螺纹切削复合循环指令G76PPT幻灯片
FANUC系统螺纹切削复合循环(G76)编程详解

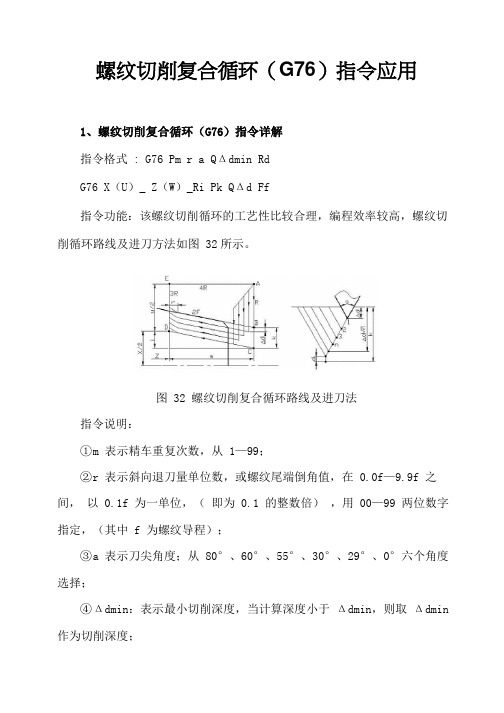
螺纹切削复合循环(G76)指令应用1、螺纹切削复合循环(G76)指令详解指令格式 : G76 Pm r a QΔdmin RdG76 X(U)_ Z(W)_Ri Pk QΔd Ff指令功能:该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图32所示。
图32 螺纹切削复合循环路线及进刀法指令说明:①m表示精车重复次数,从1—99;②r表示斜向退刀量单位数,或螺纹尾端倒角值,在0.0f—9.9f之间,以0.1f为一单位,(即为0.1的整数倍),用00—99两位数字指定,(其中f 为螺纹导程);③a表示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:表示最小切削深度,当计算深度小于Δdmin,则取Δdmin 作为切削深度;⑤d:表示精加工余量,用半径编程指定;Δd :表示第一次粗切深(半径值);⑥X 、Z:表示螺纹终点的坐标值;⑦U:表示增量坐标值;⑧W:表示增量坐标值;⑨I:表示锥螺纹的半径差,若I=0,则为直螺纹;⑩k:表示螺纹高度(X方向半径值);2、举例说明G76 P010060 Q300 R0.1G76 X274.8 Z*** P2600 Q800 F4解释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :螺纹角度普遍都是60°的Q300:代表最后一刀的切深数值千进位 300也就是0.3MMR0.1:精加工余量 0.1MM第二行的X、Z为终点坐标P2600:是螺纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距3、G76螺纹车削实例下图所示为零件轴上的一段直螺纹,螺纹高度为3.68,螺距为6,螺纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8,最小车削深度0.1,精车余量0.2,精车削次数1次,螺纹车削前先精车削外圆柱面,其数控程序如下:螺纹切削多次循环G76指令编程实例O0028 /程序编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /快速走到外圆车削起点(68.0,132.0)N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度,指定主轴转速800r/min,调螺纹车刀N14 G00 X80.0 Z130.0; /快速走到螺纹车削循环始点(80.0,130.0)N16 G76 P011160 Q0.1 R0.2; /循环车削螺纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30;温馨提示:最好仔细阅读后才下载使用,万分感谢!。
螺纹切削复合循环G76及实图编程实例

螺纹切削复合循环G76
指令格式 : G76 Pm r a QΔdmin Rd
G76 X(U)_ Z(W)_Ri Pk QΔd Ff
指令说明:
①m表示精车重复次数,从1—99;
②r表示斜向退刀量单位数,或螺纹尾端倒角值,在0.0f—9.9f之间,以0.1f为一单位,
(即为0.1的整数倍),用00—99两位数字指定,(其中f为螺纹导程);
③a表示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;
④Δdmin:表示最小切削深度,当计算深度小于Δdmin,则取Δdmin作为切削深度;
⑤d:表示精加工余量,用半径编程指定;Δd :表示第一次粗切深(半径值);
⑥X 、Z:表示螺纹终点的坐标值;
⑦U:表示增量坐标值;
⑧W:表示增量坐标值;
⑨I:表示锥螺纹的半径差,若I=0,则为直螺纹;
⑩k:表示螺纹高度(X方向半径值);
例:如图3.9所示
1 / 2
(注:专业文档是经验性极强的领域,无法思考和涵盖全面,素材和资料部分来自网络,供参考。
可复制、编制,期待你的好评与关注)。
项目十五 G76指令编制螺纹加工程序PPT课件
G00 X16.F60 G01 X20.Z-2. Z-45. N130 X37. S1200
SIMENS 802D系统
SC1500 G94M03T1S500 G00X150.Z100. X40.Z2. CYCLE95(“ABCD13:ENDE”,1.5,0.2, 0.25,0,120,80,60,1,,,) S1200 CYCLE95(“ABCD13:ENDE”,1.5,0.2, 0.25,0,120,80,60,5,,,) ABCD13: G00X29.8 G00 X16.F60
