干式加工
高速干式切削加工过程中的粉尘自动吸附技术研究
的 使 用 已 成 为切 削加 工 技 术 的必 然 趋 势 ,于 是 高
速干 式切 削工艺 的概念慢 慢形 成 。
收稿 日期:2 1- 5 0 02 0- 4
生 的大 量 切 削 热 ,如果 不 能 及 时 的 排 走 ,会 将 热 量 传 递 给 机 床 床 身 ,导 致 机 床 床 身 变 形 ,最 终 就
目前用 于干切 削 的刀具 主要 有 :
和清 除粉 尘 :() 风分 离器 ; 2 1旋 ()滤芯过 滤器 。
2 粉尘 自动吸附系统设计
本 文 研 制 开 发 了针 对高 速 干 式 切 削 加 工 过 程
中的 粉 尘 自动 吸 附 系统 ,该 系统 可 以通 过 控 制 系
1 聚 晶立方 氮化硼 (C N) ,高硬 度 ,高耐 ) PB 刀 磨. 陛,热导性好 ,热稳 定性 佳 ,并且摩擦 系数 低 ;
1 硬 ”涂 层 :如 TN、Tc )“ i i、A1 3 。特 点 2 等 O
是 表面硬 度 高 、耐磨性 好 。
22 粉尘自动吸附系统控制设计 . 高 速 干 式切 削 加 工过 程 中对 粉 尘 产 生 起 主 要
影 响作 用 的 因素 有切 削 速 度 、进 给 量 、切 削 深 度 和 材 料 本 身 特性 ,各 因素 的 变化 对最 终 粉 尘 产 生 量 的影 响如表 1 示 。 所
射 型 龙 卷 风 除 尘 系统 ,湿 式 除 尘 系 统 ,变 频 动 力 系统 组 成 ,该 系统 通 过 实 时 监 测 , 由变 频 动 力 系
统 对 叶 片 吸 力 泵 进 行 调 整 ,以 改 变 吸 附 动 力 ,实 现 全程精 密控 制 ,达 到 良好 的吸附 除尘 效果 。
干式加工技术切削刀具的研究
1 切 削 刀具 需具 备 的性 能
在 干加 工时 ,由于在 切 削过程 中缺少 了冷 却 润滑 液 的润 滑 、冷 却 和冲 屑作 用 ,会 导 刀具 与工 件 间 的摩 擦 增 大 、切削 湿度 升高 、粘结 加剧 和 切 屑堵塞 ,从 而造 成 刀 具 寿命 、加 工精度 和 切 削效 率 的下 降。 因此 ,干 式加 工 刀具 必须具 备 以下条 件 :① 刀 具材 料 必须 具有 极 高的 红
度 并保 持 同 轴度 误 差 0 1m . 2 m,在 此 我们 可 以选 用 洁 净 O
环 保 的干式 切削替 代传 统 的强化 冷却 的磨 削加工 。 ( ) 陶瓷 材料 :陶瓷 具有 硬 度 高 、化 学稳定 性 和 抗 2 粘 结性 好 、摩 擦 系数 低 等优 点 ,是 相对 廉 价 的干 切削 刀 具 材料 ,但 其 强度 、韧性 和抗 冲击 性 能差 ,为 此加 入 各 种增 韧 补强相 并改 进其 压制 工艺 。 目前 ,通 常用 S3 i 基 N 陶 瓷 刀 片 干切 削 灰 铸 铁 和球 墨铸 铁 ,用 A 2 陶 瓷 刀 l 基 0 片 干切 削淬硬 钢和 冷硬 铸铁 。
为使干式切削加工可顺利进行达到甚至超过湿切削时的加工质量生产率和刀具耐用度我们可以通过分析干式切削刀具的材料涂层几何形状及结构等因素寻求相应的技术解决方案及措施来弥补不使用切削液的缺陷切削刀具需具备的性能在干加工时由于在切削过程中缺少了冷却润滑液的润滑冷却和冲屑作用会导刀具与工件间的摩擦增大切削湿度升高粘结加剧和切屑堵塞从而造成刀具寿命加工精度和切削效率的下降
开发 和 采用 耐 高温 磨 损 的刀具 材 料 。在 目前 ,用 于干 加 工 的主 要有 立 方氮 化 硼 (B ) C N 、陶瓷 刀具 材 料 、钛 基 硬 质 合金 (emes、聚 晶金刚 石 (C )和 硬质合 金等 。 Cr t ) PD ( )立 方氮 化 硼 (B ) B 1 C N :C N是 一 种仅 次 于金 刚 石
干式复合加工常见故障及解决办法
面污 染 。
装 的 要 求 更 是 如 此 , 一 薄 膜 已 无 单 法 满 足 这 些 要 求 , 合 薄 膜 包 装 复
得 到 了 广 泛 应 用 。 同性 质 的 薄 不 膜 复 合 后 , 示 出 良好 的 综 合 性 显 能 , 透 水 、 氧 、 张 强 度 、 封 如 透 抗 热 性 等 。 合 一 股 采 取 共 挤 出 复合 、 复 湿式 复 合 、 式 复 合 、 出 复 合 等 干 挤 工 艺 。 谓 干 式 复 合 , 是 在 要 复 所 就
高 , 应放 出 二 氧 化 碳 形 成 气泡 ; 反
2 解决办法 .
