轿车仪表板及制造工艺简介--延锋伟世通
延锋伟世通精益生产和ERP水火交融
延锋伟世通汽车饰件系统有限公司(以下简称YFV)是一家提供汽车内饰系统、外饰系统和座舱系统的汽车零部件供应商。
YFV实施QAD ERP系统已经7年,从2004年初开始基于QAD的看板模块实施精益生产系统。
YFV精益生产系统是基于QAD系统做外围开发而成的一个集成解决方案,它覆盖了生产、物料供应、分销、质量管理等业务领域,将现代精益生产技术成功地融入传统的ERP系统。
YFV精益生产系统由生产流系统、零件流系统和电子商务系统(SV)组成。
迄今为止该系统已经成功应用于上海大众和上海通用等整车厂的4个仪表板总成模块供货业务,其中的零件流管理系统已经实施于YFV在上海的4个工厂,150多家供应商在使用YFV电子商务系统。
目前系统功能还不能覆盖全部的精益生产模式,现有的生产流系统只能满足模块供货业务的需求,模块供货属于单件柔性化生产模式。
生产流系统将在近期的系统扩展计划中进行完善,以适应批量柔性化生产的业务需求。
模块供货是最复杂一种精益生产模式,要求按照整车的排序信息生产和供应总成模块,实现总成模块的同步供货,成品零库存。
整车上有4大模块,分别是:仪表板总成、门板总成、前围总成和后保总成。
总成模块的装配通常由整车厂自行完成,随着供应商能力的提高,越来越多的整车厂将模块装配的业务外包给供应商完成。
这也是现代汽车物流的一个新特点。
作为中国最大的汽车零部件供应商, YFV先后承接并成功实施了多个上海大众和上海通用的仪表板模块供货项目,成为国内第一家也是唯一一家有实力承接模块供货项目的零部件供应商。
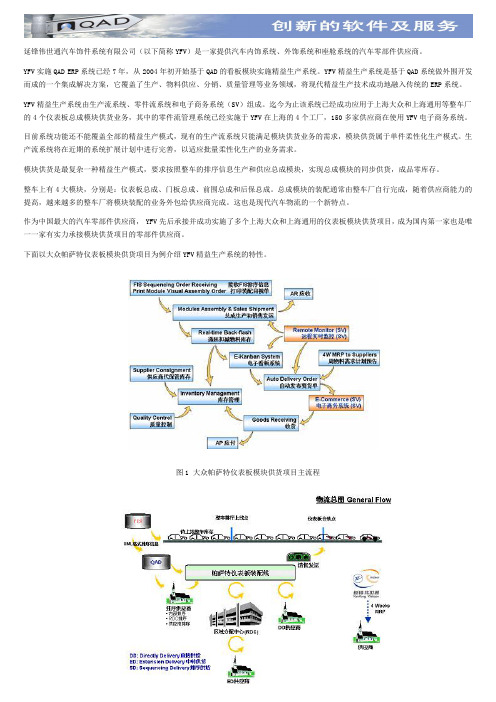
下面以大众帕萨特仪表板模块供货项目为例介绍YFV精益生产系统的特性。
图1 大众帕萨特仪表板模块供货项目主流程图2 大众帕萨特仪表板模块供货项目物流总图(注释:FIS:上海大众排序生产系统;QAD:YFV精益生产系统;三种供货方式:DD、ED、SD;DD供应商:向生产车间直接供货的供应商;ED供应商:向生产车间中转供货的供应商。
汽车仪表板设计开发及工艺运用(延锋伟世通内部经验资料).pptx
• 软皮发泡仪表板: –特点:给人柔软的质感,适合温馨豪华的内 饰风格。有两种表面皮质:
–真空成型表皮:材料为PVC/ABS,添加少量的 ABS以保证成型后的形状保持。凸出最大拉伸 比为2:1,超过表面花纹则不能保持。
7
Instrumental Panel
仪表板种类及其表面要求
–搪塑表皮 :材料为PVC粉末,搪塑后的表皮 棱角分明,可得到小的外圆角,可以在表面 成型标识、字符。且表面花纹均匀,不存在 真空成型后花纹深浅变化的问题,而且可以 在同一区域成型两种花纹。手感与真皮接近 。适用在高档车的仪表板上。
Instrumental Panel
仪表板
轿车仪表板及制造工艺简介 2004/03/19
1
Instrumental Panel
目的
• 对仪表板的整体结构有大致的了解。 • 对仪表板各部分的零件设计要求有一定
的认识。 • 清楚仪表板的相关常用工艺和材料要求
。
2
Instrumental Panel
内容
13
Instrumental Panel
各零部件结构及设计要求
-烟灰缸
• 主要结构见附图
–抽屉式手开烟缸:低档经济型车上应用较多 。
–带缓冲的自动翻开式:中高档车型上
• 传统方式:
–仪表板本身有贯穿到底的金属加强梁支撑 整个IP结构,前端安装两个M6螺栓固定在 车身firewall的两个安装孔中(其中一个 为定位孔)。同时车身左右两端有片状钣 金固定仪表板两端,中部再增加几个安装 点。(详见附图)
