Minitab入门手册解读
2024版Minitab入门

01 MinitabChapter统计软件数据分析工具可视化图表030201Minitab 概述软件安装与启动安装步骤启动方式版本选择1 2 3主界面功能模块自定义设置界面介绍及功能模块02数据输入与基本操作Chapter01020304直接输入数字,可用于统计分析。
数值型数据输入字符或字符串,用于标识或分类。
文本型数据按照特定格式输入日期,用于时间序列分析。
日期型数据支持Excel 、CSV 、TXT 等多种格式的数据导入。
导入外部数据数据类型及输入方法数据编辑与整理技巧数据排序数据筛选数据转换缺失值处理数据保存与导出选项保存工作表导出数据打印工作表备份数据03描述性统计分析应用Chapter算术平均数中位数众数极差01方差02标准差03数据分布形态判断方法偏态系数峰态系数直方图与QQ图04推论性统计分析应用Chapter参数估计方法介绍点估计区间估计根据样本数据和一定的置信水平,构造出总体参数的一个区间估计,该区间以一定的概率包含总体参数的真值。
假设检验原理及步骤假设检验的基本原理:先对总体参数提出一个假设,然后利用样本信息判断这一假设是否合理。
将计算得到的检验统计量与临界值进行比较,作出是否拒绝原假设的决策。
选择合适的检验统计量,并根据显著性水平确定临界值。
方差分析的基本原理方差分析的应用场景将计算得到的F统计量与临界值进行比较,作出是否拒绝原假设的决策。
05图形化展示在Chapter01020304直方图箱线图散点图折线图常见图形类型及其特点图形创建与编辑技巧创建图形在Minitab中选择相应的数据类型和图形类型,根据向导或自定义设置创建图形。
编辑图形可以对图形的标题、轴标签、图例等进行编辑,调整字体、颜色、大小等属性,使图形更加美观和易于理解。
添加趋势线或拟合线在散点图或折线图中,可以添加趋势线或拟合线来展示数据之间的线性关系或非线性关系。
导出图形可以将Minitab中创建的图形导出为常见的图片格式,如JPG、PNG、PDF等,方便在其他应用程序中使用。
MINITAB软件应用手册
MINITAB软件应用手册简介MINITAB是一款用于统计分析和数据可视化的软件工具。
它提供了广泛的统计功能和图形展示选项,使用户能够轻松地进行数据分析、探索数据模式、建立模型和预测结果。
本手册将对MINITAB软件的主要功能和常用操作进行介绍,以帮助用户更好地使用MINITAB软件进行数据分析。
安装和启动MINITAB软件的安装和启动过程非常简单。
用户只需按照安装向导的步骤进行安装,然后在安装完成后双击桌面上的MINITAB图标即可启动软件。
MINITAB软件的界面简洁直观,用户可以通过菜单栏和工具栏访问各种功能和操作。
此外,MINITAB还提供了丰富的帮助文档,用户可以在需要时进行参考。
数据导入和整理在使用MINITAB进行数据分析之前,用户需要将数据导入软件中。
MINITAB可以导入各种格式的数据文件,如Excel、CSV和文本文件等。
用户可以通过导入向导选择相应的文件,然后按照提示选择数据列和数据类型。
导入后,用户可以使用MINITAB提供的数据整理功能对数据进行清洗和处理,例如删除重复数据、填充缺失值等。
数据分析和统计MINITAB提供了丰富的数据分析和统计功能,帮助用户发现数据间的模式和关联,从而更好地理解数据。
用户可以利用MINITAB进行描述性统计分析,包括计算均值、标准差、四分位数等指标。
此外,MINITAB还支持多种统计推断方法,如假设检验、方差分析和回归分析等。
用户可以通过MINITAB进行相关性分析和预测模型建立,并生成相应的可视化图表。
质量管理和过程控制除了常规的数据分析和统计功能,MINITAB还提供了一系列质量管理和过程控制工具,帮助用户改良产品质量和过程效率。
MINITAB提供的统计过程控制〔SPC〕功能可以对过程参数进行监控和控制,及时发现和纠正异常情况。
此外,MINITAB还支持六西格玛〔Six Sigma〕和质量功能展开〔QFD〕等质量管理方法,帮助用户分析问题根因,制定改良措施。
