多弧离子镀PPT课件
多弧离子镀磁控溅射复合沉积

多弧离子镀磁控溅射复合沉积
多弧离子镀磁控溅射复合沉积是一种先进的表面处理技术,常用于制备功能性薄膜材料。
其工艺过程包括离子镀、磁控溅射和复合沉积三个步骤。
在离子镀步骤中,将基片作为阴极放置在离子源中,通过电弧放电或射频加热使金属阳极材料释放离子。
离子在离子源内被加速并排列成束,然后通过减速器进入装置的真空室。
离子束在进入真空室后会被聚焦并沉积在基片表面,形成均匀的金属薄膜。
这一步骤可以提高基片表面的粗糙度和增加表面活性位点数量。
在磁控溅射步骤中,将基片作为靶材放置在溅射室中,真空室内注入惰性气体(如氩气)。
通过电弧放电或射频放电,使靶材表面产生高温等离子体,使靶材表面的原子或分子离开靶材并冲击基片表面。
这个过程可以形成一层均匀致密的薄膜,增加基片表面的硬度和抗腐蚀性能。
复合沉积步骤是将离子镀和磁控溅射两个步骤结合起来,以更好地改善薄膜的性能。
通常先进行离子镀步骤,增加基片表面的活性位点数量,然后再进行磁控溅射步骤,形成一层均匀的薄膜。
这种复合沉积可以延长薄膜的使用寿命,提高其机械强度和耐磨性。
多弧离子镀磁控溅射复合沉积技术具有较高的沉积速率、良好的薄膜质量和复杂化学成分的调控能力。
它广泛应用于光学薄
膜、电子薄膜、功能性涂层等领域,如太阳能电池、显示器件和传感器等。
多弧离子镀—课堂演讲ppt

汇报人Baohua Wu 12091024
Contents
1 2 3 4
研究背景
原理理论 应用现状 与磁控溅射对比
Background
发展历程
多弧离子镀属于离子镀的一种改进方法, 是离子镀技术中的皎皎者, 最早
由苏联人开发, 80年代初, 美国的MultrArc公司首先把这种技术实用化.
B
金属离化率高, 可达80% 以上, 因此镀膜速率高, 有利于提 高膜基附着性和膜层的性能.
C
一弧多用. 电弧既是蒸发源和离化源又是加热源和离子 溅射清洗的离子源.沉积速度快, 绕镀性好.
D 入射粒子能量高, 膜的致密度高, 强度和耐磨性好.
工件和膜界面有原子扩散, 因而膜的附着力高.
在高速钢刀具上的应用
TC4 钛合金表面制备了TiN 膜层
表面形貌
磁控溅射TiN 膜层表面光滑致密,无明显缺。 多弧离子镀TiN膜层表面有很多白亮色小颗粒存在这主要是由于弧光 放电时Ti 靶上熔化的微小液滴沉积到试样表面凝固后所形成的。
表面显微硬度
制备TiN 膜层在不同冲击周次时的冲坑形貌
多弧离子镀(multi-arc ionplating)
在装饰上的应用
t
钟表行业上的应用
航空发动机中的应用
人工关节
实验发现钛合金并非理想的球头材料。
有人曾进行氮化钛涂层的生物实验, 发现在 金属周围骨的有机成分的形成有下降的趋势。 这样就不利于无骨水泥人工关节的骨内生长 的固定作用。 因此只适用于股骨头球部处理, 不宜用 于柄部表面处理。
理上. 国外用离子镀技术制备了性能更好的 优质复合膜层, 正研究用于喷气发动机的叶 片制造上.
