钢制压力容器用材料
钢制压力容器焊接工艺钟福健课件

• 钢制压力容器焊接工艺概述 • 钢制压力容器的焊接材料 • 钢制压力容器的焊接方法 • 钢制压力容器的焊接工艺评定 • 钢制压力容器的焊接质量控制 • 概述
定义与特点
定义
钢制压力容器焊接工艺是指将两 块或两块以上的钢材料通过加热 熔融状态,再经冷却凝固后形成 永久性连接的过程。
评定标准
根据相关标准和规范,如GB/T 150-2011《压力容器》等,对焊接接头进行性能评定。
焊接工艺评定的应用与实例分析
应用范围
适用于所有钢制压力容器的焊接工艺评 定,包括碳素钢、低合金钢、不锈钢等 材料的压力容器。
VS
实例分析
以某型号压力容器为例,介绍焊接工艺评 定在实际生产中的应用,包括焊接方法的 选择、焊接材料的选择、焊接工艺参数的 确定等。
焊接工艺参数的确定与控制
焊接工艺参数的确定
焊接工艺参数是影响焊接质量的关键因素,包括焊接电流、电压、焊接速度、焊丝伸出长度等。根据 选定的焊接方法和压力容器的要求,通过试验和工艺评定确定合适的焊接工艺参数。
焊接工艺参数的控制
为确保焊接质量的稳定性和一致性,需对焊接工艺参数进行严格的控制。采用自动化控制系统可以实 现焊接参数的实时监测和调整,确保焊接过程处于受控状态。同时,应定期对焊接设备进行校准和检 查,以确保其准确性。
焊接设备的选用与维护
焊接设备的选用
根据选定的焊接方法和压力容器的具体要求,选择合适的焊 接设备。焊接设备包括电源、焊机、焊接夹具、送丝机构等。 选择时需考虑设备的性能参数、稳定性和可靠性,以确保焊 接质量和生产效率。
焊接设备的维护
为确保焊接设备的正常运行和使用寿命,需定期进行维护和 保养。包括清理设备表面灰尘、检查电缆和接头是否松动或 损坏、定期更换易损件等。同时,应建立设备维护档案,记 录设备的维护和检修情况。
70BJ 010-2011 铬钼钢复合钢板制压力容器制造及验收工程技术条件

公司标准70BJ010-2011代替:70BJ010-2005铬钼钢复合钢板制压力容器制造及验收工程技术条件第 1 页共 18 页朱玫张国信李法海陈崇刚2011-04-15 2011-04-20 编制校审标准化审核审定发布日期实施日期目 次1 范围 (1)2 规范性引用文件 (1)3 总则 (2)4 材料 (2)5 制造 (8)6 无损检测 (12)7 焊后热处理及水压试验 (13)8 涂敷和包装运输 (14)1 范围本标准规定了最高操作温度不大于440℃且壳体基层板厚不大于100mm,基层材料为15CrMoR(H)、14Cr1MoR(H)及与此相当的铬钼钢,复层为S11306、S11348、S30403、S30408、S32168、S31603、S31608及与此相当的不锈钢的铬钼钢复合钢板制压力容器在材料、制造、检验以及包装运输等方面的要求。
本标准适用于按GB 150设计的铬钼钢复合钢板制压力容器的制造及验收,不适用于按分析设计标准设计的铬钼钢复合钢板制压力容器的制造和验收。
2 规范性引用文件TSG R0004-2009 固定式压力容器安全技术监察规程GB150 钢制压力容器GB/T223 钢铁及合金化学分析方法GB/T228 金属拉伸试验方法GB/T229 金属夏比缺口冲击试验方法GB/T232 金属材料弯曲试验方法GB713 锅炉和压力容器用钢板GB985.1 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口GB985.2 埋弧焊的推荐坡口GB/T1184-1996 形状和位置公差未注公差值GB/T1804-2000 一般公差未注公差的线性和角度尺寸的公差GB3077 合金结构钢GB/T 4334 