–评价:IP在车身中的定位较差,尤其在X 和Z向,受装配影响较大。
– 出风口向上应能够吹到99%的眼椭圆,向下应能 够吹到假人的H点。
延锋伟世通汽车内饰资料 汽车设计技术
仪表板工艺开发能力 IP Process
工序一:表皮成型(真空)
Process 1: Skin forming(Vacuum) Equipment:
•KIEFEL KS 86/180 •KIEFEL KS 86/180ST •KIEFEL KL-86/180
Capacity:1,000,000 parts Customer:
工序一:表皮成型
仪表板工艺开发能力 IP Process
Process 1: Skin forming
对于中高档车型,内饰件(包括仪表板,门内板等)的表皮 成型是不可缺少的工艺。根据加工方式的不同,相关的工艺可以 分为三类:
• 传统的阳模真空成型 • 搪塑(Slush)成型 • 喷塑(Spray)成型 • 阴模模内成型皮纹/覆皮工艺(IMG)
•SVW: B5 /POLO/ TOURAN •DPCA: T53 •CAF: C307
Slush line
Slush and PUR Spray
Slush 搪塑表皮:
优点Advantages 材料成本低low material cost 工艺控制成本低,废品率低
Low process control cost, low scrap 设计自由度大,可生产形状复杂的产品 Design free for the complex shape product 手感柔软舒适 Soft and comfortable feel 表皮厚度均匀 Uniformity skin thickness 良好的机械性能 Good mechanical property
Soft painting line
仪表板工艺开发能力 IP Process
工序四:本体发泡成型(开模浇注) Process 4: Foaming (open pouring)
汽车工艺中仪表板整体优化设计要点分析

1.2 汽 车仪 表 板 的性 能 需要
参 考 文 献
汽车仪表板安装于其内部较为特殊 的空间位置上 ,这一安装部 f11李 慧莲 ,王 文 涛 ,李 丽 等.汽 车仪 表板 材 料 氛 灯 老化 试 验 与 自然 曝
位 同时集 中了多种操作和控制功能 ,也是汽车内部操控与装饰 的核 晒试验相 关性研究fJ】.第七届 中美材料环境腐蚀与老化试验 学术研
根据汽车仪表板制造材料的不同对其种类进行划分 ,主要包括软饰 在对汽车仪表板进行优化设计时 ,可根据默雷尔研究所指定的仪表
仪表板和硬质仪表板两种类型 ,其 中,软饰仪表板主要包括骨架 、缓 板 目视距 离 公 式 以及 Henry Dreyfns标 准 对其 其 目视 距 离 进行 合 理
冲层和表层 等几个构成部分 ,而且 ,不同构成 部分所选用 的材料 也 确定 。按照 中国人身材的基本特征 ,结合汽车仪表板 的优化设计经
随着 近 年来 我 国 社会 经 济 的快 速 发展 ,我 国居 民 的汽 车 购买 能 表板潜在的盲 区等问题进行适 当安排 ,并在操作者看得准确且最容
力 和 汽 车保 有 量也 呈 现 出 了快 速 增 长 的趋 势 ,各 个 汽 车 生 产企 业 所 易看到的部位 安装仪表板 。在对 汽车仪表板的盲区进行 合理安排
存 在一定 的差异 ,ABS/PVC合金 、PP 聚丙烯塑料 、PU 聚氨 酯等 均 验 ,本 文对 汽 车仪 表 板 的 目视距 离 设 定 为 460r am至 710r am 之 间 ,
