氨纶丝预牵伸倍数越大
空包和机包氨纶纱介绍

空包和机包氨纶纱介绍————————————————————————————————作者:————————————————————————————————日期:ﻩ空包和机包氨纶纱介绍摘要:空气包覆纱(简称空包,英文缩写为ACY)是将外包纤维长丝与氨纶丝同时牵伸经过一定型号喷嘴,经高压缩的空气规律性的喷压形成节律性的网络点的纱线。
其织物手感柔软滑爽;机械包覆纱(简称机包,英文缩写为SCY)是将外包纤维长丝不断的旋转并缠绕在被匀速牵伸的芯丝氨纶上,是经加捻而具有捻度(英文缩写为TPM)的,织物风格平整挺括是其主要特点。
关键字氨纶纱正文:小知识:空包和机包氨纶纱介绍氨纶包覆纱(CoveredSpandexYarn),一般有单包、双包等包覆形式。
其中锦氨、涤氨多以单包的方式包覆居多。
ﻫ空气包覆纱(简称空包,英文缩写为ACY)是将外包纤维长丝与氨纶丝同时牵伸经过一定型号喷嘴,经高压缩的空气规律性的喷压形成节律性的网络点的纱线。
其织物手感柔软滑爽;机械包覆纱(简称机包,英文缩写为SCY)是将外包纤维长丝不断的旋转并缠绕在被匀速牵伸的芯丝氨纶上,是经加捻而具有捻度(英文缩写为TPM)的,织物风格平整挺括是其主要特点。
空包机包纱线在下游织厂织造各有优劣。
空包在喷气织机上整经时一般需要上浆,否则织物易起毛断丝等,但打纬就可以直接使用。
单从成本考虑,空包产能大大高于机包产能使得价格比机包更低,便于降低下游织厂的成本。
机包尽管不外露芯丝,一般除捻度不匀外不易产生纺纱和织造时的质量问题,但产量低,价格因此比同规格的空包高RMB5000/T以上,细旦包覆纱的价格甚至高于同规格的空包RMB 10000/T以上,因此大大增加了使用机包的成本。
ﻫ在纺纱过程中,氨纶的预牵伸倍数(Spandex Stretch)是一项重要的工艺参数,它影响包覆纱(Covered Yarn)及织物的弹性,又影响包覆纱的强伸度,条干均匀度和蠕变性能。
几种常见假波的分析与判断
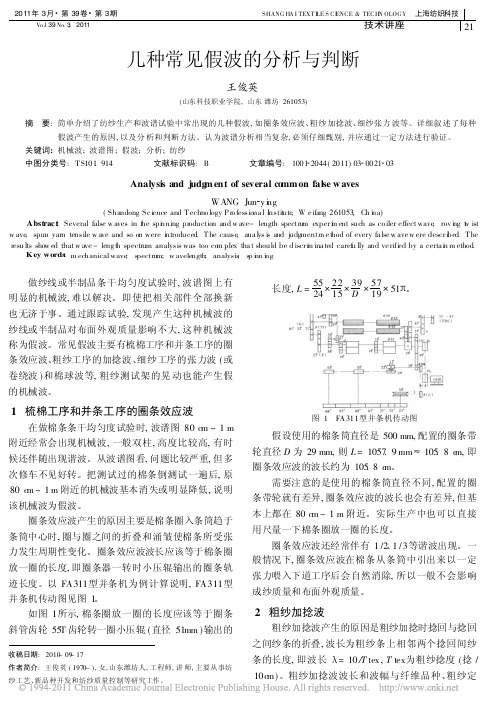
2 粗纱加捻波
粗纱加捻波产生的原因是粗纱加捻时捻回与捻回 之间纱条的折叠 , 波长为粗纱条上相邻两个捻回间纱 条的长度, 即波长 = 10 /T tex , T tex 为粗纱捻度 ( 捻 / 10cm ) 。粗纱加捻波波长和波幅与纤维品种、 粗纱定
上海纺织科技
S HANG HA ITEXT ILE SC I EN CE &T ECHNO LOG Y
( Shandong Sc ience and T echno logy P ro fessiona l Institute , W e ifang 261053, Ch ina) Abstrac t : Several false w aves in the spinning production and w ave- length spectrum exper i m ent such as co iler e ffect wave , rov ing t w ist w ave , spun yarn tensile w ave and so on were introduced. T he cause , ana lys is and judgmentm e thod of every fa lse w ave w ere descr ibed. T he resu lts show ed that w ave - leng th spectrum analysis was too co m plex tha t should be d iscr i m ina ted carefu lly and ve rified by a certa in m ethod.