SPL,FPL,APP 和ROP 的相互联系(起始点,终点,空 刀导入量,空刀退出量)编程的起始点(SPL)和(FPL)为 螺纹最初的起始点。但是,循环中使用的起始点是由刀导入量 APP 产生的起始点。而终点是由空刀退出量ROP 返回的编程 终点。在横向轴中,循环定义的起始点始终比设置的螺纹直径 大1mm。此返回平面在系统内部自动产生。
如果半径/倒角在槽底接触或相交,或者在平行于纵向轴的轮廓段 进行表面切槽,循环将不能执行,并出现报警61603“槽形状定义 不正确”。
调用切槽循环之前,必须使能一个双刀沿刀具。两个切削沿偏移 值必须以两个连续刀具沿保存,而且在首次循环调用之前必须激活 第一个刀具号。循环本身定义将使用哪一个加工步骤和哪一个刀具 补偿值并自动使能。循环结束后,在循环调用之前设置的刀具补偿 号重新有效。当循环调用时如果刀具补偿未设置刀具号,循环执行 将终止并出现报警61000“无有效的刀具补偿
第二个变量是将整个螺纹深度分配成恒定的进给深度。这 时,每次的切削截面积越来越大,但由于螺纹深度值较小, 则形成较好的切削条件。完成第一步中的粗加工以后,将取 消精加工余量FAL,然后执行NID 参数下设置的停顿路径。
最新FANUC系统螺纹切削复合循环(G76)编程详解

螺纹切削复合循环(G76)指令应用1、螺纹切削复合循环(G76)指令详解指令格式 : G76 Pm r a QΔdmin RdG76 X(U)_ Z(W)_Ri Pk QΔd Ff指令功能:该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图32所示。
图32 螺纹切削复合循环路线及进刀法指令说明:①m表示精车重复次数,从1—99;②r表示斜向退刀量单位数,或螺纹尾端倒角值,在0.0f—9.9f之间,以0.1f为一单位,(即为0.1的整数倍),用00—99两位数字指定,(其中f 为螺纹导程);③a表示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:表示最小切削深度,当计算深度小于Δdmin,则取Δdmin 作为切削深度;⑤d:表示精加工余量,用半径编程指定;Δd :表示第一次粗切深(半径值);⑥X 、Z:表示螺纹终点的坐标值;⑦U:表示增量坐标值;⑧W:表示增量坐标值;⑨I:表示锥螺纹的半径差,若I=0,则为直螺纹;⑩k:表示螺纹高度(X方向半径值);2、举例说明G76 P010060 Q300 R0.1G76 X274.8 Z*** P2600 Q800 F4解释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :螺纹角度普遍都是60°的Q300:代表最后一刀的切深数值千进位 300也就是0.3MMR0.1:精加工余量 0.1MM第二行的X、Z为终点坐标P2600:是螺纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距3、G76螺纹车削实例下图所示为零件轴上的一段直螺纹,螺纹高度为3.68,螺距为6,螺纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8,最小车削深度0.1,精车余量0.2,精车削次数1次,螺纹车削前先精车削外圆柱面,其数控程序如下:螺纹切削多次循环G76指令编程实例O0028 /程序编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /快速走到外圆车削起点(68.0,132.0)N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度,指定主轴转速800r/min,调螺纹车刀N14 G00 X80.0 Z130.0; /快速走到螺纹车削循环始点(80.0,130.0)N16 G76 P011160 Q0.1 R0.2; /循环车削螺纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30; 《呐喊》故事梗概及主要人物形象一、《狂人日记》1、故事梗概《狂人日记》是鲁迅的第一篇白话小说,也是现代文学史上的第一篇白话小说。
FANUC系统螺纹切削复合循环(G76)编程详解
