精益生产漫画集_图文.ppt
合集下载
精益生产漫画系列
1.持续改善
2.准时化生产
3.自动化
4.精益生产的支持体系
3.1 持续改善——永不满足现状
激发改善的内外因素
创造良好的改善环境
改善的思想障碍
改善的IDEAL模型
改善目标的选择原则
改善的方法
3.1.1 激发改善的内外部因素
环境变化
竞争
员工不满
用户抱怨
不协调
3.2.2 准时化生产的含义
各生产工序要在生产需要的时候方可进行生产,不得提前或延
迟
各生产工序要根据生产需要的数量进行生产,不能多也不能少
各生产工序要生产所需要的产品或零部件
各生产工序要把准时定量生产出的产品或零部件准确无误地放
在指定位置
3.2.3 准时化生产的核心——拉动生产
传统的生产方式及其缺点
组织结构分散
采用通用机床或手工对零件进行加工
产量极低
按同一设计制造出的产品之间差异性大
1.1 单件生产方式
1.1.2 单件生产方式的缺点
生产成本高
产品可靠性和一致性差
企业规模小,技术开发能力不足
流动资金量小,难以扩大生产规模
1.2 大量生产方式
1.2.1 大量生产方式的特征--以提高生产效率为目标
可测量 ----必须能定量
可控制 ----能有效实施管理
3.1.6 改善的方法
5W1H分析法
因果分析法
2.准时化生产
3.自动化
4.精益生产的支持体系
3.1 持续改善——永不满足现状
激发改善的内外因素
创造良好的改善环境
改善的思想障碍
改善的IDEAL模型
改善目标的选择原则
改善的方法
3.1.1 激发改善的内外部因素
环境变化
竞争
员工不满
用户抱怨
不协调
3.2.2 准时化生产的含义
各生产工序要在生产需要的时候方可进行生产,不得提前或延
迟
各生产工序要根据生产需要的数量进行生产,不能多也不能少
各生产工序要生产所需要的产品或零部件
各生产工序要把准时定量生产出的产品或零部件准确无误地放
在指定位置
3.2.3 准时化生产的核心——拉动生产
传统的生产方式及其缺点
组织结构分散
采用通用机床或手工对零件进行加工
产量极低
按同一设计制造出的产品之间差异性大
1.1 单件生产方式
1.1.2 单件生产方式的缺点
生产成本高
产品可靠性和一致性差
企业规模小,技术开发能力不足
流动资金量小,难以扩大生产规模
1.2 大量生产方式
1.2.1 大量生产方式的特征--以提高生产效率为目标
可测量 ----必须能定量
可控制 ----能有效实施管理
3.1.6 改善的方法
5W1H分析法
因果分析法
精益生产漫画集(PPT页)
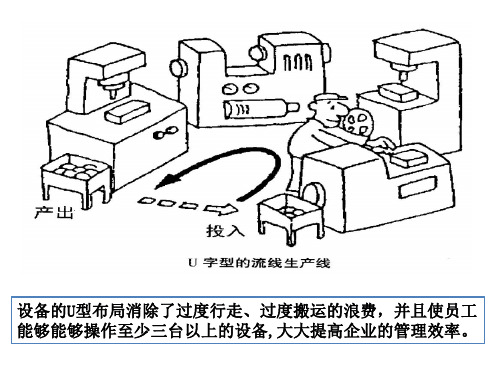
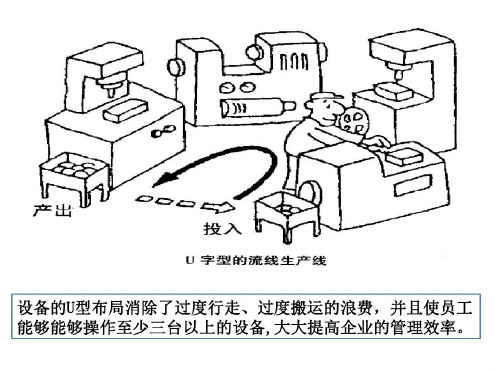
设备的U型布局消除了过度行走、过度搬运的浪费,并且使员工 能够能够操作至少三台以上的设备,大大提高企业的管理效率。
在推行精益生产过程中,公司生产现场、职能部门的人员都到 现场学习、了解精益生产,在局部业务区域进行改变的过程中 感受成效和好处,从而逐步接受、理解、认同精益生产.
