同向双螺杆挤出过程不同螺杆组合的混合性能分析
螺杆组合原理
螺杆组合原理啮合同向双螺杆挤出机主要作用是将聚合物配混物中各组分(多组分和少组分)混合均匀。
根据混合理论,在此混合过程中,各种规格的螺杆元件起到关键作用。
螺杆元件按功能大致分为:输送元件、剪切混合元件、建压元件(反向输送元件及反向啮合块)。
输送元件:分为双头大导程输送元件、双头小导程输送元件及单头输送元件。
其中大导程输送元件输送能力强,主要应用在物料加料段,单头输送元件不仅输送能力强且回流小,主要应用在加料段及最后熔体输送段。
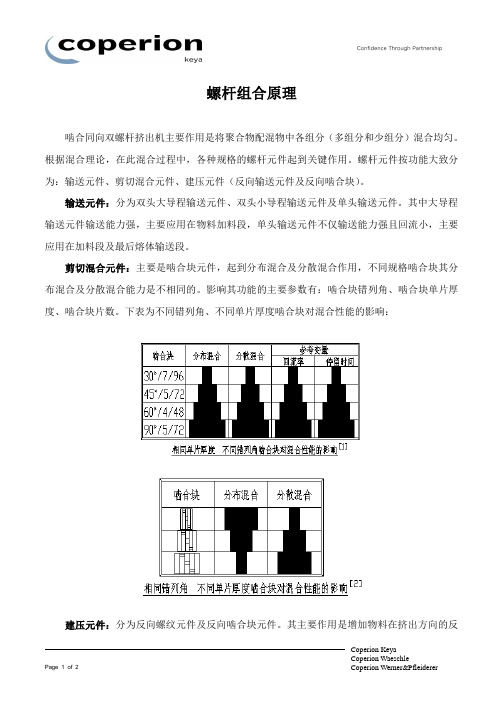
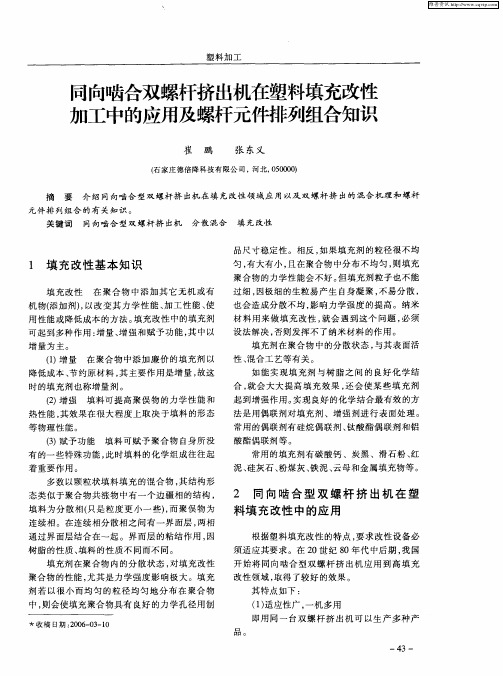
剪切混合元件:主要是啮合块元件,起到分布混合及分散混合作用,不同规格啮合块其分布混合及分散混合能力是不相同的。
影响其功能的主要参数有:啮合块错列角、啮合块单片厚度、啮合块片数。
下表为不同错列角、不同单片厚度啮合块对混合性能的影响:建压元件:分为反向螺纹元件及反向啮合块元件。
其主要作用是增加物料在挤出方向的反流,从而增加物料在挤出机中的停留时间,为剪切混合元件发挥作用创造更多时间。
理论上,根据不同种类螺纹元件功能,可以排列出最佳组合,达到非常理想的分布、分散混合效果,从而实现聚合物配混所要达到的功能。
对于超高分子量聚乙烯熔融均质均化作业来说,由于物料在喂入双螺杆挤出机前已熔融,物料在双螺杆挤出机中主要经历三个阶段:1)聚乙烯与各种溶剂熔胀阶段,聚合物熔体体积会增加,同时放出热量2)聚乙烯与各种溶剂溶解阶段,此过程吸收热量3)聚乙烯胶体计量均化阶段,要求稳压挤出针对以上三个阶段排列螺杆组合,才能使超高分子量聚乙烯与溶剂分散混合及溶解过程达到理想效果,从而获得高强度的超高分子量聚乙烯纤维。
我们的双螺杆参数如下:1)长径比L/D=64,目前国内一般都采用L/D=64,也有56的2)螺杆组合要“强”,即分散分布混合作用要强,啮合块元件运用比较多,根据前文讲诉的45º、60º、90º啮合块运用较多,尤其是90º啮合块;停留时间要比普通配混作业长得多,反向螺纹元件用的也较多。
同向锥形双螺杆混合挤出性能的比较

21 年 1 01 0月
哈
尔
滨
工 程Biblioteka 大学学报
V0 . 2 N I 3 o.1 0
Ju a fHabnEn ie rn ie st o r l r i gn e i g Un v riy u o
Oc . 0 1 t2 1
di1 .9 9 ji n 10 7 4 .0 .0 08 o:0 36 /.s .0 6— 0 3 2 1 1 . 1 s 1
C n h n ,C AO Yig a HE in n N Jn a
( .c ol f hm cl nier g n ni n et B in stt o T cnl y B in 00 1 C ia 2 Sho o io n 1 Sho o e ia E gnei dE v om n, e igI tue f eh o g , eig10 8 , hn ; .col f o g ad C na r j ni o j Bl y
tto p e s25 r ain s e d wa /mi n,t e p e s r fe e e b t e h n r n e a d e i o h xr d rwa e o,a c —o h r s u e di r nc ewe n t e e ta c n xt ft e e t e sz r f u or—