为其 常 用 的制 造 材 料 ,且 主要 应 用 于轿 车 等 家 庭 用 车 的设 计 和 制造 其 中 ,最 佳仪 表 板 目视 距 离 为 550r am。
浅谈汽车仪表板的制造技术与设计

浅谈汽车仪表板的制造技术与设计汽车仪表板是汽车内部的重要部分,它不仅承载着车辆的诸多功能,还起到美化车内的作用。
随着汽车制造技术的不断进步,汽车仪表板的制造技术与设计也在不断发展。
本文将就汽车仪表板的制造技术与设计进行浅谈,以期为读者带来一些有益的了解。
我们来了解一下汽车仪表板的制造技术。
汽车仪表板通常由注塑成型、吹塑成型、压力成型等技术制造而成。
注塑成型是最为常见的方法。
它是利用注塑机将熔化的塑料注入至模具中,并通过压力和温度使其冷却固化成型。
这种方法可以制造出形状复杂、表面光滑的仪表板,且成本相对较低,因此得到了广泛的应用。
除了制造技术,汽车仪表板的设计也至关重要。
一个好的设计不仅能提升汽车内部的美观度,还能改善人性化的操作体验。
现在的汽车仪表板设计越来越注重人机工程学,也就是人性化设计。
设计师们充分考虑乘客的视觉需求、操作便捷性、安全性等方面,使仪表板的设计更加符合人们的实际使用需求。
汽车仪表板在设计上也越来越重视环保。
随着社会环保意识的不断提高,汽车制造业也在积极转型,推广环保材料的使用。
现在的汽车仪表板不再只是采用传统的塑料材料,而是将环保材料融入比如可降解塑料、再生塑料等。
这些材料的使用不仅能有效减少对环境的污染,还能提升汽车仪表板的质感和寿命。
随着科技的不断进步,现代汽车仪表板的设计也越来越智能化。
在传统的仪表板基础上,现代汽车仪表板通常还集成了大量的智能功能,比如导航、娱乐系统、行车辅助系统等。
这些功能的加入不仅给驾驶者带来了更便捷的驾驶体验,也为汽车仪表板的设计带来了更大的挑战。
设计师们需要在保证仪表板美观性的还要兼顾功能性和智能化。
汽车仪表板的设计也离不开个性化定制。
随着消费者需求的不断升级,汽车制造商也开始推出个性化定制的服务。
在汽车仪表板设计上,消费者可以根据个人喜好选择不同的材料、颜色、样式,甚至添加一些个性化的装饰。
这种个性化定制不仅能满足消费者的个性化需求,还能为汽车制造商带来更多的市场竞争优势。
汽车设计培训资料-仪表板开发篇
仪表板开发篇仪表板简称I/P(Instrument panel),是汽车内饰的重要组成部分。
一、材料及工艺1、A11:麻纤维骨架+PVC/ABS表皮(吸塑)+金属支架-----------------泰州劲松PP骨架+PUR发泡层+PVC/ABS表皮(吸塑)+金属支架-----常州新泉2、A15:(PU+GF)骨架+ PUR(聚氨酯)泡沫层+PVC/ABS表皮(吸塑)+金属支架----延锋伟世通3、S11:PP注塑4、B11:PC+ABS骨架+PU发泡层+PVC/ABS表皮(搪塑)重点介绍搪塑工艺:主要优点表皮纹理清晰均匀,产品设计时不用考虑脱模角度,设计自由度大。
1)搪塑模具的制作过程:根据数模,加上收缩率,减去皮纹层的厚度,数控加工出木模―――在木模上贴上皮纹皮(贴皮引起模具上有拼缝)----翻出软的硅树脂模(有拼缝)―――翻出硬的树脂主模型,并手工修掉拼缝―――翻出硅树脂模―――翻出电极阳模(为了导电,表面喷银粉,并布置电极)―――电镀出搪塑模具外壳―――加上支撑,形成搪塑模2)搪塑的工艺流程:1、首先将堂速模具本体加热至230-250℃;2、然后将模具与粉箱对合并夹紧(以防粉末露出),模具在上,粉箱在下;3、模具和粉箱一起旋转至粉箱在上,模具在下,粉箱里的粉末这是落在模具里,在高温的作用下,紧贴在模具的那一层就融化并相互粘在一起,然后继续旋转,使得模具的每个角落都有粉末,且融化并粘在一起,直至形成的表皮厚度增加至符合要求为止(一般的PVC的厚度为1.1mm),这时粉箱在下方,剩余的粉末又回到风箱里;4、模具与粉箱分离,并移到冷却工位,用水或空气等对模具进行快速冷却至60-80℃时,工人扒下表皮。
