异种金属摩擦焊后电场热处理组织与扩散行为
异种钛合金线性摩擦焊温度场、微观组织及性能研究
异种钛合金线性摩擦焊温度场、微观组织及性能研究线性摩擦焊是整体叶盘,尤其是异种材料整体叶盘焊接制造的关键技术,在国外航空发动机制造领域已得到成功应用。
目前,我国航空领域已着手开展钛合金双性能整体叶盘的线性摩擦焊技术研究。
因此,进行钛合金线性摩擦焊的相关基础研究,了解线性摩擦焊这种快速加热、冷却及大变形条件下的接头温度场、组织、织构演变过程,并进行焊接接头力学性能表征,是一项十分紧迫的任务,可为钛合金双性能整体叶盘的工程制造提供理论基础及试验数据。
本文主要针对和围绕制造航空发动机叶片、叶盘的重要材料TC4与TC11钛合金,全面、系统地开展了异种钛合金的线性摩擦焊试验研究,具体研究内容及成果如下:基于傅立叶热传导公式建立了线性摩擦焊过程接头热力影响区及母材区的热传导数学模型,并对热传导速度的影响因子进行了修正;通过对线性摩擦焊过程电机驱动功率检测,计算获得了准稳态摩擦阶段的名义摩擦系数,计算了沿界面摩擦振动方向的一个周期内平均摩擦功率分布,基于计算结果,建立了焊缝温度场演变模型。
设计并制作了专用的温度测量系统,对异种钛合金TC4/TC11线性摩擦焊接过程焊接界面、TC4侧热力影响区及母材区进行了温度测定,并针对热电偶热惯性产生的误差进行了温度修正,获得了焊接过程接头的热历史变化曲线。
计算结果与试验结果基本吻合,验证了上述模型的准确性及可行性。
为了简化合金元素在焊接过程对织构及组织的影响,选用TA2纯钛进行线性摩擦焊接试验的基础研究,旨在获得变形过程组织及织构演变规律,为分析TC4/TC11两相异种钛合金线性摩擦焊接头微观组织变形机理提供一定的理论基础。
对TA2线性摩擦焊接头不同区域的织构与微观组织特征进行分析发现,热力影响区组织发生了较大变形,晶粒内部存在大量的亚晶粒。
焊缝中心晶粒细小,其平均晶粒尺寸(约3μm)明显小于母材(约6.7μm),同时还观察到大量小角度晶界(约占70%)。
焊缝中心晶粒内有大量的亚晶及细小未长大的再结晶晶粒。
《Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究》范文

《Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究》篇一Mg-Al异种合金揽拌摩擦焊接头的组织与性能研究一、引言随着现代工业的快速发展,异种合金的焊接技术在汽车制造、航空航天等重要领域的应用日益广泛。
特别是镁(Mg)和铝(Al)两种轻质合金的焊接,因其具有优异的物理和机械性能,受到了广泛关注。
本文旨在研究Mg/Al异种合金揽拌摩擦焊接头的组织与性能,为实际应用提供理论依据。
二、实验材料与方法1. 材料选择本实验选用的材料为Mg合金和Al合金,具有不同的成分和物理性能。
2. 焊接方法采用揽拌摩擦焊技术对Mg/Al异种合金进行焊接。
该技术通过摩擦热和压力使两种金属材料在界面处达到冶金结合。
3. 实验过程详细描述实验过程,包括焊接参数的设置、操作步骤等。
三、焊接接头的组织结构1. 宏观结构通过金相显微镜观察焊接接头的宏观结构,包括焊缝、热影响区和母材等部分。
2. 微观结构利用扫描电子显微镜(SEM)和高分辨率透射电子显微镜(HRTEM)观察焊接接头的微观结构,包括晶粒形态、相组成等。
3. 相组成与分布通过X射线衍射(XRD)技术分析焊接接头中各相的组成及分布情况。
四、焊接接头的性能研究1. 力学性能通过拉伸试验、硬度测试等方法,评估焊接接头的力学性能,包括抗拉强度、屈服强度和延伸率等。
2. 耐腐蚀性能通过浸泡试验、电化学测试等方法,研究焊接接头的耐腐蚀性能。
3. 热稳定性通过高温暴露试验,研究焊接接头在高温环境下的热稳定性。
五、结果与讨论1. 组织结构分析结果详细描述实验中观察到的组织结构特点,包括晶粒形态、相组成及分布等。
2. 性能研究结果对力学性能、耐腐蚀性能和热稳定性进行定量分析,并与其他焊接方法进行比较。
3. 讨论与解释结合实验结果,分析Mg/Al异种合金揽拌摩擦焊接头的组织与性能特点,探讨其影响因素及作用机制。
六、结论与展望1. 结论总结总结本文的研究成果,包括组织结构特点、性能优势等。
2. 存在的问题与改进建议指出研究中存在的问题和不足,提出改进建议和进一步的研究方向。