金属和合金的腐蚀不锈钢晶间腐蚀试验方法GB/T4338 金属材料高温拉伸试验GB/T5118 低合金钢焊条GB/T6394 金属平均晶粒度测定法GB6479 高压化肥设备用无缝钢管GB8923 涂装前钢板表面锈蚀等级和除锈等级GB9948 石油裂化用无缝钢管GB/T10561 钢中非金属夹杂物含量的测定标准评级图显微检验法GB24511 承压设备用不锈钢钢板及钢带HG/T20592 钢制管法兰(PN系列)HG/T20615 钢制管法兰(Class系列)JB/T4700 压力容器法兰分类与技术条件JB/T4707 等长双头螺柱JB4708 钢制压力容器焊接工艺评定JB/T4709-2000 钢制压力容器焊接规程JB/T4710 钢制塔式容器JB/T4711 压力容器涂敷与运输包装JB/T4730 承压设备无损检测JB/T4731 钢制卧式容器JB4744 钢制压力容器产品焊接试板的力学性能检验JB/T4747 压力容器用钢焊条订货技术条件NB/T47002.1-2009 压力容器用爆炸焊接复合板第一部分不锈钢-钢复合钢板NB/T47008 承压设备用碳素钢和低合金钢锻件NB/T 47010 承压设备用不锈钢和耐热钢锻件NB/T47013.10 承压设备无损检测第10部分:衍射时差法超声检测SH3022 石油化工设备和管道涂料防腐蚀技术规范SH3043 石油化工设备管道钢结构表面色和标志规定SH/T3074 石油化工钢制压力容器SH/T3524 石油化工静设备现场组焊技术规程SH/T3526 石油化工异种钢焊接规程SH/T3527-1999 石油化工不锈钢复合钢焊接规程ASME SA-335 Standard Specification For Seamless Ferritic Alloy-Steel Pipe For High-Temperature Service3 总则3.1 铬钼钢复合钢板制压力容器按TSG R0004-2009、GB150、JB/T4710(对塔式容器)或JB/T4731(对卧式容器)、设计文件以及本标准的规定进行制造和验收。
抗拉强度≥540MPa钢材制压力容器特殊要求
材料标准抗拉强度下限值≥540MPa钢材制压力容器的特殊要求1)压力容器专用钢中的低合金钢P≤0.025%、S≤0.015%;
2)压力容器专用钢中的低合金钢用于设计温度低于-20℃,P≤0.025%、S≤0.015%;
3)低合金钢制压力容器应逐台制备产品焊接试件;
4)境外牌号的钢材,境内材料制造单位应按TSG R0004-2009 1.9条通过技术评审;
5)应采用炉外精炼工艺;
6)壳体不另行补强时,接管与壳体的连接宜采用全焊透的结构型式;
7)不得采用补强圈补强,应采用整体补强或者采用局部整体补强元件的补强方法;
8)不适用“低温低应力工况”;
δ或19mm两者中的较9)接管内件边角处应倒圆,圆角半径一般取4/
nt
小值;
10)钢材制造单位应有该钢材的制造或者压力容器应用业绩,否则应当进行系统的试验研究工作,并按TSG R0004-2009 1.9条通过技术评审,该钢材方可允许使用;
11)低合金钢制造的压力容器及受压元件,对其A类和B类焊接接头进行全部射线或超声检测,若其焊接接头厚度大于20mm,还应采用与原无损检测方法不同的检测方法另行进行无损检测,该检测应包括所有的焊缝交叉部位;
12)低合金钢容器的缺陷修磨或补焊处的表面,卡具和拉筋等拆除处的割痕表面应进行磁粉或渗透检测;
13)低合金钢容器在耐压试验后,应对焊接接头进行表面无损检测。
压力容器设计规范及制造要求
