成组夹具的设计及应用
机床夹具的作用及分类
机床夹具的作用及分类“工欲善其事,必先利其器。
” 工具是人类文明进步的标志。
自20世纪末期以来,现代制造技术与机械制造工艺自动化都有了长足的发展。
但工具(含夹具、刀具、量具与辅具等)在不断的革新中,其功能仍然十分显著。
机床夹具对零件加工的质量、生产率和产品成本都有着直接的影响。
因此,无论在传统制造还是现代制造系统中,夹具都是重要的工艺装备。
1.机床夹具的作用(1)保证加工精度用机床夹具装夹工件,能准确确定工件与刀具、机床之间的相对位置关系,可以保证加工精度。
(2)提高生产效率机床夹具能快速地将工件定位和夹紧,可以减少辅助时间,提高生产效率。
(3)减轻劳动强度机床夹具采用机械、气动、液动夹紧装置,可以减轻工人的劳动强度。
(4)扩大机床的工艺范围利用机床夹具,能扩大机床的加工范围,例如,在车床或钻床上使用镗模可以代替镗床镗孔,使车床、钻床具有镗床的功能。
2 机床夹具的分类2.1.按夹具的应用范围分类(1)通用夹具通用夹具是指结构已经标准化,且有较大适用范围的夹具,例如,车床用的三爪卡盘和四爪卡盘,铣床用的平口钳及分度头等。
(2)专用机床夹具专用机床夹具是针对某一工件的某道工序专门设计制造的夹具。
专用机床夹具适于在产品相对稳定、产量较大的场合应用。
(3)组合夹具组合夹具是用一套预先制造好的标准元件和合件组装而成的夹具。
组合夹具结构灵活多变,设计和组装周期短,夹具零部件能长期重复使用,适于在多品种单件小批生产或新产品试制等场合应用。
(4)成组夹具成组夹具是在采用成组加工时,为每个零件组设计制造的夹具,当改换加工同组内另一种零件时,只需调整或更换夹具上的个别元件,即可进行加工。
成组夹具适于在多品种、中小批生产中应用。
(5)随行夹具它是一种在自动线上使用的移动式夹具,在工件进入自动线加工之前,先将工件装在夹具中,然后夹具连同被加工工件一起沿着自动线依次从一个工位移到下一个工位,直到工件在退出自动线加工时,才将工件从夹具中卸下。
夹具的分类与作用

按夹具的应用范围分类
按夹具上的动力源分类
夹具的作用
一、按夹具的应用范围分类
通用夹具 专用夹具 成组夹具 组合夹具
一、按夹具的应用范围分类 1.通用夹具
通用夹具: 在一般通用机床上所附有的一些使用性能较 广泛的夹具。 如:三、四爪卡盘、顶针、平口钳等。 特 点: 通用性强,往往无需调整或稍加调整即能用于 不同工件的装夹。
第22次课
教学课型:理论课
机床夹具设计
第一章 机床夹具概述
§1-1 夹具的分类与作用
一、按夹具的应用范围分类
4.组合夹具
组合夹具: 采用规格化、系列化的通用元件、合件和部 件构成的夹具。 特 点: 能缩短生产准备周期,减少专用夹具的品种、 数量和存放面积,组装较快、精度较高。 应 用: 零件品种多的中、小批生产。
机床夹具的设计方法及步骤
第22次课
教学课型:理论课
机床夹具设计
第一章 机床夹具概述
思考题:
1-1 按动力源不同可将夹具分为哪几种类型?各 如何定义?有何特点? 1-2 夹具有何作用?分析其原因。
作
业:
1-1 按应用范围可将夹具分为哪几种类型?各如 何定义?有何特点?
气动夹具: 采用压缩空气作为动力源,通过阀门、气缸 等元件产生夹紧力夹紧工件的夹具。 特 点: 动作迅速、夹紧稳定、操作方便,所需夹紧力
较大时需增设扩力机构。 应 用: 应用广泛。
第22次课
教学课型:理论课
机床夹具设计
第一章 机床夹具概述
§1-1 夹具的分类与作用
二、按夹具上的动力源分类
3.液压夹具
§1-1 夹具的分类与作用
按夹具的应用范围分类 按夹具上的动力源分类 夹具的作用
成组夹具的设计与应用

1 32
一 .
; 止 1 定 位 尺 寸 最 大 为 2 I
07
处 止 1 为 定 位 基 准 , 1 平 面 为 辅 助 定 2 I 止 2 I
0 7 8
一 046 ,轴 向 止 1 长 度 一 律 为 3。 2 I , 最 小 为 71
选 1 2 0
一
Ⅱ
零 件 的 分 析 与 分 组
如 某 厂 生 产 的 交 、 流 电 动 机 、 电 机 机 壳 , 于 直 发 由
结构简单 , 用 1 采 0号 无 缝 钢 管 加 工 而 成 。 道 工 序 为 此
半 精 车 内 孔 ,其 品 种 有 1 种 之 多 。 轴 向 长 度 尺 寸 最 2
.
