三菱数控在车床上的应用
浅谈数控机床C轴的功能和控制

浅谈数控机床C轴的功能和控制摘要:C轴越来越广泛地被应用到数控机床上,根据不同品牌的机床,它的功能与控制都有所不同,但基本原理没变,还是360度的一个圆作为一个可控制轴。
这里浅显地介绍一下C轴定义和功能,以及它的驱动和检测,结合三菱数控系统M70V A来探讨一下它在DLA20车削中心上的应用与参数的设置。
关键词:数控机床;C轴功能与控制1.C轴的定义和功能对于数控车床来说,所谓C轴就是对应绕Z轴的旋转运动,既可实现主轴周向的任意位置控制,又能实现X-C、Z-C联动。
主轴周向的任意位置控制,就是主轴分度的概念,配合锁紧装置可以将加工件定位到一个你所需要的度数,C80.000或者C161.000等等。
比如数控花键铣床,就是利用C轴分度的功能,根据加工工艺的要求,将360度等分成几份,在加工程序中按照旋转度数来编程。
对于数控丝杆磨床来说,头架的控制就是C轴,在加工过程中是连续低速旋转,带动Z轴作联动,即C轴转一圈Z轴走一个螺距。
车削中心上的C轴,既可实现主轴周向的任意位置控制,又能实现X-C、Z-C轴的联动。
车削中心是在普通数控车床的基础上,增加了C轴和动力头。
由于增加了C轴和铣削动力头,这种数控车床的加工功能大大增强,除可以进行一般车削外还可以进行径向和轴向铣削、曲面铣削、中心线不在零件回转中心的孔和径向孔的钻削等加工。
车削中心上的C轴控制又叫CS轮廓控制。
CS轮廓控制是在伺服主轴(串行主轴)上组合专用的检测器,通过主轴电机进行定位的一种功能,与主轴定位(T系列)相比精度更高,可以在定位以及其它的伺服轴之间进行插补。
对伺服主轴进行速度控制的情形叫主轴旋转控制,对伺服主轴进行位置控制的情形叫主轴轮廓控制。
对主轴进行轮廓控制的功能就是CS轮廓控制功能。
2.C轴的驱动和检测C轴控制就是位置控制。
对于花键铣床来说,C轴是用来分度的;对于丝杆磨床来说,C轴是连续低速旋转,带动Z轴作联动,这两种机床都是将直线轴作为旋转轴用,所以用伺服电机来驱动就可以了,使用上与通常的伺服进给轴一样。
三菱M70系统PLC窗口功能在夹臂式刀库上的应用

三菱M70系统PLC窗口功能在夹臂式刀库上的应用李洪波;黄琳【摘要】PLC窗口功能是三菱M70数控系统的一种PLC编程方法,通过对R寄存器的分配,读出或写入CNC的运行状态、轴信息、参数、刀具数据等.而钻铣中心机床一般采用夹臂式刀库,换刀时需要对Z轴位置进行准确判定.介绍了PLC窗口功能在夹臂式刀库上的应用.【期刊名称】《制造技术与机床》【年(卷),期】2013(000)008【总页数】3页(P150-152)【关键词】PLC;窗口功能;夹臂式刀库;M70【作者】李洪波;黄琳【作者单位】大连大森数控技术发展中心有限公司,辽宁大连116023;大连大森数控技术发展中心有限公司,辽宁大连116023【正文语种】中文【中图分类】TG155.3从M60系列的直接数据总线(DDB)功能,到M70/M700系列的PLC窗口功能,三菱数控系统提供了一种使PLC直接读取或写入NC数据的方法,通过对R寄存器的分配,读出或写入NC的运行状态、轴信息、参数、刀具数据等。
该功能实现了PLC与NC数据的实时交互,在实际应用中可进行轴负载显示、轴位置坐标读取等。
钻铣中心,又称钻攻中心或攻牙机,是以高速钻孔、攻丝和铣削为主的加工机床。
这类机床通常采用夹臂式刀库,如图1所示,依靠Z轴上下移动进行还刀和取刀,由于省略气缸等辅助机构和中间环节,使得换刀速度极快,平均换刀时间不到2 s。
与斗笠式和机械手刀库略有不同,为保证换刀和加工安全,夹臂式刀库需要实时读取和判断Z轴机械位置。
1 夹臂式刀库换刀特点区别于斗笠式刀库的刀盘进/退和松/夹刀,以及机械手刀库的刀套上/下和松/夹刀,夹臂式刀库省掉了这些环节,因此,换刀速度较快。
一般其换刀流程如下:换刀指令发出后,首先判断Z轴位置位于第1参考点下方,然后主轴定向,Z轴升到第2参考点位置(完成还刀),刀盘转到预选刀位,Z轴再降到第1参考点(完成选刀)。
如果换刀指令发出后,判断Z轴位置位于第1参考点上方,出于安全考虑,换刀指令不执行。
