《压片过程及压片机》PPT课件
片剂工艺技术PPT课件(模板)

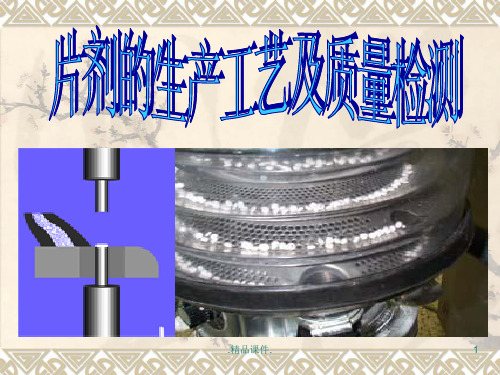
1.上冲 2.加料器 3.中模 4.下冲 5.颗粒 6.拨杆
(3)填充
通过调节下冲头的位 置改变模孔的容积来 控制填入颗粒的量。
单冲压片机: 直接调节螺母使冲杆 升上或降下改变模孔 的容积。
(4)加压
利用上下冲相对位置加压于定量颗粒, 使其受压成一定厚度和硬度的片状形态。 分为曲柄冲击式和定位压轮式两种。
包衣方法及设备
1. 滚动包衣法 2. 喷雾包衣 3. 高效包衣机
加图
1. 滚动包衣法
本法应用最广泛,其设备由包衣 锅、动力部分、加热器和鼓风 设备等组成.
图为一常见荸荠形包衣机. ●包衣锅的转速应适宜,使片剂能 在最适宜的运动状态下与包衣 材料充分混合. ●包衣锅附有加热装置,用以加速 包衣液中溶剂的挥散. ●最好的加热方法是通入干热空 气,也可用电热丝等加热. ●还应加入吸除粉尘的装置和送 风排风装置.
①机台 (装于机器的中轴上并绕轴转动.
③饲粉器由模孔上移开,使模孔中的颗粒与上缘相平.
⑥饲粉器 (饲粉器→刮粉器→模孔)
紧7. 固螺母(2)药片厚度及压实程度控制
●最好的加热方法是通入干热空气,也可用电热丝等加热.
为了贮运、保存和崩解时限要求,压片时对一定剂量的 用于单冲压片机中,加料器作填充和刮料运动,而模孔静止待料。
因此,在压片机上应具有调节下冲在中模孔中的原始位置的机构。
离最小,将颗粒压缩成片. 如有φ6、φ8、φ11.
●包衣锅的转速应适宜,使片剂能在最适宜的运动状态下与包衣材料充分混合. 压片机的工作原理及分类
分(4为有)当气喷下雾和冲无气继喷雾续转动到出片调 节器时,下冲抬起并与机台 ①机台 (装于机器的中轴上并绕轴转动.
崩解、溶出
片剂压片工艺学习ppt课件
• 粒度分布的测定(筛分法)
• 取标准筛一套,称取供试品25〜100g,置最上层(孔径最大的)药
筛中(最下层的筛下配有密合的接收容器) , 筛上加盖。设定振动方 式和振动频率,振动5分钟。取各药筛与接收容器,称定重量,根据
筛分前后的重量差异计算各药筛上和接收容器内颗粒及粉末所占比例
(%) 。
• 颗粒粒度分布标准偏差、休止角对片重差异的影响
压片,应用最多的是湿法制粒压片。
制约粉末直接压片的因素主要有: 1. 粉体学控制:流动性、可压性、稀释潜 力、含量均一性、润滑敏感性 2.生产速率:压片速度
二、压片工艺的粉体(颗粒)控制参数
• 1.流动性 • 2.可压性 • 3.片的性质
• 1.流动性
• 休止角的测定
• 将漏斗放置于水平放置的平面上,小心地将粉体倒人漏斗中,一 直到漏斗下形成的圆锥的尖端接触漏斗的出口为止,测出漏斗下口距 平面的距离和圆锥体底的直径,重复测定 5次,按公式求出休止角。 tanɑ=H/r
陈超 2016.12.03
• 一、压片工艺的选择
流动性好 可压性号 直接压片
流动性差 可压性差
制粒压片
1.制粒压片 制粒压片是指将药物的粉末与适宜的辅料经制粒工序(湿法、干法) 制成颗粒后压制成片。 湿法制粒压片:对湿热稳定,流动性差的药物。 干法制粒压片:对湿热不稳定,有吸湿性或采用直接压片流动性差 药物。
体检测——压片——包装 • 粉末直接压片:
• 原辅料粉碎(或不粉碎)、过筛——混合——压片——包装
• 上述3条工艺路线可以看出,粉末直接压片工艺路线最短,原辅料
混合好压片即可。
• 粉末直接压片关键的难点是,原辅料能否混合均匀,混合好的物 料是否满足压片所要求的物料流动性和可压性。
旋转式压片机的结构与原理ppt课件

4
定义
学习的意义
教学目标
片剂的特点及优点
使用方便 剂量明确
成本低廉
片剂
机械化程度高
品质稳定
5
概述
定义
学习的意义
教学目标
学习的意义
1. 片剂由于其具有上述多种优点,一直是药物临床治疗中的首选剂型。 2. 旋转式压片机是片剂生产过程中的核心机械。
6
概述
定义
学习的意义
教学目标
教学目标
能力目标
1. 熟悉旋转式压片机的各部分结构; 2. 掌握旋转式压片机的原理及缺陷;
行填料,当物料流动性不佳或压片速度过快时,片重
差异度易超限。
药物颗粒
缺陷局限
填料工序
压片工序
中模 23
当压片机转速加快时,每片被压制时间缩短,单 位时间形变量增大,增大松片、裂片的发生率,导致 片剂良品率下降。
缺陷局限
பைடு நூலகம்
填料工序
松片 硬度不够、表面
有麻孔、加压即易碎。
裂片 震动或放置后,
片剂从顶部或腰部裂开。
20
操作
具体操作中可通过旋转片厚实调际生产中可通过旋转充填 节钮,调节上下压轮之间调的节距钮离调,整充填轨道的高低,来 实现对成品厚度即硬度的实调现整对。充填量即片重的调整。
原理
压片流程
片重调节装置
片厚调节装置
21
操作
4 缺陷 22
思考题:为什么流动 性差及压片过快,容 易出现片重差异超限 由于月形栅式加料器是采用物料自身重力作用进
旋转式压片机的结构与原理
讲授人: 课程: 药物制剂设备 单位:
1
目录
1.概述
4.缺陷 与局限
浅谈压片技术-PPT

浅谈压片技术——刘正斌压片设备12压片工艺3常见的问题及解决方法压片机广泛的用途⏹可压圆形片、刻字片、异型片、双层片、多层片等⏹不再单纯的局限于压制中、西药片剂,更可以广泛的压制保健食品、兽药片剂,化工片剂:诸如樟脑丸卫生球、洗涤块、蓝精灵块、美术粉饼、农药片剂等,食品片剂:鸡精块、板蓝根块、神曲茶块、压缩饼干等。
压片机分类1、单冲式压片机,由一副模具作垂直往复运动的压片机。
2、旋转式压片机,由均布于旋转转台的多副模具按一定轨迹作垂直往复运动的压片机。
3、高速旋转式压片机,模具的轴心随转台旋转的线速度不低于60m/min的旋转式压片机。
在欧美,最早出现的是单冲式压片机,有将近百年的历史,而在国内到1949年,上海市的天祥华记铁工厂仿造成英国式33冲压片机。
单冲压片机及其示意图加料斗上冲模圈下冲出片调节器片重调节器单冲压片机的产量一般为80片/分钟。
一般用于新产品试制或小量生产。
高速旋转压片机特点:①转速快,产量高、片剂质量好,产量11万片/h-34万片/h;②能压普通片及异形片;③全封闭、压力大、噪声低、生产效率高。
压片机的工作原理(1)剂量的控制①大的剂量调节是通过选择不同冲头直径的冲模来实现的。
如有φ6、φ9、φ10、φ12等冲头直径。
②微小的剂量调节是通过调节下冲伸入中模孔的深度来实现的,从而改变封底后的中模孔的实际长度。
(2)药片厚度及硬度控制为了贮运、保存和崩解时限要求,压片时对一定剂量的压力也是有要求的。