( )重 新 选 择 1 粘 合 剂 及 其 涂 布 量 , 确配制; 准 ( 控 制 溶 剂 2) 水、 含量; 醇 ( 提 高 涂 布 3) ( 3) 涂 布 量 低 干 一 定 限 度 时 , 也 容易形成气泡 。
Y
配 随 用 , 格 控 制 剩 余 粘 合 lJ 使 严 卉的 『
用:
( 气 泡 集 结 是 由 于 粘 合 剂 被 3) 油 墨 灰 面 吸 收 或 排 斥 , 油 墨 表 面 使
粘 附 的 粘 合 剂 硬 化 后 可 直 接 划 伤
薄膜, 尤其 是 干 燥 运 转 时 , 辊 上 的 异 导
( 6) 控 制 熟 化 温 度 和 时 间 . 抑
制爽滑剂析 出;
的 粘 合 剂 涂 布 量 不 足 而 形 成 气 泡 !结 。 } 二
物更容 易划伤薄膜 。
( )更 换 基 材 。 7
2 解 决办法 .
( ) 调 整 各 部 分 张 力 , 两 种 1 使
维普资讯
印
后
干式、半干式钻孔加工
一
豳1
蕞
l I孺 l
E79
^ u u ^
5 0 6 0
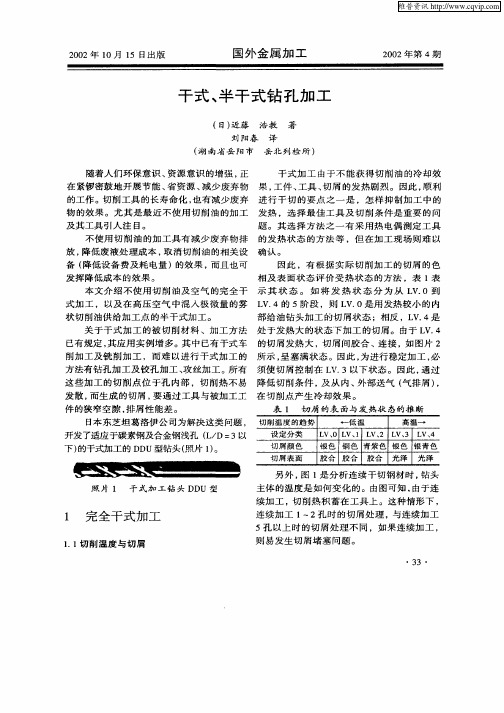
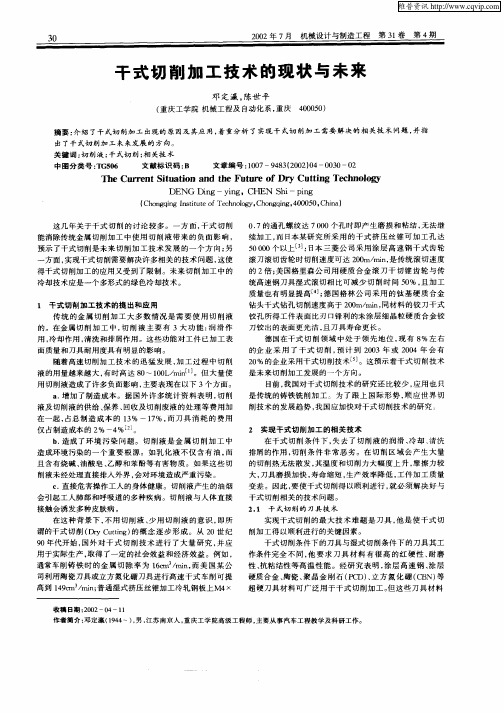
c 离 尖端 1 rm处 的温度 : 0 a d 离 尖 端 3 rm 附 近 的 温 度 : 0 a
^ ^
叫 _ 曲 - _
工 件 :5 C, 速 V :4 m/rn ¥5 切 0 a i 进 给 量 f . mm/rv =0 2 e
一 低 温 高温一
日本 东 芝 坦 葛 洛伊 公 司 为 解 决 这类 问题 , 切 削 温 度 的 趋 势
开发了适应于碳素钢及合金钢浅孔 (/ 3以 L D= 下) 的干式 加工 的 D U型 钻头 ( D 照片 1。 )
设定 分类 切屑 颜色 切 屑 表面
L 0L l L 2 L 3 L 4 V、 V、 V、 V、 V、 银色 铜 色 青紫 色 银色 银青 色 胶合 胶 合 胶 合 光泽 光 泽
干 式加工 由于不 能获得 切削 油的冷却效
在 紧 锣 密 鼓 地 开 展 节 能 、 资 源 、 少 废 弃 物 果 , 件 、 具 、 屑 的 发 热 剧 烈 。因 此 , 利 省 减 工 工 切 顺 的 工 作 。切 削 工 具 的长 寿 命 化 , 有 减 少 废 弃 进 行 干 切 的 要 点 之 一 是 ,怎 样 抑 制 加 工 中 的 也 物 的 效 果 。尤 其 是 最 近 不 使 用 切 削 油 的加 工 发 热 ,选 择 最 佳 工 具 及 切 削 条 件 是 重 要 的 问 及 其 工 具 引人 注 目。 题 。其 选 择 方 法 之 一 有 采 用 热 电 偶 测 定 工 具
另 外 , 1 分 析 连 续 干 切 钢 材 时 , 头 图 是 钻
