短应力线轧机轧辊的有限元计算及分析
短应力线轧机整体刚度分析与评价
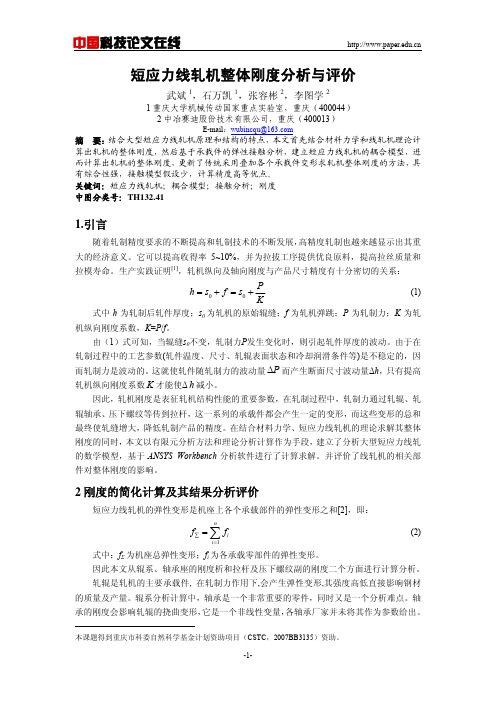
图 10 轴向串动力作用下耦合模型的轴向位移
图 11 轴向串动力作用下轴承座的轴向位移
以轴承孔的中截面的轴向变形为评价标准,在不计轧制力对轴向位移的影响情况下,轧
机在轴向上的刚度系数为:
Cy=132000N/0.02616mm=5045.87kN/mm
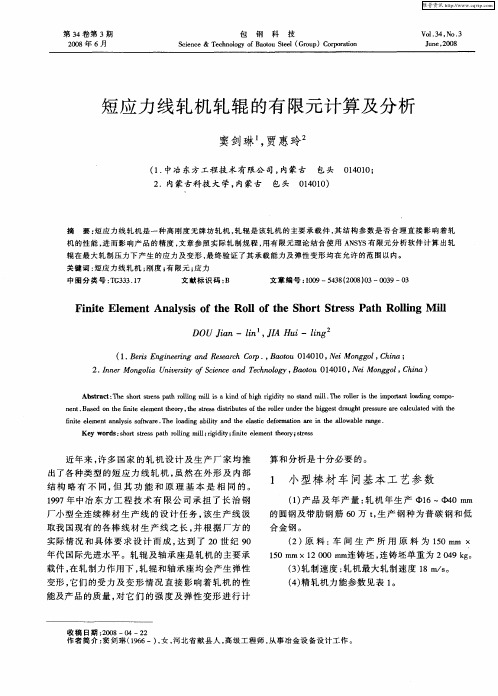
3.3 纵向(z 向)刚度计算
纵向指沿轧件进给方向。轧件在轧制过程中,一方面在轧制力方向发生塑性变形,另一 方面往前进给。在与轧辊接触位置产生摩擦力,由摩擦力产生的力矩与轧制力矩平衡,同时
所示。
-5-
中国科技论文在线
图 12 进给力作用下的耦合模型 z 向变形分布
图 13 进给力作用下的轧辊轴线 z 向变形分布
轧机在进给方向上的刚度系数为:Cz=Fz/fz=4524.52kN/mm
4 结论
(1) 本文用经验公式和有限法分别计算了大型短应力线轧机的承载件和整机的刚度,因 而对优化轧机的各承载件(如辊系、拉杆)提供了参照。
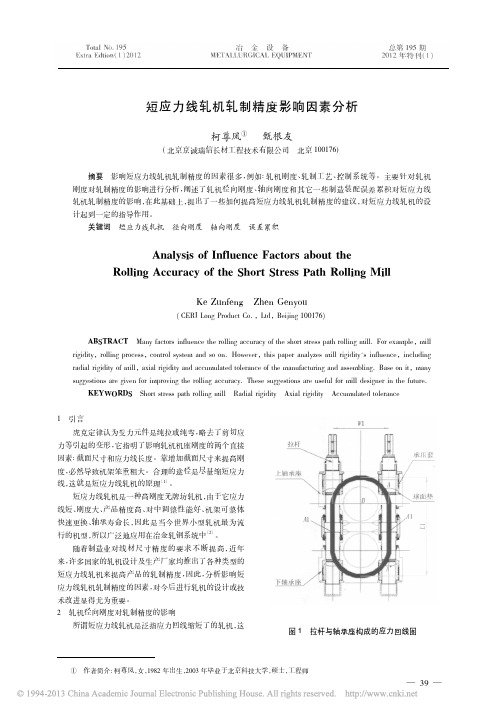
3.1 径向刚度计算
径向刚度指在轧制力方向上产生单位变形所需轧制力的大小,径向刚度是影响辊缝的主 要表征指标[4]。通过分析计算得到的短应力线轧机的径向弯曲变形如图 4 所示,在轧制作 用下轧辊轴线的弯曲变形曲线如图 5 所示。
图 4 轧制力作用下的模型 x 向弯曲变形分布
图 5 轧制作用下轧辊轴线挠曲变形
由于短应力线轧机的轴承采用四列架圆柱滚子轴承,属于多物体的接触问题[9]。由 Hertz 接触理论得出:
-3-
中国科技论文在线
⎡ ⎢0.637 ⎢
⎡⎢⎣λ1
⎛ ⎝⎜
ln
2R1 b
+
0.407
⎞ ⎠⎟
+
短应力线轧机轧辊的有限元计算及分析
算和 分析 是 十分必 要 的。
出了各种类 型 的短 应 力 线 轧 机 , 然在 外 形 及 内部 虽