压力调节是通过调节上冲在模孔中的下行量来实现的。
(3)冲头端面可以刻有汉字、数字、字母、线条等。
冲头和模孔形状可以是图形,也可以是三角形等异形形状。
压片机的工作过程可以分为如下步骤:①下冲的冲头部位(其工作位置朝上)由中模孔下端伸入中模孔中,封住中模孔底;②利用加科器向中模孔中填充药物;③上冲的冲头部位(其工作位置朝下)自中模孔上端落入中模孔,并下行一定行程,将药粉压制成片;④上冲提升出孔,下冲上升将药片顶出中模孔,完成一次压片过程;⑤下冲降到原位,准备下一次填充。
压片机结构及原理课件

如果冲模内颗粒过松、过密,说明片重产生差异,此时压片的 反力也发生了变化,在上压轮的大臂处装有压力应变片,检查每一 次压片时的冲杆反力并输入电脑,冲杆反力在上下限内所压出为合 格,反之,不合格,记下冲杆序号,在剔废出被压缩空气吹出,
高速压片机自动加料
(4)填充和出片部件
填充量:受下冲下降多少决定
分A、B、C、D、E五挡下行轨道,确定片重,选择轨道
控制系统从压轮所承受压力值取得检测信号,通过运算发出 指令,使步进电机旋转,步进电机通过齿轮带动填充调节手 轮旋转,使填充深度变化,手轮的左右旋转使填充量深度增 加或减少。
1
1.蜗杆;2.蜗轮;3.下压轮轴 4.下压轮 5.下冲
为了除去聚集在压片室的粉尘,设备配有一种专 门设计的环形吸尘装置来清除冲盘和冲杆的粉 尘。
图1-3-14 吸粉装置 1-紧定螺钉;2-风量调节阀;3-吸尘壳体;4-右围板;5-左围板;6-围圈
(二)工作原理
压片机的主电机通过交流变频无级调速器,并 经蜗轮减速后带动转台旋转。转台的转动使上、 下冲头在导轨的作用下产生上、下相对运动。 颗粒经填充、预压、主压、出片等工序被压成 片剂。在整个压片过程中,控制系统通过对压 力信号的检测、传输、计算、处理等实现对片 重的自动控制,废片自动剔废以及自动采样、 故障显示和打印统计数据。
转台导轨部件-上、下导轨
二者共同作用决定了 迹
上下冲的杆的运动轨
导轨使冲杆作有 规则的上下运动
压片机结构及原理培训教材PPT(共 39张)

4.上冲到冲模的进入量调节
上冲头到冲模的进入量可以用控制柜台右 边的平移手轮调节,并保持药片的厚度不 变,这样可以避免固定在一个位置压片损 坏冲模,从而延长冲模的寿命。
5. 冲盘转速控制
在操作面板上,按“升速”、“降速” 键可对冲盘进行无级调速,这个速度在 操作面板上以主轴转速(r/min)和产量 (t/h)表示。
15、所有的辉煌和伟大,一定伴随着挫折和跌倒;所有的风光背后,一定都是一串串揉和着泪水和汗水的脚印。
•
16、成功的反义词不是失败,而是从未行动。有一天你总会明白,遗憾比失败更让你难以面对。
•
17、没有一件事情可以一下子把你打垮,也不会有一件事情可以让你一步登天,慢慢走,慢慢看,生命是一个慢慢累积的过程。
压片机结构及原理培训
目录
(一)、结构、外形、组成 (二)、原理 (三)、常见问题及解决办法
(一)结构、外形、组成
主要组成
设备组成
结构、转台带外冲杆形、组成速压片机
做圆周运动
冲杆的 复合运 动完成 填料、 压片、 出片
(1)传动部件:电机、带轮、蜗轮减速器及调节手轮等 (2)转台、导轨部件: 转台部件-上、下轴承、主轴.
