强力无铅焊锡丝
焊锡丝分类及使用

焊锡丝分类及使用全文共四篇示例,供读者参考第一篇示例:焊锡丝是一种用于电子元器件焊接的材料,通常由锡(Sn)和铅(Pb)合金组成。
根据不同的合金成分和直径大小,焊锡丝可以分为多种分类,每种都适用于不同的焊接需求。
在选择焊锡丝时,需要考虑焊接工艺、焊接材料和焊接效果等因素,才能选取合适的焊锡丝进行焊接。
下面将详细介绍焊锡丝的分类及使用方法。
一、焊锡丝的分类1. 根据合金成分:焊锡丝根据合金成分的不同,可以分为无铅焊锡丝和含铅焊锡丝两种。
无铅焊锡丝是一种环保型焊锡丝,不含有对环境和人体有害的铅元素,适用于需要高温和高强度的焊接场合。
而含铅焊锡丝的焊接性能更好,但含有对环境有害的铅元素,一般用于一般性的焊接工作。
2. 根据直径大小:焊锡丝的直径大小通常以毫米(mm)为单位。
常用的焊锡丝直径有0.3mm、0.5mm、0.8mm等多种规格,直径越小,利于焊接小型元器件和焊点。
直径越大,可以提高焊接速度和焊接强度。
3. 根据流动性:焊锡丝的流动性主要取决于其合金成分的比例,不同比例的合金成分会影响焊锡丝的流动性。
一般来说,流动性好的焊锡丝可以在焊接过程中迅速流动并覆盖整个焊点,提高焊接的质量和稳定性。
4. 根据使用环境:根据焊接的环境和需求,焊锡丝可以分为无气芯焊锡丝和有气芯焊锡丝两种。
无气芯焊锡丝适用于焊接精密电子元器件和PCB线路板等场合,焊接后不容易产生气泡和氧化。
有气芯焊锡丝适用于一般性的焊接工作,焊接后会在焊点周围形成一层气芯,保护焊点不受外界氧化和金属腐蚀。
二、焊锡丝的使用方法1. 准备焊接材料:在进行焊接之前,首先要准备好焊接材料,包括焊锡丝、焊接工具(焊台、焊接枪)、酒精棉球、焊接辅助工具等。
确保焊接材料和工具都是干净的,以免影响焊接效果。
2. 烙铁预热:在使用焊锡丝进行焊接前,必须预热烙铁,使其达到适合焊接的温度。
一般来说,电子元器件的焊接温度为250°C至300°C不等,根据元器件的尺寸和材料选择合适的温度。
强力焊锡丝规格型号

强力焊锡丝规格型号
1.焊锡丝的介绍
焊锡丝是焊接过程中的重要物料,临界的热电接触焊接表面,可以熔化金属和合金,具有良好的电苦和热传导性,占焊接材料重要比例,大大减少焊接强度直接影响机械性能,是焊接制造工艺中的重要部分。
2.强力焊锡丝规格型号
强力焊锡丝采用优质的铬铜基合金和三价添加剂熔炼而成,熔变点低、熔性好,具有明显的拉焊力、优良的收缩率,无灰层、无副金属及有机物污染,熔温低、焊点良好。
常用的强力焊锡丝有:
Φ1.0mm、Φ1.2mm、Φ1.6mm、Φ2.0mm、Φ2.4mm和Φ2.8mm等。
3.强力焊锡丝的优势
(1)强力焊锡丝焊点坚固,能形成起环状强度优良的焊点,适用于多种材料;
(2)强力焊锡丝具有熔点低、熔性好、卷带光滑;
(3)强力焊锡丝耐蚀性好、漏焊少,不伤锡料,可满足各种焊接工艺要求。
4.强力焊锡丝的应用
强力焊锡丝广泛应用于各类机械、电子元件、家用电器以及航空航天等行业,如:冷压焊机、罐壳冷焊接、探头焊接、电缆焊接、汽车触点焊接、家用电器焊接等。
5.总结
强力焊锡丝是一种优质的焊接材料,具有优良的电腐蚀硬度、高拉焊力、熔化点低、少溅焊和完善的性能,是普通焊锡丝的改良型,用于各类机械、电子元件、家用电器以及航空航天等行业,是焊接制造工艺中的重要部分。
无铅锡标准
无铅锡标准
无铅锡的标准主要体现在以下方面:
1.无铅锡丝中汞、镉、铅等有害金属元素的含量限制,应符合GB/T20426-2006《有害重金属限量》国家标准的要求。