照 片 1 干 式加 工 钻 头 D DU型
数控化后的“绿色制造工艺”——MAG干式加工技术在汽车行业的应用

图1汽车行业单件成本构成
为了解决上述问题 ,各国政府都加大了切削液污染的监管力度,并相 继出台非常严格的切削废液管理、限制及处罚措施。特别是I0100 S 40 环境
标准 和I01 0 健康标准通 告执行以后 ,企业 面对环保 的压 力更大 ,使得 S 6 0 0 因切 削液 产生的成本在逐年上升。 为此 ,研 究新 的刀具 冷却 、润滑 方式 ,实施 少用或 不用切 削剂 的干
计及 组 织设 计过 多台 组合机 床 及 自动 线 。 曾担 任 机 床 设计 员、设 计科 科 长 、产 品开 发 部 部 长等职 务。2 0年 开 始 ,担 任 长春 爱 克赛 罗一 汽 设备 制造 有 限 公 司副 总经理 , 负 05
责方案设计、项 目设计、成本预算及质量控制等工作。
维普资讯
-
f J /
f J
孙 文生 :19年 毕 业 于吉林 工 业 大 学机械 设 计专 业 , 19 ~2 0年 在一 汽 装备技 1 9 1 03 9
术开发制造有限公司工作,从事组合机床及 自动线的设计、开 发工作 ,设计、参与设
的切削需要 。 图4 u l i H e r l 4单元柔性加工系统 e Hl e 清 洗设 备 ,使 设 备 的 投资 减 少 了
2%,分摊 的利息和 设备折 旧费降 2
M C 理代墨■件
筹 船 ∞ 夕
维普资讯
MC 特 报 m p 别 道sc o l
亚干式切削加工技术
因为干式 切削加 工对 刀具 、工件 和机床有 严格 的选择要求 ,所 以应用 范 围较窄 。而湿式切 削又存 在不足 ,于是出现了亚干式切削加工技术 。 亚干式切 削加 工布局合理 ,体积小 ,它是利用最小 量润 滑技术 ( L MQ 技 术) 。MQ 技术大大减 小 了刀具和 工件之 间的摩擦 ,抑制 了温 升 ,防止 L 了粘连 ,切 削液 使用很少 且部分 蒸发 。因此 ,废液 处理费 用减少 ,提高 工 效 ,不会 发生环境 污染 。其方法是 将压缩 空气和 少量的冷 却液喷射 到加 工 区 ,对 刀具 和工件 进行部 分冷却 。其核心 问题在 于如何控 制切 削液 量的 多 少。润滑材料的消耗量通常为(~l0m_ ,并大 多采用对环境 无公害的润 5 O) Ih J 滑材料 ,例如醇 酯和植物 油等 。润滑油和 压缩空 气是通过 安置在 主轴后端 的双通 道 回转接 头分 别引入主轴 ,在 空心锥柄 接 I之前直 接经 喷嘴进 行混 Z l 合( ) 图3。润滑油和空 气的流量可以通过N 系统进行编程 ,以满足不 同刀具 C
绿色制造工艺(1)

绿色制造工艺绿色机械是机械制造业发展的必然趋势,而我国对绿色机械制造还处在起步阶段,需要在今后的应用中不断进行创新和开发。