p ril rc i g a ay i h w h ta c -oa i o ia wi ・ ce e t d rh st e b s ip ri emii g p ro ・ a tce ta k n n lsss o t a o- t t c nc lt n・ r w xr e a h e td s e sv x n e fr - r ng s u m a e.Is d srb t n mi i g p ro a e i et r t n t a fa c u t rr ttn o ia wi s r w x r d r a d nc t it u i x n e r nc s b te ha h to o n e —o ai g c n c lt n—c e e t e n i o f m u s le h n t a fap r l lt n sr w x r d r h e ut h w h tac —oai gc nc wi s r w xr d rn to — ma lrta h to aal wi —c e e tu e .T er s lss o ta o rt t o ia t n—ce e t e o n e n l u l a h d a tg fc mp e sn tras u lo o ec me h h rc mi go o rs e rr t o ae ih a y h st e a v n a e o o r si gmae l ,b ta s v ro st e s o o n falwe h a ae c mp d w t i t r c u t rrtt g c n c lt n—ce e tu e .T e f cu to fp e s r n t lig s cin o o rttn o ia o ne -oai o a w s rw xr d r h u tain o r su e i he metn e to fa c —oai g c n c n i i l l t n—c e e tu e st e s l s ,whc lwsfrs p ro t blt ft ep lme xr so n te tr e tp so n i w s r w xr d ri h mal t e ih a o o u e rsa ii o oy re tu in i h h e y e ft — l i y h i w
双螺杆挤出机的共混原理

双螺杆挤出机的共混原理
双螺杆挤出机是一种常用的制造共混物的工艺设备。
在双螺杆挤出机中,两个相反旋转的螺杆同时旋转,将原料推进到螺杆的挤出区域,
然后挤出混合物。
双螺杆挤出机的共混原理是通过机械剪切、挤压和热传导来混合原料。
在双螺杆挤出机中,两个螺杆分别分属于传动与主动两种类型。
传动
型螺杆的作用是将原料从料斗中输送到挤出区域,主动型螺杆则将原
料挤出混合,形成共混物。
在双螺杆挤出机中,原料被压缩和剪切,形成高产生力和热能。
热能
会将原料加热到熔融状态,使不同类型的材料能够混合在一起。
由于
热能在挤出过程中不断地消耗,因此必须向双螺杆挤出机中供给热量,以维持共混的过程。
在双螺杆挤出机中,原料的混合性能取决于原料的相容性和物理属性。
例如,如果两种原料的相容性很差,就无法混合成均匀的共混物。
如
果原料中含有大量的空气或氧气,就容易对挤出过程产生负面影响。
在双螺杆挤出机的挤出过程中,要时刻关注挤出速度、温度和压力等
因素的变化。
如果这些因素不正确,共混物的质量会受到影响。
因此,
操作人员必须有足够的经验和技能,才能确保共混物的质量达到预期标准。
总之,双螺杆挤出机的共混原理是通过机械剪切、挤压和热传导来混合原料。
正确的操作和维护可以确保共混物的质量达到预期标准。
双螺杆挤出过程详解