4 细纱张力波
细纱张力波也称卷绕波, 细纱波谱图上常见波长 为 5~ 6 m 或 8~ 9 m 的单柱机械波, 用波长计算法推 测应该是粗纱方面的问题 , 但测试对应粗纱, 波谱图相 应位置并没有机械波。 如图 2 所示 , 在 R19 . 7 tex 纱线波谱图上 8~ 9 m 处有严重的机械波, 同时有 1 / 2 的谐波。
空包和机包氨纶纱介绍
空包和机包氨纶纱介绍氨纶包覆纱(Covered Spandex Yarn),一般有单包、双包等包覆形式。
其中锦氨、涤氨多以单包的方式包覆居多。
空气包覆纱(简称空包,英文缩写为ACY)是将外包纤维长丝与氨纶丝同时牵伸经过一定型号喷嘴,经高压缩的空气规律性的喷压形成节律性的网络点的纱线。
其织物手感柔软滑爽;机械包覆纱(简称机包,英文缩写为SCY)是将外包纤维长丝不断的旋转并缠绕在被匀速牵伸的芯丝氨纶上,是经加捻而具有捻度(英文缩写为TPM)的,织物风格平整挺括是其主要特点。
空包机包纱线在下游织厂织造各有优劣。
空包在喷气织机上整经时一般需要上浆,否则织物易起毛断丝等,但打纬就可以直接使用。
单从成本考虑,空包产能大大高于机包产能使得价格比机包更低,便于降低下游织厂的成本。
机包尽管不外露芯丝,一般除捻度不匀外不易产生纺纱和织造时的质量问题,但产量低,价格因此比同规格的空包高RMB5000/T以上,细旦包覆纱的价格甚至高于同规格的空包RMB10000/T以上,因此大大增加了使用机包的成本。
在纺纱过程中,氨纶的预牵伸倍数(Spandex Stretch)是一项重要的工艺参数,它影响包覆纱(Covered Yarn)及织物的弹性,又影响包覆纱的强伸度,条干均匀度和蠕变性能。
氨纶的预牵伸倍数过小,不能充分发挥弹力织物面料弹性好的优势,牵伸过高时纺纱困难,又容易引起断丝,产品质量随之下降;另外氨纶丝的百分含量也影响包覆纱的弹性,含量高,弹性好。
在氨纶丝规格一定的情况下,增大牵伸倍数,氨纶丝的百分含量降低,即氨纶的预牵伸倍数与成纱氨纶的百分含量成反比。
包覆纱的强伸度随氨纶预牵伸倍数增大而增大,在牵伸到一定数值后,氨纶丝的回缩性使外包纤维呈卷曲状态,氨纶芯丝被拉直;适当增大预牵伸倍数,氨纶百分含量降低,外包纤维卷曲程度大。
但当牵伸过大,氨纶丝变形幅度接近变形的临界值,就会使包覆纱强伸度下降,但有利于包覆纱条干均匀。
在恒定牵伸力作用下变形随时间变化的现象我们称之为蠕变。
弹力纬纱织物纬向缩率的影响因素分析
( e a si t o E g er g H nnI it e f n l ei ) n tu n n
Abs r t W ets rn a e ifu n ilf co fwe tsrt h fb i nd wap f o l tec a ic we e su id. tac f h ik g n e ta a t ro f te c a rca r we d ube sr th fbr r t de l t Efe t fwe h nk g r du e y dfe e twe tucu e,v ro s sic t cur n a e a i gprc s ig we e fc so f s r a ep o c d b ifr n f sr tr t i t a u tth sr t e a d v r d we v n o e sn r i u i a ly e 、 I i o i rd ta h a g rp e rf li e o tec f pa d x flme t h a g rsr th f rc we na s d t s c nsde e h tte lr e r d atmu t fsr th we s n e i pl t a n ,t e lr e tec ab f i t s rnk ge T malrsr th we ie rd n iy,t e lr e f hrn ge h i a . he s le tec f ln a e st t h a g rwets i ka .Thel re a icwap d n i a g rfbr r e st y,t e s le h ma lr fbrc we hrn a e, te s le a rc we e iy, t a g rf b c a i f s ik g t h malr fb i