在冲孔冲模上的应用
第四章-离子镀ppt课件
可编辑课件PPT
11
(4)可镀材质范围广泛。
可在金属或非金属表面上镀金属或非金属材料。如塑料、石 英、陶瓷和橡胶等材料,以及各种金属、合金和某些合成材料、 敏感材料、高熔点材料等。
(5)有利于化合物膜层的形成。
在离子镀技术中,在蒸发金属的同时,向真空室通入某 些反应性气体,则可反应生成化合物。由于辉光放电低温等离子 体中高能电子的作用,将电能变成了金属粒子的反应活化能,所 以可在较低温度下形成在高温下靠热激发才能形成的化合物。
(1)膜层附着性能好。
➢
因为在离子镀过程中,利用辉光放电所产生的大量高能粒
子对基片表面产生阴极溅射效应,对基片表面吸附的气体和污物
进行溅射清洗,使基片表面净化,面且伴随镀膜过程这种净化清
洗随时进行,直至整个镀膜过程完成,这是离子镀获得良好附着
力的重要原因之一。
➢
另一方面,离子镀过程中溅射与淀积两种现象并存,在镀
4
§4-1离子镀的原理
可编辑课件PPT
5
离子镀的成膜条件
可编辑课件PPT
6
可编辑课件PPT
7
根据实验结果,若辉光放电空间只有金属 蒸发物质时, 金属的离化率只有0.1-1 %。
但是,由于产生了大量高能中性原子,故 提高了蒸发粒子的总能量。ຫໍສະໝຸດ 可编辑课件PPT8
§4-2离子镀的特点(与蒸发和溅射相比)
在某种工艺条件下,掺入气体量可高达百分之几。 当然,轰击加热作用也会使捕集的气体释放。
可编辑课件PPT
23
(5)表面成分变化。 由于系统内各成分的溅射率不同,会造成表面成分与整体成分的不同。 表面区的扩散对成分有显著的影响,高缺陷浓度和高温也会促进扩散。 点缺陷易于聚集在表面,缺陷的移动会使溶质发生偏析并使较小的离子 在表面聚集。
多弧离子度
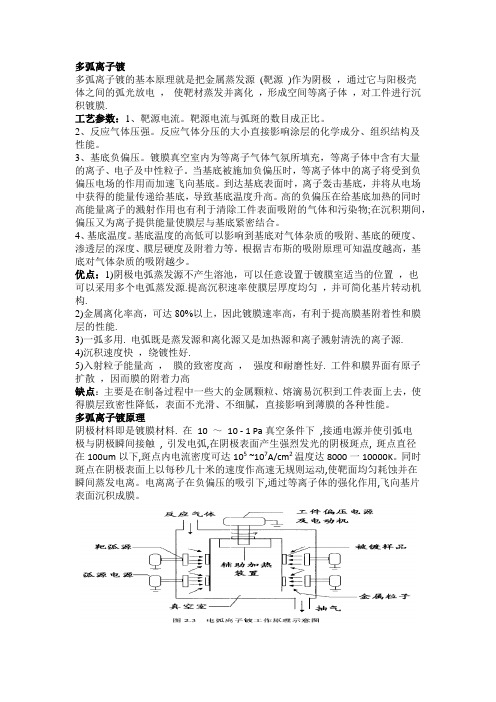
多弧离子镀多弧离子镀的基本原理就是把金属蒸发源(靶源)作为阴极,通过它与阳极壳体之间的弧光放电,使靶材蒸发并离化,形成空间等离子体,对工件进行沉积镀膜. 工艺参数:1、靶源电流。
靶源电流与弧斑的数目成正比。
2、反应气体压强。
反应气体分压的大小直接影响涂层的化学成分、组织结构及性能。
3、基底负偏压。
镀膜真空室内为等离子气体气氛所填充,等离子体中含有大量的离子、电子及中性粒子。
当基底被施加负偏压时,等离子体中的离子将受到负偏压电场的作用而加速飞向基底。
到达基底表面时,离子轰击基底,并将从电场中获得的能量传递给基底,导致基底温度升高。
高的负偏压在给基底加热的同时高能量离子的溅射作用也有利于清除工件表面吸附的气体和污染物;在沉积期间,偏压又为离子提供能量使膜层与基底紧密结合。
4、基底温度。
基底温度的高低可以影响到基底对气体杂质的吸附、基底的硬度、渗透层的深度、膜层硬度及附着力等。
根据吉布斯的吸附原理可知温度越高,基底对气体杂质的吸附越少。
优点:1)阴极电弧蒸发源不产生溶池,可以任意设置于镀膜室适当的位置,也可以采用多个电弧蒸发源.提高沉积速率使膜层厚度均匀,并可简化基片转动机构.2)金属离化率高,可达80%以上,因此镀膜速率高,有利于提高膜基附着性和膜层的性能.3)一弧多用. 电弧既是蒸发源和离化源又是加热源和离子溅射清洗的离子源.4)沉积速度快,绕镀性好.5)入射粒子能量高,膜的致密度高,强度和耐磨性好. 工件和膜界面有原子扩散,因而膜的附着力高缺点:主要是在制备过程中一些大的金属颗粒、熔滴易沉积到工件表面上去,使得膜层致密性降低,表面不光滑、不细腻,直接影响到薄膜的各种性能。