(8)液压系统:起软连接和 安全保护作用
高速压片机中, 上压轮、下预 压轮和填充调 节机构设有液
压油缸
液压泵、储 能器、液压 油机、溢流
阀等组成
当支撑压力 超过设定的 压力时,液 压油通过溢 流阀泄压, 从而起到保
护作用
(9)控制系统:自动检测和控制
(10)吸尘部件:2个(一个冲模上方;一个下层转 盘上方)吸粉装置
高速压片机自动加料
(4)填充和出片部件
填充量:受下冲下降多少决定
片剂生产工艺详细版.ppt
②有吸湿性
③不能采用直接压片
分类: ➢ 滚压法 ➢ 重压法
.精品课件.
38
.精品课件.
39
干法制粒机
.精品课件.
40
干法制粒压片法工艺流程
主药 辅料
粉碎 和
过筛
混合
压块
粉碎
润滑剂
整粒
混合
压片
.精品课件.
41
.精品课件.
42
片剂的包衣
片剂包衣:片芯或素片+衣层 包衣目的:
1. 掩盖不良气味,增加患者的顺应性; 2. 避光、防潮,以提高药物的稳定性; 3. 改变药物释放的位置及速度,如胃溶、肠溶、缓控释等; 4. 保护药物免受胃酸或胃酶破坏; 5. 隔离配伍禁忌成分; 6. 包衣后表面光洁,提高流动性; 7.采用不同颜色包衣,提高美观度,增加药物的识别能力,提
产生原因:压力过小,粘合剂粘性不够或用量 不足等。
解决措施:调整压力,增加适当的粘合剂等。
.精品课件.
60
2. 裂片指片剂受震或贮存时出现从片剂腰际 裂开的现象。从顶部裂开或剥落的现象称顶 裂。
检查方法:取数片置小瓶中振摇,应不产生 裂片;或取20-30片放在手掌中,两手相合, 用力振摇数次,检查是否有裂片。
.精品课件.
26
➢ 片重计算
根据主药的含量计算:
片重
每片主药含量 测得颗粒中主药的百分含量
根据颗粒重量计算:
片重
干颗粒重 压片前加入的辅料量 预定的应压片数
.精品课件.
27
实例分析
乙酰螺旋霉素片中每片含乙酰螺旋霉素0.1g,
制成颗粒后,测得颗粒中的含主药量为
48.5%,本品含乙酰螺旋霉素应为标示量的
压片成型机ppt课件
7 等速 s=h(1-δ/δ0’) v=-hω/δ0’ a=0
8 正弦 s=h[1s/s0+sin(2πδ/δ0’)/2π]
v=hω[cos(2πδ/δ0’)’^2
22
加速度
23
位移
24
滑块
滑块参数: H=80mm k=1.5 θ=36 e=50 理论 a=30.5mm b=86.5mm 实际 a=36.2mm b=67mm
速度
加速度 位移
25
速度
26
加速度
27
位移
28
下冲头凸轮
h=2h1 1 正弦
δ0=2δ1
s=h1[δ/δ1sin(πδ/δ1)
8
3.根据工艺动作拟订运动循环图
对于10吨压片机运动循环图主要是确定送料, 筛料,和上冲头冲压,下冲头冲压四个执行构件的先 后顺序,相位,以利对各执行构件的设计,装配和调 试。
循环图
9
3.根据工艺动作拟订运动循环图
10
图2
11
4.机构选型
根据上,下冲头和送料机,筛料机这四个执行构件动作要求和结 构特点,可以选择以下机构。
10吨压片机
设计小组成员:
黄仲武 江振斌 蒋少杰 金雷浩
指导老师:卓耀斌
丽水学院机械系机自072 班2009年6月12日
1
1.设计题目
1.1设计目的 1.2功能要求及工作原理 1.3原始数据和设计要求
2