一、标准和规范◆GB150-2011 压力容器◆GB713-2008 锅炉和压力容器用钢板◆GB/T 8163-2008 流体输送用无缝钢管◆GB/T 25198-2010 压力容器封头◆NB/T47016-2011 承压设备产品焊接试件的力学性能◆NB/T47013-2011 承压设备无损检测◆NB/T47001-2009 钢制液化石油气卧式储罐形式与基本参数◆NB/T47008-2010 承压设备用碳素钢和合金钢锻件◆NB/T47003.1-2009 钢制常压容器◆JB/T4712-2007 鞍式支座◆JB/T4736-2002 补强圈◆HG 20581-1998 钢制化工容器材料选用规定◆HG 20582-1998 钢制化工容器强度计算规定◆HG 20583-1998 钢制化工容器结构设计规定◆HG 20592-1997 钢制管法兰型式、参数(欧洲体系)◆HG 20593-1997 板式平焊钢制管法兰(欧洲体系)◆HG 20594-1997 带颈平焊钢制管法兰(欧洲体系)◆HG 20595-1997 带颈对焊钢制管法兰(欧洲体系)◆HG 20596-1997 整体钢制管法兰(欧洲体系)◆HG 20597-1997 承插焊钢制管法兰(欧洲体系)二、制造规范压力容器必须按照TSG R0004-2009《固定式压力容器安全监察规程》和GB150-2011《压力容器》的规定执行(一)材料材料生产单位应当按相应材料标准和订货合同的规定向用户提供质量证原件,并且在材料上的明显部位作出清晰、牢固的钢印标志或其他标志,其内容应当包括材料标准号、牌号、规格、炉(批)号、材料生产单位名称(或厂标)及检验印鉴标志。
材料质量证明书的内容应当齐全、清晰,并且加盖材料生产单位质量检验章。
压力容器专用钢板的生产单位应当取得相应的特种设备制造许可证。
(二)焊接工艺和焊工1、压力容器产品施焊前,受压元件焊缝、与受压元件相焊的焊缝、熔入永久焊缝内的定位焊缝、受压元件母材表面堆焊与补焊以及上述焊缝的返修焊2、缝都应当进行焊接工艺评定或者有经评定合格的焊接工艺支持;3、质检人员应当全过程监督焊接工艺的评定过程;4、焊接工艺评定完成后,焊接工艺评定报告和焊接工艺指导书应当经过焊接责任工程师审核,技术负责人批准,并且经过监检机构签章确认后存入技术档案;5、焊接工艺评定技术档案应当保存至该工艺评定失效为止,焊接工艺评定试样应当保存5年;6、焊接压力容器的焊工,应当按照相应安全技术规范的规定考核合格。
GB 150压力容器讲解
GB150-1998《钢制压力容器》讲解一、概述1、标准适用的压力范围GB150-1998《钢制压力容器》设计压力P:0.1~35 MPa ;真空度:≥0.02 MPaJB4732-95《钢制压力容器-分析设计标准》设计压力P:0.1~100 MPa真空度:≥0.02 MPaJB/T4735-1997《钢制焊接常压容器》设计压力P:圆筒形容器:-0.02 MPa≤P≤0.1 MPa立式圆筒形储罐、圆筒形料仓 -500Pa≤P≤0.2000 Pa矩形容器:连通大气JB4710-2000《钢制塔式容器》设计压力P:0.1~35MPa(对工作压力<0.1MPa内压塔器,P取 0.1MPa)高度范围 h>10m 且h/D(直径)>52.设计时应考虑的载荷1) 内压、外压或最大压差;2) 液体静压力(≥5%P);需要时,还应考虑以下载荷3) 容器的自重(内件和填料),以及正常工作条件下或压力试验状态下内装物料的重力载荷;4) 附属设备及隔热材料、衬里、管道、扶梯、平台等的重力载荷;5) 风载荷、地震力、雪载荷;6) 支座、座底圈、支耳及其他形式支撑件的反作用力;7) 连接管道和其他部件的作用力;8) 温度梯度或热膨胀量不同引起的作用力;9) 包括压力急剧波动的冲击载荷;10) 冲击反力,如流体冲击引起的反力等;11) 运输或吊装时的作用力。
3、设计单位的职责1) 设计单位应对设计文件的正确性和完整性负责。