多弧离子镀原理阴极材料即是镀膜材料. 在10 ~10 - 1 Pa真空条件下,接通电源并使引弧电极与阴极瞬间接触,引发电弧,在阴极表面产生强烈发光的阴极斑点,斑点直径在100um以下,斑点内电流密度可达105 ~107A/cm2温度达8000一10000K。
ITO真空溅射镀膜 ppt课件

PPT课件
16
4.3 (直流)磁控溅射镀膜
Magnetron Sputtering Technique 利用磁场控制电子的运动
PPT课件
17
1)磁控原理:电子在静止电磁场中的运动
①电子速度:V// —平行于B的速度分量,产生漂移运 动;
V⊥—垂直于B的速度分量,产生回旋运动;合成螺旋 运动
Arc Ion Plating
也称多弧离子镀Multi-Arc Ion Plating, 利用真空条件下的弧光放电进行镀膜
PPT课件
46
1)弧光放电
特征——低电压~20V;大电流10~100A;负特性I↑V↓; 成膜快
机制——大量正离子轰击阴极局部,使其局部加热到 高温,形成热电子发射和金属热蒸发,金属蒸汽大量 电离后形成离子鞘层,大大降低阴极位降,提高放电 电流。
PPT课件
38
1)间歇式(周期式),单室镀膜机 P113 Fig4-23 室门的结构:钟罩式,前开门式,上开盖(盒)式
靶的布置: 中心圆柱靶,两侧矩形靶,下面圆平面 靶,S-靶
工件架结构: 旋转行星架,自转,公转,避免周期 相同
2)半连续式 多室镀膜机,有进出料室,P114,Fig424
PPT课件
41
1)定义 沉积于基体上的膜材粒子中,有部分粒子是以离子形
式入射沉积的。 特征:基片处于相对负电位,
基片及膜层在镀膜过程中始终受到高能离子(膜材离 子、气体离子)的轰击
2)原理、结构 蒸发+放电 工作程序:抽本底真空 10-3Pa 充气,工作真空 10-1~1Pa 基片加负电压,放电,离子轰击、清洗 大量蒸发,少量离化,沉积成膜 指标:膜材粒子的离化率
多弧离子镀PPT课件

• 总结
基底偏压的变化影响沉积到薄膜膜基结合力。
SUCCESS
THANK YOU
2019/7/22
大颗粒会轻微带电,但是质量和电荷之比与电子和离子相比是很 大的,因此,大颗粒由于它们的惯性所以沿着直的轨迹运动。如果等离 子体(电子和离子)从阴极表面出来后不沿直线引导,大颗粒将与等离子 体分离,如果没有其他问题,通过磁过滤将大颗粒完全去除将可以完成。 但是,还有一些问题会影响大颗粒的去除,这些问题是:大颗粒从壁的 反弹,等离子体在过滤器中的大量失去等。
图3 阴极靶表面离化区域示意图
• 离化区域的空间电荷,是导致加 速区强电场的主要原因,该电场 一方面使电子加速离开阴极表面, 另一方面也使得离子回归阴极表 面,该回归的离子流可能导致阴 极表面温度在一定程度上的增加。 此外,回归的离子流对熔池表面 的冲击作用可能是液滴喷溅的原 因,按照这种解释,在基片上只 能接收到离子和液滴,而无中性 原子。
2.1.4 提高放电电离度
对于一定的沉积速率,提高电离度就意味着降低放电功率,也就 是减少阴极熔池深度及熔融金属含量,从而减少液滴发射。在维持一 定的放电电压时,提高真空度,降低残余气体压强可明显地减少残余 气体的碰撞,电荷交换与离子复合等损失,减少发散角以及提高约束 和传输能力也是很有效的方法。