3)搪塑设备的分类(按模具的加热方式分类)1、气加热设备:价格最便宜。
它时通过燃烧天然气或重油产生的热风来加热模具。
它有一个加热炉,整个模具置于炉子中加热。
模具的温度控制较差,成品的合格率低,模具的寿命约为2万模次;2、油加热设备,价格最贵。
仪表板表皮成型工艺概述及发展动态

仪表板表皮成型工艺概述及发展动态延锋伟世通汽车饰件系统有限公司 侯剑锋 上海 200233 摘要:对目前汽车仪表板表皮成型的各种工艺及其对应的材料现状进行了综述,并展望其未来发展趋势。
作者认为,对于中高档仪表板,主要的表皮成型工艺将为 PVC 搪 塑、TPU 搪塑、TPO 阴模成型,在较长时间内 PVC 搪塑仍将保持较高份额;对于高档仪 表板,主要工艺将集中在 PUR 喷涂、真皮包覆工艺;TPU 吹塑成型将有良好的应用前景。
关键词:仪表板 表皮 搪塑 阴模真空成型 模塑 喷涂 吹塑 真皮包覆一、 前言随着汽车在安全及以及环保方面的发展,人们对汽车饰件在安全性及环保 性方面的要求也越来越高,对汽车仪表板来说,一个好的仪表板不仅要有设计 新颖美观的外形,舒适的手感,而且还需具有优良的高低温性能及与乘客的良 好相容性(优良的散发特性)。
鉴于这些要求,对仪表板表皮制造的材料及工 艺就提出了更高的要求。
例如,过去仪表板表皮较多是采用 PVC/ABS 真空成 型工艺生产,但由于 PVC/ABS 表皮存在老化性能差,高温下增塑剂等助剂易 挥发,造成起雾现象,并且使车内环境变差,造成气味、散发等指标不合格。
正由于 PVC/ABS 表皮存在这些问题,目前使用 PVC/ABS 表皮的仪表板在市场 中的占有率正不断下降,从以下二个图中,可看出 PVC/ABS 的使用率从 1997 年的 50%下降到 2002 年的 36%。
第 1 页共 10 页由此可见,与环境相容性较差的材料将逐渐被替代。
今后,仪表板表皮材 料将在以下性能上不断改进: • • • • • 优良的安全性能,低温性能 抗 UV 性能 易于循环使用 减小成雾性 材料无害性、与环境及人的相容性根据仪表板表皮性能这些发展要求,世界各主机、饰件及材料生产厂商不 断开发出新的材料及成型工艺以满足表皮性能的发展要求,以下将对中高档仪 表板饰面表皮的一些新材料及成型工艺进行介绍。
无缝安全气囊线的加工工艺

整体式安全气囊线的激光弱化工艺延锋伟世通汽车饰件系统有限公司范松鹤、武文光一.概述随着汽车技术的不断发展,对仪表板这样的集安全性、功能性、舒适性与装饰性于一身的零件的要求越来越高,特别是它的安全性。
按照安全性来分,仪表板可分为无气囊仪表板和附气囊仪表板(针对付驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附加气囊的仪表板的需求加大,主机厂也将此作为买点之一。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在打开时释放气囊。
在与仪表板匹配处存在可视装接线,现有的国内的车型主要有PASSAT B5系列,SAIL系列,SAIL系列,通用的GL8等等。
为美观起见,近年越来越多车型的仪表板被设计为整体式安全气囊(Integrated airbag)仪表板,既无可视装接线,又能保证气囊正常开启。
