高精度铜带轧机有载辊缝的调控性能分析
_120_450_390铜带冷轧机张力控制分析
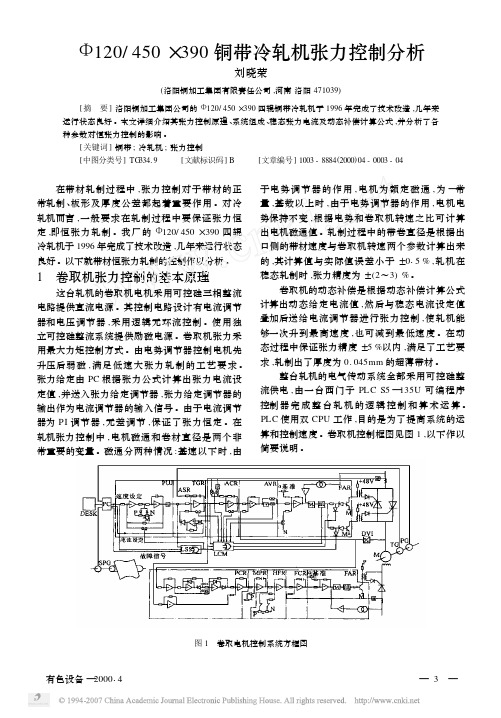
图3 右卷取机动态过程电流计算流程图
4 轧制过程中卷径 D 的计算
带材在轧制过程中 , 依据单位时间内金属流 量相等的原理卷取机卷筒上的带材线速度与轧机 出口侧的带材速度相等 。带材速度由装在偏转辊
ρ— 铜材比重 ;
d— 卷筒直径 。 CeΦ
因为 M D T = CMΦI dt =
由于所轧制的带材很薄 , 卷径每秒钟变化量 很小 ,经计算上式中第二项仅为第一项的千分之 六 ,故可忽略不计 ,则 : 1 GD 2 60 i d V 60 i 2 2 dV GDJ + 2 GD T M DT = = πD 375 πD d t 375 dt i 式中 GDJ2 — 折算到电机轴上的所有机械设备的 飞轮力矩 ; 2 ρ( D 4 - d 4 ) / 8 ,带卷的飞轮力矩 ; GD T =πb
力矩之间的关系为 : 1 1 ( ) MD = η M ZL + M Dr + M WQ i + M KS 式中 M D — 电动机力矩 ; M ZL — 带材张力力距 ;
M Dr — 动态力距 ; M WQ — 弯曲力距 ; M KS — 空载力距 ; i— 传动比 ;
η— 效率 。 在稳 态 轧 制 过 程 中 , M Dr = 0 , 如 果 不 考 虑
[ 关键词 ] 铜带 ; 冷轧机 ; 张力控制 [ 中图分类号 ] TG334. 9 [ 文献标识码 ] B [ 文章编号 ] 1003 - 8884 (2000) 04 - 0003 - 04
在带材轧制过程中 , 张力控制对于带材的正 常轧制 、 板形及厚度公差都起着重要作用 。对冷 轧机而言 , 一般要求在轧制过程中要保证张力恒 定 ,即恒张力轧制 。我厂的 Φ120/ 450 ×390 四辊 冷轧机于 1996 年完成了技术改造 ,几年来运行状态 良好。以下就带材恒张力轧制的控制作以分析。
高精度铜板板形影响因素分析及优化
制力均 匀量 。
平直不翘曲 、不波浪。
在 高 精 度铜 板 的生产 过 程 中 ,理论 上 完 成 高精 度 铜
板轧制 后所 生产 出来的高精 度铜 板 的板形是平 坦 的 ,在铜 向 。但 是在 实际 的铜板板 材 的加 工过 程 中受 到加工 材料 、
个 方面 。其 内因是 由于高精 度铜板轧 制过程 中所产 生的高 高 精 度铜 板 板 形 主要 指 的是 完成 对 于 铜 板 平辊 的轧 温 致使 轧辊温度 上升 引起 的变形 ,外 因则是 由于铜板 与轧 制后 ,通过将 轧件放 置在平 台上用 以检 测加工后 的铜 板是 辊 滑动接 触所产 生 的摩 擦热从 而使得 轧辊产 生温度变 形 。 否平直 。如 观测到铜 板并 不平直 且带有 一定 的翘 曲或是波 在 高精 度铜板 的加 工过程 中 ,轧制 铜板张 力的变 化也会对 浪 ,则 代表 着加 工后 的铜 板 内部 存在 着一定 的残余 应力 , 高精度 铜板板 形产生 较大 的影响 。张力变 化会使 得轧制压 为确保 高精 度铜板 板形 品质 应 当在高精 度铜板 轧机 的设计 力 产生 波动 ,此外 张力 的分 布也会 产 品横 向流动 产生较 大 过程 中做好 对于 高精度铜 板轧机 的结 构优化 ,对高 精度铜 的影 响。在高 精度 铜板板形 的影 响 因素 中 ,高精度 铜板加 板轧机 的轧 辊直径 、轧辊 的张力 、轧机 的轧制 速度 等进行 工 中的工艺润 滑条件 会对高 精度铜 板加工 中 的工作 状况产 进一 步 的研 究设计 ,确保 高精度 铜板 轧机工作 时能 够将轧 生一 定 的影 响 ,从 而 直接 影 响 到高 精度 铜 板 轧制 板 形 质