2.1.5 加强阴极冷却措施
• 实验结果
随直流偏压增大,温升速率越快, 最终稳定温度也越高。在相同的脉 冲偏压下,占空比越大,基体的沉 积温度越高。由图中可以看出脉冲 偏压Up下基体温度明显低于相同幅 值时直流偏压Udc下的温度,表明利 用脉冲偏压可以有效降低镀膜过程中 基体的温度。
图10 直流和脉冲偏压下的基体温度变化
多弧离子镀
┊
XRD,Linear scratch tester and nano-indentation tester. The deposition efficiency,
┊
microhardness, roughness and adhesion of TiAlN coting was optimized by Taguchi
┊
bias, pretreatment time and voltage bias.The TiAlN coating is consist of (Ti, Al)N phase (FCC).
┊
┊
The coating is mainly grown with a preferred (111) orientation of the (Ti, Al)N phase.The
3.3.3 TiAlN 薄膜粗糙度分析 ........................................ 24
┊
3.3.4 TiAlN 薄膜结合力分析 ........................................ 25
┊
3.4 TiAlN 薄膜截面形貌分析 ............................................ 29
┊
┊
2.2.2 试验仪器 .................................................... 17
┊
2.3 试验数据 .......................................................... 17
┊
┊
3 试验结果分析............................................................ 20
_多弧离子镀膜工艺的技术开发
表 6 因素分类表
序号
因素
Z显著性 S 显著性 因素性质
1
V 2, p 2
显著
2
t3
显著
3 t1 , V 1, t 2, p 1,k 不显著
不显著 显著
不显著
稳定因素 稳定因素 次要因素
知 ,只有 t1 是影响硬度稳定性的显著因素 ,其余为次要因素 .
3. 3 最优化工艺参数组合分析与估计
转速
p 2 / Pa n / ( r mi n- 1)
p 21
n1
p 22
n2
p 23
n3
在镀膜过程中 ,工件形状以及摆放位置和方向不同 ,是造成膜层厚度不均匀的误差因素 , 每个误差因素均为 2位级 (见表 2) .
根据有关理论及生产实践 ,对膜厚指标可综合为如下两位级的综合误差因素: N 1: A′2B′2 C′2 (使膜厚趋向最小值的综合条件 ) , N 2: A′1B′1 C′1 (使膜厚趋向最大值的综合条件 ) . 上述误差因素对硬度的影响没有规律 ,因此这种综合对硬度没有意义 . 但为了减少实验 次数 ,利用膜厚外表中信号因素与综合误差因素的各种搭配 (见表 3) ,作为硬度的各种误差因 素位级组合 .
