四、金属半固态成形的应用领域1.航空航天领域:由于航空航天领域对于零件质量和性能要求非常高,因此金属半固态成形技术在该领域得到了广泛应用。
例如飞机发动机叶片、涡轮叶片等高精度零部件都可以采用该技术进行生产。
2.汽车制造业:汽车制造业是金属半固态成形技术的另一个重要应用领域。
例如汽车发动机缸体、曲轴等高精度零部件都可以采用该技术进行生产。
3.医疗器械领域:金属半固态成形技术在医疗器械领域的应用也越来越广泛。
例如人工关节、牙科种植体等高精度零部件都可以采用该技术进行生产。
五、金属半固态成形的未来发展趋势1.智能化:随着科技的不断进步,金属半固态成形技术将更加智能化,通过计算机控制和自动化设备,使得生产效率更高、产品质量更稳定。
金属半固态成形技术的应用现状及发展前景

磁搅拌 制备半 固态 金 属 浆 料或 坯 料 的独 特 优 点. 目 前, 电磁 搅拌法 制 浆在 半 固态 金属 成 形 实 际应 用 中
占据 主导地 位. 电磁搅 拌法 也存在 能耗 大 、 磁严 但 漏
缩能力 , 从而减轻 或者消 除 了缩 松倾 向, 因而组织 优 良的半 固态 金属浆 料或坯 料的制备 是实现半 固态 金 属加工技术 的基础及 关 键 . 自从 F e n s 1 g 等人 ] mi 8
制, 可获 得很高 的剪切速 率 , 有利 于形成细 小 的球 形
晶粒组织 , 目前 实验室 中广 泛应用 的方 法 . 是 j 由于
收 稿 日期 : 0 8O — 5 2 0 一6 2
作 者 简介 : 尧 ( 94 ) 男 , 北荆 门人 , 士研 究 生 刘 18 一 , 湖 硕
第 2卷
第 4期
刘尧 . : 属 半 固 态 成形 技 术 的应 用 现 状 及 发 展 前 景 等 金
35 O
无法 制备高 质量 的半 固态 金属 浆料或 坯料.
固态浆 料 , 在适 当 的搅 拌及 冷却条 件下 , 均可 获得半
1 半 固态 合 金 浆料 的制 备
与传统铸造 成形 相 比, 固态 金属 浆 料 中包 含 半
有类球 形 的固相颗 粒 , 少 了凝 固收缩并 提 高 了补 减
固态 金属锭或 成 形件 , 微 观 组织 为 细 小球 形 或等 其 轴 的固相颗粒 , 最小粒 径约 为 3 ~5 m. O 0 机 械搅拌法 装 置结 构 简 单 、 价低 、 作 方 便 , 造 操 搅拌速 度 、 搅拌 温 度及 冷 却 速率 等 工 艺 参数 易 于控
第 2卷第4 期 材料研究与
金属材料成型_6.2_半固态成形技术路线
图6-8 半固态成形技术的两种工艺路线
对于流变成形,由于把浆料制备和加工成形相承接,具有生产效率高 、整体流程短的特点,近年来发展十分迅速,不过浆料的保存和输送难度 大,设备自动化控制复杂,成本相对高。对于触变成形,浆料的制备和最 终成形可分开进行,成形厂方甚至可以不参与熔炼制浆,只需提供二次 加热,工业污染小,而且半固态坯料输送方便,易于实现自动化,因而在 国外较早得到了广泛应用,不过这种方式的缺点是坯料经过冷却和再加热 的过程,能源消耗有所增加。
图6-9 机械搅拌制备半固态浆料
b、电磁搅拌法
电磁搅拌法是目前半固态成形工业生产上最成熟最广泛被应用的制浆 方法,它是在感应线圈中通入一定相位的交变交流,从而产生变换旋转的 磁场,而金属液中便有感应电流产生,洛伦兹力就驱使金属熔体产生剧烈 运动,使非枝晶凝固模式取代传统的枝晶凝固趋势,从而获得含有球形固 相的半固态浆料。如图6-10所示,按熔体被搅拌力驱动的流动方式,一般 分为垂直式、水平式、螺旋式。电磁搅拌采用无接触式地对合金熔体进行 搅动,对合金污染极大降低,且通过调节电流、磁场强度和频率等参数就 能实现搅拌效果的控制,可以连续高效地制备坯料,适用于工业化的生产 应用。但由于电磁搅拌的集肤效应,通常认为,直径大于150mm的铸坯 不宜采用电磁搅拌法。