板带材轧机中辊系误差对轧制精度的影响研究

板带材轧机中辊系误差对轧制精度的影响研究概述板带材轧机是一种常见的金属加工设备,广泛应用于钢铁、有色金属等行业。
在板带材的轧制过程中,轧机中辊系的精度对于产品的成形质量具有重要影响。
因此,研究板带材轧机中辊系误差对轧制精度的影响,对于优化生产工艺、提高产品质量具有重要意义。
一、轧机中辊系误差类型及对轧制精度的影响轧机中辊系误差主要包括凸度误差、偏心误差和直线误差等。
这些误差会直接导致板带材在轧制过程中出现形状和尺寸方面的变化,严重影响产品的成形质量。
1. 凸度误差凸度误差是指辊子在轧制过程中出现的弯曲凹凸现象。
这种误差会导致板带材在轧制过程中受到非均匀的应变,从而影响产品的尺寸和形状。
若凸度误差较大,会导致板带材出现弯曲或塑性变形,严重影响产品的成形质量。
2. 偏心误差偏心误差是指轧机辊子的旋转轴线与材料的轧制轴线不重合所引起的误差。
当偏心误差较大时,会导致轧机在轧制过程中施加的压力不均匀,从而使板带材出现尺寸不匀或形状偏斜的问题,影响产品的外观和质量。
3. 直线误差直线误差是指辊子表面的直线度偏离理论直线度的程度。
辊子的直线度与板带材成形的直线度密切相关,直线误差过大会导致轧制后的板带材出现波浪形状,影响产品的平整度和表面质量。
二、轧机中辊系误差的产生原因板带材轧机中辊系误差的产生主要有以下几个原因:1. 制造误差:轧机辊子的制造和安装过程中存在一定的误差。
例如,加工辊子的磨床或研磨机床的几何精度不足,或者安装过程中的定位误差,都会导致辊子的几何形状不理想,进而引发辊系误差。
2. 磨损和变形:轧机辊子在长时间的使用过程中,由于受到高压和高温的影响,会产生磨损和变形。
这些磨损和变形会导致辊子的几何形状发生变化,进而引发辊系误差。
3. 温度变化:板带材轧机在工作过程中,由于材料的变形和摩擦产生的热量,会导致辊子的温度发生变化。
这种温度变化会导致辊子的物理性质发生变化,进而引发辊系误差。
4. 油膜效应:轧机中的油膜是保证辊子与板带材表面之间形成薄膜的一种润滑方式。
一种辊压机辊缝的调节和控制方法
一种辊压机辊缝的调节和控制方法随着工业化的进程,辊压机已经成为了现代工业生产中不可或缺的一部分。
辊压机主要用于将金属板材、管材等进行加工,以满足工业生产的需要。
而辊压机的辊缝调节和控制方法则是保证辊压机正常工作的重要因素之一。
在辊压机的加工过程中,辊缝的大小和位置直接影响到加工件的质量和生产效率。
因此,对辊缝的调节和控制方法的研究和应用,对于提高辊压机的生产效率和加工质量具有重要意义。
目前,辊压机辊缝的调节和控制方法主要分为机械调节和液压调节两种。
机械调节主要是通过手动调整机械结构来实现辊缝的调节和控制,但是这种方法需要操作人员具备一定的技术水平和经验,而且操作过程中容易出现误差。
液压调节则是通过控制液压系统来实现辊缝的调节和控制。
这种方法具有精度高、调节快、操作简便等优点,因此在现代工业生产中得到了广泛的应用。