Minitab软件操作入门PPT课件
•1
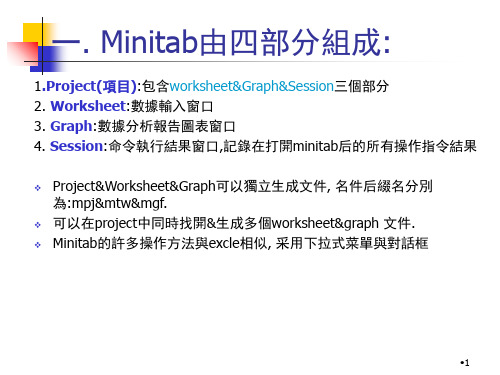
Minitab的工作窗口 編輯命令&工具欄
Session 窗口
Worksheet 窗口
Graph窗
•2
Worksheet窗口
列號
欄號
數據輸入區
無法使用
•5
控制圖的制作(舉例X(bar)-R的制作)
控制圖
•6
數據所在列 號
數據所在列號
子組n值
控制限中 值&標准差
值
注:當數據在單一列中, 則選擇single column, 否則使用subgroup across rows of.
Historical mean&Historical sigma 可以不填, 如果不填則軟件自動計算出所選擇數據的控制上下限, 如 果填入則軟件算出來的控制上下限為此兩數據值得出的控制限.
列代表一組數據, 欄代表數組中子樣本個數.數據輸入操作與excel 方法大致相同.
•3
文檔操作
打開&保存&另存 project文檔
打開&打開數據庫&保存&另存&關 閉worksheet文檔
打開&保存&另存其它 類型圖片文檔 打印處理
•4
編輯制作
取消操作&清除& 刪除&復制&翦貼
&刷新單元格
此陰影部分表 明當前此命令
•7
單擊ok鍵, 則生成如上管制圖表.
•8
流程能力分析
品質工具有: • 趨勢圖&柏拉圖&因
minitab简易使用手册
目錄一、資料建檔……1.1 利用MINITAB的工作表建立資料檔 (2)1.2開啟舊檔(匯入資料檔) (3)1.3 以模擬資料方式建立資料 (5)二、資料處理 (5)三、基本統計資料分析 (6)3.1 敘述統計 (6)3.2 檢定 (8)3.2.1 母體平均數檢定 (8)3.2.2 成對資料檢定 (9)3.2.3 常態性檢定 (10)四、相關分析與迴歸分析 (10)五、其他應用統計分析 (12)5.1 變異數分析 (12)5.1.1 單因子變異數分析 (12)5.1.2 二因子變異數分析 (13)5.2 統計品質管制 (14)5.2.1 管制圖 (14)5.2.2 Gage R&R (16)5.2.3製程能力分析 (17)5.3 田口方法 (18)一、資料建檔進入MINITAB之後,可以看到下列的畫面,各視窗說明分別如下圖。
專案(project)名稱功能表列工具表列指令紀錄視窗工作表名稱變數名稱專案管理視窗在MINITAB做資料分析前必須要建立一資料檔用來儲存資料。
1.1 利用MINITAB的工作表建立資料檔建立新工作表的做法,依序選取【File】【New】【Minitab Project】【OK】新工作表的建立就成功了。
MINITAB的工作表格式與EXCEL類似,資料輸入方式也與EXCEL相似,分別工作表上的每一小格中輸入資料,如下圖所示。
資料輸入完後,接著儲存是工作表。
依序選取【File】【Save Current Worksheet】分別選取檔案儲放位置與設定工作表名稱,按【存檔】,新工作表編輯成功。
1.2開啟舊檔(匯入資料檔)假設想要分析的資料,有一部份資料在已存在EXCEL中,MINITAB可以選擇直接匯入資料。
開啟舊檔方法為,依序選取【File】【Open Worksheet】進入畫面中,選取檔案儲放位置、檔案名稱以及檔案類型,最後再按【開啟(O)】,開檔工作便完成了。
另外,在【Open Worksheet】下可按【Preview】進入匯入資料設定,如下圖所示變數名稱資料型態資料匯入位置資料預覽同時以此種方式開啟數個檔案資料,資料將會儲放在個別的工作表中。
MINITAB入门培训手册(ppt 40)

13
Kyle
———— MINITAB 入门手册 ————
为 X 选择一列。 点击 [OK]。
3) 输出结果
个人资料 仅供参考---
14
Kyle
———— MINITAB 入门手册 ————
巴累托图
1) 输入到数据窗口
原因项
2) 操作
计数
统计
质量工具
巴累托图
个人资料 仅供参考---
15
Kyle
———— MINITAB 入门手册 ————