c、注射成型法
注射成型法是将低熔点金属颗粒进行加热至半固态成型,尺寸为几毫米的合金 粒子在料筒中边被加热边被螺旋体剪切推进,通过螺旋强制对流的搅拌作用,得 到细小均匀球状晶的半固态浆料组织,然后以高速(注塑十倍速度)注入模腔里 。这种方法非常适于相对较活泼的镁合金材料,在整个浆料制备和成型工艺中可 以不使用保护气体和防氧化剂,不需要配备熔化炉,而且不会产生浮渣、炉渣等 ,兼顾安全性和环保。
半固态成型技术的发展与应用现状
虽然我们在基础理论研究方面已经取得了不少成 果,但仍然要进一步加大基础理论和技术创新的 投入力度,争取走在基础理论的研究前沿。
(3)开发具有自主知识产权的半固态浆料制 备新技术,降低坯料的生产成本,提高生产效率。 半固态金属浆料的价格始终是影响半固态成型技 术发展和普及的关键因素。因此,我们应开发具 有自主知识产权的高效、优质、低成本制备技术。
Honor of Wilfried Kurz, 2004:3-14. [4] X.C. Pang, H.F. Zhang, A. M. Wang, B.Z. Ding, K.Q. Qiu. Journal of Materials Science and Technology[J],
2000, 16:453-460. [5] D. Apelian, A. De Figueredo, M.M. Makhlouf. TMS Annual Meeting: Energy Efficient Manufacturing Processes,
(4)大力开发新型合金的半固态成型工艺, 努力扩展半固态成型技术的应用范围。在引进、 吸收国外先进半固态成型技术的同时,我们应该 从基础理论出发,努力开发新型优质合金的半固 态成型工艺,只有这样,才能掌握半固态成型的 前沿技术,真正成为半固态成型技术的领军者。
(5)国家应该鼓励相关企业参与半固态成型 技术的研究,鼓励相关企业积极引进、吸收国外 先进半固态成型技术。同时采取一定的优惠政策, 鼓励企业进行技术改造,努力为广大科研单位创 造试验平台,争取在最短的时间内将先进研究成 果转化为生产力。
《机电技术》2009 年第 1 期
机械设计制造ຫໍສະໝຸດ 半固态成型技术的发展与应用现状
林文金
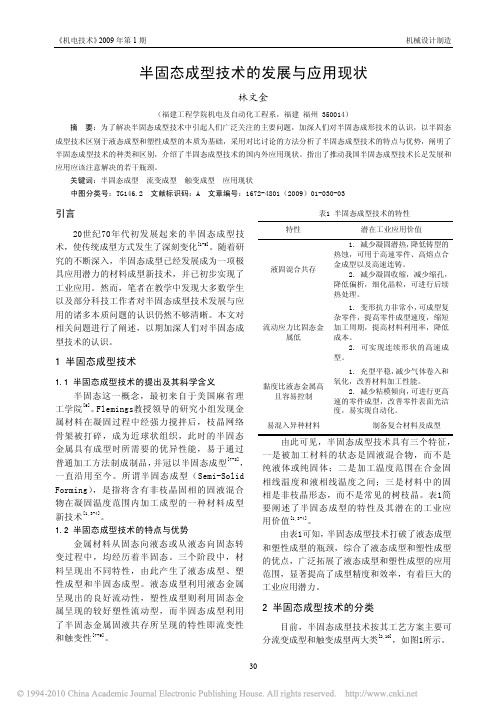
(福建工程学院机电及自动化工程系,福建 福州 350014) 摘 要:为了解决半固态成型技术中引起人们广泛关注的主要问题,加深人们对半固态成形技术的认识,以半固态 成型技术区别于液态成型和塑性成型的本质为基础,采用对比讨论的方法分析了半固态成型技术的特点与优势,阐明了 半固态成型技术的种类和区别,介绍了半固态成型技术的国内外应用现状。指出了推动我国半固态成型技术长足发展和 应用应该注意解决的若干瓶颈。 关键词:半固态成型 流变成型 触变成型 应用现状 中图分类号:TG146.2 文献标识码:A 文章编号:1672-4801(2009)01-030-03
半固态加工技术的发展及其研究现状

技术瓶颈与挑战
流变行为复杂
半固态加工过程中,材料的流变行为受多种因素影响,如温度、 应变速率等,导致加工过程难以控制。
界面问题