在液压调节中,主要采用的是闭环控制系统。
这种系统通过传感器对辊缝的位置进行实时监测,将监测到的数据反馈给控制器,控制器再通过液压系统对辊缝进行调节和控制。
闭环控制系统具有响应速度快、精度高、稳定性好等优点,能够有效地保证辊压机的加工质量和生产效率。
除了液压调节之外,还有一种新型的辊缝调节和控制方法——电动调节。
这种方法通过电动机驱动辊缝的调节机构,实现对辊缝的调节和控制。
电动调节具有精度高、调节快、操作简便等优点,而且可以实现自动化控制,提高生产效率和加工质量。
总的来说,辊压机辊缝的调节和控制方法对于现代工业生产具有重要意义。
随着科技的发展,新型的调节和控制方法不断涌现,为辊压机的生产效率和加工质量提供了更好的保障。
未来,随着智能化技术的应用,辊压机的辊缝调节和控制方法将会更加智能化、自动化,为工业生产带来更高的效益和质量。
四辊轧机轧制工艺参数对工作辊有载辊缝凸度的影响

性 能参 数 如 表 1 所示 , 轧辊 技 术 参 数 如 表 2 所 示 。二 维 变厚 度 模 型边 界 条 件 如 图 3所 示 , 在工
作 辊操 作侧 和传 动侧 施 加 方 向约 束 , 在 支 撑辊
两 侧施 加 z 、 方 向约 束 , 两 辊 问给 予边 界 接 触定
孙蓟泉 。 等: 四辊 轧 机 轧 制 工 艺 参 数 对 工 作 辊 有 载 辊 缝 凸 度 的 影 响
l 1
义 与约束 , 定 义滑 动摩 擦 系数 为 0 . 2 5 6 。
表 1 辊 材 性 能 参 数 朝
Ta b l e 1 Pr o pe r t y pa r a me t e r s o f r o l l mat e r i a l
随着板 带材 轧 制 技 术 的发 展 , 板形 控 制 问 题 越来越 突 出l 1 ] 。板 形 的控制 归结 于对 有载 辊缝 凸 度 的控制 , 即通 过 控 制 沿板 带 宽 度 方 向辊 缝 曲线
的几 何尺 寸和 形状 , 来控 制带 钢横截 面 凸度 、 边 部 减薄 量和 平 坦度 。实 际情 况 表 明 , 有 载 辊缝 凸度
图 2 辊 系 网 格 划 分 图
Fi g . 2 Ro l l s y s t e m me s hi n g
接 触 区域 的支撑辊 和 工作辊 表 面 。辊 系轴 线截 面
图如 图 1所 示 。其 中 , 平 面单 元 厚 度 由 等效 厚度
计 算确 定 , 中部单 元 厚 度 由单 元 的惯 性 矩 和 实 型 相 等确 定 , 接 触边 界 单 元 厚 度 由单 元 压 缩 变 形 与
轧机辊缝调整原理
轧机辊缝调整原理
轧机辊缝调整原理是指在轧机生产过程中,通过调整辊缝的宽度和位置,实现对轧制金属板材的控制变形。
调整轧机辊缝的目的是为了获得所需的板材厚度,同时确保板材的均匀性和质量。
轧机辊缝的调整原理主要有以下几点:
1. 调整辊缝宽度:通过改变辊缝的宽度,可以控制轧制板材的厚度。
辊缝越小,轧制板材越薄,反之亦然。
调整辊缝宽度通常是通过机械手动或电动调节机构实现的,确保辊缝宽度的均匀变化。
2. 调整辊缝位置:辊缝位置的调整主要是为了保持板材的均匀性。
在轧机过程中,由于辊缝位置的不对称性,可能会导致板材出现边部过厚或过薄的问题。
调整辊缝位置可以通过调整辊子的相对位置来实现,以获得均匀的压力分布和变形。
3. 控制凸度:凸度是指辊子表面的弧度,通过调整凸度可以实现对板材的控制变形。