结构 略有 不 同, 其 功 能和 原 理基 本是 相 同的。 但 19 9 7年 中冶 东 方 工 程技 术 有 限公 司承 担 了长 治 钢
1 小 型棒 材 车 间基 本 工 艺 参 数
厂小 型全连 续棒 材 生产 线 的设 计 任 务 , 生 产线 汲 该 取我 国现有 的各 棒 线 材 生 产线 之长 , 根 据 厂方 的 并 实际 情 况 和 具体 要 求 设 计 而 成 , 到 了 2 达 0世 纪 9 0
年代 国际先 进水 平 。轧辊 及轴 承座是 轧机 的 主要承
DOU i n— ln JA i— l g Ja i , I Hu i n ( . ei E gn eig a d R sac o , a tu 0 4 1 N i n g l C ia; 1 B r n ier n ee r C r B oo 10 0, e g o , hn s n h p. Mo 2 In rMo g l nvri cec n ehoo y, a tu 0 4 1 Ne Mo g o , hn ) . n n oi U i s yo i ea Tcn lg B oo 10 0, i n g l C i e a e t fS n d a
机 的性 能 , 而 影 响 产 品 的 精度 , 章 参 照 实 际 轧 制 规 程 , 有 限元 理 论 结 合 使 用 A S S 限元 分 析 软 件 计 算 出轧 进 文 用 NY 有 辊 在 最 大 轧 制 压 力 下 产 生 的应 力 及 变 形 , 终 验证 了其 承 载 能力 及 弹性 变 形 均 在 允 许 的 范 围 以 内 。 最 关键词 : 短应 力 线 轧 机 ; 度 ; 限元 ; 力 刚 有 应
短应力线轧机轧制精度影响因素分析
( 3) 增强薄弱零件,减少变形,并尽量减少变形零件
数量。
3) 对于公司的新型短应力线轧机,主要采取了以下
措施:
( 1) 增大短应力线轧机支撑块的刚度,并提高支撑块
与轧机底座的连接强度。
( 2) 如图 4 中所示,通过调整件 6( 调整垫片) 的厚度,
参考文献 [1]钟廷珍. 短应力线轧机的理论与实践( 第 2 版) [M].