(1) 概况与单螺杆挤出机的挤出过程相比,啮合同向双螺杆挤出机的挤出过程更为复杂多变,因为影响这一过程的因素更多,如加料量、螺杆构型、螺杆啮合、操作条件(温度、螺杆转速) 等。
图3-16列出了物料自加料口加入到离开双螺杆,物料在螺杆机筒中经历的挤出过程。
该挤出过程包括加料段、熔融段、熔体输送段、混合段、对空排气段、均化段、真空排气段、计量段。
在熔体输送段还可以将添加物加入。
当然,并非每一种挤出过程都必须包括这些阶段,有的还要多一些,有的则少一些,但基本上包括这些阶段。
图3-16 物料在挤出过程中经历的各阶段①在加料段(也称固体输送段),物料由计量加料器加入机筒加料口下方的螺杆后,螺槽并不是全充满的,有一个充满度(小于1),物料呈固体状态。
这一段的螺杆基本上由正向输送螺纹元件组成,但螺纹导程可由大到小,以提高物料对螺槽的充满度。
②物料进入熔融段后,在机筒加热器传给机筒的热量和螺杆元件(捏合盘)对物料的挤压、剪切所产生的热量作用下,物料开始熔融,在通过该段后,基本变为熔体。
这一段物料的充满度比固体输送段高,有压力产生,耗费的能量最大。
③接下来物料进入熔体输送段,由熔融段输送过来的残留固相最后熔融变为熔体。
该段的螺杆由大导程的正向输送螺纹元件组成,物料的充满度低(小于1),未建立压力,故可在此段将要添加的物料(聚合物或添加剂)加入(用侧加料器或垂直加料器加入)。
在熔体输送段加入的物料和熔体一起进入由捏合块组成的混合段,进行混合(分布混合和分散混合)。
④在混合段下游紧接着对空排气段,该段由大导程的正向输送螺纹元件组成,混合物对螺槽的充满度低(小于1),故有较大的自由表面积可将上游物料熔融、混合时产生的气体和侧加料器加入物料时带入的气体在大气压下排到空气中去。
⑤物料进入对空排气段下游的均化段后,在捏合块剪切作用下对混合物各组分进行均化(主要是分布混合,但对仍未分散的组分亦继续进行分散混合),使各组分混合均匀。
双螺杆挤出实验课件ppt

在取样分析时,要按照规定的取样点进行取样,保证样品 的代表性。同时要注意取样工具的清洁卫生,避免样品污 染。
参数控制
在调整双螺杆挤出机的参数时,要注意控制转速、温度、 压力等参数的变化范围,避免物料过度加热或压力过高导 致设备损坏或安全事故。
数据记录
实验过程中要及时记录各项数据,保证数据的准确性和完 整性。同时要对数据进行合理分析和解释,为实验结果评 估提供可靠的依据。
实验感想
通过实验,我对双螺杆挤出机的操作有了更深入的了解,认识到塑 料制品的生产过程和工艺特点。
实验不足与改进方案
实验不足
在实验过程中,我发现自己对双螺杆挤出机的操作还不够熟 练,需要进一步提高实验技能。
改进方案
多参加实验课程和培训,加强实践操作能力,提高对双螺杆 挤出机的认识和理解。
实验未来发展与展望
实验设备与材料介绍
01
02
03
双螺杆挤出机
由两个反向旋转的螺杆组 成,螺杆直径、长度、转 速等参数对实验结果有重 要影响。
实验材料
根据实验要求选择不同的 材料,如塑料、橡胶、食 品等。
辅助设备
包括喂料装置、加热冷却 系统、压力控制系统等。
02
实验操作流程
实验操作步骤详解
准备工作
熟悉实验原理和操作流程 ,准备好实验器材和试剂 。
取样分析
在实验过程中,定期取样分析物料 的性能,如密度、粘度、分子量等 。
实验操作步骤详解
记录数据
详细记录实验数据,包括物料的 流量、温度、压力、性能等参数 。
清洗机器
实验结束后,清洗双螺杆挤出机 和实验器具,整理实验现场。
实验操作注意事项
注意安全
双螺杆挤出机操作过程中有一定的危险性,操作人员必须 熟悉实验流程和设备操作方法,遵守安全规定。
同向啮合双螺杆挤出机在塑料填充改性加工中的应用及螺杆元件排列组合知识
塑料加 工