多品种、小批量的作业方式实现生产批量小、流动速度快,过 程在制品少,迅速响应客户的需求。
我们可以 先减少一 半的换装 时间
保证三分钟 可以装上模 具!
我们直接 就可以把 模具装上!
嘿嘿,只要 一按开关就 可以用啦!
快速切换能给我们带来很大成效,但是,在实施快速切换中要注意循序 渐进,切不可急于求成,正所谓“心急吃不了热豆腐”。逐步缩短切换 时间是指导思想,要有“能缩短一秒就是改善”的态度,最终达到目标。源自精益生产宣传
漫画
推行精益生产,追求7个“零”
文字
目标: 1.零切换浪费
描述
2.零库存
3.零浪费
4.零不良
5.零故障
6.零停滞
48
7.零事故
一次吃掉 几十个, 难受啊!!
嘿嘿,我 只有一个, 多轻松!
“流动”能大大降低在制品库存,缩短制造周期。在实施“一个流”过程 中,可以逐步由经济小批量向单件过渡,向实现最终目标“一个流”努力。
流水线生产也是一样,所有员工生产节拍必须一致,决定生 产效率的不是最快的员工,而是最慢的员工。
谁叫你平时 不做好TPM 工作,活该!
多种产品汇集到同一台设备加工, 会造成在制品库存增加。
物流路线像迷宫
为什么不设计精 益物流。
库存造成浪费 企业没有钱赚 工资发不出 看你怎么安心?
孤岛作业,每个人按照自己的想法组织生产,在制品库存大 量存在。造成过量生产的浪费。
在推行精益生产过程中,公司生产现场、职能部门的人员都到 现场学习、了解精益生产,在局部业务区域进行改变的过程中 感受成效和好处,从而逐步接受、理解、认同精益生产.
多品种、小批量的作业方式实现生产批量小、流动速度快,过 程在制品少,迅速响应客户的需求。
我们可以 先减少一 半的换装 时间
保证三分钟 可以装上模 具!
我们直接 就可以把 模具装上!
嘿嘿,只要 一按开关就 可以用啦!
快速切换能给我们带来很大成效,但是,在实施快速切换中要注意循序 渐进,切不可急于求成,正所谓“心急吃不了热豆腐”。逐步缩短切换 时间是指导思想,要有“能缩短一秒就是改善”的态度,最终达到目标。源自精益生产宣传
漫画
推行精益生产,追求7个“零”
文字
目标: 1.零切换浪费
描述
2.零库存
3.零浪费
4.零不良
5.零故障
6.零停滞
48
7.零事故
一次吃掉 几十个, 难受啊!!
嘿嘿,我 只有一个, 多轻松!
“流动”能大大降低在制品库存,缩短制造周期。在实施“一个流”过程 中,可以逐步由经济小批量向单件过渡,向实现最终目标“一个流”努力。
流水线生产也是一样,所有员工生产节拍必须一致,决定生 产效率的不是最快的员工,而是最慢的员工。
谁叫你平时 不做好TPM 工作,活该!
多种产品汇集到同一台设备加工, 会造成在制品库存增加。
物流路线像迷宫
为什么不设计精 益物流。
库存造成浪费 企业没有钱赚 工资发不出 看你怎么安心?