3 实验数据统计分析
3. 1 信噪比与灵敏度计算
膜厚属动态特性 . 其信噪比是描述稳健性的指标 ;灵敏度是描述线性关系大小 (即 U)的指 标 . 信噪比的计算公式为 [3 ]
Z= 10 lg
1 V
(
SU-
Ve )
/VN
,
( 2)
∑ ∑ K
式中 V为有效除数 ,V= V0 Mj2; SU 为信号因素线性效应的波动平方和 , SU=
第7章 离子镀和离子束沉积PPT课件
3
离子镀概述
➢ 成膜条件:
淀积作用
>
溅射剥离效应
n
n N6A0M 104
>
nj
nj=0.63×1016 j/cm2•s
淀积原子、离子数/单位时间
入射离子数/单位时间
j:离子电流密度 , 假设轰击基片的为一价的正离子 (Ar+)
µ:淀积速率 ρ:膜层密度
NA:常数
M:膜材料质量
精选PPT课件
4
离子镀方式
12
典型的离子镀方式
➢ 空心阴极放电离子镀HCD
HCD是利用空心热阴极放电产生等离子体的镀膜技术。
• 热阴极离子电子束 数十eV,数百A
• 离化率22-40%+大 量高速中性粒子
• 工作压力宽,沉积 压力范围 10-1-104Torr
精选PPT课件
13
典型的离子镀方式
➢ 多弧离子镀
把金属蒸发源(靶源)作为阴极,通过它与阳极壳体之间的弧 光放电,使靶材蒸发并离化,形成空间等离子体,对基体进行 沉积镀膜。
• 从阴极直接产生等离子体 • 入射粒子能量高、离化率60-80% • 蒸镀速度快,绕镀性好
精选PPT课件
14
离子束沉积
离子束沉积法是利用离化的粒子作为蒸镀物质,在较低的 基片温度下形成薄膜。
金属离子入射固体表面的效应:
沉积;溅射;注入
3)破坏表面结晶结构。稳定的缺陷造成表面晶体结构的破坏变成非晶态 结构。同时,气体的掺入也会破坏表面的结晶结构。
4)气体掺入。低能离子轰击会造成气体掺入表面和淀积膜之中,掺入气 体量可高达百分之几。
5)表面成分变化。由于系统内各成分的溅射率不同,会造成表面成分与 基体成分的不同。
多弧离子镀靶材
多弧离子镀靶材多弧离子镀靶材是一种用于表面涂层处理的重要材料。
离子镀是一种将离子束引入靶材并通过高能离子轰击靶材表面形成薄膜的过程。
多弧离子镀靶材是指在离子镀过程中使用多个离子源的靶材,通过调节不同离子源的工作参数,可以实现对薄膜成分和性能的控制。
多弧离子镀靶材的制备过程主要包括靶材制备、离子源配置和离子镀工艺参数调节三个步骤。
靶材制备是多弧离子镀靶材制备的第一步。
常用的靶材材料有金属材料、陶瓷材料和复合材料等。
靶材的选择要根据所需涂层的性能要求来确定,同时还需要考虑靶材的成本、稳定性和可加工性等因素。
靶材的制备通常包括材料选取、预处理、成型和烧结等工艺步骤。
离子源配置是多弧离子镀靶材制备的关键一步。
离子源是产生离子束的装置,它可以将固体材料转化为离子,并将离子束引入靶材表面。
多弧离子镀靶材通常采用多个离子源的组合配置,每个离子源可以提供不同成分的离子束。
通过调节离子源的工作参数,如电弧电压、电弧电流和离子源间距等,可以控制离子束的能量和流强,从而实现对薄膜成分和性能的调控。
离子镀工艺参数调节是多弧离子镀靶材制备的最后一步。
离子镀是通过离子束的轰击和沉积形成薄膜的过程,离子镀的工艺参数对薄膜的成分和性能有着重要影响。
常用的离子镀工艺参数包括离子束能量、离子束流强度、沉积时间和离子束的轰击角度等。