北京: 冶金工业出版社,1999 [2]窦剑琳. 短应力线轧机主要承载件的设计及有限元分
析[D]. 北京工业大学硕士学位论文,2007 [3]乔德庸,李曼云等. 高速轧机线材生产[M]. 北京: 冶
金工业出版社,1995
檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱
长材短应力线轧机控制轧件精度不像板带轧机有前 馈、后馈修正,改变压下,改变张力等控制手段。长材轧机 没有这些手段,只能靠轧机的基本精度保证,靠系统的无 张、微张和控温消除或降低有害的影响,通过设法保证轧 件精度,保证工艺稳定来实现自动化控制。
因此,在进行短应力线轧机设计时,要从多方面、多角 度考虑如何提高轧机本身的精度,从而保证轧件的精度。
此外轧辊的弹跳对轧机的径向刚度影响也是一个至
关重要的因素,德国施罗曼公司研究表明,随着辊身长度
_320轧机轧辊强度有限元分析

共有六架轧机 ,平立交替布置 ,立式轧机与水平
轧机的本体一样 ,都采取了短的应力回线结构 ,
其结构如图 1所示 。
轧辊是轧机的主要承载 件 , 在轧制 力作 用
下 ,会产生弹性变形 ,其强度高低直接影响钢材
的质量及产量 。一般说来 ,小型型钢轧机采用半
硬面或硬面轧辊 (HB250~600) ,该车间轧辊材料
ABSTRACT Based on boundary constraint of the roller, the simp lified finite element model is established. The stress at rolling point is calculated in three working conditions. The m inimum safety factor of the roller is ob2 tained. The analysis show s the fatigue fracture may take p lace in about 39mm transitional zone from the roller. The result has p ractically guiding meaning to site p roduction and future design.
该区段上的von2mises应力分布如图4在下端轮廓线处取路径其上应力值分布如曲线图320轧机轧辊强度有限元分析2008年由于温度低轧制力曲线有一个较明显的上跳变大整个轧制力曲线也随着温度曲线的趋势出现1带钢过程信息带钢过程参数信息范围轧制力f7035000knf7040mm活套张力f601568kn轧制速度f7018m入口温度ft06001400卷曲温度5001100终轧温度5001100成品厚度020mm5带钢温度曲线温度低轧制力大的走势
短应力线轧机机械结构分析
短应力线轧机机械结构分析何永清【摘要】分析了短应力线轧机的机械结构特点.【期刊名称】《现代冶金》【年(卷),期】2012(040)004【总页数】3页(P4-6)【关键词】短应力线轧机;轧机机芯;轴向定位;减速齿轮箱【作者】何永清【作者单位】宝钢苏冶重工有限公司,江苏苏州215151【正文语种】中文【中图分类】TG333.6+2引言短应力线轧机又称高刚度轧机、红圈轧机。
作为二辊热轧机,其舍弃了沿用轧机上部压下轴承座的二侧牌坊式机架结构,改为二侧各用二根正反旋向的螺杆拉紧上、下轴承座的结构,在保证轧机足够刚度的前提下,取消了二侧牌坊,使整机结构更为简捷,同时在此基础上实现了轧制线恒定、轧辊离线更换等高速、连续轧制的要求。
短应力线轧机由驱动部分和轧机部分组成,统称为轧机机列。
驱动部分包含调速电机和底座、联轴器和减速齿轮箱。
轧机部分包含轧机底座、接轴和接轴托架、轧机机芯和辊缝调节装置(俗称“压下装置”)。
驱动部分和轧机部分的安装连接形式稍作变化可形成立式和水平二种轧制方式,增加回转架即可实现立式和水平二种轧制方式的转换,成为平立转换轧机。
1 拉杆、螺母与其间隙消除结构拉杆、螺母与其间隙消除结构的主要功能是减小轧制中进、出钢时的弹跳现象。