本文主要对绿色制造工艺以及加强绿色机械制造工艺的措施进行了分析。
一、绿色制造工艺绿色制造工艺的最终目的就是合理利用资源和能源以及减少对环境的污染,其是绿色制造的核心问题。
绿色制造工艺可分为:节约资源型工艺技术、降低能耗型工艺技术、环境保护型工艺技术。
(一)节约资源型工艺技术所谓节约资源型工艺技术是指生产过程中对工艺系统的组成进行简化并对原材料的消耗进行节省的一种技术。
在传统加工过程中,消耗大量的原材料,对于全社会的可持续发展有着不利影响,因此,机械制造业秉承绿色理念,积极推广减少资源消耗的绿色技术。
(1)少无切削加工技术。
随着新技术、新工艺的发展,在机械制造行业中,精铸、冷挤压等成型技术和工程塑料的应用越来越成熟。
少无切削加工技术越来越受机械工业的欢迎。
少无切削加工技术适用于对异性孔类零件、齿轮花键、端面爪齿件、台阶种类件等类似零件的加工,尤其适合有色金属制作。
(2)干式加工技术。
干式切削是指在机械加工中为了保护环境和降低成本而有意识地减少使用或不使用切削液的加工方法。
随着人类对水资源的节约和环境保护的高度重视,而切削液所造成的影响和污染已经是不能再置之不理。
(3)减少加工余量。
采用先进的制造技术,随着切削速度的提高,切削力下降,工件变形小,从而保证加工质量。
(二)降低能耗型工艺技术所谓降低能耗型工艺技术是指在生产过程中对能量损耗降低的一种技术。
降低能耗型工艺技术主要包括以下几个方面:(1)常用节能技术。
大量钢铁、煤炭、电力和有色金属等资源都是机械制造企业在生产过程中所必须的,随着能源的紧缺,节能减耗型工艺技术中变得非常重要。
常用节能技术主要包括技术节能、工艺节能、管理节能、适度利用新能源、绿色设备、改进润滑方式。
(2)润滑方式和润滑剂的改进。
首先,设备润滑剂的改进。
设备润滑剂宜发展油气润滑。
干式切削加工技术的现状与未来
铰孔所得 工件表 面 比刃 口锋 利的未涂层 细晶粒 硬质 合金铰
刀铰 出的表面更光 洁 , 刀具寿命更 长。 且 德 国在干式 切 削领 域 中处 于领 先地 位 , 有 8 现 %左右 的企 业 采 用 了干 式 切 削 , 计 到 2 0 预 0 3年 或 2 0 0 4年 会 有 2 %的企 业采用干式 切削技 术 0 5。这预示着干 式切 削技术 是未来切 削加工发展 的一个方 向。 目前 , 国对干式切 削技术 的研究 还 比较少 , 我 应用 也 只 是传统 的铸铁铣 削) 。为了跟 上 国 际形 势 , 应世 界切 jq n- 顺 削技术 的发展趋势 , 国应加快对 干式切 削技 术的研究 。 我
统高速钢 刀具湿式滚 切相 比可减 少 切削 时 间 5 % , 加工 0 且
得干式 切削加工 的应 用又受到 了限制 。未来 切 削加工 中 的