通过调节这些工艺参数,可以控制薄膜的成分均匀性、致密性和附着力等性能。
多弧离子镀靶材具有许多优点。
首先,多弧离子镀靶材可以实现对薄膜成分和性能的精确控制。
通过调节不同离子源的工作参数,可以实现多种不同材料的混合镀膜,从而获得具有特定成分和性能的薄膜。
其次,多弧离子镀靶材可以实现大面积均匀镀膜。
离子源的多个工作区域可以同时对靶材进行离子轰击,从而提高镀膜的均匀性和效率。
此外,多弧离子镀靶材还具有成本低、工艺灵活和环境友好等优点。
多弧离子镀靶材在许多领域都有广泛应用。
在光学领域,多弧离子镀靶材可以制备具有特定光学性能的薄膜,用于制造光学镜片、滤光片和反射镜等光学元件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属靶与真空室之间用一 条弯曲的金属管子相连接。 在弯管壁上绕有螺旋线圈, 以便在通电时形成磁力线偏 转的弯曲磁场。
图5 磁过滤器结构示意图
在基底上施加负偏压时, 金属等离子体在弯曲磁的 约束下,沿着磁力线方向 以螺旋轨迹走出弯管飞向 基底并经过形核,生长直 至生成薄膜。而不带电的 液滴或固态的大颗粒不受 磁场约束只作直线运动大 部分都将撞向弯管壁,而 失去动能沉积在弯管壁上 或掉落在真空室中。
扩大阴极冷却面积和提高冷却剂流速等措施可明显加强阴极冷却, 从而减少液滴发射。
2.2 提高液滴过滤效果和等离子体传输效率
磁过滤的原则:
在轴向磁场中,电子的运动是沿着磁力线方向螺旋前进的,直到 受到其他粒子的碰撞。如果磁场是弯曲的。正如在一个弯曲的螺线管内 部的磁场,电子会沿着曲率运动。这样的电子可认为是磁化的,相反, 离子通常不被磁化,因为它们的旋转半径比电子要大得多,比过滤器的 特征尺寸也要大。但是,离子也会被迫沿着磁力线方向运动,由于电子 和离子间存在的电场,当离子被电子推出去时电场就会存在。因此,等 离子体宏观上是电中性的,等离子体沿着磁力线方向的输运是磁的(电 子)和电的(离子)复合机制。
多弧离子镀技术
苗志岭
1 基本原理
• 多弧离子镀的基本原理就是把金属蒸发源(靶源)作为阴 极,通过它与阳极壳体之间的弧光放电,使靶材蒸发并离 化,形成空间等离子体,对工件进行沉积镀覆。
• 多弧离子镀的基本组成包括 真空镀膜室、阴极弧源、基 片、负偏压电源、真空系统 等,如图1所示。
• 1-阴极弧源(靶材);2、3进气口;4-真空系统;5-基 片(试样);6-偏压电源。
P IU / S W/cm2
I为平均放电电流,U为放电电压,S为阴极发射面积。 放电电流正比于膜的沉积速率,在一定沉积速率限定下,放电电流也 是一定的。要降低放电功率密度就只有降低放电电压和扩大阴极发射 面积,但是放电电压一般不能小于3-5倍电离电位,增加阴极发射面 积也必须考虑到结构上是否允许,我们根据此原则确定放电功率密度。
2.1.2 提高弧斑的运动速度
提高约束磁场强度和降低残余气体压力,可减少弧斑运动阻力,提 高弧斑运动速度,降低斑在靶材上的停留时间可以减少液滴的产生。
2.1.3 降低高电荷态离子含量
电荷态为Z的高电荷态离子动能是单电荷态离子动能的Z倍,它们传 给阴极液面的能量和作用力就增加了Z倍,所以它们产生液滴的能力比 单电荷态离子增加了Z倍。采取低于第二电离电位的放电电压,就可以 适当地减少高电荷态离子含量,从而减少液滴的产生。