2) 压力容器的设计文件至少应包括设计计算书和设计图样。
3) 压力容器的设计总图应盖有压力容器设计资格印章。
4.容器范围GB150管辖的容器范围是指壳体及其连为整体的受压零部件1) 容器与外部管道连接2) 接管、人孔、手孔等的承压封头、平盖及其紧固件3) 非受压元件与受压元件的焊接接头。
接头以外的元件,如加强圈、支座、裙座等4) 连接在容器上的仪表等附件。
直接连接在容器上的超压泄放装置。
70BJ 010-2011 铬钼钢复合钢板制压力容器制造及验收工程技术条件

成型和热处理的加热过程以及最大或最小模拟焊后热处理;
2)锻件的试样应按 BN/T47008 和表 5 的规定制取。当采用热缓冲环或环段时,应按
NB/T47008 规定制取;
3)钢板的试样应按表 6 规定制取。
表5
锻件取样部位和数量
试验项目
执行标准
数量
热处理条件
常温拉伸试验
GB228
按照 JB4726-94
朱玫 编制
张国信 校审
李法海 标准化审核
陈崇刚 审定
2011-04-15
2011-04-20
发布日期 实施日期
70BJ010-2011
第 2 页 共 18 页
GB/T6394 金属平均晶粒度测定法 GB6479 高压化肥设备用无缝钢管 GB8923 涂装前钢板表面锈蚀等级和除锈等级 GB9948 石油裂化用无缝钢管 GB/T10561 钢中非金属夹杂物含量的测定标准评级图显微检验法 GB24511 承压设备用不锈钢钢板及钢带 HG/T20592 钢制管法兰(PN 系列) HG/T20615 钢制管法兰(Class 系列) JB/T4700 压力容器法兰分类与技术条件 JB/T4707 等长双头螺柱 JB4708 钢制压力容器焊接工艺评定 JB/T4709-2000 钢制压力容器焊接规程 JB/T4710 钢制塔式容器 JB/T4711 压力容器涂敷与运输包装 JB/T4730 承压设备无损检测 JB/T4731 钢制卧式容器 JB4744 钢制压力容器产品焊接试板的力学性能检验 JB/T4747 压力容器用钢焊条订货技术条件 NB/T47002.1-2009 压力容器用爆炸焊接复合板 第一部分 不锈钢-钢复合钢板 NB/T47008 承压设备用碳素钢和低合金钢锻件 NB/T 47010 承压设备用不锈钢和耐热钢锻件 NB/T47013.10 承压设备无损检测 第 10 部分:衍射时差法超声检测 SH3022 石油化工设备和管道涂料防腐蚀技术规范 SH3043 石油化工设备管道钢结构表面色和标志规定 SH/T3074 石油化工钢制压力容器 SH/T3524 石油化工静设备现场组焊技术规程 SH/T3526 石油化工异种钢焊接规程 SH/T3527-1999 石油化工不锈钢复合钢焊接规程 ASME SA-335 Standard Specification For Seamless Ferritic Alloy-Steel Pipe For
钢制压力容器使用材料讲解

钢制压力容器材料讲义压力容器制造厂产品检验员学习班用)2000 .6.2002 .6.2003 .11.5 修改2005 .6 .5 修改大连市锅炉压力容器检验研究所刘溢恩手稿前言第一部分法规、标准对压力容器用钢材料的要求一.压力容器用钢的基本要求二.钢制压力容器允许使用的钢材1.钢板2.钢管3.锻件4.螺栓用钢5.关于焊接材料三.“容规”对材料的要求第二部分材料标准一.代号二.几个机械性能指标及符号三.尺寸、外形、检验与试验第三部分压力容器用钢材料质量管理要求1.采购订货2.验收入库3.材料代用4.材料保管、发放及使用前言有关几个压力容器材料方面的事故。
2003年11月国家宣布撤销原锅炉标准化技术委员会、压力容器标准化技术委员会,其工作纳入相关的锅炉压力容器标准化技术委员会。