冷却技 术应是 一个 多形式 的绿 色冷却技 术。
1 干 式 切 削 加 工 技 术 的提 出和 应 用
质量也有 明显提高 … 德 国格 林公 司采 用 的钛 基硬 质 合金 4;
钻头干式 钻孔切削 速度高于 2 0 ri, 0 m/ n 同材料 的铰 刀干式 a
传统 的金 属切 削 加工 大 多数 情 况是 需 要 使用 切 削液
的。在金 属切 削加 工 中, 削液 主 要有 3大 功 能 : 滑 作 切 润 用, 冷却作 用 , 清洗和排屑作用 。这些功能 对工 件 已加工表 面质量 和刀具耐用 度具有 明显的影响 。 随着高速切 削加工 技 术的迅 猛 发展 , 工 过程 中切削 加 液 的用 量越来越 大 , 时高 达 8 ~1 0 / n 。但 大 量使 有 0 0 L mi… 用 切削液造成 了许 多负面影 响 , 主要 表现在 以下 3个方 面。 a 增 加 了制造成 本。据 国外 许 多统计 资料 表 明 , . 切削
干法制粒机工作原理

干法制粒机工作原理
干法制粒机,也被称为干式制粒机,是一种常用的粉体加工设备,广泛应用于医药、食品、化工等行业。
干法制粒机的工作原理如下:
1. 压力调节:通过调节机器的压力,控制制粒机内部的压力变化。
压力的大小与制粒机的制粒效果有关。
2. 进料:将原料粉末等投入制粒机的进料口。
进料的方式有多种,常见的有手工投料和自动供料。
3. 制粒:经过进料后,原料粉末在制粒机内经过振动、压缩等作用,逐渐形成颗粒状。
制粒的过程中,原料粉末受到机械力的作用,经过压实、剪切等力的作用,使得粉末颗粒之间发生形变和结合。
4. 出料:经过一定时间的制粒过程后,制粒机将形成的颗粒排出。
出料的方式有多种,可以是机械排料,也可以是气力排料。
5. 粒度调节:通过调节制粒机内的参数,如振动频率、压力等,可以控制颗粒的粒度大小。
不同行业和产品的要求不同,需调节的参数也有所差异。
6. 收尘处理:在制粒过程中会产生一定的粉尘,为了减少环境污染和粉尘的损失,通常会配置相应的收尘装置,将粉尘进行收集和处理。
需要注意的是,干法制粒机的工作原理并非只包括上述几步,具体还需要根据使用的制粒机型号和工作方式来确定。
此外,在操作过程中,还需要根据实际情况进行监测和调整,以确保制粒效果和生产效率的达到要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
干式加工----未来金属切削加工发展趋势
2007-09-03 13:00:41 作者:来源:互联网浏览次数:10 文字大小:【大】【中】【小】
简介:干式加工是未来金属切削加工发展趋势之一。
近年来,特别是工业发达国家,非常重视干式切削,为了贯彻环境保护政策,更是大力研究、开发和实施这种新型加工方法。
切削液在加工中对降低切削温度
起了很好的作用 ...