同向啮合双螺杆挤 出机在塑料填充改性 加工中的应用及螺杆元件排列组合知识
崔 鹏 张 东义
( 家 庄 德 倍 降 科技 有 限公 司 , 北 , 5 00 石 河 000)
摘 要
介 绍 同向啮 合 型双 螺杆挤 出机在 填 充 改性 领域 应 用 以及 双 螺杆 挤 出的混 合机 理和 螺杆 分散 混合 填 充 改性 品 尺寸稳 定性 。相 反 , 如果 填 充剂 的粒 径 很不 均
聚合 物 的性能 , 其是 力 学强 度 影 响极 大 。填充 尤
剂 若 以很小 而 均 匀 的粒 径 均 匀 地 分 布 在 聚合 物
中, 则会 使填充 聚合物 具有 良好 的力 学孔 径 用制
★收 稿 日期 : 0 6 0 一 O 2 0 — 3 l
即用 同一 台双螺 杆 挤 出 机 可 以生 产 多 种 产
元件 排 列组合 的有 关 知识 。 关键 词 同向啮合 型 双 螺杆挤 出机
1 填 充 改性 基 本 知 识
填 充改 性 在 聚合 物 中添 加 其 它 无机 或 有 机 物( 添加 剂 )以改 变 其 力 学性 能 、 工性 能 、 , 加 使
用 性能 或 降低 成 本 的方法 。 充改 性 中 的填 充 剂 填
降低成 本 、 约 原材 料 , 主要作 用 是增 量 , 节 其 故这
时的填 充剂 也称 增量 剂 。
合 , 会 大 大提 高 填 充效 果 , 就 还会 使 某 些 填 充 剂 起 到增 强作 用 。 现 良好 的化学 结 合最有 效 的方 实
() 2 增强 填料 可 提 高聚 俣 物 的力 学性 能 和 热 性能 , 其效 果 在很 大程 度 上取 决 于填 料 的形 态 等 物理 性 能。 () 3 赋予 功 能
啮合同向双螺杆挤出机捏合块组合的研究
啮合同向双螺杆挤出机捏合块组合的研究1. 引言在塑料加工行业中,双螺杆挤出机是一种常见的设备,它通过两个相互啮合的螺杆来将熔融塑料材料推送到模具中,以形成所需的制品。
而捏合块则是双螺杆挤出机中至关重要的组件,它直接影响着挤出过程中的塑料混炼和进料能力。
深入研究啮合同向双螺杆挤出机捏合块组合的特性和技术,对于提高生产效率和产品质量具有重要意义。
2. 啮合原理和技术啮合是指两个同向旋转的齿轮、螺杆或齿条依靠齿面的啮合传递运动和力量的现象。
在双螺杆挤出机中,啮合是螺杆与捏合块之间的重要工作原理,它直接决定了双螺杆挤出机的输送能力和混炼效果。
捏合块则是始终与螺杆啮合接触的部件,它能够有效地改善塑料的均匀混炼和充填性能。
3. 捏合块结构和设计捏合块通常由多个部分组成,包括前后端盖、中心段、螺杆和啮合环。
其中,螺杆是捏合块的主要组成部分,其螺旋结构和螺距对啮合效果和料的混炼起着至关重要的作用。
而啮合环则是捏合块中最重要的部分,它与螺杆啮合紧密,直接影响着挤出机的输送和混炼效果。
4. 啮合同向双螺杆挤出机捏合块的研究现状目前,国内外对于啮合同向双螺杆挤出机捏合块的研究已经取得了一定的进展。
在结构设计上,一些研究着重于改善螺杆表面的涂层材料和几何形状,以降低捏合块与螺杆之间的摩擦力和磨损。
在啮合环的材料选择和制造工艺方面,一些研究则探讨了不同材质的啮合环对塑料挤出性能的影响。
还有研究关注于啮合同向双螺杆挤出机捏合块的热力学模拟和实验验证,以期能够更精准地控制挤出工艺参数。
5. 个人观点和理解就我个人的观点和理解来看,啮合同向双螺杆挤出机捏合块组合的研究是一个综合性课题,需要结合材料科学、机械工程和流体力学等多个领域的知识。
在未来的研究中,我认为可以将纳米材料和增强填料引入捏合块材料设计,以增强耐磨性和热稳定性;也可以通过数值模拟和实验验证相结合的方法,进一步优化捏合块的结构设计和工艺技术。