12
8
6
2
Percent
30.8
26.2
18.5
12.3
9.2
3.1
Cum %
30.8
56.9
75.4
87.7
96.9
100.0
巴累托图按频率的顺序再次排列柱状图的数据条并被用于分析主要因素。如此图所示,左和右 轴分别表示频率和百分比。折线图显示柱状图的累加值。
目的:方便地比较部件、要素和其他条目的频率。 作用: 1) 一眼即可看出最有影响力的条目。 2) 最大的两个或三个条目总计所占比例易通过折线图显示累加百分比的右轴而理解。 3) 利用所有的要素分析原因会很费时间。 选择一些重要的要素用于有效的分析及改进。
决定 CTQ 特征值 [FMEA, 因果图 (鱼骨图), 巴累托图, QFD]
- 1 – 库存月份 = 库存量 (价格)/生产总量
CTQ 特征值
=
库存月份
反应变量 (Y) 对 CTQ 缺陷
Y
- 2 – 何种类型的产品出现问题?
巴累托图
- 3 – 确认库存规格 = 小于 0.15 个月
确定测量 Y 的方法 (库存月份)
MINITAB使用教程
寻找
工具栏(Tool Bar)
返回到最后一个对话框(Edit Last Dialog)
返回到阶段窗口(Session Window)
返回到数据窗口(Current Data Window) 工作表的管理:可变更工作表,变更名称 等。可根据对话框选择必要的操作。 (Manage Work Sheets) 图表的管理:表示全画面,任意的图形表 示等。可根据对话框选择必要的操作。 (Manage Graphs)
C7
那末如何制作C9的Months‘列’呢?请看下页。
第1节 数据操作(Manip)-5/6
4.利用Calc菜单,制作C9的Months‘列’的‘排列’
Calc>Make Patterned Data>Simple Set of Numbers
从1开始
到5结束
间隔1 每个数重复1次
整体数重复5次
第1节 数据操作(Manip)-6/6
图表制作 数据管理 表示窗口 帮助 六西格玛
Six Sigma是一个单独的摸块,它独 立于MINITAB。 它可对连续数据,属性数据进行分 析并得出报告。
工具栏(Tool Bar)
打开文件 保存文件
插入单元格
插入行 插入列 移动列 删除单元格
最后对话框 (返回到最后的指示屏幕) 返回到阶段窗口 返回到数据窗口 图表管理 (图表再排列) 关闭图表 (删除图表) 前一命令 下一命令
4.如何取‘随机顺序’?。如何‘取样’?。
Calc>Random Data>Sample From Columns MINITAB-Data-Files>Calc-3.MPJ
取样
随机顺序
第2节 计算功能(Calc)-5/5
Minitab软件使用手册
Factor
Type Levels Values
Part
fixed
10
1
2
3
4
5
6
7
8
9 10
Operator fixed
3
1
2
3
Analysis of Var自ia由nc度e for R平es方po和nse
方差
F-值
P-值
Source Part Operator Part*Operator Error Total
2) 操作
统计
ANOVA
单向或单向(非堆积)
单向:当数据输入一列时使用 (C5 和 C6)。 单向 (非堆积):当数据输入不同列时使用 (C1 至 C3)。
• 数据输入到单独列时
选择含类型数据的列 (shurui)。通过拖曳,而不是 点击倒转此列,并点击 [Select] 如需要点击 “Graphs”
Minitab软件使用手
能力分析
1) 输入到数据窗口
子群
2) 分析方法
统计
质量工具
能力分析 (正常)
输入需要的项目。 输入列和子群的大小。 如果在一个 Lot 中只有一个数据,那么子群大小将为 1。
如需要输入规格并点击 “Estimate” 和 “Option”。
输入 “选项屏幕上的 Target“ (此例中为 40) 选项屏幕
点击按钮 “Graphs ...” 并点击以下对话框中的剩余曲线图显示:
3) 分析结果
剩余数据 列柱状图
剩余数据列的正态概率图 (如为直线则为正态分布)
剩余数据对预期值通过数学表达式 模型做图
(检查独立性和随机性)
minitab基础知识解析
第一章基础知识第一节数据类型与设置在系统中,有3种基本数据类型供用户选择,分别是:数值型数据、文本型数据和日期/时间型数据。
一般来说,不同类型的数据应采用不同的统计分析方法进行数据分析。
所以,在应用统计分析软件之前,应能够有效地识别不同类型的数据。
1.1.1 数值型()数据⑴计量数据()计量数据,为观测每个观察单位某项指标的大小而获得的资料。
其变量值是定量的,表现为数值大小,一般有度量衡单位。
假如一个数据的所有可能取值充满数轴上一个区间(a,b),则称这样的数据为计量数据,其中a可以是-,b可以是+,通常称这类数据是连续数据( )。
这种类型的数据往往既可以取整数、小数、分数,有时候(虽然不是全部)还可以取负数。
例如:长度、重量、温度、湿度、体积、误差、速度、时间、寿命等等。
它的统计分析与连续随机变量()的分布有关。
在统计分析功能中,这种数据是主要的分析对象,统计分析时,常用的参数和方法有:均值、标准差、t检验、方差分析、回归分析等。
⑵计数数据()计数数据又称为定性数据或分类数据( ),是将观察单位按某种属性或类别分组计数,分别汇总各组观察单位后而得到的数据,其变量值是定性的,表现为互不相容的属性或类别。
这类数据仅取数轴上有限个点或可列个点,一般只取非负整数,不取小数、分数,更不取负数。
例如:某一单位面积内某一种缺陷的个数、一批产品中不合格品的个数、一个超市每天进入的人数、一个麦穗上的麦粒数等等。
它的统计分析是与具有离散随机变量( )的分布有关。
在的统计分析功能中,常采用非参数分析、检验、二项分布、超几何分布、泊松分布等统计方法。
以上两种数据的分类是相对的,在某些情况下,两种数据可以互相转化。
例如:当观察某一特定人群的年龄时,年龄这个变量是连续的计量值数据,但是在实际统计分析时,为了使统计分析简化,往往按年、月、日进行分类,就变成了计数数据。
⑶等级数据( )例如:对产品的质量情况进行分类,可以分为合格品、不合格品,或者分为一级品、二级品、等外品等等。
Minitab操作手册
Minitab操作手册目录:1、基本操作2、输数3、因果图4、排列图5、控制图6、直方图7、饼状图8、条形图9、CPK计算10、R&R计算11、线形回归方程12、后记一、基本操作minitab为Windows化,其一些基本操作和windows下的操作类似。
1、创建一个新的空白工作表:File > New Worksheet2、打开一个数据工作表:File > Open Worksheet,在弹出的对话框中,选择您想打开数据工作表的所在文件夹的位置,双击目标文件。
3:保存新的工作表:File > Save Worksheets,在弹出的对话框中,选择保存位置。
4:打印:File > Print Window二、输数1、表格:minitab的表格是电子表格,其使用方法和EXCEL相似。
2、输数注意事项:2.1:数据的一一对应:即纵向的一一对应和横向的一一对应:2.2:因minitab是从国外引进的,对于中文识别能力较差,在用中文输入过程中,可能会碰到无法输入的情况。
如因果图中“人、机、料、法、环”中“机”无法在表格中输入。
碰到此种情况,可在该字前加任一数字或字母,如“机”字可改为“J机”,便可!2.3:例子:某厂近期组织人员考察黏度仪的R&R,实验数据如下:样本甲员工乙员工丙员工第一次第二次第一次第二次第一次第二次1 0.78 0.80 0.85 0.85 0.80 0.902 1.00 0.80 0.90 1.00 0.95 0.953 0.65 0.70 0.55 0.70 0.65 0.65.. ……………….. ………………将数据输入minitab:三、因果图1、适用范围:研究导致某一问题或结果的原因2、应用目的:因果图可以把影响产品质量的诸因素之间的因果关系清楚地表示出来,使人们一目了然,便于采取措施解决问题。