数控机床的十大数控系统
数控机床的十大数控系统
数控机床的操作和监控全部在这个数控单元中完成,它是数控机床的大脑。
今天小编就给大家介绍下数控机床的十大数控系统,大家一起来看看吧。
1、日本FANUC数控系统
日本发那科GS(FANUC)是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人(2005年9月数字),科研设计人员1500人。
(1)高可靠性的PowerMate 0系列用于控制2轴的小型车床,取代步进电动机的伺服系统;可配画面清晰、操作方便、中文显示的
CRT/MDI,也可配性能/价格比高的DPL/MDI。
(2)普及型CNC 0-D系列0-TD用于车床,0-MD用于铣床及小型加工中心,0-GCD用于圆柱磨床,0-GSD用于平面磨床,0-PD用于冲床。
(3)全功能型的0-C系列0-TC用于通用车床、自动车床,0-MC 用于铣床、钻床、加工中心,0-GCC用于内、外圆磨床,0-GSC用于平面磨床,0-TTC用于双刀架4轴车床。
(4)高性能/价格比的0i系列整体软件功能包,高速、高精度加工,并具有网络功能。
0i-MB/MA用于加工中心和铣床,4轴4联动;0i-TB/TA用于车床,4轴2联动;0i-mateMA用于铣床,3轴3联动;0i-mateTA用于车床,2轴2联动。
(5)具有网络功能的超小型、超薄型CNC 16i/18i/21i系列控制单元与LCD集成于一体,具有网络功能,超高速串行数据通讯。
其中FSl6i-MB的插补、位置检测和伺服控制以纳米为单位。
16i最大可控8轴,6轴联动;18i最大可控6轴,4轴联动;21i最大可控4轴,4轴联。
CGCNC—三菱系统车床操作说明书
CGCNC概述1.CGCNC仿真CNCCGCNC是Chen Guang Computer Numerical Control”的缩写,是杭州浙大辰光科技有限公司开发的计算机仿真数控加工系统。
它能够像真正的CNC机床一样进行控制面板操作,可在PC机控制的数控系统里编程移动命令和进行机床动作。
1.1 CGCNC的安装1.1.1安装环境编程部分1.2 插补功能1.2.1 定位(快速进给;G00)功能及目的此指令伴随坐标名称,以现在位置为起始点,坐标名称所表示的坐标为终点,以直线或非直线之路径作定位。
指令格式G00 Xx/Ux Zz/Ww;x, u, z,w 表示坐标值。
附加指令地址,对全部附加轴有效。
详细说明(1)一旦给予这指令,G00 模式一直保持有效,直到G01, G02, G03, G33 指令出现,才更改G00 的模式。
因此,假如次指令也同样是G00,则只需指定轴地址即可。
(2)当在G00 模式中,每一单节的起点和终点,必须做加速或减速;因此,在操作下一单节前,必须确认现用单节的指令为0,并确认加减速回路的轨迹误差状态。
定位幅宽度由参数设定。
(3)(G83~G89)用G00 来实现取消(G80)模式。
(4)刀具的路径为直线还是非直线可用参数来设定选取,定位的时间不改变。
(a)直线路径︰同直线插补(G01),速度受到各轴的快速进给速度的限制。
(b)非直线路径︰分别由各轴的快速进给速度作定位。
(5)在G 码后面没有数值时,作为G00 处理。
注意实际运行中G 指令值后如无数字则视为“G00”。
!程序例G00 X100 Z150 ;绝对值指令G00 U-80 W-150;增量值指令1.2 插补功能1.2.2 直线插补(G01)功能及目的该指令与座标语和进给速度指令一起,使刀具以地址F 指令速度在现在位置与座标语指定终点间直线移动(插补)。
但这时地址F 指令作用为进给速度通常以工具中心进行方向的线速度。
数控车床的加工范围及特点

随着电子技术、计算机技术及自动化、精密仪器与测量等技术的发展与综合应用,产生了机电一体化的新型机床——数控机床。
数控机床是一种利用信息处理技术进行自动加工控制的机电一体化加工装备。
不同数控机床的用途有所不同,其中数控车床是国内使用量最大、覆盖面最广的一种数控机床。