在半固态加工过程中,由于固液两相的存在,界面问题成为一大挑 战,如固液界面稳定性、颗粒分散等。
设备与工艺匹配
半固态加工需要特殊的设备和工艺,如何实现设备和工艺的匹配, 提高加工效率是亟待解决的问题。
未来发展前景与展望
拓展应用领域
随着半固态加工技术的不断成熟, 其应用领域将进一步拓展,如航 空航天、汽车、新能源等领域。
绿ቤተ መጻሕፍቲ ባይዱ可持续发展
半固态加工技术具有节能减排的潜 力,未来将在绿色可持续发展领域 发挥重要作用。
智能化与自动化
随着智能制造技术的发展,半固态 加工将实现智能化与自动化,提高 加工效率和产品质量。
01
02
03
汽车工业
研究半固态加工技术在汽 车零部件制造中的应用, 提高零部件的性能和轻量 化水平。
航空航天工业
探索半固态加工技术在航 空航天领域的应用,满足 高性能、轻质材料的需求。
电子产品
研究半固态加工技术在电 子产品外壳、连接器等制 造中的应用,实现产品的 小型化、轻薄化。
04 半固态加工技术的挑战与 前景
输标02入题
应用领域:航空航天业
01
03
优势特点:半固态加工技术能够控制零件的内部结构 和微观组织,提高零件的疲劳寿命和可靠性,满足航
空航天器的高性能要求。
04
技术应用:半固态加工技术用于制造航空航天器的关 键零部件,如发动机叶片、机翼结构件等。
成功应用的案例三
案例名称
医疗器械制造
应用领域
医疗器械制造业
半固态金属成形技术

二、半固态成形技术的发展简史
起源和发展
半固态加工起源于美国。20世纪70年代初,麻省理工学院 Spencer和Flemings等人发现凝固过程中的金属材料经强力搅 拌,会生成近球状晶或球状晶组织。 30多年的发展历程中,SSM技术在制坯、重熔加热、零件成 形、组织与力学性能、加工环节数值模拟以及合金流变学研究 等许多方面取得重大进展。目前,这项技术已广泛应用于汽车 工业领域,在航空、航天以及国防工业领域也正处于应用的起 步阶段,具有广阔的前景。 半固态金属加工技术是近多年来才诞生和发展起来的现代 冶金加工新技术。它虽然诞生晚, 但发展很快, 只用十几年的 时间就从试验室过渡到试生产, 又很快实现了产业化和商品化。 被世人称为新一代的合金成形工艺。
三、半固态金属加工的优缺点
优点:
(1) 由于在半固态, 合金具有独特的触变 行为, 可成型复杂的薄壁的零部件
(2)加工件的精度高, 几乎是近净成形, 尺 寸公差接近机加精度 (3)成形件表现平整光滑, 内部组织致密, 缺陷少, 晶粒细小, 力学性能高,可达锻 件性能
(4)节省原材料、能源, 生产同样的零部件, 它与普通铸造相比, 节能约35% (5)成品率高, 几乎达100%
半固态金属成形
一、概念
半固态金属成形技术(Semi-Solid Metal processing,SSM),它是利用在固-液态区间 获得一种液态金属母液中均匀地悬浮着一定固 相组分(50%-60%)合金的混合浆料进行加工 成形的方法。 半固态成形是利用金属材料从固态向液态, 或从液态向固态的转换过程中具有半固态的特 性所实现的成形。
影响因素对结构影响的具体分析
1、板长固定,不同板角下的组织形貌
20度
5度
7.5度
半固态压铸工艺过程

半固态压铸工艺( Semi-Solid(Metal(Casting,简称SSM或SSMC)是一种介于传统铸造和锻造之间的先进金属成型技术。
它利用金属在半固态状态下的流变特性进行成型,结合了铸造和锻造的优点。
半固态压铸工艺过程主要包括以下几个步骤:
1.(金属熔炼:首先将金属原料加热至熔点,形成液态金属。