目前常见的结构有液压缸撑开上下轴承座,同时消除拉杆螺母间隙;弹性阻尼体撑开上下轴承座,同时消除拉杆螺母间隙;碟簧撑开拉杆的主辅螺母消除间隙,同时撑开上下轴承座;弹簧(弹性阻尼体)压紧拉杆的主辅螺母消除间隙,同时撑开上下轴承座等 4种。
1.1 液压缸撑开方式液压缸撑开方式如图 1所示,拉杆受到较大预拉应力,轧辊辊面直径变化时撑开力保持不变。
但在轧制时拉杆的拉应力因之叠加,提高了对拉杆的刚度要求。
液压缸撑开方式的主要缺陷是由于使用状况恶劣造成的泄漏、失效。
图1 液压缸撑开方式示意图1.2 弹性阻尼体撑开方式弹性阻尼体撑开方式如图 2所示,消除了使用液压缸撑开方式产生的泄漏、失效现象。
辊轧机轧制系统设计及有限元分析毕业设计说明书

毕业设计题目: 4辊轧机轧制系统设计及有限元分析学院:专业:班级:学号:学生姓名:导师姓名:完成日期:目录摘要 (Ⅰ)Abstract (Ⅱ)第1章绪论 (1)1.1 引言 (1)1.2 研发背景及意义 (1)1.3 4辊轧机轧制系统基本设计思路 (2)1.3.1 4辊轧机的功能 (2)1.3.2 4辊轧机轧制系统结构的基本设计思路 (2)1.4 课题的研究内容 (3)第2章轧制系统结构设计 (4)2.1 引言 (4)2.2 轧辊环的设计计算 (4)2.2.1 轧辊环材料的选择 (4)2.2.2 轧辊环基本参数的确定 (4)2.3 电动机的选择 (6)2.3.1 选择电动机的类型及结构形式 (6)2.3.2 轧制压力的计算 (7)2.3.3 轧制总力矩的计算 (8)2.3.4 电机转速的确定 (11)2.3.5 电机功率的确定 (11)2.3.6 电动机型号的确定 (12)2.3.7 传动各级轴的基本参数确定 (12)2.4 轧辊轴的计算 (13)2.4.1 估算轴的最小直径 (13)2.4.2 确定轴的各段直径 (14)2.4.3 轴的校核 (15)2.5 轧辊轴上轴承的确定 (15)2.6 带传动的设计计算 (15)2.6.1 确定计算功率 (16)2.6.2 选择带型 (17)2.6.3 确定带轮的基准直径 (17)2.6.4 确定中心距和带的基准长度 (17)2.6.5 验算主动轮上的包角 (18)2.6.6 确定带的根数 (18)2.6.7 确定带的预紧力 (19)2.6.8 计算作用在带轮的压轴力 (19)2.6.9 带轮的材料 (19)2.6.10 带轮的结构形式及主要尺寸 (19)2.7 减速器的设计计算 (20)2.7.1 减速器类型的选择 (20)2.7.2 减速器基本参数 (21)2.7.3 标准斜齿圆柱齿轮的设计计算 (22)2.7.4 齿轮的轴的设计 (25)第3章三维建模 (29)3.1 引言 (29)3.2 基本零件建模 (29)3.3 轧制系统的装配 (31)3.3.1 轧辊轴的装配 (32)3.3.2 轧制部分装配 (33)3.3.3 轧制系统装配 (34)3.3.4 总装配 (36)第4章轧制系统有限元分析 (37)4.1 引言 (37)4.2 轧辊轴的有限元分析 (37)4.3 轧辊环的有限元分析 (39)4.4 龙门架的有限元分析 (40)4.5 轧辊缺陷的种类和原因 (42)结论 (43)参考文献 (44)致谢 (45)4辊轧机轧制系统设计及有限元分析摘要:本次设计的4辊轧机轧制系统是借助旋转轧辊与其接触摩擦的作用,将被轧制的金属体(轧件)拽入轧辊的缝隙间,在轧辊压力作用下,使轧件主要在厚度方向上完成塑性成型。
基于ANSYS的轧辊有限元分析

架、 轨座 、 轧辊 调整 装 置 、 上轧 辊 平 衡 装 置 和 换 辊 装
置等 继 而 轧 机 的寿命 以及 日常维 护就变 得 日益 重要 。而 轧机 主传 动系 统对 于轧 机 的 使 用 和 日常维 护是 重 中之 重 , 所 以对 轧 机 主传 动 系
XU Ya n b o
L I We i
( S c h o o l o f Me c h a n i c a l E n g i n e e r i n g , S h a n g q i u I n s t i t u t e o f T e c h n o l o g y , S h a n g q i u H e n a n 4 7 6 0 0 0 , C h i n a )
基于 A N S Y S的 轧 辊 有 限 元 分 析
徐 雁 波 李 威