f d nst t he lr e a r we s rnk g tt i h ng s no itn t i t f h i a e bu hs c a e i td sic、 W h n tike p n x fl me twa o k a f c r an,f b c we h n g l b n ra e . Themo e fbrc i e h c rs a de ia n sto swe o e y r t a r f s r ka e wil e ic e s d i t i r a i n— tr a e d g e ewe v e r e,t e s fb cwe h n a e The lr r wa e so he ls a r f s r k g . i t i age r tn i n, t ma lrfbrc we h n a e The l g r p he s le a i f s r k g 、 t i a e r we e so t f t n in,t a g ro -o m f h nk g . W h n t mpe f re i malr,f b i f h nk g l i r a e.The he lr e f lo we s r a e t i e e l o c ss le a rc we s r a ewil nce s t i hih rwo k ho it e t mp r tr g e r s p mo sur e e au e,t age a rc we h n g . he lr rf b f s r ka e i t i K e o ds S r th W e ,S rt h Fa rc,W e h nk g y W r tec f t tec b i t f S r a e,Drf i atMulil tp e,Fa rc W e v b i a e,W a nso p r Te in
氨纶长丝的性能特点参考资料

1 氨纶长丝的性能特点氨纶长丝的最大特点是具有较高的弹性,其弹性伸长可达6倍~7倍,弹性回复率可达95%~98%,而且具有承受反复拉伸的特点,即在50%~250%的范围内拉伸力大而回缩小,这是氨纶长丝独有的特性。
含氨纶长丝的织物穿着时无束缚感,无压迫感,又无松弛感,是其他弹力纤维所无法比拟的。
氨纶长丝在l 70℃~l 80 ℃时其弹性回复性有所下降,但是由于氨纶长丝是以其他纤维包覆状存在于织物中,因此可在1 80 ℃~l 90 ℃的高温条件下加工。
氨纶长丝在紫外线照射40 h后,其弹性才有所下降,而橡胶丝照射仅l 0 h后其强力就已下降50%。
氨纶长丝耐酸、耐冷碱、耐有机溶剂和大多数化学药品,但对氯反应敏感,故不能用氯漂进行加工。
氨纶长丝的强度较高,其强度为0.45 cN/dtex~1.1 8 cN/dtex,是橡胶丝的5倍~7倍。
2 氨纶长丝输送机构和牵伸机构氨纶长丝具有低负荷、高伸长的特性。
纺制氨纶包芯纱时,需在细纱机粗纱吊锭下部安装一组输送滚筒,可采用链条传动。
输送滚筒的线低于前罗拉的线,使氨纶长丝得到预牵伸,并控制其伸长率为定值,也即控制氨纶长丝在氨纶包芯纱中的含量。
氨纶长丝喂人细纱机前胶辊后方集合器与棉粗纱经牵伸后的须条相结合,并经加捻而成氨纶包芯纱。
一般情况下氨纶长丝的预牵伸倍数为1 25.38 Z b/(Z c·Z a)。
若输送滚筒外径为40 mm,则Z a有40齿、45齿、50齿、55齿、60齿几种规格,Z b有30齿、35齿、40齿、45齿、50齿几种规格,Z c有34齿~45齿几种规格的齿轮,用于预牵伸倍数的调整。
3 氨纶包芯纱的工艺设计3.1 氨纶长丝含量与预牵伸倍数在设计氨纶包芯纱时,在确定氨纶长丝用量时,不仅要注意成纱强力,而且要从织物的最终用途及成本等方面综合考虑。
(1)氨纶包芯纱的单纱条干一般情况下是同等配棉纯棉纱条干的1.05倍~1.1倍左右,在设计细纱后区牵伸时宜偏小掌握。
全棉纱线详细区分

全棉纱线详细区分发布人:袜子批发网发布时间:2012年6月6日普梳纱线与精梳纱线精梳纱肉眼看上去外观好,条干均匀,棉结杂质少。
精梳工序能大量排除短纤维和部分杂质性疵点,对排除棉结比较困难,所以精梳用棉要求原棉短绒和棉结尽量含量要低,成熟度过差,含税率过高也会容易产生棉结,尽量少用。