数控车床主要用来对旋转体零件进行车削、镗削、钻削、铰削、攻丝等工序的加工,一般采用计算机程序对各类控制信息进行处理,如可自动完成内外圆柱面、圆锥面、球面、螺纹、槽及端面等工序的切削加工,还可处理逻辑电路难以处理的各种复杂信息。
本章介绍数控车床及车削中心的组成、分类、特点以及插补原理,以增强读者对数控机床的认识,同时为后续的数控编程奠定基础。
数控车床的组成及分类数控车床的加工范围及特点SIEMENS 数控车床编程与实训2 数控机床的分类数控机床的插补原理1.1 数控车床的组成及分类1.1.1 组成及分类概述数控车床主要由计算机数控系统和数控车床本体组成,其中,计算机数控系统主要由输入装置、数控装置、伺服系统和位置检测反馈装置组成。
数控车床可分为卧式和立式两大类。
卧式车床又有水平导轨和倾斜导轨两种。
档次较高的数控卧车一般都采用倾斜导轨。
按刀架数量分类又可分为单刀架数控车床和双刀架数控车床,前者是两坐标控制,后者是4坐标控制。
双刀架卧车多数采用倾斜导轨。
1.1.2 相关知识 1.1.2.1 数控车床组成现代数控车床的数控系统都采用模块化结构,伺服系统中的伺服单元和驱动装置为数控系统的一个子系统,输入/输出装置也为数控系统的一个功能模块,所以数控车床主要由计算机数控系统和数控车床本体组成,如图1-1所示。
输入/输出装置 车床本体位置检测反馈装置图1-1 数控车床的组成1.输入装置数控车床是按照编程人员编制的程序运行的。
通常编程人员将程序以一定的格式或代码存储在一种载体上,如穿孔带或磁盘等,通过数控车床的输入装置输入到数控装置中。
此外,还可以使用数控系统中的RS232接口或DNC 接口与计算机进行信号的高速传输。
CKX36L数控车床说明书三菱E60系统..

使用说
加工工件最大长度
鄂台合资
荆州精机数控车床有限公司
JINGZHOU JINGJI CNC LATHE CO.,LTD.
对您选用精机系列数控车床
表示衷心的谢意
敬请注意
1.为了您正确使用本机床,请在使用前务必认真阅读本 说明书及其它有关资料。
2.开箱后请检查机床有无运输破损,箱内产品、附件与 装箱单不符时,请向有关经营单位联系。
s主轴转速rpmf螺纹导程mm三技术规格和附件说明型号ckx36dckx36最大回转直径360顶尖距450最大切削直径轴类220最大切削直径盘类360x有效行程mm300200z有效行程mm450xz轴丝杆螺距mm25053206xz轴丝杆2020xz轴电机止口尺寸110110所使用主轴轴承全部为进口skyfagntnnsk德国或日本主轴内孔锥度mt6液压卡盘规格iso6工作鼻端尺寸mm106375主轴转速rpm4000推荐使用伺服主电机5575kw所使用卡盘及回转油缸台湾产国产8寸主轴通孔直径52液压卡盘过棒料直径max40配中空液压卡盘时尾座套筒尺寸mm52尾座套筒行程mm60尾座套筒锥孔mt4尾座压力范围062mpa尾座移动方式全部为凸轮锁紧手动移动床身布局形式45整体滑动形式材料硬轨线轨聚四氟乙烯聚四氟乙烯台湾线轨ckx36l数控车床说明书三菱e60系统中心高6368位刀柄尺寸2020镗杆尺寸25所使用丝杆国产台湾所使用液压单元国产台湾xz定位精度0016002xz重复定位精度0007001椭圆度0008表面粗糙度ra08机床重量kg20003000外形尺寸mm269015701900注
-5-
本机采用45°斜式布局,床身由树脂砂工艺铸造, 床身导轨表面经 淬火处理,硬度达HRC50,本机床身结构为管状中空结构,大大提高 了机床在工作中的抗弯、抗扭刚度,同时经过两次时效处理,提高了 机床的稳定性。高刚性及高稳定性的床身为整机的高精度提供了有力 保证。
数控车床手工编程与自动编程的优缺点分析

数控车床手工编程与自动编程的优缺点分析摘要:近年来,我国的工业化进程有了很大进展,对数控车床的应用也越来越广泛。
在数控加工过程中可采用手工编程和自动编程两种方式进行程序的编写,两者在程序的准确性、编程效率、编程逻辑、系统的适应性存在一定的差异,两者编程方式各有优缺点,不能绝对地评价哪一种编程方式更好,操作者可根据实际情况采用适当的编程方式,从而编写出加工效率高、程序准确性高的程序。