( 商丘工 学 院 机 械 工程 学 院 , 河南 商丘 4 7 6 0 0 0 )
摘 要: 轧辊是 轧机 主 传动 系统 的 重要零 件 , 也是 易发 生 故 障部 位 之 一 。现 用 S o l i d Wo r k s 对 轧 辊进 行 建模 ,
再进 行 A N S Y S有 限元 分析 , 并 结合理 论 分析进 行 对 比。 结果表 明 : 有 限元 分 析 与 实 际 生产 中 出现 的 故 障 一
致 。故 轧辊 的有 限元 分析 为轧 机 的改进 与优 化提 供理 论 参考 。 关键 词 : 轧辊 ; 有 限元 分析 ; S o l i d Wo r k s 中图分 类号 : T G3 3 3 文献 标识 码 : A 文章编 号 : 1 6 7 1— 6 5 5 8 ( 2 0 1 7) 0 2— 2 2— 0 3
轧辊半径对热轧带件变形影响的有限元分析(翻译)

轧辊半径对热轧带材轧件变形影响的有限元分析罗德兴陈其安刘立文摘要:采用三维大变形热—力耦合有限元法分析了热轧板带时不同轧辊半径对变形区内轧件变形的影响。
得到了不同轧辊半径下变形区内等效应变、剪切应变和应变能量密度的分布规律。
结果表明在其他条件相同的情况下,轧辊半径越大,变形区内的变形也越大。
该结果对组织细化具有一定的指导意义。
关键词 :轧辊半径变形有限元法1、前言轧辊半径对轧制力大小影响的研究很多,但轧辊半径对轧制变形的影响,并进而对组织影响的研究却只有少量的文献有所提及,更深入的研究还不多见,但轧辊半径对变形的影响有可能起到特殊的作用。
轧辊半径会影响变形区形状,而变形区形状一般认为可以影响附加剪切变形 ,但目前这部分的机理还不太明确本文采用MARC有限元软件,应用大变形弹塑性热—力耦合有限元法对热轧板带时轧件在不同轧辊半径下的变形进行分析 ,以揭示轧辊半径对轧件变形影响的机理。
2、有限元模型和计算条件将φ300x300的二辊热轧机,轧辊周速为0.3m/s作为变形工具。
轧件尺寸是30mmx60mmx60mm,由于轧件的实际模型在宽度方向对称,所以B’=B/2=30mm。
如fig.1图所示,图示几何模型被分为8000个小单元,每个单元的真实尺寸是1.5mmx3mmx1.5mm,切分后共有9471个节点,变形的实际情况可以分散在这种小单元用这些小单元来进行描述。
3、计算条件保持轧件尺寸、变形量X变形速率X不变,通过改变轧辊半径R来研究轧件变形的情况,选择4种轧辊半径,及即150 135 125 110mm,以30%变形量分别轧制相同规格的轧件,轧件材质为16Mn,化学成分为(%):C 0.16 SI 0.39 Mn 1.38S 0.025 P 0.018 其屈服应力与变形量X变形速率X变形温度T有关,可通过实验的方法得到屈服模型。
采用三维热力耦合原理模拟,模拟必须的初始条件、边界条件以及其他相关计算条件见表一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
短应力线轧机轧辊的有限元计算及分析窦剑琳1,贾惠玲2(1.中冶东方工程技术有限公司,内蒙古 包头 014010;2 内蒙古科技大学,内蒙古 包头 014010)摘 要:短应力线轧机是一种高刚度无牌坊轧机,轧辊是该轧机的主要承载件,其结构参数是否合理直接影响着轧机的性能,进而影响产品的精度,文章参照实际轧制规程,用有限元理论结合使用ANS YS有限元分析软件计算出轧辊在最大轧制压力下产生的应力及变形,最终验证了其承载能力及弹性变形均在允许的范围以内。
关键词:短应力线轧机;刚度;有限元;应力中图分类号:TG333 17 文献标识码:B 文章编号:1009-5438(2008)03-0039-03Finite Element Analysis of the Roll of the Short Stress Path Rolling MillDOU Jian-lin1,JIA Hui-ling2(1.Beris Engineering and Research Corp.,Baotou014010,Nei Monggol,China;2.Inner Mongolia University o f Science and Technology,Baotou014010,Nei