位 。 具 采 用 定 位 盘 定 位 , 样 定 位 基 准 与 设 计 基 准 重 夹 这 合 , 基 准 不 重 合 误 差 无
由 于 尺 寸 段 相 距 较 远 , 向 长 度 考 虑 压 板 尺 寸 , 其 轴 将
( 表 示 铁 液 中的 硅 元 素被 氧 化 , 入 炉渣 中 。 7) 进 冲
天 炉 内 , i的 烧 损 约 为 2 % , 废 辊 来 说 熔 化 后 硅 的 S 8 对 数 值 为 (1 9 ~2 5 )× ( % 一2 % )= (1 3 % ~ 。% .% 1 8 .7
③ 废 辊 资 料 丰 富 , 购 方 便 , 大 量 进 购 , 此 该 采 可 因
成果 具 有推 广 应用 的物 质 条 件 。
术 原 理 , 零 件 分 组 的基 础 上 , 对 一 组 ( 几 组 ) 在 组 0~ 1 5, Ⅱ 为 1 0~ 3 第 组 4
1 2, 口 定 位 尺 寸 由 于 需 更 换 定 位 元 件 不 再 分 组 。 8 止 把 这 类 使 用 机 床 、 紧 方 式 、 工 内 容 相 同 的 零 件 挑 选 出 夹 加 来 , 成所 需要 的成组 工 序 ( 图 1 示 ) 形 如 所
面向套类零件的成组夹具设计
9
【
_
.
+ 0
∞
卜
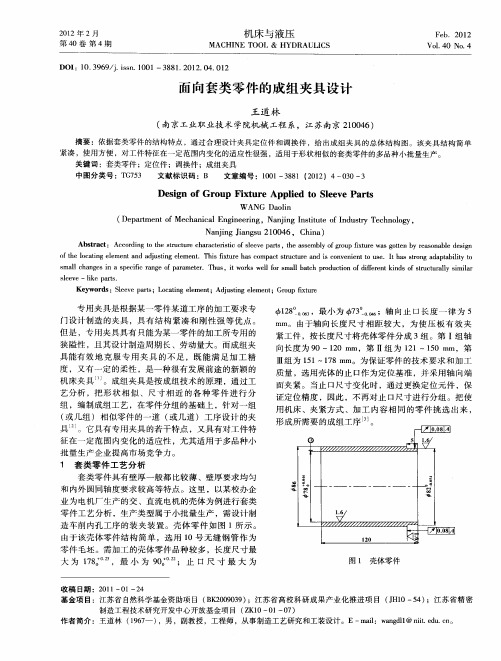
零件工艺 分析 ,生产类 型属于小批量生产 ,需设计 制 造车削 内孔工序 的装夹 装 置。壳体零 件如 图 1所示 。 由于该壳体零件 结构 简单 ,选 用 1 0号无缝 钢 管作 为 零件毛坯 。需加 工的壳 体零件 品种较 多 ,长度 尺寸最 大 为 18 ,最 小 为 9 0 ;止 口 尺 寸 最 大 为 7o 0
・
3 2・
机床与液压
第4 0卷
进行 调整 ,保 证 工 件 轴 线 与 机 床 主轴 的轴 线 一 致 , 从而达到 同轴要求 ,保证 零件的加工质量 。 该夹具 的工 作原 理 是 :首 先 根 据轴 套 零 件 的尺 寸 ,形成零件组 ;然后根 据所需加工工件止 曰的不 同
21 0 2年 2月 第4 0卷 第 4期
机床与液压
MACHI OOL & HYDRAUL CS NE T I
F b 2 2 e . 0l
Vo . 0 No 4 14 .