凸度的调整通常是通过调整辊子的弯曲方式来实现的,可以单独调整每个辊子的凸度,也可以同步调整多个辊子,以达到所需的变形效果。
轧机辊缝调整原理的核心是通过调整辊缝的宽度、位置和凸度,实现对轧制金属板材的控制变形。
这些调整可以通过机械手动或电动调节机构来实现,并且需要持续监控和调整,以确保板材的厚度和均匀性符合要求。
铜板带轧辊在生产中的合理使用
铜板带轧辊在生产中的合理使用杨建红;蒋虬【摘要】介绍了高精度铜板带冷轧生产中轧辊的三种主要消耗和报废类型,着重分析了轧辊产生剥落和断辊的原因及预防措施.【期刊名称】《有色金属加工》【年(卷),期】2010(039)005【总页数】4页(P27-29,32)【关键词】高精度铜板带;冷轧机;轧辊;剥落;断辊;原因;预防措施【作者】杨建红;蒋虬【作者单位】中山市天乙铜业有限公司,广东中山,528425;江苏常铝铝业股份有限公司,江苏常熟,215532【正文语种】中文【中图分类】TG333.17冷轧机在高精度铜板带加工中是非常重要的工艺生产设备,而轧辊是轧机的重中之重,它的好坏直接影响轧辊的消耗和高精度铜板带产品质量。
一些高精度铜板带加工厂由于缺乏对轧辊的科学管理和合理使用而导致轧辊损耗过大,生产成本加大。
由于高精度铜板带从厚到薄就是直接通过轧机上的轧辊一个道次一个道次压延成型的,轧辊的辊型凸凹度、表面光洁度、硬度及硬度均匀性对高精度铜板带产品的板型和表面质量、公差产生直接的影响。
下面来详细介绍轧辊在生产中如何合理使用,达到降低轧辊消耗、提高高精度铜板带材的产品质量。
在高精度铜板带冷轧生产过程中,轧辊的消耗和报废可分为三类:①正常磨损、正常磨削,达到规定最小报废尺寸正常报废;②非正常情况下轧辊表面剥落,又叫掉块,而导致报废;③从轧辊辊颈或辊身处断辊,而导致报废。
高精度铜带轧制过程就是在轧制力作用下在电机驱动下铜带和轧辊产生摩擦的过程,轧辊会有磨损,轧辊的表面就会变得粗糙,这会影响铜带的表面光洁度,因此轧辊轧制一段时间后就要更换下来重新修磨。
轧制过程和修磨过程就是轧辊的正常消耗过程。
正常情况下铜带粗轧机的支承辊更换时间为 20天/次,工作辊为 8小时/次 (根据产品特性适当调整),铜带精轧机的支承辊辊更换时间为 10天/次,工作辊为 2小时/次(根据产品特性适当调整)。
轧辊的磨削要求,铜带粗轧机的支承辊每次单边磨削0.08~0.12mm,工作辊每次单边磨削 0.05~0.8mm,铜带精轧机的支承辊每次单边磨削 0.08~0.12mm,工作辊每次单边磨削 0.02~0.4mm。
轧机辊缝调整原理

轧机辊缝调整原理轧机辊缝调整原理是指在轧机操作过程中,通过改变轧机辊之间的缝隙大小来调整轧机的工作状态和产生所需的轧制效果。
轧机辊缝调整是轧机生产过程中的关键环节,直接影响轧机的稳定性、轧制质量和轧制效率。
下面将详细介绍轧机辊缝调整原理。
一、轧机辊缝调整的作用和意义轧机辊缝调整是为了确保轧机在生产运行过程中能够实现预期的轧制效果,并且保障产品的质量。
它的主要作用和意义如下:1.调整轧机辊缝可以改变轧机的轧制力,从而调整轧制压力和轧制效果。
当轧机辊缝适当变小时,轧制力会增大,可以提高轧制效率和轧制质量,使得轧制产品更加均匀和细致。
2.调整轧机辊缝可以改变轧机的轧制速度,从而调节产品的尺寸精度和表面质量。
当轧机辊缝适当变小时,轧制速度会增大,可以提高产品的尺寸精度,使得产品的直径和厚度误差更小,并且表面质量更好。