磁场、电场对金属材料热加工过程中组织和性能的影响

1 磁场对金属材料热加工过程中组织和性能的影响 1.1 稳恒磁场对低碳锰铌钢组织与性能的影响 对低碳锰铌钢奥氏体朝着铁素体与珠光体转变的 过程中施加稳恒磁场能够细化金属材料的晶粒。并且外 加磁场磁通密度持续增大,可以使晶粒尺寸不断减小。 而 在 稳 恒 磁 场 中 ,低 碳 钢 的 磁 导 率 比 较 大 ,稳 恒 磁 场 对 晶粒细化作用增强,同时使金属材料组织的均匀度得到 有效提高。 1.2 脉冲磁场对 9SiCr 钢组织与性能的影响 对 9SiCr 钢施加脉冲磁场进行等温淬火研究发现:在 脉冲磁场条件下,等温淬火可以增加金属材料贝氏体的转 变量,这表明脉冲磁场可以使 9SiCr 钢贝氏体转速速度增 加,同时影响贝氏体形态以及奥氏体的残留量。另外,经过 脉冲磁场等温淬火处理后,工具的使用寿命明显延长。经 过脉冲磁场作用的等温淬火可以有效降低内应力、细化金 属材料组织、减少淬火组织过程中的奥氏体残留量,并且 能够有效改善金属材料的力学性能。 1.3 静磁场对 32CrMnNbV 组织与性能的影响 对 32CrMnNbV 施加静磁场,然后对 32CrMnNbV 淬透 性以及耐蚀性能进行分析研究发现,在 32CrMnNbV 连续 冷却过程中施加静磁场可以促使铁素体转变 CCT 曲线左 移,使淬透性下降;而在 32CrMnNbV 奥氏体化中施加静磁 场会在一定程度上降低奥氏体的稳定性,使金属材料冷却 过程出现 CCT 曲线左移,并且 CCT 曲线左移趋势加强。对 32CrMnNbV 金属淬火过程中的静磁场强度增加至 1.2T 时,其马氏体组织的细化表现较为明显。除此之外,静磁场 条件下的淬火过程能够提高马氏体的耐蚀性能,而随着磁 场强度增加,淬火试样的腐蚀速度在不断下降。对铁系合 金来说,静磁场能够诱发马氏体转变,并且使马氏体转变 温度上升,使其等温转变 TTT 曲线发生左移。并且静磁场 处理还可以有效改善铸铁的性能,同时促进贝氏体等温转 百年,提高高速钢的回火析出速度。 1.4 强磁场对铁基合金组织与性能的影响 在铁基合金热处理过程中,奥氏体会出现逆转变,并 且会在冷却至室温的过程中转变成板条马氏体,最终形成 铁素体与板条马氏体组织。在这一过程中对其施加强磁 场,可以使板条马氏体、两相区的奥氏体颗粒以及磁场方 向延伸的铁素体颗粒生成。强磁场下,对铁基合金的铁素
摩擦焊接过程中的扩散现象
摩擦焊接过程中的扩散现象作者:李锋利倪冬孙权来源:《科技资讯》2015年第29期摘要:摩擦焊接过程是一个包含着热、力和冶金现象相互作用的复杂过程,具有动态、高温和大变形的特征。
在焊接过程中,伴随和耦合着一系列的物理现象,如摩擦面的相互作用,热量的产生和耗散,塑性变形和塑性流动、原子扩散等。
材料在生产使用中的许多现象及材料的某些性能都与扩散密切相关,因此,阐述扩散宏观定律及微观机制,了解影响扩散的重要因素,并以此为基础深入研究扩散行为具有理论与现实的双重意义。
摩擦焊接过程中的很多物理现象和机制很难通过目前实验手段直接观测和分析,而分子动力学方法具有追踪原子位置的特性,因此采用分子动力学方法来模拟摩擦焊接过程中的原子扩散行为。
关键词:摩擦焊接;扩散行为;冶金现象;扩散中图分类号: TG453 文献标识码:A 文章编号1672-3791(2015)10(b)-0000-00在材料连接过程中,原子扩散行为是十分普遍的,但是扩散的快慢等方面是差异很大的,摩擦焊接过程是十分迅速的,在几秒内就可以完成,而扩散焊接过程却十分的缓慢,需要几个小时的时间。
因此,我们对摩擦焊过程和扩散焊过程中的原子扩散行为做了对比,从而研究其扩散过程的不同。
首先对摩擦焊过程中的原子扩散行为进行模拟,选用的材料为面心立方结构Ti。
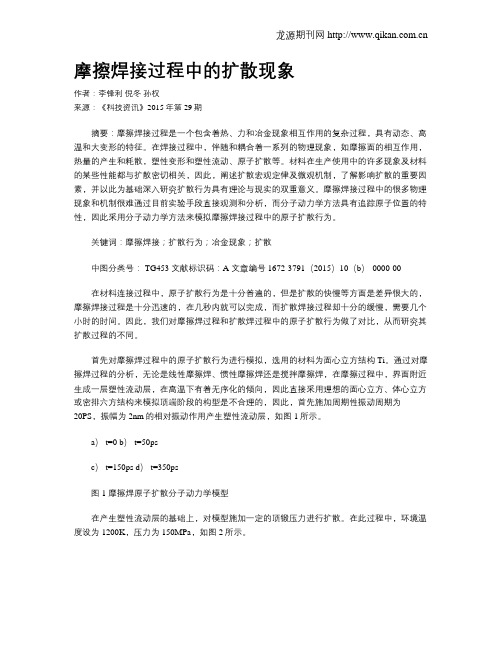
通过对摩擦焊过程的分析,无论是线性摩擦焊、惯性摩擦焊还是搅拌摩擦焊,在摩擦过程中,界面附近生成一层塑性流动层,在高温下有着无序化的倾向,因此直接采用理想的面心立方、体心立方或密排六方结构来模拟顶端阶段的构型是不合理的,因此,首先施加周期性振动周期为20PS,振幅为2nm的相对振动作用产生塑性流动层,如图1所示。