2.无铅锡丝的外观、尺寸、元素成分、力学性能、电学性能等指标要求,应符合SJ/T11363-2006《无铅焊用锡丝》行业标准的规定。
3.无铅焊锡合金的标准体系主要由以下标准构成:GB/T20422-2006《无铅钎剂及钎焊用焊条、焊丝和焊粉》,IPC/J-STD-006B和IPC-A-610D(无铅焊锡印刷电路板钎焊标准)。
这些标准规定了无铅钎剂的成分、净度、限值、标志、型号等要求,确保无铅钎剂能够符合相关的性能标准,适用于不同的无铅焊接工艺和材料搭配。
总的来说,无铅锡的标准主要是限制锡丝中铅等有害金属的含量,以及规定锡丝的各项性能指标,来确保其在焊接过程中的效能。
无铅锡丝用途
无铅锡丝用途无铅锡丝是一种广泛应用于电子产业的焊接材料。
它主要由无铅和少量的其他元素组成,以提高其焊接性能和可靠性。
无铅锡丝具有优良的焊接特性和环境友好性,逐渐取代了传统的含铅焊锡丝,成为电子设备焊接的首选材料。
下面将详细介绍无铅锡丝的用途。
1. 电子设备焊接无铅锡丝主要用于电子设备的焊接,如计算机、手机、电视等消费电子产品,以及各种工业仪器和设备。
它可以用于焊接电子元件,连接电路板,修复电子设备等。
无铅锡丝的低熔点和较高的流动性,使得焊接过程更容易控制,并且能够实现高质量的焊接连接。
与含铅焊锡丝相比,无铅锡丝不会产生臭氧、挥发性有机化合物等有害物质,对环境和健康更加友好。
2. 输电线路连接在输电线路的连接中,无铅锡丝也具有重要的应用价值。
它可以用于连接电缆和电线,使得电力能够传输到目标地点。
无铅锡丝的高导电性和良好的焊接性能,保证了连接的可靠性和稳定性,防止电线接触不良、松动等问题的发生。
同时,无铅锡丝的优良导电特性有助于提高输电线路的传输效率,减少能量损耗。
3. 医疗设备焊接无铅锡丝在医疗设备的制造和维修中也得到广泛应用。
医疗设备对焊接连接的要求非常严格,因为焊接质量的可靠性直接关系到患者的生命安全。
无铅锡丝具有高度稳定的焊接性能和良好的电气性能,可以确保医疗设备的正常运行和安全性。
同时,无铅锡丝不会释放有害物质,对于人体和环境没有负面影响,符合医疗设备的安全标准和环保要求。
4. 汽车制造无铅锡丝在汽车制造领域也有重要的应用。
现代汽车中的许多电子设备和部件需要通过焊接来连接,如发动机控制单元(ECU)、车载娱乐系统、传感器等。
无铅锡丝具有高熔点、低渗透性和良好的耐高温性,可以在汽车制造过程中经受高温环境和振动等恶劣条件下的考验,保证焊接连接的可靠性和稳定性。
5. 灯具制造无铅锡丝还被广泛用于灯具制造行业。
在灯具的制造过程中,需要将电子元件和线路进行焊接连接,以便实现灯具的正常发光功能。
无铅锡丝可以在高温下迅速熔化和流动,形成稳定且可靠的焊接连接。
无铅焊锡
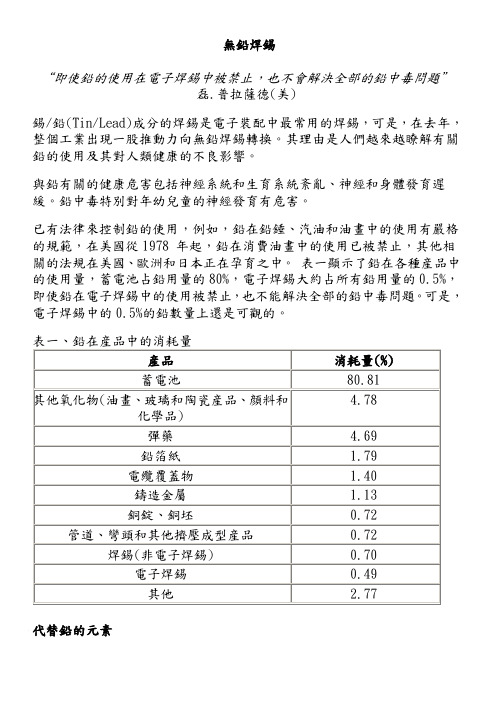
無鉛焊錫“即使鉛的使用在電子焊錫中被禁止,也不會解決全部的鉛中毒問題”磊.普拉薩德(美)錫/鉛(Tin/Lead)成分的焊錫是電子裝配中最常用的焊錫,可是,在去年,整個工業出現一股推動力向無鉛焊錫轉換。
其理由是人們越來越瞭解有關鉛的使用及其對人類健康的不良影響。
與鉛有關的健康危害包括神經系統和生育系統紊亂、神經和身體發育遲緩。
鉛中毒特別對年幼兒童的神經發育有危害。
已有法律來控制鉛的使用,例如,鉛在鉛錘、汽油和油畫中的使用有嚴格的規範,在美國從1978 年起,鉛在消費油畫中的使用已被禁止,其他相關的法規在美國、歐洲和日本正在孕育之中。
表一顯示了鉛在各種産品中的使用量,蓄電池占鉛用量的80%,電子焊錫大約占所有鉛用量的0.5%,即使鉛在電子焊錫中的使用被禁止,也不能解決全部的鉛中毒問題。