近二十多年来,从1984 年成立原压力容器标准化技术委员会到后来的锅炉压力容器标准化技术委员会。
对压力容器用钢的标准工作一直十分重视,主动提出并积极协助冶金行业制修订压力容器用钢板标准,认真规划并及时组织制修订压力容器用锻件标准。
近二十多年来,我国压力容器用钢标准的技术水平有了很大提高。
如:我国的GB6654-1996《压力容器用钢板》标准及第1 号、第2 号修改单,将钢号中的硫、磷含量(熔炼分析)予以加严,对大部分的钢板冲击试验温度由20℃ 改为0℃ ,从标准的重要技术指标来看,现行的GB6654标准的技术水平已处于国际先进水平。
GB3531-1996《低温压力容器用低合金钢钢板》及第1 号修改单,从冲击功指标(Akv)与国外相近的钢号相比我国的16MnDR 钢板仍存在一定的差距。
而我国的09MnNiDR钢板的主要技术指标优于国外先进水平的相近钢号。
在压力容器用低温钢板中,国外还有-100 ℃ 级的3.5Ni 钢板和-196 ℃ 级的9 Ni 钢板,在国内尚属空白,有待今后开展研究工作。
为实现高参数球形储罐用钢板的国产化,上世纪80 年代中期国内有关单位联合开发屈服强度490MPa级的低焊接裂纹敏感性钢,该钢不仅有较高的强度,同时还具有优良的焊接性能和低温韧性,首先在氢气球形储罐上得到应用,在GB150-98 根据其使用的低温温度分别列入:07MnCrMoVR(-2℃0 ) 和07MnNiCrMoVDR(-4℃0 ) 两个钢号(屈服极限490MPa级)。
钢制化工压力容器钢平台、直梯及塔盘重量估算表、填料堆积密度、钢材厚度负偏差、金属材料高温氧化速率
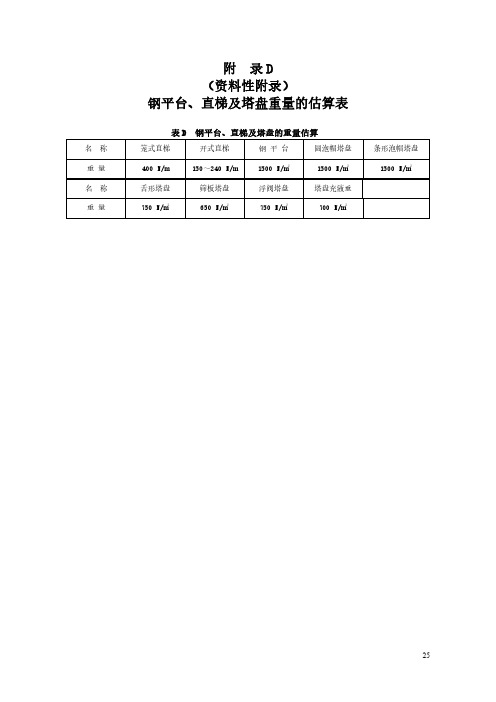
(资料性附录)钢平台、直梯及塔盘重量的估算表表D钢平台、直梯及塔盘的重量估算名称笼式直梯开式直梯钢平台圆泡帽塔盘条形泡帽塔盘重量400N/m150~240N/m1500N/m21500N/m21500N/m2名称舌形塔盘筛板塔盘浮阀塔盘塔盘充液重重量750N/m2650N/m2750N/m2700N/m2(资料性附录)常用填料堆积密度表E-1鲍尔环填料堆积密度碳素钢鲍尔环不锈钢鲍尔环直径(mm)直径×高×壁厚(mm)堆积密度(kg/m3)直径(mm)直径×高×壁厚(mm)堆积密度(kg/m3)2525×25×0.64712525×25×0.5393 3838×38×0.84243838×38×0.6318 5050×50×1.03935050×50×0.8314 7676×76×1.53847676×76×1.2308表E-2阶梯环填料堆积密度碳素钢阶梯环不锈钢阶梯环直径(mm)直径×高×壁厚(mm)堆积密度(kg/m3)直径(mm)直径×高×壁厚(mm)堆积密度(kg/m3)2525×12.5×0.64592525×12.5×0.5383 3838×19×0.84333838×19×0.6325 5050×25×1.03855050×25×0.8308 7676×38×1.53857676×38×1.2306表E-3矩鞍环填料堆积密度碳素钢矩鞍环不锈钢矩鞍环类型填料尺寸(mm)堆积密度(kg/m3)类型填料尺寸(mm)堆积密度(kg/m3)2525×15×0.53142525×15×0.3188 3838×16.5×0.62673838×16.5×0.4181 5050×29×0.82285050×29×0.5141 7070×35.5×1.01977070×35.5×0.6118表E-4不锈钢网孔板波纹(规整)填料型号名义比表面(m2/m3)峰高(mm)波距(mm)板片厚(mm)堆积密度(kg/m3)SPC450型450 