精梳产品因为用以制作高档面料使用,对布面染色效果要求较高,因此原棉选用色泽好,整齐度好的原棉,有时还需要长绒棉。
一、单纱和股线一般单纱采用反手捻向,股线采用顺向捻向,股线中的纤维与股线轴的夹角较小,因此纤维利用率较高,强力也大大增强,条干获得改善,一般条干水平能提高2—3%,毛羽和疵点由于多数被包卷在线内,从而减少了暴露在纱线外的机会,因此毛羽和疵点数量也大为改善。
股线的用途一般多用与经纱,因此配棉等级和品质可以有所降低。
二、经纱和纬纱经纱在使用中所承受的张力和摩擦机会较多,所以经纱强力要求较高,配棉时应选用纤维细长,单纤维强力高,成熟度适中,整齐度较好的原棉,由于在准备及织造工序纱线上的棉结和杂质去除的机会较多,并且还要经过上浆工序,所以对原棉的色泽和含杂要求较低,纬纱不上浆,准备工序简单,去除杂质机会少,并且纬纱多暴露在织物表面,因此纬纱对织物的色泽,外观,手感等因素影响较大,但是纬纱对强力要求不高,因此可以选用色泽好,含杂少,较粗短,张力稍差的原棉。
三、针织用纱针织品是用单根或几根纱线经针织机编织而成的,对纱线断头,疵点,强力,染色效果要求较高,针织纱线一般制作内衣使用,要求柔软舒适,因此纱线捻度较小,针织纱线对条干均匀度要求很高,粗细不匀的纱线在面料上特别明显,因此配棉时对成纱强力,条干,疵点,断头数量,各方面都要照顾到,所以应选用纤维细长,整齐度好,成熟度正常,短绒率低,疵点少的原棉,起绒织物的针织用纱,应选择成熟度好,弹性好,长度较短的原棉。
四、染色用纱一般棉制面料都要进行后整理染色加工,织物的吸色能力和纤维的性能有很大关系,浅色布对原棉要求不高,但是不能使用成熟度系数低,差异较大的原棉,否则会引起纤维混合不匀,面料染色后会出现斑点或条花,所以浅色布要求使用含杂较少,色泽较好的原棉。
预牵伸倍数、捻度对氨纶弹力纱弹力的影响

( Z h e j i a n g T e x t i l e a n d F a s h i o n C o l l e g e ,N i n g b o 3 1 5 2 1 1 , C h i n a )
Ab s t r a c t :T h e c h a n g e s o f e l a s t i c r e c o v e r yo f t w o k i n d s o f L y e r a e l a s t i c y a r n s( o n e s p u n o n f a n c y t w i s t i n g m a c h i n e o f c o t t o n s p i n n i n g
地绕 在芯 纱J 二 而加 的一 根 包 缠 纱 , 起 到 固结 花式 纱 线 的作 埽 。
包覆纱 、 氨纶包芯纱 、 氨纶合捻纱等, 影响氨纶弹力纱
弹力 的 因素有 氨纶 丝 的细 度 和 含量 、 纺纱 工 艺参 数 如 氨纶 丝预 牵伸倍 数 的设 置 、 纺 纱 捻度 的配 置 等 。本 文 通过 在 H F X—A 7型 棉纺 花 式 捻线 小样 机 上 以氨 纶 弹
u s e d t o e s t a b l i s h t h e f u n c t i o n mn d e l b e t we e n t h e s t r e t e h o f t h e e l a s t i c y a r n a n d p r e — d r a f t l 。 a t i o a n t i t w i s t .T h e e f f e c t o t 。 t h e p r e — d r a t f r a t i o a n d t wi s t O F 1 t h e s t r e t c h o f t h e e l a s t i c f a n c y y a r n a n d S i r o t i l e l a s t i c y a r n w a s s u mma r i z e d w i t h h o w t o r a t i o n a l l y d i s t r i b u t e d r a t f a n d t w i s t f a c t o r d i s c u s s e d .
转杯纺棉氨复合纱工艺及其成纱性能研究——氨纶丝牵伸倍数对成纱性能的影响

规格 。 22 纺 纱 工艺 .