a) t=0 b) t=50psc) t=150ps d) t=350ps图1 摩擦焊原子扩散分子动力学模型在产生塑性流动层的基础上,对模型施加一定的顶锻压力进行扩散。
在此过程中,环境温度设为1200K,压力为150MPa,如图2所示。
《2024年度异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接技术越来越受到重视。
其中,真空扩散焊作为一种可靠的焊接方法,被广泛应用于异种金属的连接。
本文着重研究了铝、铜和钨三种异种金属的真空扩散焊接过程及其特性,为实际应用提供理论依据。
二、实验材料与方法1. 实验材料本实验采用纯度较高的铝、铜和钨作为研究对象。
其中,铝具有良好的塑性和延展性;铜具有良好的导电性和导热性;钨具有高熔点和优良的抗腐蚀性能。
这三种金属在许多领域都有广泛的应用。
2. 实验方法本实验采用真空扩散焊方法,将铝、铜和钨进行焊接。
首先,将待焊金属表面进行清洗,以去除油污和杂质;然后,将清洗后的金属放置在真空扩散焊机中,进行真空处理,以排除空气中的氧气和水分;最后,进行焊接。
三、实验过程与结果分析1. 焊接过程在真空环境下,加热铝、铜和钨至一定温度,使金属原子发生扩散,从而实现焊接。
在此过程中,需要控制加热速度、保温时间和冷却速度等参数,以保证焊接质量。
2. 结果分析通过观察焊接接头的微观结构,发现铝、铜和钨在真空扩散焊过程中形成了良好的冶金结合。
接头处金属原子相互扩散,形成了连续的晶界,实现了良好的冶金结合。
同时,通过对焊接接头的力学性能进行测试,发现其强度和硬度均达到了较高水平。
四、讨论1. 真空扩散焊的优点真空扩散焊具有许多优点,如焊接接头质量高、焊接过程无污染、可实现异种金属的可靠连接等。
在铝、铜和钨的焊接过程中,真空扩散焊方法能够实现这三种异种金属的冶金结合,具有良好的应用前景。
2. 焊接参数的影响焊接过程中的加热速度、保温时间和冷却速度等参数对焊接接头的质量具有重要影响。
在铝、铜和钨的真空扩散焊过程中,需要合理控制这些参数,以获得高质量的焊接接头。
此外,还需要考虑金属的物理和化学性质对焊接过程的影响。
五、结论本文研究了铝、铜和钨三种异种金属的真空扩散焊接过程及其特性。
通过实验发现,真空扩散焊方法能够实现这三种金属的冶金结合,获得高质量的焊接接头。
Mg-Ti旋转摩擦焊过程的摩擦产热及原子扩散行为

Mg-Ti旋转摩擦焊过程的摩擦产热及原子扩散行为李瑞迪;李京龙;熊江涛;张赋升;赵科;籍成宗【期刊名称】《中国有色金属学报(英文版)》【年(卷),期】2012(022)011【摘要】利用新型物理模拟装置进行Mg-Ti旋转摩擦焊过程产热机理及原子扩散行为的研究,该装置包含高速摄像、红外热成像及力学传感器系统.结果表明,摩擦焊过程中,摩擦因数经历两个稳态阶段的变化.第一个稳态阶段为库伦摩擦,以磨蚀为主要形式;第二个稳态阶段为粘着摩擦,以塑性流动为主要形式.另外,随着旋转转速及轴向压力的提高,轴向位移、摩擦温度及摩擦系数的增加率也随之明显提高.Mg-Ti摩擦焊过程存在原子的快速扩散现象,该过程中由摩擦大变形激活的扩散系数大约是热激活扩散系数的105倍.%An innovative physical simulation apparatus,including high speed camera,red thermal imaging system,and mechanical quantity sensor,was used to investigate the friction heat generation and atom diffusion behavior during Mg-Ti friction welding process.The results show that the friction coefficient mainly experiences two steady stages.The first steady stage corresponds to the Coulomb friction with material abrasion.The second steady stage corresponds to the stick friction with fully plastic flow.Moreover,the