可是,電子焊錫中的0.5%的鉛數量上還是可觀的。
代替鉛的元素電子工業正在尋找無鉛焊錫,能夠取代普遍接受和廣泛使用的錫/鉛焊錫。
研究與開發的努力集中在潛在的合金上面,這種合金要提供與錫/鉛共晶焊錫相似的物理、機械、溫度和電氣性能。
表二是可以取代鉛的金屬及其相對成本。
除了成本之外,還必須瞭解考慮作爲鉛替代的元素的供需情況。
如表三所示,含鉍合金從可利用資源的出發點上是無希望的,現在可利用得鉍供應可能被全部用完,如果將此合金廣泛用於正在蓬勃發展的電子工業。
從表二所顯示的潛在替代金屬的相對價格看,很明顯,許多無鉛焊錫將比其替代的錫/鉛焊錫貴得多。
例如,銦(In)是用來取代鉛的主要元素之一,但它是一種次貴重金屬,幾乎和銀一樣貴。
可是應該注意,所建議的焊錫合金的高成本在決定最終産品價格時,並不象最初所顯示的那麽重要。
因爲所需的量少,在裝配中,和其他成本因素如:元件、電路板及裝配相比,焊錫成本幾乎不重要。
所選合金的性能是非常重要的。
無鉛焊錫及其特性和溫度、機械、蠕變、疲勞特性一樣,熔化溫度點是最重要的焊錫特性之一。
表四提供了現時能買到的無鉛焊錫一覽表。
焊锡丝分类及使用

焊锡丝分类及使用全文共四篇示例,供读者参考第一篇示例:焊锡丝是焊接过程中广泛应用的一种焊接材料,通常是一种覆盖在焊芯上的锡合金丝。
焊锡丝的种类和规格多种多样,不同的焊接需求适用的焊锡丝也不尽相同。
在选择合适的焊锡丝之前,我们首先要了解各种焊锡丝的分类和特点,以便在实际应用中选择合适的产品进行焊接。
一、焊锡丝的分类1.普通焊锡丝:普通焊锡丝是最常见的一种焊锡丝,主要由锡和铅的合金构成,通常成分为60%的锡和40%的铅。
这种焊锡丝具有较好的流动性和润湿性,适用于一般的焊接作业。
2.无铅焊锡丝:无铅焊锡丝针对环保要求较高的地区和行业开发,取代了传统含铅焊锡丝。
无铅焊锡丝通常由铅替代元素合金构成,如锡、铜、银等。
虽然无铅焊锡丝的价格略高,但对人体健康和环境友好,使用范围逐渐扩大。
3.助焊剂芯焊锡丝:助焊剂芯焊锡丝在焊接时自带助焊剂,简化了焊接工艺,提高了焊接质量。
助焊剂能够去除铜表面氧化物,增强焊锡与基材的结合力,使焊接更加牢固。
4.不同规格的焊锡丝:焊锡丝的规格通常以直径来表示,常见的规格有0.5mm、0.8mm、1.0mm等。
不同规格的焊锡丝适用于不同的焊接场景,直径越细的焊锡丝适用于精细焊接,直径较粗的焊锡丝适用于强度要求高的焊接作业。
1.准备工作:在进行焊接工作之前,首先要对焊接区域进行清洁处理,去除表面的油污、氧化物等杂质,保持焊接区域干净。
同时准备好所需的焊锡丝、焊接设备(焊接台、焊枪等)、助焊剂等工具。
2.选择合适的焊锡丝:根据实际的焊接需求选择合适的焊锡丝,包括选用适当的合金成分、直径规格等。
不同的焊接材料和工艺需要适当的焊锡丝来保证焊接效果。
3.焊接操作:将焊锡丝通过焊锡枪或焊锡笔引入焊接区域,观察焊锡丝与基材的熔化情况,控制焊接时间和温度,确保焊接效果良好。
同时使用助焊剂来提高焊锡丝的润湿性和结合度。
4.后续处理:焊接完成后,及时清理焊接区域的残渣和焊接痕迹,对焊接点进行检查,确保焊接质量符合要求。
SnCu0.7无铅焊锡条规格书(1)

流动性减弱并会使得焊点粗糙。
是一种极其有害的物质。会降低钎料的润湿能力,流动性差、焊点多孔、
Cd
0.002
0.005 脆性,并会使接头外观灰暗。增加桥连和拉尖的产生,同时还会降低焊
点强度。少量的镉就会有这种影响。
Zn