本文首先分析了数控车工作原理,其次探讨了编程效率,最后就提高数控车床加工精度的方法策略进行研究,以供参考。
关键词:手工编程;自动编程;程序的准确性引言伴随着计算机技术以及传感技术的快速发展,数控加工技术整体水平大幅度增长,不仅实现了生产效率的提升,还能应对一些更加复杂的零件加工需求。
虽然国内的数控车床技术保持着良好的发展趋势,但和发达国家相比仍有一定的差距,因此需要不断完善数控车床加工水平,针对工艺标准化流程进行优化。
1数控车工作原理数控车在应用过程中将传统车床作为基本条件,在以往车床主体中应用计算机数字化控制系统,从而形成一种新型车床。
和以往车床进行对比可以看出,数控车具有较高的自动化程度,同时可以提升加工效率,确保加工的准确度,所以得到广泛应用与推广。
另一方面,数控车与传统车床的工作原理有所不同,其使用数控设备描述与编织需要处理的零件,然后传输到计算机控制系统,最后展开加工。
数控车的主要工作流程主要是以下几个方面:一是操控人员应在机床的卡具上安装需要加工的零件,然后利用控制面板把工件加工的形状、精度及尺寸等录入数控系统中,接着在数控系统中处理各种零件信息,同时利用数控设备把以上信息转变为代码存储至程序中,然后把这些代码录入数控系统中,利用PLC系统把传输的信息进行计算,传送指令到主轴伺服设备、电气回路等其他辅助设备,最后数控系统按照原来输入与转变的数据推动机床展开操作,从而制造出符合要求的零件。
2编程效率同一工件采用手工编程或自动编程,编程效率又存在差异:由于手工编程只要编程者熟悉指令,便可直接在机床上编程加工;自动编程前期准备时间较长,需要计算机上用软件完成绘图,再设置刀具和毛坯等等才能加工。
三菱MR-J2伺服在数控刀塔控制中的应用
NO 地址 号 名称
含义
信 号 类 型
1
X1O
刀塔 锁 紧检 测 机 床 一 PMc
2
X274
TF T代码读信号 CNC— PMC
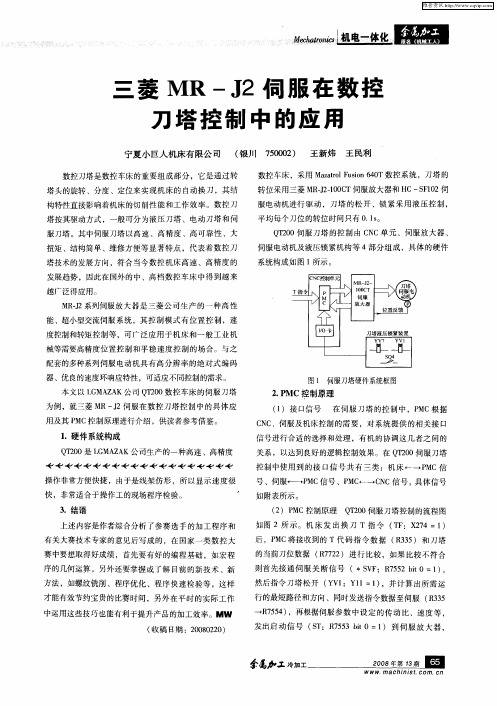
平均每个刀位的转位时间只有 0.1 S。 QT200伺 服刀塔 的控制 由 CNC单元 、伺服放 大器 、
扭矩 、结构简单 、维修方便等显 著特点 ,代表着数 控刀 伺服电动机及液压锁 紧机构等 4部 分组成 ,具体 的硬件
塔技术 的发展方 向,符合 当今数 控机床 高速 、高精 度 的 系统构成如 图 1所示 。
3
R335
T代码 指令数据 CNC— PMC
4 R772O bit B MA 准备完成信号 伺服一PMc
5 R772O bit C SA 伺服准备好 伺服一PMc
发展趋势 ,因此在 国外 的中、高 档数控车床 中得 到越来
越广泛得应用 。
MR.J2系列伺服放大 器是三 菱公 司生产 的一种 高性
能 、超小型交流伺 服系统 ,其 控制模 式有 位置控 制 ,速
度控制和转矩控制 等,可广 泛应用 于机床 和一般工业 机
械等需要高精 度位置控 制和平稳 速度控 制的场合 。与之
1.硬件系统构成
图1 伺服刀塔硬件系统框图 2.PM C控制 原理 (1)接 口信 号 在 伺服 刀塔 的控制 中 ,PMC根 据 CNC、伺服及机床控制 的需 要 ,对系统提供 的相关接 口 信号进行合适 的选择和处理 ,有机的协调 这几者之 间的
QT200是 LGMAZAK公司生产的一种高速 、高精度 关系 ,以达到 良好 的逻辑控制效果 。在 QT200伺 服刀 塔
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三菱电机自动化(上海)有限公司 CNC营业技术G
6
三菱CNC在车床上的应用 数控车床加工种类(三)
3轴加工:车削(X、Z轴)、回转刀具、主轴定向(5度分度)、 C轴、ATC
口袋加工 同心加工
任意角度钻 孔加工
极坐标插补 圆筒插补 (面加工) (孔槽加工)
MITSUBISHI CNC 车床应用_VerA1
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
2
三菱CNC在车床上的应用