increasing rates of axial displacement,temperature and friction coefficient are obviously enhanced with the increase of rotation speed and axial pressure.It can also be found that the there exists rapid diffusion phenomenon in the Mg-Ti frictionwelding system.The large deformation activated diffusion coefficient is about 105 higher than that activated by thermal.【总页数】7页(P2665-2671)【作者】李瑞迪;李京龙;熊江涛;张赋升;赵科;籍成宗【作者单位】西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学陕西省摩擦焊接重点实验室,西安710072;西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学陕西省摩擦焊接重点实验室,西安710072;西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学陕西省摩擦焊接重点实验室,西安710072;西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学陕西省摩擦焊接重点实验室,西安710072;西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学陕西省摩擦焊接重点实验室,西安710072;西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学陕西省摩擦焊接重点实验室,西安710072【正文语种】中文因版权原因,仅展示原文概要,查看原文内容请购买。
Mg_Al异种材料扩散焊界面组织结构及力学性能
94. 6
1 640
17. 34
89. 7
1 080
12. 04
480
60
0. 081
13. 21
89. 2
1 250
14. 02
73. 2
610
7. 95
475
40
0. 074
7. 03
88. 4
540
6. 11
宏观变形的情况下 ,能够获得结合紧密 、抗剪强度较 高的接头 。随着加热温度的升高界面抗剪强度呈现 先增大再降低的趋势 ,当加热温度一定时 ,随着保温 时间的提高 ,接头界面的抗剪强度也随之增加 。因 此 ,选取恰当的扩散焊工艺参数 ,可以获得结合强度 符合使用要求的 Mg/ Al 扩散焊接头 。 2. 3 扩散焊接头界面附近的显微硬度
工艺参数 加热温度 T/ ℃ 保温时间 t/ min
压力 p/ MPa
剪切面积 A/ mm2
最大载荷 Fm/ N
抗剪强度 τ/ MPa
平均抗剪强度 τ/ MPa
74. 6
820
10. 99
470
60
0. 081
9. 83
81. 4
750
8. 67
93
1 910
20. 54
475
60
0. 081
18. 94
对不同真空扩散焊工艺参数条件获得的Mg/ Al 扩散焊接头界面组织结构及强度性能进行分析 。利 用扫描电镜 (SEM) 对 Mg/ Al 扩散焊界面附近的微观
收稿日期 : 2006 - 07 - 13 基金项目 : 哈尔滨工业大学现代焊接生产技术国家重点实验室开放
课题 (04008)
组织结构进行观察和分析 ,利用 CMT5150 型微控电 子万能试验压力机和显微硬度计对不同工艺参数下 获得的 Mg/ Al 扩散焊界面的抗剪强度及界面附近各 区域的显微硬度进行测定 。对 Mg/ Al 异种材料扩散 焊接头界面组织结构及强度性能的试验分析 , 对 Mg/ Al 异种材料扩散焊工艺及焊接性的深入研究提 供了重要的试验基础 。
异种铝合金搅拌摩擦焊接头的显微组织、力学及腐蚀性能