关键字:发展趋势
干式加工是未来金属切削加工发展趋势之一。
近年来,特别是工业发达国家,非常重视干式切削,为了贯彻环境保护政策,更是大力研究、开发和实施这种新型加工方法。
切削液在加工中对降低切削温度起了很好的作用。
也有利于断屑和排屑,但同时也存在一些问题,冷却液的使用、存储、保洁和处理等都十分繁琐,且成本很高。
切削液对环境和操作者身体健康的危害一直受到使用限制。
切削液的处理是不经济的,引起了费用增加,这些费用常常被低估,因为它们包含在间接费用之中。
据美国企业的统计,在集中冷却加工系统中,切削液占总成本的14% ~16%,刀具成本只占2%~4%。
据测算,如果20%的切削加工采用干式加工,总的制造成本可降低1.6%。
因此,未来加工的方向是采用尽量少的切削液,耐高温切削材料和涂层使得干加工在机械制造领域变为可
能。
干式加工刀具设计
刀具设计时总是考虑几何形状、刀具材料和涂层之间的相互兼顾,不可能只通过选择合适的刀具材料来用于干加工;或者只用涂层方法使传统的刀具变成干加工刀具。
传统切削加工时,各种加工方式对刀具设计提出不同要求。
干加工刀具必须具备下列条件:耐热性、耐磨性的刀具材料,切屑和刀具之间的摩擦系数要尽可能小,刀具形状保证排屑流畅,易于
散热,高的强度和冲击韧性。
因此,干式加工刀具设计必须考虑如下3个方面:
几何形状。
热效应是干加工的基本问题。
刀具设计时要考虑使得刚开始加工产生热的可能性要小,因此必须切削力小,摩擦小。
深孔加工刀具附加问题是很难将切屑排出,因此刀具设计必须保证有好的切屑排出效应。
在很小的加工力情况下,设计原则为,大前角和大圆
度切削角。
刀具材料。
干加工时切削材料最重要的是耐高温性。
如果必须用大的前角的话,高硬度也是必须的。
目前适用于干式加工的刀具材料有超细颗粒硬质合金、CBN、PCD、陶瓷和
金属陶瓷等。
涂层。
现今,切削加工可以不采用切削液的原因之一是涂层,它通过抑制从切削区到刀片的热传导来降低温度冲击。
因此刀具材料可通过涂层处理,实现“固体润滑”来减少摩擦和粘接,刀具吸收的热量较少,能承受较高的切削温度,涂层在干式加工中有几种功能:将刀
具和切削材料隔离,减少摩擦、隔热。
干加工刀具通常总是涂层,在刀具性能方面起着重要作用。
TiAlN涂层有很好耐热性能和高温性能,它与TiN,TiCN相比,由于添加了Al,从而使刀具的抗氧化性能得到极大改善,非常适用于高速加工和干加工。
它的性能在高温连续切削时,优于TiC约四倍。
干式加工的冷却和润滑
干式加工时如果采用喷雾进行冷却,那么采用切削液加工时的负面影响此时就没有了。
也就是意味着,刀具和工件不用长时间冷却,切屑和刀具之间的分离时间较短,而排屑显得比较困难。
解决这些不利因素的方法,可以通过上面所说的刀具设计和涂层技术来补救。
尽管能有所改善,但有时还是不够的,还须增加使用冷却和润滑。
干式加工中加入冷却或润滑也称为准干式加工。
实际应用的情况有:压缩空气或冷风进行冷却,车削采用-20℃冷风;
磨削冷却方式用-30℃冷风及少量润滑油;喷雾润滑,用于钻削。
干式加工的应用
干式加工意味着可以在钻削、车削和镗削过程中不用切削液。
这可以大大节约成本和保护环境。
目前,欧洲和日本非常重视干式加工的研究,一般来讲,减少切削液的使用可以节省10%到15%的加工成本。
欧洲的工业界已经逐渐意识到了干式加工的优势,在大批量生产中,约有10%到15%的加工已经采用了干式加工。
钻削。
(1)钻头。
为了能进行干式加工,只采用热稳定性好的材料和优化的刀具几何形状是不能达到目的的。
还需要隔热好的硬涂层,TiAlN与TiN或TiCN相比较而言,是最好的隔热涂层。
钻头的材料一般采用细颗粒硬质合金,在一些小直径情况下,可用HSS-CO。
(2)深孔钻。
铣削。
(1)超细颗粒硬质合金。
一般为了实现干式加工,主要在涂层方面进行开发研究。
Sandvik公司已经为干式加工专门设计了多种刀片,其中典型的是带有较厚氧化铝涂层的
刀片。
(2)陶瓷、CBN、PCD。
镗削。
在缸体的缸孔粗加工中,为了提高加工效率,采用氮化硅陶瓷刀片进行干加工。