6. 总结在本文中,我们对啮合同向双螺杆挤出机捏合块组合的研究进行了全面评估。
双螺杆挤出机螺杆组合原则
双螺杆挤出机螺杆组合原则
双螺杆挤出机是一种常见的挤出设备,常用于制造塑料制品、橡胶制品等。
其螺杆组合原则如下:
1. 同向双螺杆组合原则:两个螺杆的旋转方向相同,同步旋转,适用于挤出高粘度、高分子量的物料。
2. 反向双螺杆组合原则:两个螺杆的旋转方向相反,互相推挤,适用于挤出低粘度、低分子量的物料。
3. 等向异转双螺杆组合原则:两个螺杆的旋转方向相同,但旋转速度不同,适用于挤出中等粘度、中等分子量的物料。
4. 异向异转双螺杆组合原则:两个螺杆的旋转方向相反,旋转速度不同,适用于挤出高粘度、高分子量的物料。
在螺杆组合原则的基础上,还需要考虑螺杆的结构和参数。
例如,螺杆的螺距、螺杆直径、螺杆间隙等参数都会影响挤出效果。
因此,在选择双螺杆挤出机时,需要根据具体的生产需求和物料特性,选择合适的螺杆组合原则和螺杆参数。
对啮合同向双螺杆挤出机技术难点与策略分析
对啮合同向双螺杆挤出机技术难点与策略分析发布时间:2023-04-10T02:50:47.983Z 来源:《科技潮》2023年3期作者:栗晓题[导读] 从上个世纪开始,意大利的一家公司就提出了第一台同向双螺杆挤出机,啮合同向双螺杆挤出机逐渐频繁使用在聚合物的增强等多个领域,变成现阶段国内外塑料改性加工十分关键的设备。
科倍隆(南京)机械有限公司摘要:本片首先对啮合同向双螺杆挤出机的进步与发展过程进行阐述,并分析其发展过程中的核心点与难点,最后对能够采取的策略进行总结,以期提供相应的参考。
关键词:啮合同向双螺杆挤出机;整机性能;策略分析1啮合同向双螺杆挤出机整机水平阐述从上个世纪开始,意大利的一家公司就提出了第一台同向双螺杆挤出机,啮合同向双螺杆挤出机逐渐频繁使用在聚合物的增强等多个领域,变成现阶段国内外塑料改性加工十分关键的设备。
因为啮合同向双螺杆挤出机在混炼体现的效果、自己清洁能力与大产量、消耗的能源低等方面成果较好,因此从上个世纪中期开始,其生产与制造的相关技术已经获得高速进步与发展。
就设备整体的构造来看,和单螺杆挤出机具备相似之处,但是单螺杆挤出机实质上被划分为简单的挤出机类型,并且难以胜任全部的聚合物加工步骤与工作等。
啮合同向双螺杆挤出机在挤出工作过程中也可以分成固体式输送、熔融与熔体输送三种过程。
外内径比是双螺杆挤出机的螺杆外径与其根径之间产生的数量比值,比扭矩就是一根螺杆可以承受的极限扭矩与中心距三次方产生的数值。
比扭矩体现是物料在啮合范围内能够承受的剪切的实际强度,也作为双螺杆设备实际能力的关键参数。
将啮合原理作为基础与前提能够了解到,在相同中心距前提下,比扭矩越大,其螺杆根径的要求越高、标准越严格,因为要有足够大的空间容纳下螺杆芯轴,如果出现螺杆根径变大的情况,就能够了解到螺杆直径的实际需要变小,这样可以最大程度保证挤出机螺杆的不干涉特性,如果螺杆直径减小,就会导致螺槽逐渐变浅,进而让自由体积不符合要求,因此得出结论,这两个指标相互之间能够起到限制作用。
螺杆组合及捏合块介绍
螺杆组合及捏合块介绍填充改性在聚合物中添加其它⽆机或有机物(添加剂),以改变其⼒学性能、加⼯性能、使⽤性能或降低成本的⽅法。
填充改性中的填充剂可起到多种作⽤:增量、增强和赋予功能,其中以增量为主。
(1)增量在聚合物中添加廉价的填充剂以降低成本、节约原材料,其主要作⽤是增量,故这时的填充剂也称增量剂。
(2)增强填料可提⾼聚合物的⼒学性能和热性能,其效果在很⼤程度上取决于填料的形态等物理性能。
(3)赋予功能填料可赋予聚合物⾃⾝所没有的⼀些特殊功能,此时填料的化学组成往往起着重要作⽤。