Volume 29Number 10The Chinese Journal of Nonferrous MetalsOctober 2019DOI :10.19476/j.ysxb.1004.0609.2019.10.05异种铝合金搅拌摩擦焊接头的显微组织、力学及腐蚀性能张成行,曹宇,曹玲飞,黄光杰,朱禹龙,祝佳林,刘庆(重庆大学材料科学与工程学院,重庆400044)摘要:采用3种焊接速度(60、100和240mm/min)对5mm 厚2024和7075铝合金板材进行搅拌摩擦对接焊试验,利用电子背散射衍射(EBSD)、硬度测试、拉伸试验、扫描电镜和极化曲线测试对2024-7075异种铝合金搅拌摩擦焊接头的显微组织、力学性能及腐蚀行为进行了研究。
结果表明:接头焊核区发生动态再结晶形成细小的等轴晶。
沿板厚方向从轴肩区到底部区的平均晶粒尺寸依次减小,且焊核区不同位置处的平均晶粒尺寸均随着焊接速度的增加而减小。
异种接头焊核区不同位置形成不同类型的剪切织构,其类型随焊接速度的改变而变化。
接头焊核区硬度呈现“W ”型分布趋势,且低于母材硬度。
较低硬度值区域位于热影响区,随着焊接速度的降低,各区硬度值呈现下降的趋势。
接头强度随着焊接速度的增加而升高,焊接效率达到90.3%。
与母材相比,焊接接头焊核区的耐蚀性最差,这主要是由于异种焊接接头焊核区发生了显著的电偶腐蚀,导致较高的腐蚀电流密度。
关键词:铝合金;搅拌摩擦焊;微观组织;力学性能;腐蚀性能文章编号:1004-0609(2019)-10-2255-11中图分类号:TG146.2文献标志码:A铝合金密度低、比强度高、成型性能良好且耐腐蚀能力强,是实现航空航天、交通运输等制造领域轻量化的理想材料[1]。
作为结构材料,在实际的生产和应用中,根据实际工况的性能需求,考虑到制造工艺和成本,往往需要在不同部位选用不同的材料,因此不可避免的出现异种铝合金之间的焊接。
如在飞机制造中,就需要将7xxx 系铝合金纵梁与2xxx 系铝合金机身蒙皮连接起来[2−3]。
《异种金属铝、铜和钨的真空扩散焊研究》范文
《异种金属铝、铜和钨的真空扩散焊研究》篇一一、引言随着现代工业的快速发展,异种金属之间的连接问题越来越受到关注。
其中,铝、铜和钨作为重要的金属材料,在航空航天、电子工程和能源等领域有着广泛的应用。
然而,由于它们各自具有不同的物理和化学性质,如何实现这三种异种金属的有效连接成为了一个亟待解决的问题。
真空扩散焊作为一种有效的异种金属连接技术,具有焊接质量高、接头强度大等优点。
本文旨在研究铝、铜和钨三种异种金属的真空扩散焊工艺及性能,为实际生产提供理论依据。
二、实验材料与方法1. 实验材料本实验选用纯度较高的铝、铜和钨作为研究对象。
其中,铝的牌号为XX型,铜的牌号为YY型,钨的牌号为ZZ型。
这些金属材料在实验前均经过严格的清洗和抛光处理,以保证焊接质量。
2. 实验方法(1)制备工艺:将待焊接的金属材料进行表面处理后,在真空环境下进行扩散焊。
通过调整焊接温度、压力和时间等参数,实现铝、铜和钨的异种金属焊接。
(2)性能测试:对焊接后的接头进行金相分析、力学性能测试、显微硬度测试等,以评估接头的质量及性能。
三、实验结果与分析1. 焊接温度对接头性能的影响实验结果表明,随着焊接温度的提高,铝、铜和钨之间的扩散速度加快,接头的力学性能逐渐提高。
但过高的焊接温度可能导致接头的脆性增大,影响其使用寿命。
因此,需要合理控制焊接温度,以获得最佳的接头性能。
2. 焊接压力对接头性能的影响实验发现,适当的焊接压力有助于提高接头的致密性和强度。
当压力过小时,接头的孔隙率较高,降低其性能;而当压力过大时,可能造成材料表面过度挤压,反而导致接头的强度降低。
因此,需要合理选择焊接压力,以获得良好的接头质量。
3. 扩散时间对接头性能的影响随着扩散时间的延长,铝、铜和钨之间的原子扩散程度逐渐提高,有助于提高接头的力学性能和强度。
然而,过长的扩散时间可能导致材料的晶粒长大,对接头性能产生不利影响。
因此,在保证充分扩散的前提下,应尽量缩短扩散时间。
异种金属焊接后处理方法
异种金属焊接后处理方法
异种金属焊接后的处理方法通常包括以下几个方面:
1. 表面清洁,在焊接完成后,需要对焊接接头进行表面清洁,去除焊接过程中产生的氧化物、焊渣和其他杂质,以保证接头表面的光洁度和清洁度。
常用的清洁方法包括机械清洁、化学清洁和电化学清洁等。
2. 热处理,对于某些需要提高材料性能的异种金属焊接接头,可以进行热处理。