3、输出一张有要因分析的因果图的minitab操作路径:输入要因>单击菜单中的“sta(统计)”>单击quality tools(品管工具)>单击cause—and—effect(因果),进入cause—and—effect diagram(因果图对话框)对话框>将各要因入号对坐>“TITLE(名称)”里输入此因果图的名称>按“OK”。
01 Minitab基础知识
-25-
EDIT MENU
Cell 管理
Dialog/Command窗口的管理 Minitab 属性的指定
-27-
Basic Windows
列名称
列眉 T = 文本 / D = 日期
Minitab中数 据有数字,文 本,日期三种
数据输入Minitab ,可以通过 键盘输入 从其他程序剪切和粘贴 Minitab 中的生成随机数据 引入Excel, 文本, ASCII, 数据库文件, 等….
Minitab基础知识
1. MINITAB 概要
-7-
2. Basic Windows
-10-
Basic Window
Related Documents
Report Pad 5. History 4. Info 复制 粘贴 重复上一步 3. 图 形 2. 工 作 表 1. 分析信息
Basic Window
Graph: 单独打开或保存各自的GRAPH 时的窗口, 扩展名为MGF.
-24-
3-2. EDIT Menu
1.1 1.2 1.3 1.4 1.5
UNDO
CELLS LINK DIALOGUE COMMAND
1.6 1.7 1.8 1.9
PREFERENCES
FIND / REPLACE
CELL FORMAT INSERT / MOVE
-15-
3. Pull Down Menu Bar
1.1 1.2 1.3 1.4 1.5
FILE
EDIT MANIP CALC STAT
1.6 1.7 1.8 1.9
GRAPH EDITOR
WINDOW HELP
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Actual (LT) Potential (ST)
Process Demographics
Date: Reported by: Project: Department: Process: Characteristic: Units: Upper Spec: Lower Spec: Nominal: Opportunity: 42 38 40
L/#
再假设有如此表中的 50 Lot 数据。
2) 分析方法
Six Sigma 处理报告
6
———— MINITAB 入门手册 ————
选择 “Reports”
选择 C1 至 C5 包含数据 输入必要的项目。 点击 [OK]。 输入高低限规格
3) 分析结果
Report 1: Executive Summary
3
———— MINITAB 入门手册 ————
输入 “选项屏幕上的 Target“ (此例中为 40) 选项屏幕
估计屏幕
检查子群大小是否大于 1
点击 [OK] 将返回到前一屏幕。再次点击 [OK]。
4
———— MINITAB 入门手册 ————
3) 分析结果
短期处理能力指数:Cp, Cpk 长期处理能力指数:Pp, Ppk 正态分布曲线
1
———— MINITAB 入门手2
———— MINITAB 入门手册 ———— 2) 分析方法
统计 质量工具 能力分析 (正常)
输入需要的项目。
输入列和子群的大小。 如果在一个 Lot 中只有一个数据,那么子群大小将为 1。
如需要输入规格并点击 “Estimate” 和 “Option”。
———— MINITAB 入门手册 ————
7. 处理能力的分析和评估
处理能力是: 短期处理能力 Cp, Cpk 每一子群 (批,) 长期处理能力 Pp, Ppk Cp, Pp = | USL - LSL |/6s Cpk, Ppk = | USL - X 平均 |/3s 或 | X 平均 - LSL |/3s USL: 上控制限 LSL: 低控制限 s: 样品标准偏差