多数以颗粒状填料填充的混合物,其结构形态类似于聚合物共混物中有⼀个连续相的结构,填料为分散相(只是粒度更⼩⼀些),⽽聚合物为连续相。
在连续相与分散相之间有⼀界⾯层,两相通过界⾯层结合在⼀起。
界⾯层的粘结作⽤,因树脂的性质、填料的性质不同⽽不同。
填充剂在聚合物内的分散状态,对填充改性聚合物的性能,尤其是⼒学强度影响极⼤。
填充剂若以很⼩⽽均匀的粒径均匀地分布在聚合物中,则会使填充聚合物具有良好的⼒学性能和制品尺⼨稳定性。
相反,如果填充剂的粒径很不均匀,有⼤有⼩,且在聚合物中分布不均匀,则填充聚合物的⼒学性能会不好。
但填充剂粒⼦也不能过细,因极细的微粒易产⽣⾃⾝凝聚,不易分散,也会造成分散不均,影响⼒学强度的提⾼。
纳⽶材料⽤来作填充改性,就会遇到这个问题,必须设法解决,否则发挥不了纳⽶材料的作⽤。
填充剂在聚合物中的分散状态,与其表⾯活性、混合⼯艺等有关。
如能实现填充剂与树脂之间的良好化学结合,就会⼤⼤提⾼填充效果,还会使某些填充剂起到增强作⽤。
实现良好的化学结合最有效的⽅法是⽤偶联剂对填充剂、增强剂进⾏表⾯处理。
常⽤的偶联剂有硅烷偶联剂、钛酸酯偶联剂和铝酸酯偶联剂等。
常⽤的填充剂有碳酸钙、炭⿊、滑⽯粉、红泥、硅灰⽯、粉煤灰、铁泥、云母和⾦属填充物等。
根据塑料⾼填充改性的特点,要求改性设备必须适应其要求。
在20世纪80年代中后期,我国开始采⽤平⾏啮合双螺杆挤出机应⽤到⾼填充改性领域,取得了较好的效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
北京化工大学硕士学位论文同向双螺杆挤出过程不同螺杆组合的混合性能分析姓名:刘青烽申请学位级别:硕士专业:机械设计及理论指导教师:冯连勋;马秀清20060609螺杆构型,现给出这几种螺杆构型的实体模型,如图3-2所示。
图3-2七种螺杆图Fig3—2TheSCTeWconfigurations流场计算时所使用的几何参数如表3-l所示。
表3-1流道几何参数导程螺杆外机筒内捏合盘错列角中心距计算域项目厚度长度fmm)径(mm)径(IIlⅡ1)(o)(mm)(mm)(ram)①全正向螺纹303434630120流道②全正向捏合34346753030120盘流道③全反向捏合34346753030120盘流道jE京化工大学硕士研究生学位论文3.2.2.2方程组的建立连续性方程运动方程:盟+堂+里:o舐钞az(3—2)肥警+¨擎o'v十t争=一塞+c等+等+争出’02盘c冀咖班肥-a-if巧-+_豢+屹警:一iap+(孕+孥+刍(3-3)~。
卿0z曲o'xo、}o.g肥豢+_等+K擎=一老+蟹+等+鲁,上述各式中:K、K、t.分别表示x,Y,z方向上的速度分量:%,直角坐标系下的九个应力分量,其中i,_,分别表示X,Y,z;P,静压力,Pa;p,物料密度,kg-m~。
加上流体本构方程Bird—Carreau模型,共有三组方程(组)求解。
3.2.3有限元模型物理模型及数学模型的建立完成后,接下来的任务就是求解方程组。
求解方程组可以用解析法和数值法进行求解。
本文将用有限元方法求解方程组。
本研究模拟了两种流场。
一种是与时间无关的稳态流动:另一种是考虑了时间累积效应的拟稳态流场。
稳态流场计算时的网格使用C语言程序编程获得。
图3—3所示为全正向螺纹流道与错列角为30。
的全正向捏合盘流道的有限元模型,其它五种流道的有限元模型与之类似,在这里不一一列出。
(a)全正向螺纹流道(b)全正向捏合盘流道图3-3有限元模型示意图Fig.3-3FEMmodelsforsteadyflowfieldsimulationj匕累1C工,‘穹颂士研咒生字位记灭在拟稳态流场计算时所使用的网格需要用到POLYFLOW提供的网格重叠技术MST(MeShSuperpositionTechnology)。