2.(半固态处理:将液态金属冷却至半固态,即部分凝固状态。
这一过程可以通过搅拌、振动或其他方法实现,目的是使金属在半固态时形成均匀的微观结构,包括细小的固态颗粒和液态金属相。
3.(半固态金属的预热:将半固态金属加热至适当的温度,以确保其具有良好的流动性和可塑性。
这一步骤对于保证成型质量至关重要。
4.(压铸成型:将预热后的半固态金属注入压铸模具中。
由于半固态金属的流动性好,可以在较低的压力下填充模具,减少成型缺陷。
5.(冷却与凝固:半固态金属在模具中冷却并凝固,形成所需的零件形状。
6.(脱模与后处理:冷却后的零件从模具中取出,进行必要的后处理,如去毛刺、热处理、表面处理等,以满足最终产品的性能要求。
半固态压铸工艺的优点包括:
提高材料利用率:由于半固态金属的流动性好,可以减少材料浪费,提高材料利用率。
减少成型缺陷:半固态金属的流动性和可塑性有助于减少成型过程中的缺陷,如气孔、缩孔等。
提高生产效率:半固态压铸工艺可以在较低的压力下成型,缩短了生产周期,提高了生产效率。
改善产品性能:半固态压铸工艺可以产生细小的晶粒结构,提高材料的力学性能和耐磨性。
半固态压铸工艺广泛应用于汽车、航空航天、电子和消费品等领域,用于生产各种复杂的金属零件。
金属半固态成型技术发展详解

4 金属半固态加工4.1概述4.1.1半固态加工的概念与特点4.1.1.1半固态加工的概念传统的金属成形主要分为两类:一类是金属的液态成形,如铸造、液态模锻、液态轧制、连铸等;另一类是金属的固态成形,如轧制、拉拔、挤压、锻造、冲压等。
在20世纪70年代美国麻省理工学院的Flemimgs教授等提出了一种金属成形的新方法,即半固态加工技术。
金属半固态加工就是在金属凝固过程中,对其施以剧烈的搅拌作用,充分破碎树枝状的初生固相,得到一种液态金属母液中均匀地悬浮着一定球状初生固相的固-液混合浆料(固相组分一般为50%左右),即流变浆料,利用这种流变浆料直接进行成形加工的方法称之为半固态金属的流变成形(rheoforming);如果将流变浆料凝固成锭,接需要将此金属锭切成一定大小,然后重新加热(即坯料的二次加热)至金属的半固态温度区,这时的金属锭一般称为半固态金属坯料。
利用金属的半固态坯料进行成形加工,这种方法称之为触变成形(thixoforming)。
半固态金属的上述两种成形方法合称为金属的半固态成形或半固态加工(semi-solid forming or processing of metals),目前在国际上,通常将半固态加工简称为SSM(semi-solid metallurgy)。
就金属材料而言,半固态是其从液态向固态转变或从固态向液态转变的中间阶段,特别对于结晶温度区间宽的合金,半固态阶段较长。
金属材料在液态、固态和半固态三个阶段均呈现出明显不同的物理特性,利用这些特性,产生了凝固加工、塑性加工和半固态加工等多种金属热加工成形方法。
凝固加工利用液态金属的良好流动性,以完成成形过程中的充填、补缩直至凝固结束。
其发展趋势是采用机械压力替代重力充填,从而改善成形件内部质量和尺寸精度.但从凝固机理角度看,凝固加工要想完全消除成形件内部缺陷是极其困难的,甚至是不可能的。
塑性加工利用固态金属在高温下呈现的良好塑性流动性,以完成成形过程中的形变和组织转变。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关 键 词 :金属材 料 ;半 固态 ;凝固 ;成形
中 图分 类 号 :T 24 3;T 2 9 2 G 4 . G 4 .