其中有一种在仪表板本体上加工出一条安全气囊线的无缝气囊仪表板,在大众去年推出的新车型POLO和即将投产的Touran,以及上海通用新近推出的凯越(EXCELLE)均得到了采用。
将来,这种无缝安全气囊仪表板的应用会越来越广泛,因此,其加工工艺将成为仪表板专业厂商必须掌握的关键技术。
无缝安全气囊线的加工工艺有许多种,比如注塑成型、热刀、金属或超声波冷刀、冷铣和激光等,其中激光弱化工是近年刚刚兴起的,更为先进的工艺。
右图即为德国JENOPTIK公司用于弱化安全气囊线的激光弱化系统。
二.工艺简介激光弱化工艺就是使用利用激光所具有的高能,加工无缝安全气囊线的工艺。
激光发生器将所产生的激光聚焦在约0.2 mm 的范围内,形成具有高能量的激光束,激光束通过激光头,以定频脉冲的形式,打在仪表板上,其焦点处的材料在吸收激光的高能后迅速汽化,形成穿透或不穿透(根据需要)的小孔,这些小孔区域的材料厚度变薄,断裂强度降低,从而能在受到外界冲击时,优先断裂。
许多这样的顺序排列的微孔的组合,就是我们通常说的安全气囊线(Airbag line)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11
Instrumental Panel
各零部件结构及设计要求 -出风口
? 结构种类众多,主要有如下几种:见附图 – Barrel式:桑车、富康等较老的车型上使用较多 – Vane叶片式:主流设计,在中高档车上普遍运用 – 旋转式:较新型的设计
12
Instrumental Panel
各零部件结构及设计要求
– 搪塑表皮 :材料为PVC粉末,搪塑后的表皮 棱角分明,可得到小的外圆角,可以在表面 成型标识、字符。且表面花纹均匀,不存在 真空成型后花纹深浅变化的问题,而且可以 在同一区域成型两种花纹。手感与真皮接近 。适用在高档车的仪表板上。
– 搪塑典型仪表板:帕萨特、Polo
? 双色仪表板: – 以大众公司内饰特征分色线为典型代表,可 以通过仪表板上体发泡,下体注塑骨架,然 后上下体焊接的方式来实现IP 双色的特征。 如帕萨特和Polo仪表板。但这样模具众多, 成本较高。也可通过仪表板表面喷软触漆来 实现双色,如赛欧和Jaugar仪表板。
– 出风口向上应能够吹到99%的眼椭圆,向下应能 够吹到假人的H点。
– 所有的出风口最少高于前座椅H点356毫米;从 出风口作到99%眼椭圆的切线,切线长度不大于 653毫米。
– 出风口需布置在没有任何零件(方向盘、驾驶侧 气囊、控制器)阻挡气流吹向目标的地方,能够 吹到人腰部以上80%的空间。如果不能,就要考 虑辅助出风口。
Instrumental Panel
仪表板
轿车仪表板及制造工艺简介 2004/03/19
1
Instrumental Panel
目的
? 对仪表板的整体结构有大致的了解。 ? 对仪表板各部分的零件设计要求有一定
的认识。 ? 清楚仪表板的相关常用工艺和材料要求
。
2
Instrumental Panel
内容
各零部件设计要求-IP本体
? 设计要求 – 仪表板系统上的零件经过3次拆装后, 所 有的 饰板经过6次拆装后, 仪表板应满足所有外观和 功能的要求。 – 需满足驾驶侧与副驾驶侧的膝部撞击要求(北美 和欧洲法规要求,视客户需求决定). ? 当仪表板暴露在自然环境下,当仪表板处于空 调引起的快速冷热时,当运动部件运动时,不 能发出可辨的噪声。 ? 振动试验要求:振动频率33Hz,振动加速度 70m/s2, 上下4小时,左右2小时,前后2小时
– 典型仪表板:赛欧、长安嘉年华