计算中所用的有限元模跫如图3—4所示,同样的,也只给出了全正向螺纹流道和错列角为300的全正向捏合盘流道的有限元模型,其中左边是机筒模型,右边是运动部件,即螺杆的模型。
(a)机筒①全正向螺纹流道(b)蝶杆ta)机简(b)蝶¨②全止向捍合盘流道阕3-4同向双螺杆有限元模型示意圈Fig.3-4FEMmodelsforquasi—steadyflowsimulation3.2.3.1坐标系的选择为便于划分网格,使方程简洁明了,选择直角坐标系,如图3.5所示。
坐标原点为两螺杆中心连线的中点。
X轴方向向右,Y轴方向向上,z轴方向由右手法则确定,由此产生的坐标系将位于计算域的入口位置,Z轴方向与挤出方向相同,因而模拟结果中的轴向速度若为正值,表明物料往前输送;若为负值,表明物料往回输送。
3.2.3.2单位制的选择单位制的选择也很重要,为保证计算结果的正确性,采用了国际单位制MKS系统:长度单位为米(m),质量单位为千克(埏),时间单位为秒(s)。
jt京1七工大掌硕士研究生掌位论文压力呈现明显的“v”字形分布,该“v”字犁是正、反向捏合盘元件所形成的,高压区位于正向捏合盘和反向捏合盘的交接处的推力丽上。
①全正向螺纹流道③全反向捏合盘流道②全正向捏合盘流道④正向螺纹+正向捏合盘流道⑤正向螺纹+反向捏合盘流道⑥正向捏合盘十反向捏合盘流道⑦错列角为60。
的全正向捏合盘流道图舢5七种流道的压力场分布云图(Pa)Fig4-5Pressureprofiles一3ljCi'^扭大掌司E±研咒生掌位论文4.1.6.3剪切速率场图4-6所示为这七种流道的剪切速率场分布图。
单位为:s~。
由图可知,螺纹元件和捏合盘元件螺棱顶部以及啮合区的剪切速率晟火,听螺纹元件的螺槽根部和捏合盘元件螺槽根部剪切速率则相对较小。
这是因为螺棱顶部与机筒内壁间隙很小,该处速度梯度大,凶此,该处产生的剪切速率就很大:而螺槽处,速度梯度小,故剪切速率也小。
同时还可以看到,在螺棱处捏合盘元件的最大剪切速率的区域要比螺纹元件的最大剪切速率区域宽,这是由于捏合盘元件的螺棱比螺纹元件的螺棱宽的缘故。
对比一下七种流道在上述图中的最大剪切速率。
从图中可以看到,流道①中的最大剪切速率在所有流道中是最小的,因此该流道内物料所承受的剪切作用最小。
流道⑦要稍高一些,这是由于该流道中是600正向捏合盘元件,增强了剪切作用。
流道④与流道⑦相比,差别不大,而流道⑤比这二者又大。
流道②的最大剪切速率与流道⑤差不多,而流道⑥的最大剪切速率与之相比又更高一些。
流道③的最大剪切速率在所有的组合流道中是最高的,因为该流道为全反向捏合盘元件,属于阻力元件,故该流道中窄间隙区的速度梯度要更人,因而剪切速率更大。
由此可以看出,反向捏合盘元件具有较强的剪切作用,正向捏合盘元件与之相比要差一些,而正向螺纹元件的剪切作用则最差。
①全正向螺纹流道②全正向捏合盘流道j匕京1七工大学硕士研究生学位论文③全反向捏合盘流道④正向螺纹+正向捏合盘流道⑤正向螺纹+反向捏合盘流道⑥正向捏合盘+反向捏合盘流道4.1.6.4剪切粘度场⑦错列角为60。
的全正向捏合盘流搏图4—6七种流道的剪切速率场(s-1)Fig4·6Shear-rateprofiles网4.7为这七种不同螺杆构型的流道的剪切粘度场。
图中的七种流道中,螺纹元件和捏合盘元件的螺棱顶部粘度值最小,而螺纹元件的螺槽根部和捏合盘元件螺旋流道的螺槽根部粘度值最大。
这是因为螺棱顶部与机筒内壁间隙很小,而该处速度梯度大,因此,该处产生的剪切速率很大,故粘度值较小:而螺槽部分jC泵'晦大掌司{±研冤生掌位论叉速度梯度要小,剪切速率也小,导致粘度在该处就比较大。