螺纹切削复合循环(G76)指令应用1、螺纹切削复合循环(G76)指令详解指令格式: G76 Pm r a QΔdmin RdG76 X(U)_ Z(W)_Ri Pk QΔd Ff指令功能:该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图 32所示。
图 32 螺纹切削复合循环路线及进刀法指令说明:①m表示精车重复次数,从 1—99;②r表示斜向退刀量单位数,或螺纹尾端倒角值,在 0.0f—9.9f 之间,以 0.1f 为一单位,(即为 0.1 的整数倍),用 00—99 两位数字指定,(其中 f 为螺纹导程);③a表示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:表示最小切削深度,当计算深度小于Δdmin,则取Δdmin 作为切削深度;⑤d:表示精加工余量,用半径编程指定;Δd :表示第一次粗切深(半径值);⑥X 、Z:表示螺纹终点的坐标值;⑦U:表示增量坐标值;⑧W:表示增量坐标值;⑨I:表示锥螺纹的半径差,若I=0,则为直螺纹;⑩k:表示螺纹高度(X方向半径值);2、举例说明G76 P010060 Q300 R0.1G76 X274.8 Z*** P2600 Q800 F4解释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :螺纹角度普遍都是60°的Q300:代表最后一刀的切深数值千进位 300也就是0.3MMR0.1:精加工余量 0.1MM第二行的X、Z为终点坐标P2600:是螺纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距3、G76螺纹车削实例下图所示为零件轴上的一段直螺纹,螺纹高度为3.68,螺距为6,螺纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8,最小车削深度0.1,精车余量 0.2,精车削次数 1 次,螺纹车削前先精车削外圆柱面,其数控程序如下:螺纹切削多次循环 G76 指令编程实例O0028 /程序编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为 200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /快速走到外圆车削起点(68.0,132.0)N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度,指定主轴转速800r/min, 调螺纹车刀N14 G00 X80.0 Z130.0; /快速走到螺纹车削循环始点(80.0,130.0)N16 G76 P011160 Q0.1 R0.2; /循环车削螺纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30;。
螺纹切削复合循环指令G76PPT演示课件

编程格式:G76 P(m)( r ) () Q(dmin) R(d);
G76 X(U)__Z(W)__R ( i ) P ( k ) Q ( d ) F ( f );
螺纹切削多次循环示例 •5ቤተ መጻሕፍቲ ባይዱ
参数意义的注释
式中:m:精车重复次数,从01~99,用两位数表示,该参数为模态量; r:螺纹尾部倒角量,该值的大小可设置在0.0L~9.9L之间,系数应为0.1的整倍数, 用00~99之间的两位整数来表示,其中L为导程,该参数为模态量; :刀尖角度,可从80°、60°、55°、30°、29°、0°六个角度中选择,用两位 整数来表示,该参数为模态量; m、r、 用地址P同时指定,例如,m=2, r=1.2L, =60°,表示为P021260; dmin:最小车削深度,用半径编程指定,单位:微米。车削过程中每次的车削深度 为 (d nd n1 ),当计算深度小于此极限值时,车削深度锁定在这个值,该参数 为模态量,单位为um; d:精车余量,用半径编程指定,单位:毫米,该参数为模态量; X(U)、Z(W):螺纹终点绝对坐标或增量坐标; i:螺纹锥度值,螺纹部分的半径差,用半径编程指定。如果i = 0则为直螺纹,可省 略; k:螺纹高度,用半径编程指定,单位:微米; d:第一次车削深度,用半径编程指定,单位:微米; f:螺纹的导程。
•13
6 .牙型较深,螺距较大时,可分数次进给,每次进给的背吃刀量用 螺纹深度减去精加工背吃刀量所得之差按递减规律分配。
•14
小结
掌握螺纹加工指令G76的编程格式及特点 。
掌握螺纹加工指令G76 的适用范围及编程技能 技巧。
能合理选用数控车削加工螺纹的切削用量。
第九讲 螺纹循环指令G76
数控车削技术
思考: G32/G92/G76分别适合哪种螺纹的加工?