孤岛作业,每个人按照自己的想法组织生产,在制品库存大 量存在。造成过量生产的浪费。
精益生产漫画集知识讲解-2022年学习资料;
前面一片平静-以乎没问题!-库存-设计不良-机械故障-产品不良-材料不良-产能不均-人员过多-库存多就如水 高,将暗礁-问题隐藏住了-大量的库存滋生了众多的企业问题,而问题却被库存掩盖-了,-人们并没有紧迫感去解决 些问题,日常“救火式”的解决-问题的模式就延续下来。
与其过量生产-多做的-造成浪费,还-以后还卖-不如省下来给-得出去吗?-员工发奖金!-因为经济批-量,所以 做的,-等以后再卖:-这是顾客-要的
平稳化生产-生产计划-八&-安定化生产-品质不良-机器设备不良-流线化生产-人作业不良-*看板卡拉动生产方 是一个系统工程,他需要三个条件才能够-保证有序运行,平稳的生产计划、稳定的生产过程、流线化生-产结构是看板 拉动生产的先决条件,否则拉动无法有效运行。
后-*推动生产模式组织过程松弛,各个部门按照自身的需求组织生-产,而没有太多对内外部客户需求能力的考虑,生 组织过程-无序,充实着大量的浪费-前-*拉动生产模式组织过程严谨,各个部门严格按照下游客户的需-求来组织生 ,补充下游消耗的库存量来控制生产,管理团队-的神经紧张,生产过程浪费不断得到改善-。
细流而快-粗流而慢-多品种、小批量的作业方式实现生产批量小、流动速度快,过-程在制品少,迅速响应客户的需求
品密-成品宝-成品魁-料-材料腰-材料里-一人多制程-单件流动-批量生产-生产线盲肠化-迈向无人化工厂-从 量生产向一个流转变并在实践中不断改进实现一个流是-一个永无止境的持续改进过程
制程三-制程二-制程一-成品-材料-物“流”的生产物没有停滞-物“留”的生产隐藏问题-在物“流”的情况下, 产过程一旦出-在生产的过程中,物“留”的情况下即使发-现问题,由于问题一出现就导致生产中-生了设备、质量等 他问题,由于有在制-断、不能满足客户(下工序)的需求,-品的存在,这些问题不会马上影响到生产-问题马上就被 露出来,管理人员、专-进度、问题不被管理人员所感知,从而导-业人员立即到现场进行问题解决,从而-致问题得不 重视、没有重视就导致问题-使生产过程中问题暴露一个解决一个,-处理停留在治标不治本状态、问题反复出-问题越 越少,生产越来越流畅-现、问题越来越多。
动画版精益生产,太直观了!22页PPT

动画版精益生产,太直观了!
1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴
谢谢!
Hale Waihona Puke 61、奢侈是舒适的,否则就不是奢侈 。——CocoCha nel 62、少而好学,如日出之阳;壮而好学 ,如日 中之光 ;志而 好学, 如炳烛 之光。 ——刘 向 63、三军可夺帅也,匹夫不可夺志也。 ——孔 丘 64、人生就是学校。在那里,与其说好 的教师 是幸福 ,不如 说好的 教师是 不幸。 ——海 贝尔 65、接受挑战,就可以享受胜利的喜悦 。——杰纳勒 尔·乔治·S·巴顿
1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴
谢谢!
Hale Waihona Puke 61、奢侈是舒适的,否则就不是奢侈 。——CocoCha nel 62、少而好学,如日出之阳;壮而好学 ,如日 中之光 ;志而 好学, 如炳烛 之光。 ——刘 向 63、三军可夺帅也,匹夫不可夺志也。 ——孔 丘 64、人生就是学校。在那里,与其说好 的教师 是幸福 ,不如 说好的 教师是 不幸。 ——海 贝尔 65、接受挑战,就可以享受胜利的喜悦 。——杰纳勒 尔·乔治·S·巴顿
漫画教你精益生产 ppt课件
25
◎有机组织的自主管理理念 (以顾客为导向 )
工作者 基层
中层 高层
顾 客 维护
改善
短期
中期
创新
长期
各阶层分工合作,各有所重
26
A failure is the tip of the iceberg!