大颗粒会轻微带电,但是质量和电荷之比与电子和离子相比是很 大的,因此,大颗粒由于它们的惯性所以沿着直的轨迹运动。如果等离 子体(电子和离子)从阴极表面出来后不沿直线引导,大颗粒将与等离子 体分离,如果没有其他问题,通过磁过滤将大颗粒完全去除将可以完成。 但是,还有一些问题会影响大颗粒的去除,这些问题是:大颗粒从壁的 反弹,等离子体在过滤器中的大量失去等。
2.1.4 提高放电电离度
对于一定的沉积速率,提高电离度就意味着降低放电功率,也就 是减少阴极熔池深度及熔融金属含量,从而减少液滴发射。在维持一 定的放电电压时,提高真空度,降低残余气体压强可明显地减少残余 气体的碰撞,电荷交换与离子复合等损失,减少发散角以及提高约束 和传输能力也是很有效的方法。
2.1.5 加强阴极冷却措施
图1 多弧离子镀结构示意图
• 工作原理是:在真空 条件下,金属阴极和 触发电极在10KV脉冲 高压下,触发放电, 在阴极表面形成产生 金属等离子体的阴极 斑点,放电产生的大 量热量使阴极斑点处 金属被局部蒸发,电 离,形成高密度的金 属等离子体。
图2 多弧离子镀示意图
• 在靶面前方附近形成的金属等 离子体,由电子、正离子、液 滴和中性金属蒸气原子所组成。 为了解释这种高度离化的过程, 已经建立了一种稳态的蒸发离 化模型,见图3。该模型认为, 由于阴极弧斑的能流密度非常 大,在阴极的表面上形成微小 熔池,这些微小熔池导致阴极 靶材的剧烈蒸发。电子被阴极 表面的强电场加速,以极高的 速度飞离阴极表面,并且电子 会与中性原子碰撞,并使之离 化,这个区域称为离化区。由 于电子比重离子轻得多,所以 电子飞离离化区的速度要比重 离子高得多,这样在离化区就 出现正的空间电荷云。
图3 阴极靶表面离化区域示意图
• 离化区域的空间电荷,是导致加 速区强电场的主要原因,该电场 一方面使电子加速离开阴极表面, 另一方面也使得离子回归阴极表 面,该回归的离子流可能导致阴 极表面温度在一定程度上的增加。 此外,回归的离子流对熔池表面 的冲击作用可能是液滴喷溅的原 因,按照这种解释,在基片上只 能接收到离子和液滴,而无中性 原子。
图6 弯曲磁过滤弧离子镀膜沉积原理
图7 不同镀膜方式的TiN与Ti膜的表面形貌
SUCCESS
THANK YOU
2019/7/22
3 多弧离子镀的技术特点
(1)金属阴极蒸发器不融化,可以任意安放使涂层均 匀,基板转动机构简化。
(2)外加磁场可以改善电弧放电,使电弧细碎,旋转 速度加快,细化膜层微粒,对带电粒子产生加速作用。
图4 阴极电弧产物组成示意图
2 减少液滴的措施
2.1 减少液滴的产生
降低放电功率密度,提高弧斑方法可有效地减少液滴的产生。
2.1.1 降低放电功率密度
放电功率密度大小直接影响液滴的产生,降低放电功率密度可
有效地减少液滴的产生。平均放电功率密度 P 为:
(3)金属离化率高,有利于涂层的均匀性和提高附着 力,是实现离子镀膜的最佳工艺。
(4)一弧多用,既是蒸发源,又是加热源,预轰击净 化源和离化源。
(5)设备结构简单,可以拼装,适于镀各种形状的零 件,包括细长杆,如拉刀等。
(6)但会降低零件表面的光洁度。
4 多弧离子镀的应用
自20世纪80年代以来,随着离子镀氮化钛超硬耐磨镀层 工艺逐渐完善和镀膜质量的提高多弧离子镀在冶金、机械 加工、高温防护、装饰材料等众多行业得到广泛的实际应 用。