数控车削技术
G76:控制切削 流动方向,适 合较大螺距和 内螺纹的加工
加工特大牙形用 宏程序写
G32 、G92:牙形 精度高小螺距螺 纹加工,精度高 的用G32 ,精度 相对小的用G92
数控车削技术
任务实施:
(1)根据零件图确定工件的装夹方式及加工工艺路线 以不需要加工的Φ30外圆为安装基准,并取零件右端 面中心为工件坐标系零点。其工艺路线为: 1)车M30螺纹大径 2)切槽Φ20 3)车M30螺纹 (2)刀具选择 90°外圆车刀 T0101,车端面、螺纹大径 切断刀T0202:宽4 mm, 螺纹刀T0303
数控车削技术
(3)切削用量确定 加工内容 主轴转速 进给速度F(mm/r) S(r/min) 500 0.15 300 600 0.05 2
车端面、螺 纹大径 切槽Φ20
车M30螺纹
数控车削技术
任务拓展:
利用所学的知识编写下图零件程序
数控车削技术
数控车削技术
③r表示斜向退刀量单位数,或螺纹尾端倒角值,在
0.0f-9.9f之间,以0.1f为一单位,(即为0.1的整数 倍),用00-99两位数字指定,其中f为螺距)单位是mm;
数控车削技术
④表示刀尖角度;从80°60°55°30°29°0°六个角
度选择; ⑤Δdmin:表示最小切削深度,按表中最后一次的背吃 刀量进行选择,半径值,单位是μm; ⑥d:表示精加工余量,半径值,单位是 mm; ⑦α1、β1:表示螺纹终点的坐标值; ⑧i:表示锥螺纹的半径差,若I=0,则为直螺纹; ⑨h:表示螺纹的牙深,按h=649.5P计算,半径值,单 位μm ; ⑩Δd :表示第一次粗切深(半径值单位μm); f:表示螺纹导程。
FANUC系统螺纹切削复合循环(G76)编程详解
螺纹切削复合循环(G76)指令应用1、螺纹切削复合循环(G76)指令详解指令格式 : G76 Pm r a QΔdmin RdG76 X(U)_ Z(W)_Ri Pk QΔd Ff指令功能:该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图32所示。
图32 螺纹切削复合循环路线及进刀法指令说明:①m表示精车重复次数,从1—99;②r表示斜向退刀量单位数,或螺纹尾端倒角值,在0.0f—9.9f之间,以0.1f为一单位,(即为0.1的整数倍),用00—99两位数字指定,(其中f 为螺纹导程);③a表示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:表示最小切削深度,当计算深度小于Δdmin,则取Δdmin 作为切削深度;⑤d:表示精加工余量,用半径编程指定;Δd :表示第一次粗切深(半径值);⑥X 、Z:表示螺纹终点的坐标值;⑦U:表示增量坐标值;⑧W:表示增量坐标值;⑨I:表示锥螺纹的半径差,若I=0,则为直螺纹;⑩k:表示螺纹高度(X方向半径值);2、举例说明G76 P010060 Q300 R0.1G76 X274.8 Z*** P2600 Q800 F4解释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :螺纹角度普遍都是60°的Q300:代表最后一刀的切深数值千进位 300也就是0.3MMR0.1:精加工余量 0.1MM第二行的X、Z为终点坐标P2600:是螺纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距3、G76螺纹车削实例下图所示为零件轴上的一段直螺纹,螺纹高度为3.68,螺距为6,螺纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8,最小车削深度0.1,精车余量0.2,精车削次数1次,螺纹车削前先精车削外圆柱面,其数控程序如下:螺纹切削多次循环G76指令编程实例O0028 /程序编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /快速走到外圆车削起点(68.0,132.0)N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度,指定主轴转速800r/min,调螺纹车刀N14 G00 X80.0 Z130.0; /快速走到螺纹车削循环始点(80.0,130.0)N16 G76 P011160 Q0.1 R0.2; /循环车削螺纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30;。