DOI 0 3 6 / .sn 1 0 :1 .9 9 j i . 0 1—3 8 . 0 2 0 . 1 s 8 12 1 . 4 0 2
7 垫铁 一
8 一压 板
球面垫 圈 l_ 螺 母 l一工件 o_ l
l 校正环 卜
图 4 壳体零件成组夹具结构
单 、结构 紧凑 、装 卸工件方便 ;还应保证具有足 够的 强度和 刚度 。成 组夹具 的夹具体应尽量保 证在可能 的
范 围内 ,力 求 能加 工 全部 零 件组 。应 根据 零 件 的形 状 、尺 寸 、精 度及其 加工工艺方法来确定 成组夹具夹 具体 的形状 、尺 寸 ,以满 足加 工所 有 相 似零 件 的要 求 。壳体零 件成组夹具 的夹具体 ,如 图 3所示 。通 过它组成车壳体 内孔 的成组夹具 ,可 以完成一定 尺寸
成组夹具技术在小批量铣加工生产中的应用

1 ,为连接产品 内核及外围组合的关键零件 。因涉及安 ) 装对接尺寸,精度要求较高。其外形包括斜 角及 多处带
位销钉和紧固螺钉联接在底块上,基座心轴可以实现在 底块上对称中心的 10旋转, 8 ̄ 并通过定位销钉保证位置 精度。通过改变三处安装孔的孔距位置 , 分别对应两种
梁结构零件 。
维普资讯
使 用该工装 ,将梁零 件的铣加 工工序简化 到了两个 工步即可完成,实现 了两种零 件的互换加 工 ,大大降低
工装标准化。在变批量相似零件加工 的应用 中,还可 以
将底座设计成可调元件 ,以适应要求 。
了劳动强度, 提高生产效率近 4 倍。而且由于定位方式
另一侧 。至于安装台端面 螺孔 , 以在下一工步 中,纵 可 向夹持底块零件 ,实现定位加工 。
的螺纹联接孔, 导致铣加工工序繁琐 , 而且各工步之间
缺乏统一 的定位基准 , 铣加 工的劳动强度很 大 , 度较 难
Байду номын сангаас
撼 冷工 l 加
z! 堡 _ 笸
■Ⅳ. d_ 州日 醴. 姗 . 口’
立铣 刀加工零 件两边及 豁 口尺 寸 ,随后侧 转 9 ̄ 0,以底 座零 件侧面 为基准 ,同样立 铣刀加 工零 件另两 边尺寸 , 从而保证零件 尺寸要求。顶头零件前端与薄 片零 件一同 加工至尺寸 ,既可 以防止加工时伤及 滑块 零件 ,也为加 工豁 口尺寸提供了测量基准 。
工装使用时,根
择 ,构成 了成组夹具 的设计条件 。
所 设 计 的 工装 ,
见 图 6 。
该工装的原理是通过安装在滑块上的 可换 顶头夹持
一
叠薄 片零件坯料 , 以根据不 同材料 的加 工特点确定 可
成组夹具技术在机械加工中的应用探析
技术的应用受到限制 . 为此 , 制造技术的研究者提 出了成组技术的科学理论及实现方法 , 从根本上解决了生
产由于品种多、 产量小带来的矛盾. 它是将多种零件按其工艺 的相似性分类成组 , 以形成零件族 , 即把 同一
V 15 N . o . , o2
A r, 0 p.2 6 0
成组夹具技术在 机械加工中 的应 用探 析
王 守忠 陈爱 荣 ,
(. 1 商丘 职业技术学 院 , 河南 商丘 4 6 0 ;. 70 0 2 商丘工业学校 , 南 商丘 4 6 0 ) 河 7 00 摘 要: 成组夹具技术是- I适 用于多种产 品的生产 科学技 术. ' - 1 本文 以交 、 流电动 机 、 电机机壳 机械 加工 直 发
中12m 最小为 们 1 m, 3 m, m 轴向止 口长度均为 3m . m 由于尺寸段相距较远 , 根据零件的分组方法 , 应将其分 为两组. 1 第 组轴 向长度从 9 0—15m 第 2 3 m, 组为 10— 8 m, 口 4 12m 止 定位尺寸 由于需要更换定位元件不再 分组. 把这类使用机床夹紧方式 、 加工 内容相同的零件挑选出来 , 形成所需要 的成组工序.