Байду номын сангаас0.005
0.005
来源于黄铜件,非常少的锌也会使接头表面粗糙、不光滑,并会产生很 多浮渣,影响流动性,焊点无光泽,导致桥连和拉尖的增加。
此文所包含的信息是我们认为精确的数据而免费提供,对于文中数据的准确性,不做明示或暗示的担保。 在此信息范围之外使用指定的任何材料而引起的任何损失和损害,我们拒绝承担任何责任。
SnCu0.7 无铅焊锡条规格书
【产品名称】无铅焊料
【组 分】SnCu0.7
【产品特点】 使用云锡独有的合金调质处理工艺,具有良好的抗氧化性及可焊性能。
艺参数控制 (参考波峰焊
波峰设置
接触时间 波峰高度
2-4seconds 1/2-2/3 板厚
温度曲线)
焊接轨道倾角
5°~7°
锡渣清除
每运转 8 小时清除一次
铜含量检查
6、波峰焊常见问题及推荐解决办法
每 8000 片板子直到 40000 片板子
此文所包含的信息是我们认为精确的数据而免费提供,对于文中数据的准确性,不做明示或暗示的担保。 在此信息范围之外使用指定的任何材料而引起的任何损失和损害,我们拒绝承担任何责任。 6
件,尽量缩短储存周期 期以便铜箔及元件干净。
生产工艺材料 的质量控制
焊剂质量控制 焊料质量控制
使用在常温下贮存稳定,粘度和比重比焊料小且浸润扩散速度 比熔化焊料快的助焊剂。 使用成分、杂质含量符合标准且具有抗氧化焊料。
焊锡丝分类及使用
焊锡丝分类及使用全文共四篇示例,供读者参考第一篇示例:焊锡丝是一种焊接材料,广泛应用于电子、电气和机械等领域。
它是由焊锡合金组成,通过加热来使其熔化,将需要焊接的两个部件连接在一起。
焊锡丝的分类和使用对于焊接工作至关重要,下面将介绍焊锡丝的分类及使用。
一、分类1. 按材料分焊锡丝主要由铅和锡合金组成,按照不同的成分比例可以分为不同种类的焊锡丝。
常用的有63/37焊锡丝、60/40焊锡丝、50/50焊锡丝等。
其中63/37焊锡丝含有63%的锡和37%的铅,是最常用的一种,焊接效果好;60/40焊锡丝焊接温度较低,适合对温度敏感的元件进行焊接;50/50焊锡丝熔点较低,适合对温度要求不高的场合。
2. 按直径分焊锡丝的直径一般在0.5mm-3.0mm之间,按照直径的不同可以分为不同规格的焊锡丝。
直径较细的焊锡丝适合对细小元件进行精细焊接,直径较粗的焊锡丝适合对大型部件进行焊接。
3. 按包装方式分焊锡丝的包装方式有卷装、盒装、管装等多种形式。
不同包装方式适合不同的使用场合,选择合适的包装方式可以提高工作效率。
二、使用1. 准备工作在使用焊锡丝之前,首先要做好准备工作。
检查焊台、焊枪、焊锡丝等工具是否正常,确保电源接线正确,以免发生触电危险。
还要准备好焊接所需的元件和基板,做好焊接前的预热工作。
2. 焊接操作将焊锡丝通过焊枪加热,待焊锡丝熔化后,将熔化的焊锡丝涂抹在需要焊接的部件上。
要注意控制好焊锡丝的量,避免焊锡过多或过少。
焊接时要保持焊锡丝和基板的接触,确保焊接的牢固性。
焊接完成后,要及时清理焊锡残渣,保持焊接部位的干净整洁。
3. 安全注意事项在使用焊锡丝时,要注意安全问题。
焊锡丝加热时会释放有害气体,应保持通风良好,避免长时间暴露在焊接烟雾中。
要注意防止火灾和烫伤,使用时要穿戴好隔热手套,避免焊锡飞溅造成伤害。
焊锡丝的分类及使用对于焊接工作至关重要。
选择合适的焊锡丝类型和规格可以提高焊接质量,做好焊接过程中的安全防护措施可以保障人身安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检测依据/检测结果
请参见下页。