Monggol,China)Abstract:The short stress path rolling mill is a kind of high rigidity no stand mill.The roller is the i mportant loading compo nent.Based on the fi nite elemen t theory,the stress distributes of the roller under the biggest draught pressure are calculated with the finite element analysis software.T he loading ability and the elastic deformation are in the allowable range.Key words:short stress path rolling mill;rigidi ty;finite element theory;s tress近年来,许多国家的轧机设计及生产厂家均推出了各种类型的短应力线轧机,虽然在外形及内部结构略有不同,但其功能和原理基本是相同的。
1997年中冶东方工程技术有限公司承担了长治钢厂小型全连续棒材生产线的设计任务,该生产线汲取我国现有的各棒线材生产线之长,并根据厂方的实际情况和具体要求设计而成,达到了20世纪90年代国际先进水平。
轧辊及轴承座是轧机的主要承载件,在轧制力作用下,轧辊和轴承座均会产生弹性变形,它们的受力及变形情况直接影响着轧机的性能及产品的质量,对它们的强度及弹性变形进行计算和分析是十分必要的。
1 小型棒材车间基本工艺参数(1)产品及年产量:轧机年生产 16~ 40mm 的圆钢及带肋钢筋60万t,生产钢种为普碳钢和低合金钢。
(2)原料:车间生产所用原料为150mm 150mm 12000mm连铸坯,连铸坯单重为2049kg。
(3)轧制速度:轧机最大轧制速度18m/s。
(4)精轧机力能参数见表1。
第34卷第3期2008年6月包 钢 科 技Science&Technology of Baotou Steel(Group)CorporationVol.34,No.3June,2008收稿日期:2008-04-22作者简介:窦剑琳(1966-),女,河北省献县人,高级工程师,从事冶金设备设计工作。
表1 精轧机力能参数轧机规格/mm 机架号轧辊直径/mm最大最小辊身长度/mm 轧辊调整量/mm 径向轴向机架横移行程/mm 传动速比最大轧制压力/kN 最大轧制力矩/(kN m)配用电机电压/V 功率/kW 转速/(r min -1) 320 320 320 320 320 32011H 350 29060070!3!250 2.742019660850800/150012V 350 29060070!3!250 2.228013660850800/150013H 350 29060070!3!250 1.932015660850800/150014H/V 350 29060070!3!250 1.6220126601000800/150015H 350 29060070!3!250 1.3420156601000800/150016H/V35029060070!3!2501 0290126601000800/15002 轧辊的弹性变形计算轧辊是对轧件进行轧制加工的工具,工作机座的其他组件和机构都是为装置和调整轧辊以及引导轧件正确地进出轧辊而设计的。
轧辊的结构由辊身(轧辊的工作部分)、辊径(安装轴承部分)及传动辊头等三部分组成,一般中小型型钢轧机的轧辊的传动辊头为十字梅花形。
轧辊是轧钢车间主要的、经常耗用的工具,其质量好坏直接影响钢材的质量及产量。
因此对轧辊的性能,即强度、耐磨性和一定的耐热性的要求是很严格的。
而对轧辊性能的要求因轧机类型和所轧钢材种类的不同也有很大差别,如果不了解这些差别,也就不能选择适用的轧辊。
轧辊工作表面的硬度是轧辊主要质量指标之一,因为硬度对轧辊使用寿命起决定作用。
故轧机的轧辊可以按照其表面硬度及其材质分为4种类型,即:软面轧辊(HB150~250),半硬面轧辊(HB250~400),硬面轧辊(HB400~600),特硬面轧辊(HB600~800)[1]。