热处理可以消除焊接过程中产生的应力,提高接头的强度和韧性,常见的热处理方法包括退火、正火、淬火和时效处理等。
3. 表面处理,针对不同的金属材料,可以进行表面处理以提高其耐腐蚀性能和外观质量。
常见的表面处理方法包括喷砂、酸洗、镀层和涂装等。
4. 检测与检验,对焊接接头进行非破坏性检测和破坏性检验,以确保焊接质量符合要求。
非破坏性检测包括超声波检测、射线检测和磁粉检测等,而破坏性检验则包括拉伸试验、冲击试验和硬度
测试等。
5. 修补和重焊,如果在焊接过程中出现质量缺陷,需要进行修
补或者重焊。
修补可以采用局部焊接或者热补焊的方式,而重焊则
需要重新进行整个焊接过程。
总的来说,异种金属焊接后的处理方法需要综合考虑材料特性、焊接工艺和使用要求,采取相应的措施以保证焊接接头的质量和性能。
希望以上回答能够满足你的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第24卷 第1期2003年 3月材 料 热 处 理 学 报TRANS ACTIONS OF M ATERIA LS AND HE AT TRE AT ME NTV ol .24 N o .1March2003异种金属摩擦焊后电场热处理组织与扩散行为傅 莉, 杜随更, 介万奇(西北工业大学材料科学与工程学院,陕西西安 710072) 摘 要:采用电子探针线扫描等试验技术研究了强电场对T 2紫铜和1Cr18Ni9T i 不锈钢摩擦焊接头焊后退火显微组织及其主要合金元素扩散行为的影响。
结果表明:外加电场加快了焊合区金属的再结晶进程,提高了晶粒长大速度,增大了晶粒尺寸,且使退火孪晶数量增多,其中负电场(试件接电源负极)的作用最为明显;此外,紫铜与不锈钢摩擦焊接头焊后电场退火过程中,主要合金元素Cu 与Fe 在焊合区的扩散区比常规热处理时要宽,且扩散区宽度随电场强度数值的增大而增大。
其中,负电场使摩擦焊接界面扩散区宽度增大更为明显。
关键词:电场退火; 异种金属; 摩擦焊接头中图分类号:TG 401, TG 45619, TG 11311 文献标识码:A 文章编号:100926264(2003)0120073205收稿日期: 2002208219; 修订日期: 2002212210基金项目: 国家自然科学基金(50005017)作者简介: 傅莉(1968—),女,西北工业大学在职博士,副教授。
主要研究方向为同种或异种金属摩擦焊接及其焊后热处理工艺,相关焊接及热处理设备的控制技术。
发表论文20余篇,曾获省部级科技进步一等奖2项。
联系电话:029-*******,Email :Fudi317@yahoo. 电场复合热处理技术是一种有效的强韧化热处理工艺。
目前,国内外许多学者已开展过一些强电场作用下材料行为的研究工作[1~4],相关研究表明[5],直流电脉冲可使铜在等温退火过程中的回复和再结晶速率提高,再结晶晶粒尺寸减小,晶粒长大速率增大,退火孪晶的形成受到抑制。
其研究结果进一步证实,漂移电子对晶体缺陷有影响,从而影响到固态反应和微观组织结构。
C onrad [6]等研究结果表明,强电场可提高铜和铝的回复和再结晶温度,这一点与电流通过试样的作用相反。
国内近年来的研究表明,电场和电场均能降低7475铝合金的再结晶温度和硬度,提高再结晶速度[7,8];而外加电场则会抑制冷轧IF 钢板再结晶进程,促进再结晶纤维织构的形成和发展[9]。
但将电场复合热处理工艺用于异种金属摩擦焊接头焊后热处理过程的研究还未见报道。
在传统的摩擦焊接头焊后热处理中,若能减少热处理过程对焊接接头组织的热影响,而通过施加外电场来增强焊接接头两侧异种金属间合金元素的扩散能力,则可望进一步提高异种材料焊接接头的力学性能。
因此,本研究尝试在外加电场条件下进行T2紫铜与1Cr18Ni9T i 不锈钢摩擦焊接头的焊后退火热处理,采用电子探针线扫描等试验技术探讨外加电场对异种金属摩擦焊接头热处理组织形态与分布、合金元素扩散行为的影响。
1 试验条件与方法试件进行热处理之前,均采用常规摩擦焊接方法在C25型连续驱动摩擦焊机上施焊,摩擦副尺寸分别是:不锈钢为<20mm ×70mm (旋转端)和紫铜为<20mm ×120mm (移动端),焊前均为热轧态。