? 软皮发泡仪表板: – 特点:给人柔软的质感,适合温馨豪华的内 饰风格。有两种表面皮质: – 真空成型表皮:材料为PVC/ABS添, 加少量的 ABS以保证成型后的形状保持。凸出最大拉伸 比为2:1,超过表面花纹则不能保持。
7
Instrumental Panel
仪表板种类及其表面要求
? 仪表板在整车中的安装方式 ? 仪表板种类及其表面要求 ? 仪表板结构及其零件组成 ? 各零部件的设计要求
– IP 整体 – 出风口 – 烟灰缸 – 杯托 – 手套箱 – 风道系统 – 中部面板 – 副驾驶气囊
? 常用生产工艺 ? 仪表板常用材料
3
Instrumental Panel
仪表板在整车中的安装方式
-出风口
? 设计要求:
– 仪表板一般提供最少4个出风口,通常空调出风 口的作用范围达到车厢内50%的空间
– 当驾驶者坐在最远的位置时,驾驶侧出风口可调 节吹风方向,吹到驾驶者右肩;中间出风口可以 吹到驾驶者左肩;同样,当副驾驶者坐在最远的 位置时,副驾驶侧出 风口可调节吹风方向,吹到 副驾驶者左肩。
? 设计要求 – 可靠性目标:2年内或30000MILES 98%;6年内 或90000MILES 94%;10年内或150000MILES 90%。 – 仪表板系统要求在-40度到82度的环境温度下, 40度时相对湿度达到90%, 满足外观和功能的要 求。
10
Instrumental Panel
– 典型仪表板:新桑、老桑、赛欧、长安嘉 年华
4
Instrumental Panel
仪表板在整车中的安装方式
? Cockpit方式:
– 仪表板本身没有金属加强梁支撑,在装车 前需预装在金属Cross car beam上。 Cross car beam为整体式铝镁合金或强壮 的金属管梁结构,可承载空调的重量。装 车时用机械手Loading arm将仪表板在车 身中定位,通过cross car beam上的定位 销准确固定仪表板总成。( 详见附图)
8
Instrumental Panel
仪表板结构及其零件组成
9
Instrumental Panel
各零部件设计要求-IP本体
? 国家强制法规 – 必须满足CMVDR 294<关于正面碰撞乘员保护的 设计规则 >。 – 必须满足CMVDR 209轿车内部凸出物法规要求 。 – 必须满足CMVDR 632<在风窗玻璃表面除霜及除 雾系统方面机动车型式认证的规定 > – 所有材料必须满足GB8410材料阻燃要求。
? 传统方式:
– 仪表板本身有贯穿到底的金属加强梁支撑 整个IP结构,前端安装两个M6螺栓固定在 车身firewall 的两个安装孔中( 其中一个 为定位孔) 。同时车身左右两端有片状钣 金固定仪表板两端,中部再增加几个安装 点。( 详见附图)
– 评价:IP在车身中的定位较差,尤其在X 和Z向,受装配影响较大。
13பைடு நூலகம்
Instrumental Panel
各零部件结构及设计要求
-烟灰缸
? 主要结构见附图
– 抽屉式手开烟缸:低档经济型车上应用较多 。
– 评价:IP在车身中的安装定位较为准确。 通过仪表板本体骨架在cross car beam上 的定位,可准确控制仪表板在车身中的位 置。
– 典型仪表板:帕萨特、别克君威
5
Instrumental Panel
附图一
6
Instrumental Panel
仪表板种类及其表面要求
? 注塑仪表板: – 特点:一般为PP材料。由于注塑工艺较难控 制大制件的表面质量,因此注塑仪表板表面 不可避免的存在熔接痕、缩瘪、顶出白痕等 缺陷。而且PP材料较软,表面易发生刮擦。 – 评价:一般应用在经济型的轿车或硬朗风格 的SUV中。为提高表面质量,可以表面喷漆, 并借此实现双色仪表板的效果。