3.调整轧机辊缝可以改变轧机的辊缝形状,从而调整轧制过程中的金属流动和形变情况。
当轧机辊缝适当变小时,可以减小产品的副辊直径误差,降低辊缝交叉滑动和胀大现象,提高轧制工艺的可控性和稳定性。
4.调整轧机辊缝可以改变轧机的辊缝分布情况,从而调整轧制产品的尺寸精度和均匀性。
当轧机辊缝适当变小时,可以改善辊缝分布均匀性,降低辊缝位置误差,提高轧制产品尺寸的一致性。
二、轧机辊缝调整的方法和原理轧机辊缝调整的方法和原理主要包括四种:机械调整、压缩调整、电动调整和液压调整。
1.机械调整是最常见的一种调整方法,适用于小型轧机或手动操作的轧机。
它通过调整轧机辊之间的机械间隙来改变轧机辊缝的大小。
机械间隙通常是由螺栓和螺母组成的,通过旋转螺栓和螺母,使得轧机辊的间隙增大或减小。
机械调整的优点是结构简单、操作方便,但调整过程比较繁琐,调整精度也相对较低。
2.压缩调整是一种较为常见的调整方法,适用于大型轧机或自动化操作的轧机。
它通过在轧机辊上施加压力,使得轧机辊之间的缝隙发生变化。
压缩调整的原理是利用压缩机构的力量,将轧机辊下压或推出,从而改变辊缝大小。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中图 分 类 号 :G 3 T 37 文 献 标识 码 : A 文 章编 号 :6 1 69 (0 0 0 04 0 17 — 7 5 2 1 )2— 0 8— 4
在现代工业中, 高精度铜带通常是指高精度连接 器铜带、 引线框架铜带 、 变压器铜带、 电缆带、 水箱带、 特种性能用高精度铜带材等铜及其合金产品¨ 。高 ] 精度铜带生产是板带冷轧工艺的延续。 目前高精度
根 据 辊 系变 形 的特 点 , 立有 限元 模 型 时进 行 了 建 以下假 设 : ( ) 略张 力 、 1忽 轧制扭 矩 及润 滑情况 的影 响 ; ( ) 辊 间无相 对 滑动 ; 2轧
式 中
一
分 别表示 铜 带宽度 影 响率 、 制 力 影 响率 . 轧 j }
1 1 有限元模 型 .
在实 际轧制 中 , 然 影 响板 形 的 因素 繁 多 , 主要 还 虽 但
是集中在铜带和辊系的变形【 。铜带在轧制时产生 2 】 变形 , 由于轧件 的弹性恢 复相对轧件厚度来说很小, 轧件 弹性变形恢 复 可 以忽 略 , 时轧件 断 面形状 与 轧 此
机两个 工作 辊 辊 缝形 状 是 一 致 的 。只要 有 效 控 制辊 缝 凸度 , 就可 以很 好控 制轧件 断面 凸度 。
在 板形 理论 和板 形控 制技 术 中 , 轧机 辊系 的弹性
本文以某公司研发 的高精度 四辊铜带轧机为对 象 , 辊系尺寸如下: 作辊 q2 其 工 o 5×50 m, 撑 辊 1 5r 支 a
5 50m 材料参 数为 : 撑辊 9 rM V, 0× 2 m; 支 C2 o 工作 辊
8 CMo 7 它 们材 料 属 性 有 : 6r V , E=2 1 l P , =0 3 .E 1 a ., 密度 7 0 k/ 8 0 g m 。轧件 为 黄铜 带 H 2 E=1 l P , 6, E 1 a
第3 9卷 第 2期
21 0 0年 4月
有 色 金属 J - jr n
NONF ERROUS MET S P只OCESS NG AL I
VO . 9 N 2 13 o .