Sigma-值
柱状图
平均值
(Lower Spec Line) (Upper Spec Line)
长期处理能力
短期处理能力
Zlt = Ppk 3 Zst = Zlt + 1.5
短期和长期 DPMO
5
———— MINITAB 入门手册 ————
L2 电子表
1) 输入到数据窗口
假设有 50 Lot 数据,每个 Lot 含有 5 个数据块。
I
38
42
38
42
Specifications
Specifications
Data Source: Time Span: Data Trace:
L2 工作单 (连续值的 sigma 分值计算) 目的: 计算在何位置当前的 CTQ 特征值(连续值)位于目前的 sigma-值。 作用: 1) 了解当前状态以便能够决定是否做出改进(也就是说,切换到较早处理阶段的改 进如设计,因为如果 Zst 和 Zlt 之间的差异小于 1.5 则不能实现改进)或便于当目 标值设定、在做决定时作为数据使用。 2) Zst 和 Zlt 的含义 Zst: 一短期 sigma-值,通过将每组的标准偏差(平均)转换为 sigma-值而得到。 Zlt: 一长期 sigma-值,通过将所有组的全部标准偏差(平均)转换为 sigma-值而 得到。 3) Xbar 和 S 图 (同于将在以后解释的 Xbar 和 R 图) 如上所示 Xbar 图中的一个点的数据代表数据的平均值。 所以,图表表示数据平均值的所有趋势。 以上 S 图的一点显示以上 Xbar 图中一点的标准偏差。 这样 S 图便显示数据间的离散趋势。 以上的两图显示何时平均值变化和何时离散较大。 这两张图允许对为什么 CTQ 特征值变化或为什么特征值产生错误进行估 计。(例如,可假定在此期间工作标准并未被完全遵守。) L2 工作单被用于处理控制图,有助于在做出改进后防止问题的再次发生或 防止常见问题。
Potential (ST) Capability
Actual (LT) Capability
Process Tolerance
36.9642
I I I I I
Cp Cpk Pp Ppk
处理能力和规格公差
Process Tolerance
36.8002
I I I I I
43.1998
I
43.6491
PPM
1
83192.3 60454.5
0
10
20
30
40
50
7
Zlt
———— MINITAB 入门手册 ————
Report 2: Process Capability for C1
平均值和标准偏差控制图
Xbar and S Chart
42 41 40 39 Subgroup 2 1 0 0 10 20 30 40 50 3.0SL=2.094 X=40.31 -3.0SL=38.88 3.0SL=41.74 Mean StDev L Z.LSL Z.Bench Z.Shift L S=1.003 -3.0SL=0.00E+00 P.LSL P.Total Yield PPM
Capability Indices
ST 40.0000 1.0653 1.8775 1.8775 1.5510 0.1671 0.030227 0.030227 0.060455 93.9545 60454.5 0.63 0.53 0.60 0.51 LT 40.3066 1.1130 1.5214 2.0724 1.3839 0.1671 0.064077 0.019116 0.083192 91.6808 83192.3
LSL
USL
36
1,000,000
37
38
39
40
41
42
43
44
Actual (LT) Potential (ST)
100,000
10,000
Process Benchmarks
Actual (LT) Potential (ST)
1000
Zst
100
Sigma
(Z.Bench)
1.38
1.55
10