1 转杯 纺氨 纶 复合 纱 的 纺 纱原理
转杯纺纱技术是新型纺纱范畴 中发展最快、 技 术最成熟的纺纱 体系, 与环锭纺相 比有许 多优势。
— —
氨 纶 丝牵伸 倍 数 对成 纱 性 能 的影 响
张海 霞 , 。薛 元 王善元 ,
(_ 1 东华大学纺织学院 , 上海 ,0602 2 12 ;.嘉兴学院服装艺术设计学院 , 浙江嘉兴 ,101 340
3 河 南纺织高等专科学校 , . 河南郑州 ,5 0 7 400)
摘要
介 绍 了转杯 纺棉 氨 复合 纱 的 纺 纱原 理 , 在 经过 改装 的 转杯 纺 纱机 上 , 用 两种 规 格 的氨 纶 丝 , 过 调 整 氨 纶 并 选 通
丝的牵伸倍数纺制不同外观和性能的转杯纺棉氨 复合 纱。经纱线外观和性能 的测试分析 , 表明氨纶丝牵伸倍数 对转
杯 纺 棉氨 复 合 纱 的外 观 和性 能 有 一定 的 影响 。 关键词 : 转杯 纺 , 氨 复合 纱 , 纶 丝 , 棉 氨 牵伸 倍 数 , 纱 原理 纺
如 图 1 示, 所 将转杯轴中心开 孔, 氨纶丝在转杯 负 压的作用下经由引丝管进入转杯 , 氨纶丝喂入速度 可通过变频 电机调节。分梳 后的单纤维借气 流经
由纤维输送通聚须 条随同转 杯高速回转 并与氨纶丝在转杯 内并合加捻成复合
维普资讯
3 期
张海霞 , : 等 转杯纺棉氨 复合纱 工艺及其成纱性 能研究
8 1
试样编号如表 1 所示。
表 1 氨纶丝牵伸倍数试验工艺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(1)包芯纱特数 氨纶丝:40D 【40/9=4.44tex】 外包粘胶纤维纱:18.5tex 氨纶丝预牵伸:3.5
包芯纱线密度:Cs=C+
S E
Cs 18.5
40 19 .77tex 9 3.5
(2)包芯纱中氨纶丝含量M2
S E 理论含量M1= CS
芯丝--氨纶丝部分 S ×100%= E CS ×100% S = E C K 100% S
氨纶丝实际含量M2
•氨纶丝离开前罗拉时要发生回缩,即实际得到的预牵伸倍数<理论值。
•杜邦公司定义为配合系数K值(杜邦公司K=1.16)
包芯纱
包芯纱特数与芯丝含量的计算
包芯纱
包芯纱
1
2 3
包芯纱是什么?
包芯纱纺纱原理
包芯纱工艺设计 包芯纱上机试纺
4 4
江苏工程职业技术学院 张冶
包芯纱
包芯纱是什么?
包芯纱?
包芯纱是指通过芯纱和外包纤维组合的一种复合纱 一般以(氨纶、涤纶)长丝作为芯纱,外包(棉、粘胶、 毛等)短纤维。兼有长丝芯纱和外包短纤维的优良性能。 由棉氨包芯纱制成的弹力织物,穿着时伸缩自如,舒适 合体。
影响弹性?
氨纶丝预牵伸 倍数越大,纱 线回弹越大。
纺棉氨包芯纱时,一般预牵伸可选3~4.5。
包芯纱
棉氨包芯纱工艺设计—氨纶丝含量的计算
(1)包芯纱特数
氨纶丝线密度(tex)
则:Cs= C +
氨纶包芯 纱总线密 度(tex)特数 (tex)
(2)包芯纱中氨纶丝含量M
2 2 3
黏胶氨纶包芯纱
确定细纱工艺 (氨纶丝预牵伸3.5)
C/R 93/7 18.5tex(40D)
4 5 5
对纺出的黏胶氨纶包 芯纱进行质量测试, 并测试氨纶丝含量。
上机调试, 开车试纺
包芯纱
江苏工程职业技术学院 张冶
细特纱:选用4.4tex(40D) 中特纱:选用7.7tex(70D) 粗特纱:选用15.4te(140D)
氨纶丝越 粗,纱线 弹力越大。
氨纶丝常用规格 4.4tex(40D) 7.7tex(70D) 15.4tex(140D) 30.8tex(280D)
氨纶丝含量 越高,纱线 弹力越高。
机织物中的氨纶含量为 2%~8%;其它的可大 到10%以上。
氨纶丝实际含量
M 2=
40 S 1.16 100 % K 100% 9 3.5 19.77 E CS
注:配合系数K值(杜邦公司K=1.16)
= 7.45%
包芯纱
包芯纱上机试纺
上机试纺步骤
选择氨纶丝线密 度44.4dtex(40D)
1 1
选择经过改装可纺 包芯纱的细纱机
包芯纱
包芯纱纺纱原理
氨纶丝筒 芯丝 氨纶长丝 预牵伸区 导丝轮
氨纶丝喂 入辊
棉粗纱
罗拉牵伸区
棉氨包芯纱纺制过程 棉粗纱正常从细纱机的牵伸装置通过,而氨纶丝经退绕机构 后经一定的预牵伸,送入细纱机前罗拉钳口,与棉粗纱在前罗拉 钳口汇合后一起输出,加捻卷绕在细纱筒管上。
包芯纱
包芯纱工艺设计---影响弹性的主要因素