Test Method/Test Result(s) Please refer to the following page(s).
摘要 Summary
根据分析结果, 所提交样品中 155 种 SVHC 浓度均小于 0.1%(w/w)。
According to the analytical results, concentrations of 155 SVHC substances are all less than 0.1%(w/w) in the submitted sample(s).
检测结果 Test Result(s)
第 2 页 共 16 页 Page 2 of 16
序号 No.
1 2
3 4 5 6 7 8 9
10
11
12 13 14 15 16 17
18
19
物质名称 Substance Name(s)
CAS 号 CAS No.
蒽 Anthracene 4,4’-二氨基二苯基甲烷 4,4’- Diaminodiphenylmethane
dichromic acid*
乙二醇乙醚乙酸酯
45
111-15-9
2-ethoxyethyl acetate
46
铬酸锶 Strontium chromate*
7789-06-2
①1,2-苯二酸-二(C7-11 支链与直链)
烷基(醇)酯 1,2-Benzenedicarboxylic
47
68515-42-4
38
硝酸钴 Cobalt(Ⅱ) dinitrate*
10141-05-6
39
碳酸钴 Cobalt(Ⅱ) carbonate*
513-79-1
40
醋酸钴 Cobalt(Ⅱ) diacetate*
71-48-7
EC 号 EC No.
292-603-2
266-028-2 201-173-7 204-450-0 201-553-2 231-846-0
N.D.
N.D. N.D. N.D. N.D. N.D. N.D. N.D. N.D. N.D.
0.05%
0.01% 0.005% 0.01%
0.01%
0.01% 0.01% 0.01% 0.01% 0.01% 0.01% 0.01% 0.01% 0.01%
检测报告 Test Report
报告编号 ECL01G011805004E Report No. ECL01G011805004E
235-759-9
215-693-7
204-118-5 201-167-4 233-139-2 234-343-4
215-540-4
235-541-3 231-889-5 232-140-5 232-143-1 231-906-6 233-334-2 233-402-1 208-169-4 200-755-8
200-268-0 232-064-2 201-622-7 427-700-2 292-602-7 295-278-5
295-275-9
292-604-8
浓度 Concentration
(%) N.D. N.D.
N.D. N.D. N.D. N.D. N.D. N.D. N.D.
N.D.
N.D.
N.D. N.D. N.D. N.D. N.D. N.D.
1344-37-2
Pigment Yellow 34)***
磷酸三(2-氯乙基)酯
28
115-96-8
Tris(2-chloroethyl)phosphate (TCEP)
29
三氯乙烯 Trichloroethylene
79-01-6
30
③硼酸 Boric acid
10043-35-3
11113-50-1
序号 No.