6.5±0.112.0±0.10.100±0.005106×(1±0.04)0.120±0.005127.2×(1±0.04)SPC550型550 5.5±0.110.0±0.10.100±0.005127×(1±0.04)0.120±0.005153.0×(1±0.04)SPC650型650 4.5±0.18.4±0.10.100±0.005152×(1±0.04)0.120±0.005182.5×(1±0.04)SPC750型750 4.0±0.17.2±0.10.100±0.005175×(1±0.04)0.120±0.005209.1×(1±0.04)(规范性附录)常用钢材厚度负偏差表F-1压力容器用碳素钢和低合金钢板厚度负偏差(mm)钢板标准《锅炉和压力容器用钢板》GB/T713—2014、《低温压力容器用钢板》GB/T3531—2014、《压力容器用调质高强度钢板》GB/T19189-2011、《低温压力容器用镍合金钢板》GB/T24510-2017、《临氢设备用铬钼合金钢钢板》GB/T35012-2018钢板厚度全部厚度负偏差C10.30表F-2承压设备用不锈钢钢板厚度负偏差(mm)钢板标准《承压设备用不锈钢和耐热钢钢板和钢带》GB/T24511-2017产品类别热轧厚钢板热轧钢板及钢带冷轧钢板和钢带钢板厚度 6.00~80.0 2.00~14.0 1.50~8.00负偏差C10.3按钢板标准表3按钢板标准表4注:厚度大于80.0mm到100mm的热轧厚钢板厚度允许偏差由供需双方协商确定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第2号修改单 2001.1实施。 1.2.2 16MnR钢板 a.钢板厚度负偏差 按-0.25mm,与美、日一致。 b.拉伸性能随厚度增加变化: c.GB6654-1996第2号修改单把室温冲击功Akv的试验温度由20℃改为0℃,9.源自材的高温性能参考值见150附录F。
二.钢制压力容器允许使用的钢材
根据GB150-1998第1号修改单: 1.取消Q235-AF、Q235-A、15MnVNR和09Mn2VDR4个钢号及相应的许
用应力,09MnNiDR厚度上限由60mm改为100mm。(钢板) 2.列入15MnNbR及许用应力. 3.取消15MnV钢管. 4.取消15MnV、09Mn2VD、16MnMoD锻件及相应许用应力,新列入
5.选择压力容器用钢应考虑容器的使用条件(如设计温度、设计压力、介 质特性和操作特点等)、材料的焊接性能、容器的制造工艺以及经济合 理性。
6.钢材的使用温度上限应按第4章各材料许用应力表中各钢号所对应的上限 温度。碳素钢和碳锰钢在高于425℃下长期使用时,应考虑钢中碳化物相 的石墨化倾向。奥氏体钢的使用温度高于525℃时,钢中含碳量应不小于 0.04%。
1.3.3.1 -70℃Ni系低温钢,6-50MM Akv≥27J国际水平
1.3.4 07MnNiCrMoVDR钢板 (CF-62 -40℃)
12-50mm -40℃ Akv ≥ 47J
乙稀球罐用钢。
1.4中温抗氢用钢板
15CrMoR(1Cr0.5Mo)— GB6654-1996
14Cr1MoR(1.25Cr0.5Mo) — 附录A
14Cr1Mo(JB4726)。 5.取消09Mn2VD和16MnMoD螺柱用毛坯棒料。修改16MnD、
20MnMoD的最低冲击试验温度。” 1.钢板 1.1碳素钢板 1.1.1 Q235钢板
GB700-88 碳素结构钢 现只剩Q235B与Q235C钢板 ≯4mm GB912-89 碳素结构钢和低合金结构钢热轧薄钢板及钢带 ﹥4mm GB3274-88碳素结构钢和低合金结构钢热轧厚钢板及钢带