焊接规范为:摩擦压力0185MPa ;顶锻压力1125MPa ;摩擦时间2s ;顶锻时间6s ,顶锻提前时间013s 。
焊后将棒件铣成120mm ×9mm ×2mm 的板件,进行电场中的退火实验,热处理参数见表1。
表1 紫铜与不锈钢摩擦焊接头焊后热处理参数T able 1 E lectric field and post w eld heat treatment p arameters 编号电场强度ΠV ・mm -1处理温度Π℃处理时间ΠhP222006002P343006004P242006004P323006002N323006002N242006004N222006002N343006004Z 206002Z 406004Z 0 注:编号P 表示工件接电源“正极”,N 表示工件接电源“负极”,Z 表示无电场作用,Z 0为焊态试件 热处理设备采用SX 25212型箱式电炉,配置自动恒温装置,实验采用自制不锈钢电极施加电场,通过倍压整流电路装置可调整输出电压在0~6kV 之间变化。
实验时将试件置于U 型不锈钢极板的中间,使试件接电源的一极,不锈钢极板接电源的另一极。
图1 摩擦焊接头铜侧金属焊态及其焊后热处理态的显微组织 a )焊态,b )无电场,c )负电场,d )正电场Fig 1. Microstructure of friction welding joint of copper and stainless steel without or withthe post weld heat treatment in the presence of different kinds of electric fielda )as 2welded ,b )without the electric field ,c )static electric field with specimen connected to cathode ,d )static electric field with the specimen connected to anode用4X B 型光学显微镜观察焊接接头组织;晶粒尺寸的测定采用Heyn 截割线法,由于热影响区组织沿径向分布不均匀,本实验以距轴心线415mm 处的晶粒尺寸作为表征;并采用日本岛津EPM 2810型电子探针显微分析仪测定焊合区不同位置主要元素的浓度分布,加速电压为25kV 。
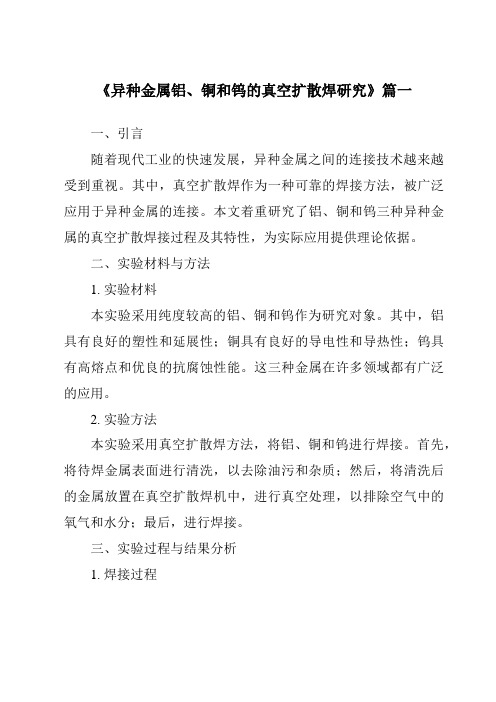
2 试验结果及分析211 外加电场对焊接接头焊后热处理组织的影响紫铜与不锈钢摩擦焊接头焊态和焊后进行常规退火后焊合区铜侧的显微组织分别如图1a )、b )所示。
经热处理后,不锈钢侧金属组织几乎不发生变化,而铜侧母材和焊合区组织均经历了回复与再结晶过程,使焊接接头近缝区金属的再结晶过程更加完善,晶粒明显长大。
焊态下母材与热力影响区之间由于晶粒尺寸差异而形成的突变线经热处理后逐渐消失,且热处理的时间越长,从焊缝到母材之间晶粒尺寸的变化越缓,热力影响区内的晶粒大小、形态与取47材 料 热 处 理 学 报第24卷向也逐渐趋于一致,且退火孪晶数量有所增加。
由表2可见,摩擦焊接头焊合区铜侧在焊态下的平均晶粒尺寸最小;相同热处理规范下,电场退火焊件的焊合区铜侧金属平均晶粒尺寸比常规退火时略大,其中负电场作用(试件接电源负极)时晶粒尺寸增大较为明显。
此外,如图1c)、d)所示,外加电场形式对焊接接头焊合区内铜侧组织形态有明显的影响:负电场作用时,焊合区铜侧金属热处理后的晶粒呈现出平直的晶界,再结晶晶粒尺寸较大、较均匀,且晶内退火孪晶数量最多;正电场(试件接电源正极)作用时,经热处理后铜侧金属的晶粒只部分呈现出平直的晶界,此时晶粒的长大不完全,晶粒尺寸不均匀,晶内退火孪晶数量较多;而常规再结晶退火后的摩擦焊接头焊合区铜侧晶粒尺寸较小,晶界较光滑,且晶内退火孪晶数量最少。
由此可见,外加电场作用应能促使紫铜与不锈钢摩擦焊接头在退火过程中焊合区铜侧金属的再结晶进程,同时,电场的性质对摩擦焊接过程焊合区动态再结晶晶粒的形核和长大速度有着重要的影响。
表2 不同热处理条件下焊合区铜侧金属的平均晶粒尺寸T able2 Average grain size of copper in w eld zone underdifferent heat treatment conditions试件编号Z0Z2Z4P32P34Z32Z34晶粒尺寸Πμm2117251328152812291830183117热处理的时间和电场形式对焊接接头焊合区铜侧金属再结晶晶粒尺寸的影响如图2所示。