文 献 标 识 码 :A
文 章 编 号 :17 6 4—3 6 ( 0 0 0 0 2 0 9 2 2 1 ) 7— 0 7— 7
KANG n ln, S Yo g i ONG n o, YANG i q n Re b L u i g, ZHANG a Fn
( tt yL b rtr o v n e tl a dMae as c olo trasS in ea d E gn e n SaeKe a oao frAd a c d Meas n tr l,S h o fMae l ce c n n ie r g. y i i i
来越广泛的关 注 ,对半 固态凝 固成形 技术 的研究 已成为 近 年 国内外金属材料领域竞相开展 的一个方 向。 从 19 9 0年至 20 0 8年 ,国际上先 后 召开 了 1 0届合 金 及 复合 材料 半 固态加 工学 术研 讨会 ,2 1 0 0年 9月 将在 北
U i ri f c n eadT cnlg e ig e ig1 0 8 ,C ia nv syo i c n e hooyB in ,B in 0 0 3 hn ) e t Se j j
Ab t c :T e hs r a d c r n i a o 0 smi o d sl ic t n a d fr ig tc n lg eeg n r l i r. s r t h i oy n ur t t t n fr e — l o df a o n m n e h o y w r e ea y n o a t e su i si ii i o o l t
摘 要 :简要 介绍了金属材料 半固态凝 固及成 形技术发展 的历史 和现状 ,重点介 绍了近年开发 的几种 金属材料半 固态凝 固制
备技术 的代 表性方法 与特 点、铝合金和镁合 金等轻金属材料 半固态凝 固及 流变成形 的组织 与性 能、高熔点 合金材料 半 固态凝 固制备及成 形技术 的进展 以及半 固态凝 固成形 技术的应用现状 ,最后对金属材 料半 固态凝 固及成形 技术 的进 展状况 及发展前
d c d,a d t e c n e t ea o ae e t n l d d t e f l wi gt r :t e tp c lmeh d n h rc e it s t e s mi ue n h o tn s lb rt d n x c u e h o o n e ms h ia t o s a d c a a t r i o t e — i l y sc h s l r p r t n tc n lg f s v r lme a t r l , t e mir sr cu e a d p o e t s t h e .oi o i i c t n o i p e a ai e h o o o e e a t lma e as h c o t t r n rp r e o t e s mi l s l f ai d o y i u i s d di o a d fr n r c s fs me l h t l s c s au n m n g e i m , t e d v lp n o t e s mis l omi g n o mig p o e s o o i tmea s u h a l mi u a d ma n s g u h e eo me t t h e -o i f r n d tc n lg fhg l n t r l , a d t ea p iai n sau f e —oi r n r c s . F n l e h oo o i h me t g ma e as y i i n h p l t t t so mis l f mig p o e s c o s do i a y, ag n r l u e ea mma s — y a d p o p c b u e —oi s l f ai n o n e h oo i r n r s e ta o ts mis l oi i c t n a d f r i g t c n lg sma e d di o m y d.
Ke y wor ds:mea tr l;s misl tlmaei s e —oi a d;sl i ct n;fr n oi f ai di o omig
1 前
言
凝 固模式 , 成分 与组织 均匀性 、提 高成形 件 的综 合性 能 在 及降低工件内部缺 陷等方 面具 有其独 特 的优 势 ,受到 了越
第2 9卷
第 7期
中国 材 料 进 展
M ATERI ALS CHI NA
Hale Waihona Puke Vo . 9 No 7 12 .
21 0 0年 7月
J 12 0 u. 01
金 属 材 料 半 固态 凝 固 及 成 形 技 术 进 展
康永 林 ,宋仁 伯 ,杨柳 青 ,张 帆
( 北京 科技大学材 料科学与 工程学院 新金 属材料 国家重 点实验室 ,北京 10 8 ) 003
Pr g e s i c no o y o e iS l o i fc to o r s n Te h l g f S m - o i S ldi a i n d i a d Fo m i g f r M e a a e i l n o r n -  ̄I O o t lM t r a s