附录A作为第四章的补充,对下列钢材提出了要求: 1)已列入第4章但尚未列入材料标准(国家标准或行业标准)的钢材; 2)选用未列入第4章的钢材; ①选用国外钢材时,应是国外相应压力容器最新标准所允许使用的钢材,其
适用范围不应超出该标准的规定,同时也不应超出第4章中相近成分和技 术要求的钢材的规定。 ②选用新研制的钢材或未列入本标准的钢材,新钢材研制的负责单位或选用 单位应将该钢材的技术资料报全国锅炉压力容器标准化技术委员会审定, 审定合格后出具允许使用的证明文件。采用该钢材的容器制造单位报国 家技术质量检检验检疫总局锅炉压力容器安全监察机构批准后方可使用。
3)代用第4章的钢材。
3.压力容器受压元件用钢应由平炉、电炉或氧气转炉冶炼。钢材的技术要 求应符合相应的国家标准、行业标准或有关技术条件的规定。
4.容器用钢应附有钢材生产单位的钢材质量证明书,容器制造单位应按质 量证明书对钢材进行验收,必要时尚应进行复验。如无钢材生产单位的 钢材质量证明书,则应按《压力容器安全技术监察规程》的规定。
12Gr2Mo1R(2.25Gr1Mo) — 附录H
1.5不锈钢板
室温冲击功Akv提高了≥31J。 1.2.3 13MnNiMoNbR钢板( 1978舞阳仿德BHW35试制)
抗拉强度较16MnR高许多,单层厚壁高压容器用钢。
1.2.4 07MnCrMoVR钢板 GB150 附录A 球罐用钢,GB150-1998中 CF62(-20℃ ) 低焊接裂纹敏感性钢 -20℃ Akv≥47J σb 610-740 MPa σs ≥490 MPa 截止到1998年的统计,已制造安装了50 多台球罐,要考虑应力腐蚀。
1.3低温用钢板
1.3.1钢号和钢板标准
GB3531-1996 16MnDR 15MnNiDR 09Mn2VDR 09MnNiDR 07MnNiCrMoVDR
1.3.2 16MnDR 钢板
6-36mm -40℃ Akv ≥27J
30-100mm -30℃ Akv ≥27J
1.3.3 09MnNiDR
Q235-B ≤1.6 0-350 ℃ ≤20 不得用于盛装毒性程度为高度和极度危害介质 Q235-C ≤2.5 0-400 ℃ ≤30 1.1.2 20R钢板 1.2 低合金高强度钢板 1.2.1 钢号和钢板标准
GB6654-1996 16MnR 15MnVR 15MnNbR 15CrMoR (20R) 18MnMoNbR 13MnNiMoNbR 07MnCrMoVR
钢制压力容器用材料
2007年3月17日
兰州兰石机械设备有限责任公司技术部
培训内容主要分三个部分:
法规、标准对压力容器用钢材料的要求
一.压力容器用钢的基本要求 二.钢制压力容器允许使用的钢材 三.“容规”对材料的要求
材料标准
一.代号 二.几个机械性能指标及符号 三.尺寸、外形、检验与试验
ASME(ASTM/ANSI)材料介绍
第一部分 法规、标准对压力容器用钢材料的要求 :
一.压力容器用钢的基本要求
1.压力容器受压元件用钢应符合GB150中4.材料章的要求。非受压元件用 钢,当与受压元件用钢焊接时,也应是焊接性良好的钢材。
2. 采用GB150中4.材料章以外的其他钢号的钢材,还应符合“附录A材料的 补 充规定”的有关规定。
7.钢材的使用温度下限,除奥氏体钢及本章有关条文另行规定者外,均高 于-20℃。钢材的使用温度低于或等于-20℃时,应按附录C的规定进行 夏比(V型缺口)低温冲击试验。奥氏体钢的使用温度高于或等于196℃,可免做冲击试验。
8.当对钢材有特殊要求时,(如特殊的冶炼方法、较高的冲击功指 标、附加保证高温屈服强度、提高无损检测要求、增加力学性能 检验率等),设计单位应在图样或相应技术文件中注明。