数控车床分类(一)
按加工工艺方法分类:
1. 普通数控车床 加工用途、工艺相对单一,采用滑动导轨、四方形刀架, 在机械结构上没有改变普通车床Z向驱动力偏心引起的执行 机构变形和导轨承载面不均匀磨损。
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
25
三菱CNC在车床上的应用
复数主轴指令
S指令格式:Sn=XXXX指令 在第1系统、第2系统中、可对相同主轴进行指定。
系统1
Sn=XXXX;
系统2
Sn=XXXX;
第1主轴 S1
第2主轴 S2
MITSUBISHI CNC 车床应用_VerA1
G12.1; 铣削模式ON G13.1; 铣削模式OFF(车削模式)
G17(X-Y平面) X
G19(Y-Z平面) X
Z
Z
Z
Y
Y
Y
由半径为X的圆筒展开的平面。
位于XYZ直角坐标系中的X-Y平面。 位于XYZ直角坐标系中的Y-Z平面。
对工件的圆筒面(侧面)加工时使用。对工件的端面加工时使用。
在圆筒的纵向刨面加工时使用。
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
17
圆筒插补
X Z
C
三菱CNC在车床上的应用
G07.1 Cc ;
圆筒插补模式 开始/取消
X 0°
展开圆筒侧面形状(圆筒坐标系的形状) 所在的平面,以展开形状为平面坐标执 行程序指令,则可通过机械加工时圆筒 坐标的直线轴与旋转轴的移动,控制轮 廓。
选择直线轴为平面第一垂直相交轴, 垂直假想轴为平面第2 轴所在的平面 (以下称为“极坐标插补平面”)。极 坐标插补在这个平面上进行。此外, 极坐标插补以工件坐标原点为坐标系 原点。
切削工件外径直线上的凹槽或凸轮轴 的研削时有效。
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
第3主轴 S3
第4主轴 S4
三菱电机自动化(上海)有限公司 CNC营业技术G
26
主轴同期
三菱CNC在车床上的应用
控制2个主轴的旋转 速度和相位组合控制
工件主軸
钻孔加工
镗孔加工
螺纹加工 曲面加工
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
5
三菱CNC在车床上的应用 数控车床加工种类(二)
2.5轴加工:车削(X、Z轴)、回转刀具、主轴定向(5度分度)
外径沟槽加工
端面沟槽加工
端面孔加工
MITSUBISHI CNC 车床应用_VerA1
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
11
三菱CNC在车床上的应用 三菱CNC在车床上的应用举例(二)
C社 是世界有名的自动数控车床生产厂家,其中高端产品采用三菱数 控系统。其数控车床主要有下列特点:
铣削主轴
电动尾座
双刀塔加工
双系统控制 C轴和Y轴Байду номын сангаас制
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
12
三菱CNC在车床上的应用
三菱CNC在车床上的应用举例(三)
N社 是世界有名的车床生产厂家,采用三菱数控系统。其数控车床主 要有下列特点:
铣削主轴 双工件主轴 微米分度的C轴 电主轴 双系统控制 Y轴控制
8
Y轴加工
三菱CNC在车床上的应用 数控车床加工种类(五)
角沟加工
偏心沟槽加工
偏心孔加工
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
9
B轴加工
三菱CNC在车床上的应用 数控车床加工种类(六)
斜孔加工 (第一主轴)
MITSUBISHI CNC 车床应用_VerA1
2. 立式数控车床 主轴轴线处于垂直位置。在加工大型盘类、套类、壳体类工件 时具有较高的精度和效率。
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
4
三菱CNC在车床上的应用 数控车床加工种类(一)