无论有无电场作用,随着热处理时间的增长,焊合区铜侧金属的再结晶过程越完善,再结晶晶粒尺寸越大;而外加电场作用下,紫铜与不锈钢摩擦焊接头在退火过程中,焊合区铜侧金属的晶粒长大速度先增大而后逐渐减缓。
2.2 电场退火对摩擦焊接界面合金元素扩散的影响不同外加电场形式下,铜与不锈钢摩擦焊接头经再结晶退火后,主要合金元素Cu、Fe沿轴向的电子探针线扫描结果如图3所示。
由图3可见,在焊接接头焊缝及近缝区,Fe和Cu的浓度曲线是沿斜线逐渐过渡,在焊接界面上存在扩散层,扩散层的宽度与热处理时间、温度、外加电场形式以及测试位置等有关。
外加电场形式对铜与不锈钢摩擦焊接头经退火后主要合金元素Fe沿轴向扩散区宽度的影响如图4所示。
实验结果表明,在相同电场作用下,热处理时间越长,焊接界面上各合金元素的过渡区宽度越大;图2 热处理时间与电场形式对焊接接头焊合区铜侧金属再结晶晶粒尺寸的影响Fig.2 In fluence of the heat treatment timeand the applying methods of electric fieldon grain size of copper in WZ而在相同热处理规范下,有关电场强度和形式对焊接接头扩散区宽度的影响可以观察到以下现象:(1)焊后电场退火过程中,焊接接头焊合区主要合金元素Cu与Fe的扩散区比常规热处理时要宽,其中,负电场对摩擦焊接界面上合金元素扩散区宽度的影响更为明显。
(2)无论正电场作用,还是负电场作用,随着电场强度数值的增大,摩擦焊接头Fe元素扩散区宽度随之增大。
(3)焊件经退火后,其近轴心部位的扩散区宽度仍小于焊件近外圆部位。
这主要由于摩擦焊接过程中焊件轴心处的温度与变形程度均小于近外圆部位,使焊态下各元素沿焊件径向分布不均匀,并在焊后热处理接头中保留了这种不均匀分布。
此外,摩擦焊缝组织沿径向分布的不均匀性对焊后热处理过程中各元素扩散系数的影响也会造成合金元素沿焊件径向的不均匀分布。
对于以α固溶体为基的紫铜来说,其面心立方晶格决定了其层错能较低,刃型位错难以实现攀移,而低层错能金属则有利于孪生形核。
在摩擦焊接头的热力影响区存在大量的位错和空位等缺陷,因此紫铜与不锈钢摩擦焊接头焊后再结晶退火过程中,铜侧金属再结晶晶粒形核的主要机制为孪生形核和位错塞积形核,在再结晶过程中,无畸变晶粒的形成与长大、晶界迁移均取决于晶界两侧的能量差与晶界能[10,11]。
根据金属电子理论,电场作用对金属材料的影响是不同于热作用的影响。
热作用是作为一种能量流,57第1期傅 莉等:异种金属摩擦焊后电场热处理组织与扩散行为图3 焊合区近外圆部位(r =9mm )的电子探针扫描图片及元素浓度曲线a )无电场,b )负电场,c )正电场Fig.3 E lectronic probe test results on the weld zoneof the friction welding joints with and withoutexternal electric field (r =9mm )a )without the electric field ,b )static electric field with specimen connected to cathode ,c )static electricfield with the specimen connected to anode增大正离子的热振动;而电场作用一方面作为能量流,主要改变价电子的动能、势能及其分布等;另一方面电开放则出现物质流,即静电场的电作用涉及到能图4 电场强度和热处理时间对摩擦焊接头不同半径处Fe 元素沿轴向扩散区宽度的影响Fig.4 In fluence of the heat treatment time and the intersityof electric field on the diffusion width of Fe elementon the friction interface at different radius量流与物质流的综合效应[8]。