数控车G76螺纹复合循环PPT幻灯片共23页文档
11、战争满足了,或曾经满足过人的 好斗的 本能, 但它同 时还满 足了人 对掠夺 ,破坏 以及残 酷的纪 律和专 制力的 欲望。 ——查·埃利奥 特 12、不应把纪律仅仅看成教育的手段 。纪律 是教育 过程的 结果, 首先是 学生集 体表现 在一切 生活领 域—— 生产、 日常生 活、学 校、文 化等领 域中努 力的结 果。— —马卡 连柯(名 言网)
13、遵守纪律的风气的培养,只有领 导者本 身在这 方面以 身作则 才能收 到成效 。—— 马卡连 柯 14、劳动者的组织性、纪律性、坚毅 精神以 及同全 世界劳 动者的 团结一 致,是 取得最 后胜利 的保证 。—— 列宁 摘自名言网
15、机会是不守纪律的。——雨果
பைடு நூலகம்谢谢你的阅读
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
FANUC数控车床螺纹切削复合循环(G76)编程实例
1、螺纹切削复合循环(G76)G76 P010060 Q300 R0.1G76 X274.8 Z*** P2600 Q800 F4解释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :螺纹角度普遍都是60°的Q300:代表最后一刀的切深数值千进位 300也就是0.3MMR0.1:精加工余量 0.1MM第二行的X、Z为终点坐标P2600:是螺纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距2、螺纹切削复合循环(G76)指令格式 : G76 Pm r a QΔdmin RdG76 X(U)_ Z(W)_Ri Pk QΔd Ff指令功能:该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图32所示。
图32 螺纹切削复合循环路线及进刀法指令说明:①m表示精车重复次数,从1—99;②r表示斜向退刀量单位数,或螺纹尾端倒角值,在0.0f—9.9f之间,以0.1f为一单位,(即为0.1的整数倍),用00—99两位数字指定,(其中f 为螺纹导程);③a表示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:表示最小切削深度,当计算深度小于Δdmin,则取Δdmin 作为切削深度;⑤d:表示精加工余量,用半径编程指定;Δd :表示第一次粗切深(半径值);⑥X 、Z:表示螺纹终点的坐标值;⑦U:表示增量坐标值;⑧W:表示增量坐标值;⑨I:表示锥螺纹的半径差,若I=0,则为直螺纹;⑩k:表示螺纹高度(X方向半径值);3、G76螺纹车削实例图33所示为零件轴上的一段直螺纹,螺纹高度为3.68,螺距为6,螺纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8,最小车削深度0.1,精车余量0.2,精车削次数1次,螺纹车削前先精车削外圆柱面,其数控程序如下:图33 螺纹切削多次循环G76指令编程实例O0028 /程序编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /快速走到外圆车削起点(68.0,132.0)N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度,指定主轴转速800r/min,调螺纹车刀N14 G00 X80.0 Z130.0; /快速走到螺纹车削循环始点(80.0,130.0)N16 G76 P011160 Q0.1 R0.2; /循环车削螺纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30;4、附加FANUC系统后台编辑功能BG-EDT 后台编辑运行程序时,按操作--BC-EDG--DIR--输入程序号--搜索.就可以编辑O-SRH O搜索(用来调用程序的);SRH ↓ 在本程序段内向下搜索关键字(如程序太长时,要更改进给速度,可按F,然后按个SRH,就可以一下子找到F指令;SRH↑ 在本程序中向上搜索,。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
2
3
螺纹加工方法
➢螺纹加工常用切削循环方式。
➢两种方式:直进法(G32、G92)
斜进法(G76)
➢一般应用:
直进法:导程小于3mm的螺纹加工