A l 0 0 2 1
高精 度铜 带 轧机 有载辊 缝 的调控 性 能分 析
吴雪兵 臧 勇 , 志英 车延明2谢志伟 , 郜 , ,
( . 京科技大学机械工程学院 , 1北 北京 10 8 ) 0 0 3
( . 山市顺德区冠邦科技有限公 司, 2佛 广东佛山 5 8 1 ) 2 3 2
(. 3 宣化钢铁集 团有 限责任公 司, 河北宣化 0 50 ) 7 13
摘
要: 利用非线性有限元软件 A A U , B Q S 将高精度铜带 轧机 辊系及轧件统 一考虑建立有 限元模 型 , 分别பைடு நூலகம்计
用均布或者抛物线分布的假设条件。他们认为是在
第 2期
有色金属J - jr u
Ac A— X
4 9
轧制力 一定 的情 况 下 , 载 辊 缝 形 状 基 本 上 不 变 , 有 只
r
—
是 随着 轧件 来 料厚 度 的变 化 而影 响轧 件 出 口厚 度 , 验 算 表 明 , 种假 设存 在 一 定 误 差 。因 此本 文 在研 究 有 这 载辊 缝 时 , 高 精 度 铜 带 轧机 辊 系 与 轧 件 综 合 考 虑 , 将 建立 了 多体 接 触 的 弹塑 性 统 一 有 限 元 模 型 。将 轧 件 考虑 在模 型 之 内 , 以更 真 实 的 反 映 轧 辊 之 间 、 作 可 工 辊 与轧 件之 间 的接触 状态 。
算 了板宽 、 轧制力 、 弯辊力 、 工作辊凸度变化时高精度铜带轧机轧辊的变形 , 出了上述影 响因素变化时对 并得
有载辊缝 凸度 的影响规律 , 分析了板宽对轧制力影响率 、 弯辊影响率及工作 辊凸度影响率 的影响 , 出的规 得 律可为高精 度铜带轧机的有载辊缝的调控提供科学的依据 。
作者简介 : 吴雪兵( 93一) 男 , 18 , 硕士研究生 , 研究 方向 : 塑性成形 师, 研究方 向: 塑性成形与仿真 。
许多文 献在 建 立 计算 有载 辊 缝 时 候 只 考 虑 了工
与仿真。通讯作者 : 臧勇 (9 3一) 男 , 授/ 16 , 教 博士生导 作辊 和支撑 辊 , 未将 轧 件 考 虑 在 内, 轧 制 压力 采 而 且
=
0 32密 度 80 k/ ’实 验 取得 塑 性 应 变 曲线 如 .6 , 40 gm ,
变形理论是其核心 内容。合理准确地计算辊系变形
不 仅对轧 机辊 系结构设 计 , 而且 对 优化 工艺参 数 以提
图1 所示 。
高板形质量具有重大意义 。辊 系弹性变形计算方 J
法 主要分 为解 析法 和数 值法 , 中较 为有 效 的数值 求 其
解方法有:1影响函数法;2 有限元法。 () () 本文运用 A A U B Q S有 限 元 软 件 计 算 板 宽 、 制 轧 力、 辊力、 : 弩 工作辊凸度发生变化时, 高精度铜带轧机 辊系的变形。在计 算 中将工作辊、 支撑辊、 轧件统一
考 虑建立 有 限元 模 型 , 分 析 了板 宽 、 制 力 、 并 轧 弯辊
铜 带冷轧 生产 中的 厚度 精 度 控制 问题 已基本 得 到解 决 , 形 问题 就 是 生 产 中最 常 见 、 难 解 决 的 问 题 。 板 最
力、 工作辊凸度变化对有载辊缝凸度 的影响以及板宽 对轧制力影响率、 弯辊影响率及工作辊凸度影响率的
影响。
l 有 限元 模 型 的建 立
日 皇
、 、
00 01 02 03 04 05 06 07 08 . . . . . . . . .
塑性应 变
收 稿 日期 :09—1 — 2 20 1 0 图1 6 的塑 性应变 曲线 H 2
基金项 目: 粤港关键领域重 点突破项 目( 07 0 6 资助项 目 20Z1)