2轴加工:车削(X、Z轴)
圆筒加工
切槽加工
端面加工 圆锥加工
20
三菱CNC在车床上的应用
系统间等待机能
本功能使用编程的方式,让 多系统之间可以实现同步加 工。
系統1 $1
系統2 $2
$1$2同时开始
$1$2同时开始
等待
等待
系統1 P11
! L1
P12
! L2 P13
系統2 P21
! L1 P22
! L2
P23
☆用“!”码指定等待指令 ☆由参数设定,也可以用M码指定
功能 主轴选择 复数主轴 主轴同期 刀具主轴同期I/II 倾斜轴 振荡轴 同期攻丝
E60 无 无 无 无 有 无 选项
E68
C64 M64AS
有
有
无
有
有
无
有
有
无
无
无
无
有
无
选项
有
无
无
有
选项 选项
M64S 选项 选项 选项 选项 选项 选项 选项
M65S 选项 选项 选项 选项 选项 选项 选项
MITSUBISHI CNC 车床应用_VerA1
$2
T0102; G0X_ Z_; G15; G1Z_ F0.4; G1X_Z_; G1Z_;
G14;
平衡切削
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
23
三菱CNC在车床上的应用
混合加工指令 CNC控制轴的系统定义变更
改变参数和PLC的输入信号,可改变系统中的控制轴。
C1轴的控制权从系统1切换到系统2
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
24
三菱CNC在车床上的应用
主轴选择指令
对每转进给/螺纹切削时的对象主轴(第1~4), 通过G代码进行选择。
G43.1;
第1主轴选择
G44.2~G44.4; 第2~4主轴选择
三菱CNC在车床上的应用
三菱CNC在车床上的应用
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
1
三菱CNC在车床上的应用
讲解内容
¾数控车床分类 ¾数控车床加工种类 ¾三菱CNC在车床上的应用举例 ¾三菱CNC在车床方面的功能规格 ¾复合车床、车削中心加工对应机能简介
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
21
三菱CNC在车床上的应用
起始点指定等待 通过指定等待点,可实现在程序中途等待功能。
指定的轴到达指定位置
$1
P11
$2 开始
$2 P21
等待
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
三菱电机自动化(上海)有限公司 CNC营业技术G
7
三菱CNC在车床上的应用 数控车床加工种类(四)
4轴和5轴加工:车削(X、Z轴)、回转刀具、主轴定向 (5度分度)、C轴、ATC、B轴
口袋加工 面加工 沟槽加工 真圆加工 斜面加工
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
¾ 复数主轴指令
¾ 主轴同期控制
¾ 刀具主轴同期Ⅰ/ Ⅱ(多边形加工/滚齿加工)
¾ 振荡轴
¾ 同期攻丝
¾ 倾斜轴控制
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
16
铣削插补
X Z
C
G16(Y-Z圆筒平面) X
三菱CNC在车床上的应用
在XYZ平面的直角坐标系中,用于假想轴(Y轴或旋 转轴),将程序指令转换成直线轴的移动和旋转轴的 移动(工件的旋转)而进行轮廓控制。
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
3
三菱CNC在车床上的应用
数控车床分类(二)
按主轴配置形式分类:
1. 卧式数控车床 主轴轴线处于水平位置。能自动加工各种轴类、套类、盘类等 复杂的内外回转面。但其车削工件直径的大小受到床身导轨的 限制。
MITSUBISHI CNC 车床应用_VerA1
三菱电机自动化(上海)有限公司 CNC营业技术G
13
三菱CNC在车床上的应用 三菱CNC在车床方面的功能规格(一)
功能