一般的来说,小型型钢轧机采用半硬面或硬面轧辊,该轧机轧辊材料为镍钼球墨铸铁,弹性模量E =1 54 103N/mm 2,泊松比为 =0.3,强度极限 b =600MPa,单侧轴承座承受最大轧制力为420kN 。
该轧机为圆棒材型钢轧机,轧辊辊身配置有孔型,其配置原则如下。
2.1 孔型沿辊身长度方向配置应遵循的原则[2](1)尽量使轧件在各机架中的轧制时间均衡。
从均衡出发,应当在第一个机架的轧辊上多配置一些孔型,在后面的机架上配置的孔型数应递减。
(2)成品孔型与成品前孔型应单独配置,即不配置在同一架的同一轧制线上或在同一个机架的轧辊上,这样以利于调整轧辊孔型。
(3)备用孔型数应以成品孔型为最多,成品前孔型次之,再前孔型数更次之,以保证成品的表面质量,同时可减少换辊次数。
2.1.2 孔型的间距即辊环宽度的确定(见图1)确定辊环宽度,同时应考虑辊环的强度以及安装和调整轧辊附件的操作条件。
图1 孔型的间距∀辊环宽度的确定(1)辊环强度:它取决于轧辊的材质和轧槽的深度。
钢轧辊的辊环宽度b Z #0.5h k 或B Z #0.5h k ,铸铁辊的辊环宽度b Z #h k 或B Z #h k 。
(2)考虑轧辊附件的安装与调整方便,它取决于导板的厚度或导板箱的尺寸以及调整螺丝的长度和操作所需的位置大小。
在确定辊环宽度时应同时考虑上述问题。
边辊环的宽度,如表2所示。
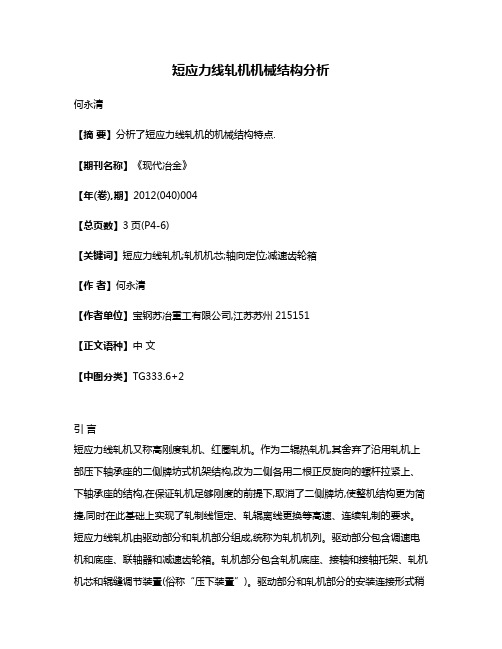
表2 各种型钢轧机边辊环的宽度mm轧机初轧机轨梁与大型三辊开坯中小型边辊环宽度b b#50~100#100~150#60~150#50~10040包钢科技 第34卷根据以上原则及实际轧制规程中孔型尺寸在短应力线高刚度轧机轧辊辊身上均匀配置5个孔型,为方便区分,按从左到右的顺序,分别将其称为∃%&∋(号孔型,边辊环宽度为100mm,结构如图2所示。
最左端的轴颈上装有联轴器,最右端的轴颈上装有止推轴承,靠近辊身两端的轴颈上分别装有四列短圆柱滚子轴承。
由于圆柱滚子轴承的支承作用,计算轧辊受轧制力所引起的弯曲应力和变形时,最左端和最右端的辊颈对结果几乎没有影响。
具体到ANSYS 里,为避免网格划分时因单元数目太多增加计算时间,在建立分析模型时,对轧辊进行了简化,省去了最左端和最右端的辊颈,这样简化后的轧辊结构关于XOY面对称。
图2 轧辊模型3 中间孔型轧制时轧辊的弹性分析因轧辊为左右对称结构,当轧制力加在轧辊中间孔上时,其所受载荷也关于XOY 平面对称,故可取1/2模型进行计算。
由于对称面的转角为0),可将中截面视为固定端,在该面上施加全约束,这时需等效地将1/2轧制力施加于辊颈中部,且方向与轧制力相反。
带有倒角和孔型等结构的轧辊几何形状不规则,故选用10结点四面体单元Solid92对其进行网格划分,该单元具有中节点,比较适合边缘形状复杂的模型。
采用自由网格划分方式,共划分为53050个单元,84342个结点[3]。
有限元模型如图3所示。
图3 轧辊有限元模型经过数值求解后,得到轧辊的Von-Mises 应力分布如图4所示。
由图可知在轧辊的孔型处以及轧辊与辊径的过渡区应力较高,且最大应力位于中截面的最高点(即轧制力作用点),其值为241.3MPa,远小于轧辊材料的强度极限600MPa,所以轧辊满足强度要求。
图4 轧辊的Von-Mises 应力分布轧辊受轧制力作用后,其Y 方向的变形如图5所示。
有限元模型将中截面视为固定端,而实际上中截面有Y 向位移,且该截面处Y 向位移最大,由图示可知其值为0.679mm,最大位移值很小,可见所设计轧辊满足刚度要求。
图5 轧辊Y 向变形图4 结束语本文分析了短应力线轧机的主要承载件∀轧辊的受力情况。
首先建立了不同工况下轧辊的有限元模型。
计算了孔型轧制时轧辊上的最大应力和变形,经分析可知所设计轧辊满足强度和刚度要求。
参 考 文 献[1] 邹家祥.轧钢机现代设计理论[M] 北京:冶金工业出版社,1991:[2] 钟廷珍.短应力线轧机的理论与实践[M ] 北京:冶金工业出版社,1998[3] 傅永华.有限元分析基础[M] 武汉:武汉大学出版社,200341第3期 短应力线轧机轧辊的有限元计算及分析。