1.1设计目的 机械设计是根据使用要求对机械的工作原理、结构、 运动方式、力和能量的传递方式、各个零件的材料和 形状尺寸以及润滑方式等进行构思、分析和计算,并 将其转化为制造依据的工作过程。 机械设计是机械产品生产的第一步,是决定机械产品 性能的最主要环节,整个过程蕴涵着创新和发明。为 了综合运用机械原理课程的理论知识,分析和解决与 本课程有关的实际问题,使所学知识进一步巩固和加 深,我们参加了此次的机械原理课程设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原敷料性质
(五)片重差异不合格
颗粒分布不均匀,流动性差,流速 不一 润滑剂选用不当 上下冲不灵活 冲头长短不一 饲粉器问题,加料时快时慢
(六)色斑
药物受潮变色 可溶性色素在颗粒中的迁移 制粒时有色敷料混合不匀 油类成分多,颗粒吸收不均匀 部件本身不洁净,有油污 冲头与模圈摩擦使金属屑混进颗粒中引 起斑点
裂片 松片 粘冲 崩解超时或溶出速度小 片重差异不合格 片剂均匀度不合格 色斑
(一 )裂
片
原因:片剂的弹性回复、 压力分布不均匀 所用材料塑性小弹性大(可压性差) 颗粒硬度分布不均匀 粘合剂用量不当 含水量少 压力过大或分布不匀(如用单冲压片机) 冲头或磨圈磨损厉害
多冲压片机(旋转式)
分 部件:上下冲、圈模、上下压轮、三大 调节器、饲粉器、刮粉器、吸粉器和防 护装置 填料、压片、出片是分段完成,压片时 由上下压轮同时施压;(演示) 优点:生产效率高、压力分布均匀,片 重差异小,被广泛使用
片剂中常见问题及解决方法
润滑剂可改善药物的流动性,但用 量过大,覆盖在药物表面,反而使 药物颗粒间的结合力减弱 含有一定结晶水或水能增加粒子的 可塑性,降低弹性(一般控制在3% 左右)
压片机介绍和压片过程
单冲压片机——撞击式 主要构成:上下冲、模圈、饲粉器、三大调 节器(推片调节、片重调节、压力调节) 过程:饲粉器stand by 下冲下降, 填 料 饲粉器移开 上冲下降压片 下冲上升压好的片推开,开始第二次的压片 演示压片过程 缺点:压力分布不均匀,噪音大产量低
要求:掌握片剂成型的过程及影响因素 熟悉压片的过程
了解单冲和多冲压片机的构造
片剂成型理论和影响因素
片剂成型——药物颗粒或粉末和敷料在
压片机冲模间受压产生内聚力和敷料的 粘结作用而紧密结合的结果。
可压性
——指药物颗粒在受压过程中可塑性的大小。 可塑性大,受压后能形成稳固片剂,不需粘 合剂也能成型;
若弹性大,当解除压力后,会发生弹性回复, 产生裂片或松片,因此要加粘合剂。
影响物料可压性的因素 药物晶型 结晶水或含水量 粘合剂和润滑剂用量
立方晶系
树枝状 鳞片状、针状
——对称性好,易排列紧密
——压制时能相互嵌合而易压片
——不易直接压片
可压性差的药物加入粘合剂增加颗 粒的内聚力促进片剂的成型
(二)松片 ——弹性回复大,
物料可压性差或硬度不够
粘合剂用量不当 物料含水量少 药物本身含太多纤维或弹性大 压片时压力不足 填料不充分
(三)粘冲
颗粒含水量高 润滑剂选用不当 或加入量不足
冲头、模圈不 清洁 机械异常发热
(四)崩解超时或溶出速度小
制备工艺 药物敷料的亲水 压片的压力过 和疏水性 大 崩解剂、粘合剂 混合过程中药 的选用 物的分散程度 疏水性润滑剂的