斜进法:导程大于3mm的螺纹加工
(斜进法使刀具单侧刃加工减径负载)
4
4.2 螺纹数控车削加工方法
螺纹数控车削加工常用两种方法。 1.直进法 在每次螺纹切削往复行程后,车刀沿横向(X向)进给,
G76螺纹切削指令的格式需要同时用两条指令来定义。
编程格式:G76 P(m)( r ) () Q(dmin) R(d);
G76 X(U)__Z(W)__R ( i ) P ( k ) Q ( d ) F ( f );
螺纹切削多次循环示例 6
参数意义的注释
式中:m:精车重复次数,从01~99,用两位数表示,该参数为模态量; r:螺纹尾部倒角量,该值的大小可设置在0.0L~9.9L之间,系数应为0.1的整倍数, 用00~99之间的两位整数来表示,其中L为导程,该参数为模态量; :刀尖角度,可从80°、60°、55°、30°、29°、0°六个角度中选择,用两位 整数来表示,该参数为模态量; m、r、 用地址P同时指定,例如,m=2, r=1.2L, =60°,表示为P021260; dmin:最小车削深度,用半径编程指定,单位:微米。车削过程中每次的车削深度 为 (d n d n 1 ),当计算深度小于此极限值时,车削深度锁定在这个值,该参数 为模态量,单位为um; d:精车余量,用半径编程指定,单位:毫米,该参数为模态量; X(U)、Z(W):螺纹终点绝对坐标或增量坐标; i:螺纹锥度值,螺纹部分的半径差,用半径编程指定。如果i = 0则为直螺纹,可省 略; k:螺纹高度,用半径编程指定,单位:微米; d:第一次车削深度,用半径编程指定,单位:微米; f:螺纹的导程。
12
生产实习图:
材料为45钢 13
注意事项:
1.地址P、Q的数据不能有小数点,以微米为单位。 2.螺纹加工可用G76指令进行编程,G76指令采用斜进法 进行加工,可以加工导程较大的螺纹,车削多线螺纹时 不存在分头精度低,而普通车床在加工多线螺纹时就较 难控制分头精度。 3.编程时应考虑加工螺纹的切入和切出量,以便保证螺 纹导程的一致性。 4.粗加工为单侧刀刃加工,精加工时为直进刀两侧刀刃 同时加工。 5.加工螺纹时,由于进给量较大,螺纹车刀的强度较差 ,故螺纹牙型往往需分多次进行切削。
1进给的背吃刀量用 螺纹深度减去精加工背吃刀量所得之差按递减规律分配。
15
小结
掌握螺纹加工指令G76的编程格式及特点 。
掌握螺纹加工指令G76 的适用范围及编程技能 技巧。
能合理选用数控车削加工螺纹的切削用量。 能正确制定带螺纹零件的加工工艺 会根据图纸编制螺纹加工程序
7
编程举例:
(1)圆柱外螺纹加工 材料为45钢
8
① 螺纹加工尺寸计算:实际车削时外圆柱面的直径为
d实际=d-0.2=(30-0.2)+29.8 ② 螺纹实际牙型高度 h=0.65X2=1.3
③ 螺纹小径
d 1=d-2h=30-2.6=27.4
确定切削用量:精加工重复次数m=1,螺纹倒角量r=0,刀
10
编程举例: (2)圆柱内螺纹加工 材料为45钢 车螺纹前孔底直径的计 算方法: D孔=D-P=30-2=28
11
编程:
O0002; M03S500T0101; G99; M08; G00X26Z5; G76P010060Q100R0.1; G76X30Z-20P1300Q500F2; M09; G00X100Z200 M05; M30;
尖角= 60°,表示为p010060
最小车削深度dmin=0.1,表示为Q100
精车余量d=0.1,表示为R0.1
螺纹终点坐标x=27.4,z=-30
螺纹部分的半径差i=0,R0可省略
螺纹高度k=1.3,表示为p1300
第一次车削深度d 取0.5,表示为Q500
主轴转速取500转/分钟
9
编程:
O0001; M03S500T0101; G99; M08; G00X35Z5; G76P010060Q100R0.1; G76X27.4Z-30P1300Q500F2; M09; G00X100Z200 M05; M30;
这样反复多次切削行程,完成螺纹加工,这种方法称为 直进法 . 2. 斜进法 在粗车螺纹时,为了操作方便,在每次切削往复行程后, 车刀除了沿横向(X向)进给外,纵向(Z向)只沿一 个方向作微量进给,这种方法称为斜进法 .
5
螺纹切削复合循环指令G76
G76螺纹切削复合循环指令较G92指令简捷,可节省程序设计与计算时 间,只需指定一次有关参数,则螺纹加工过程自动进行。如图7-8所示为复 合螺纹切削循环的刀具加工路线。
16
请批评指正
共建精品课堂
17