FAILURES 缺陷
磨损、松动、泄漏、污垢、灰尘 腐蚀、变形、原物料的粘连、表面缺陷 破裂、过热、颤动、噪音、及其它异常现象。
Wear, play, slackness, leakage, dust, dirt, corrosion, deformation, adherence of raw materials, surface damage, cracking, overheating, vibration, noise, and other abnormalities
• 你所经历的课堂,是讲座式还是讨论式? • 教师的教鞭
• “不怕太阳晒,也不怕那风雨狂,只怕先生骂我 笨,没有学问无颜见爹娘 ……”
• “太阳当空照,花儿对我笑,小鸟说早早早……”
物料积存常是企业财务最大的负担。 物料的赔损销蚀应有的利润。
仓库
。
。
采购入库
库存
生产需求
潜在的浪费 资金积压与利息的损失,以及用料成本无法掌控的损失。
T/T
消 除
✓消灭七种浪费 ✓消除六大损失 ✓员工培训 ✓全员参与 ✓标准化操作
简 化 合 并
工具箱 21
The Continuous Improvement
Tool
改善的- P工lan 具: SDCA – PDCA
- Do
- Check - Action
AP CD
◎有机组织的自主管理理念 (以顾客为导向 )
工作者 基层
中层 高层
顾 客 维护
改善
短期
中期
创新
长期
各阶层分工合作,各有所重
26
A failure is the tip of the iceberg!
FAILURES 缺陷
磨损、松动、泄漏、污垢、灰尘 腐蚀、变形、原物料的粘连、表面缺陷 破裂、过热、颤动、噪音、及其它异常现象。
Wear, play, slackness, leakage, dust, dirt, corrosion, deformation, adherence of raw materials, surface damage, cracking, overheating, vibration, noise, and other abnormalities
• 你所经历的课堂,是讲座式还是讨论式? • 教师的教鞭
• “不怕太阳晒,也不怕那风雨狂,只怕先生骂我 笨,没有学问无颜见爹娘 ……”
• “太阳当空照,花儿对我笑,小鸟说早早早……”
物料积存常是企业财务最大的负担。 物料的赔损销蚀应有的利润。
仓库
。
。
采购入库
库存
生产需求
潜在的浪费 资金积压与利息的损失,以及用料成本无法掌控的损失。
T/T
消 除
✓消灭七种浪费 ✓消除六大损失 ✓员工培训 ✓全员参与 ✓标准化操作
简 化 合 并
工具箱 21
The Continuous Improvement
Tool
改善的- P工lan 具: SDCA – PDCA
- Do
- Check - Action
AP CD
精选精益生产漫画集培训

我喜欢多制程操 作方式,因为这 样制造周期短,
库存少!
一人加工四种产 品的同一道工序
一人加工一种产 品的四道工序
U型布局真好,一人可独立操作四台不同设备。
防错法日文称PKKA-YOKE,又称防呆 法。即在过程失误发生之前即加以 防止。是一种在作业过程中采用自 动作用、报警、标识、分类等手段, 使作业人员不特别注意也不会失误 的方法。能让你达到“第一次就把 工作做对”的境界!
在推行精益生产过程中,公司生产现场、职能部门的人员都到 现场学习、了解精益生产,在局部业务区域进行改变的过程中 感受成效和好处,从而逐步接受、理解、认同精益生产.
多品种、小批量的作业方式实现生产批量小、流动速度快,过 程在制品少,迅速响应客户的需求。
从批量生产向一个流转变并在实践中不断改进实现一个流是 一个永无止境的持续改进过程
*看板卡拉动方式是通过预先设定的看板卡系统,按照拉动的原 理设定运行流程、配置相应的资源组织上游物料向下游有序供 应,从而组织物流运作并控制物流资源。
*看板卡拉动生产方式是一个系统工程,他需要三个条件才能够 保证有序运行,平稳的生产计划、稳定的生产过程、流线化生 产结构是看板卡拉动生产的先决条件,否则拉动无法有效运行。
设备越小占用空间(受空间限制)越小、移动越方便,调整、移 动设备的位置就越简单,设备的利用率就越高
多能工是实现工厂多品种、小批量制造的基础,他能够保证人员 的流动性,多能工是团队合作的要求,同时也是团队合作的结果
精益布局之后不是永恒不变,我们需要考虑能够移动的设备能够 在进行布局改善、快速换型时快速到位。
演讲完毕,谢谢观看!