在这七种流道的稀度图中,各流道的最大秸度值相差不大,即物料在某些地方几乎没受到剪切。
所不唰的是最小剪切粘度。
最小剪切粘度越大,晚明剪切作用越差。
流道①的最小剪切粘度为221Pa.s。
流道⑦的最小剪切粘度为190Pa.s。
流道④的最小剪切粘度为180Pa.s,与流道①比起来,它由于加入了正向捏合盘元件,故它的剪切作用要好一些。
流道⑤的最小剪切粘度为170Pa.s,这是由于螺杆构型中加入的反向捏合盘元件中存在更大的剪切速率,因而该剪切作用更强一些。
流道②和流道⑥之间的最大粘度值以及它们之间的最小粘度相差不大,其中后者的最小粘度值要更小一些。
流道③的最小剪切粘度是最小的。
流道①的最小剪切粘度最大。
通过以上结果分析可知,物料在正向捏合盘元件中的剪切粘度要小于正向螺纹元件的剪切粘度,而反向捏合盘元件的剪切粘度又小于正向啮合盘元件的剪切粘度。
错列角为30。
的捏合盘剪元件切速率要大于错列角为600的捏合盘元件。
①全正向螺纹流道②全正向捏合盘流道③全反向捏合盘流道④正向螺纹+正向捏合盘流道jt京化工大学面E士研究生掌位论文⑤正向螺纹+反向捏合盘流道⑥正向捏合盘+反向捏合盘流道4.1.6.5剪切应力场⑦错列角为60。
的全正向捏合盘流道图4—7七种不同流道的剪切粘度场(Pa·s)Fig4-7Shearviscosityprofiles图4—8为这七种流道的剪切应力场图。
单位为:MPa。
图中所示的七种流道中,螺纹元件和捏合盘元件的螺棱处剪切应力较大,螺棱顶部以及左右流道啮合区之间的剪切应力最大,而螺纹元件的螺槽根部和捏合盘元件螺槽根部剪切应力则相对较小。
这是因为螺棱项部的剪切速率大,因此剪切应力也大。
而螺槽处剪切速率小,故剪切应力也小。
同样的,在螺棱处捏合盘元件产生的最大剪切应力区域比螺纹元件的最大剪切应力区域要宽,这是因为捏合盘元件的螺棱比螺纹元件的螺棱要宽。
对比一下各流道在上述图中的最大剪切应力。
从图中可以看到,流道①中的最大剪切应力在所有流道中是最小的,因此,全正向螺纹流道的剪切作用最差。
流道⑦的又要稍大一些。
这是由于该流道中正l向捏合盘元件的加入,增强了剪切作用。
流道④与流道⑦差别不大,流道⑤与流道④相比,最大剪切应力则更大一些,这是由于反向捏合盘元件能提供更大的剪切应力。
流道②的最大剪切应力与流道⑤相差不大,流道⑥的最大剪切应力与之相比则又更高一些。
流道③的最大剪切应力在所有的组合流道中是最高的。
此结果与七种流道的剪切速率场是相互一1{一jt京化工大掌硕士研究生学位论文⑦错列角为60。
的全正向捏合盘流道图4.8七种流道的剪切应力场(Pa)F培4—8shear-s廿℃sspr061eS4.1.7结果后处理及其分析为了将这七种流道流场分析的结果清楚地表达出来,本小节将把POnTLOW的求解结果进行后处理,以沿挤出方向展开的方式进行表述。
图4.9是啮合同向双螺杆挤出过程的螺杆机筒的几何关系图。
图中A、B相位为左右流道中相互对应的位置,C相位在左右流道交界处正下方,这三个相位离机筒内壁均为O.1mm。
轴向压力、剪切粘度和剪切速率在左右流道和啮合区沿挤出方向的分布图均由这三相位沿轴向上展开。
对七种流道分布混合性能的分析主要是考察各流道中分布混合系数的大小。
挤出方向上的分布混合系数是垂直于螺杆轴线的横截面上的加权平均回流量除以该横截面上的净流量所得。
挤出方向上的平均剪切应力分布是流道中垂直于螺杆轴线的横截面上的加权平均剪切应力分布。
同时在进行结果后处理时,为了消除模拟计算时的边界效应,在流道的入口和出口分别除去了5mm的距离,因此,在实际的结果讨论中,所分析的流道只有nomm的距离。
瑟‘Yo涨辽处图4—9螺杆机筒关系图F194—9Therela£啪shipofscrews&barrel。