物质名称 Substance Name(s)
CAS 号 CAS No.
41
乙二醇单甲醚2-Methoxyethanol
109-86-4
42
乙二醇单乙醚2-Ethoxyethanol
110-80-5
43
三氧化铬Chromium trioxide*
1333-82-0
①从三氧化铬产生的酸类以及它们
检测报告
Test Report
报告编号 ECL01G011805004E Report No. ECL01G011805004E
第 1 页 共 16 页 Page 1 of 16
申请单位 Applicant 地址 Address
浙江强力控股有限公司 ZHE JIANG QLG HOLDINGS CO., LTD 浙江省乐清市柳市镇汤岙余工业区 TANGAOYU LNDUSTRY ZONE, LIUSHI TOWN, YUEQING CITY,ZHEJIANG PROVINCE,CHINA
六溴环十二烷 Hexabromocyclododecane (HBCDD)
短链氯化石蜡 Short Chain Chlorinated Paraffins(SCCPs)
三丁基氧化锡 Bis(tributyltin)oxide (TBTO)* 砷酸氢铅 Lead hydrogen arsenate*
邻苯二甲酸丁基苄酯 Benzyl butyl phthalate(BBP) 三乙基砷酸酯 Triethyl arsenate*
Testing Period
Aug. 26, 2014 to Sep. 2, 2014
ቤተ መጻሕፍቲ ባይዱ
检测要求 Test Requested
根据客户要求, 参照法规(EC) No 1907/2006(REACH), 对所提交样品中 155 种高关注物质(SVHC)进行筛选测试。
As specified by client, to screen the 155 substances of very high concern (SVHC) under Regulation(EC) No 1907/2006 of REACH in the submitted sample(s).
第 3 页 共 16 页 Page 3 of 16
浓度 Concentration
(%)
报告 检出限 Report Limit
N.D.
0.05%
N.D. N.D. N.D. N.D. N.D.
0.05% 0.01% 0.01% 0.005% 0.05%
N.D.
0.05%
N.D.
N.D. N.D. N.D.
N.D.
N.D.
报告 检出限 Report Limit 0.005% 0.005%
0.005% 0.01% 0.01% 0.01% 0.01% 0.005% 0.005%
0.005%
0.01%
0.005% 0.01% 0.005% 0.01% 0.05% 0.05%
0.05%
0.05%
检测报告 Test Report
③四硼酸钠,无水 Disodium
1330-43-4
31
12179-04-3
tetraborate, anhydrous*****
1303-96-4
③四硼酸钠,水合物 Tetraboron
32
12267-73-1
disodium heptaoxide, hydrate*****
33
铬酸钠 Sodium chromate*
65996-93-2
Coal tar pitch, high temperature
22
丙烯酰胺 Acrylamide
79-06-1
23 2,4-二硝基甲苯 2,4-Dinitrotoluene 121-14-2
邻苯二甲酸二异丁酯 24
Diisobutyl phthalate (DIBP)
84-69-5
样品型号 Part No.
Sn-0.7Cu/Sn3AgCu/Sn0.3Ag0.7Cu/SnIn/SnAg/SnCu/Sn100/SnBiAg/ 无 铅
彩灯/Sn100 高温/Sn-0.7Cu 高温/无铅高温
样品接收日期
2014.08.26
Sample Received Date 样品检测日期
Aug. 26, 2014 2014.08.26-2014.09.02
报告编号 ECL01G011805004E Report No. ECL01G011805004E
序号 No.
物质名称 Substance Name(s)
CAS 号 CAS No.
①蒽油,蒽糊
20
90640-81-6
Anthracene oil, anthracene paste
①煤焦油沥青,高温
21
7775-11-3
34
铬酸钾 Potassium chromate*
7789-00-6
35 重铬酸铵 Ammonium dichromate* 7789-09-5
36 重铬酸钾 Potassium dichromate* 7778-50-9
37
硫酸钴 Cobalt(Ⅱ) sulphate*
10124-43-3
acid, di-C7-11-branched and linear
主
检
Tested by
批
准
Approved by
Su Hongwei Senior Laboratory Manager
深圳市华测检测技术股份有限公司上海分公司
Centre Testing International Co.,Ltd. Shanghai Branch