在生产线布局规划和设备设计过程中,以人为中心考虑设备操 作的安全性、人机工程等,体现以人为本的理念
精益生产漫画集
精益 生产 宣传 漫画 文字 描述
精益生产漫画集
一次吃掉 几十个, 难受啊!!
嘿嘿,我
只有一个, 多轻松!
“流动”能大大降低在制品库存,缩短制造周期。在实施“一个流”过程中, 可以逐步由经济小批量向单件过渡,向实现最终目标“一个流”努力。
精益生产漫画集
通过产品切换前的准备工作、快速换模、零配件的快速切换等方法,大大 减少产品切换前的等待工作,减少非增值的时间,缩短生产周期。
寒冷袭来,得添衣御寒…
按节拍生产、标准化作业等是现场人员必须要遵守与执行的,通过精益 生产工具的运用与培训学习,逐渐养成按统一的作业方式与流程,形成 自主管理的良好氛围。
精益生产漫画集
目视化管理——看得见的管理。把现场一切的管理信息与问题显现出来, 对现场的管理真正做到“一目了然”。
精益生产漫画集
精益生产漫画集
2020/11/30
精益生产漫画集
在推行精益生产过程中,公司生产现场、职能部门的人员都到 现场学习、了解精益生产,在局部业务区域进行改变的过程中 感受成效和好处,从而逐步接受、理解、认同精益生产.
精益生产漫画集
多品种、小批量的作业方式实现生产批量小、流动速度快,过 程在制品少,迅速响应客户的需求。
精益生产漫画集
*推动生产模式组织过程松弛,各个部门按照自身的需求组织生 产,而没有太多对内外部客户需求能力的考虑,生产组织过程 无序,充实着大量的浪费。
*拉动生产模式组织过程严谨,各个部门严格按照下游客户的需 求来组织生产,补充下游消耗的库存量来控制生产,管理团队 的神经紧张,生产过程浪费不断得到改善。
精益生产漫画集
看我怎么收拾 你!
快速换模就是尽可能在最短的时间内完成模具的安装与调试工作,在模 具安装过程中,使用快速、方便且通用性强的紧固件,螺丝是阻碍快速 切换的最大障碍,避免采用复杂繁琐的设计结构。
漫画教你精益生产
operations
•
建立在按固定路线和固定时间基础上的物料填充系统是拉动生产的条件
漫画教你精益生产
•Lean Manufacturing And Automation 精益生产与自动化
•直接员工
•产品生命周期成本
•投资
•本
•质量•间接员工
成
•LEAN
•精益的通俗定义
•间接•质员量工
•灵巧的双手
•自动化程度
•Workplace Organization - Operational
Sheet 现场组织管理 - 操作图表卡
•全面质量管理
•操作
•校验
•压紧螺钉
•校核基线
•安装光学器件
漫画教你精益生产
Zero Defect Principle 零缺陷法则
•缺陷只是露在水面上的冰山一角
• A failure is the tip of the iceberg!
漫画教你精益生产
•三、绩效提升要领
漫画教你精益生产
物料积存常是企业财务最大的负担。 物料的赔损销蚀应有的利润。
•仓库
•。
•。
•采购入库
•库存
•生产需求
•潜在的浪费 • 资金积压与利息的损失,以及用料成本无法掌控的损失。
漫画教你精益生产
Pull System and Supply Chain 拉动系统及供应链
•
•
PD
•
•
AC
•品质意识及固有技术
•P:Plan 计划 •D:Do 执行 •C:Check 检查 •A:Act 行动
漫画教你精益生产
◎有机组织的基本运作单元
•现有 水准
•P •D பைடு நூலகம்A •C