一
些零件归结为一类的零件分组方法. 生产流程分析法. 生产流程分析法是以零件生产流程及 生产设备 明细表等技术文件为依据 , 通过对零
收 稿 日期 :05— 9—1 20 0 6
作者简介 : 王守忠 (9 1 , , 16 一)男 河南商丘人 , 商丘职业技术 学院机电系高级讲师. 主要从 事机械加工研究
维普资讯
20 06年第 2期 商丘职业技术学 院学报 第 5 总第 2 期 ) J U N LO H N QUV C TO A N E H IA O L G 卷( 3 O R A FS A G I O A IN LA DT C NC LC L E E 文章编号 :6 1— 17 2 0 )2— 0 2—0 17 82 ( 06 0 0 6 3
试论成组夹具技术在机械加工中的应用
科 技 创 新
试论成组夹具技术在机械加工 中的应用
贾 鹏 程
( 运城职业技 术学院, 山西 运城 0 4 4 0 0 0 )
摘 要: 随 着我 国经 济的 发展 , 社会 的进 步 , 多种科 技 运 用 到各 个 行 业 中 , 在 机 械 加 工领 域 , 更 是 新技 术 层 出不 穷 , 大 大提 高 了生
一
一 一
通过成组夹具设计指导 , 采用同一种设备与工艺装置就可以完成 类似 的工件加 工 , 从而形 成 良好 的生产调度 计划安 排 , 减少 品种更 换带 来的夹具更换时间, 对于普通的单一零件而言, 如果值不是很大 , 夹具 的更换 时间甚至 比加 工的时 间还要 长 , 大大影响 到了工作效率 。通过对 成组夹具技术的应用 , 达到成组工艺流程制定, 可以大大提高成组年产 量。另外通过这种技术的运用 , 还可以以工艺设计与标准化为基础, 实 现计算机辅助工艺进程设计( C A P P ) 的成组夹具设计。日 3 . 4 成组 夹具技 术对 生产 组织 管理 的意 义 成 组 夹具设 计 带来 的现场 改观 就是 产 品 的成组 加 工 ,会形 成模 块化生产 ,采用生产单元的组织形式,在一个单元内实现零件的加 工。通过对加工对象的专业化与工艺流程化, 为计算机辅助管理系统 提供可能性 。通过成组技术 , 将大量的信息进行分类 , 有助于建立 良 好的公用数据库系统 , 资源分享 , 提高管理成本 , 更加体 现现代技术 的优越 性 。目 4成组夹具技术在铣加工中的应用 在机 械 加 工 过程 中 , 常 见 的处 理 工 序 是 指 车 、 磨、 钻、 铣 以 及 切 割、 刨 等 。某公 司 的小批 量 产 品 中有 一组 产 品 为两个 结 构零 件 , 为 了 与其他 的零件与内部组件进行有效连接, 需要极高的加工精度 , 这样 才能得到最准确的安装 。 加工件的外形主要包括多处斜角与凸台, 在 斜 角度 方 向与 两侧 方 向上 的螺 纹连 接孔 ,这 就造 成 了加 工 过程 相 对 复杂 , 又没 有一 定 的定 位基 准 , 在 铣 加工 过程 中劳动 强度 非 常 大 。不 过 由于有三处的孔孔距不同, 让成组夹具技术使用成为可能。 梁零件铣加工的工装主要包括底块、 定位销钉 、 基座 、 压 紧螺钉 与装夹 心 轴 、 梁 零件 。基 座 的零 件是 成组 夹 具 的核 心 , 通 过 基 座 的心 轴与定位销钉连接在底块上 , 并用压 紧螺钉进行紧固 , 通过改变三个 孔 的距离定位 , 来对两种梁结构零件进行适应 。使用成组夹具工装 , 可 以将梁 加工 工 序进 行有 效 简化 , 转 变为 两个 工步 就 能够 完成 , 两 种 零件 可 以进行 有 效 的互换 加工 , 降低 了劳 动强 度 , 生产 效率 提 高近 四 倍, 而且 精 度高 , 在此款 产 品的 生产 中起到 重要 作用 。 利用铣插针零件工装 , 使其精度满足零件需求 , 降低了加工的难 度与劳动强度 , 通过上下压块的设计可以与零件的尺寸保持一致 , 加 工过程中增强 了稳定性, 适应于多种小零件 的加工 , 大大提高经济效
成组夹具

(4)组合式
将一组零件的有关定位或导向元件同 时组合在一个夹具体上,以适应不同零件 加工的需要。
(3)可调整夹具设计
成组夹具的设计方法与专用夹具大体 相同,主要区别在于成组夹具的使用对象 不是一个零件而是一组零件。因此设计时 需对一组零件的图纸、工艺要求和加工条 件进行全面分析,以确定最优的工件装夹 方案和夹具调整形式。
三、其它柔性夹具
大量实验表明:目前组合夹具的刚度主 要取决于组合夹具元件本身的刚度,而 与所用元件的数量关系不大。
二、可调整夹具
具有小范围柔性,通过调整部分 装置或更环部分零件,以适应具有一 定相似性的不同零件的加工。
1.可调整夹具的特点
结构组成:基础部分、可调整部分。 基础部分:夹具的通用部分,在使用中固定 不变,通常包括夹具体、夹紧传动装置和操作机 构等。此部分结构主要依据零件组内各零件的轮 廓尺寸、夹紧方式及加工要求等因素确定。 可调整部分通常包括定位元件、夹紧元件和 刀具引导元件等。更换工件品种时,只需对该部 分进行调整或更换元件,即可进行新的加工。
类型:槽系组合夹具、孔系组合夹具 槽系组合夹具元件间靠键和槽(键槽和
T形槽)定位; 孔系组合夹具则通过孔与销来实现元
件间的定位。
(三)组合夹具的组装
组装过程: 1.熟悉原始材料 2.构思夹具结构方案 3.组装计算 4.试装 5.组装 6.检验
(四)组合夹具的精度与刚度
首先,组合夹具的最终精度大都通过调 整和选择装配来达到,因而可避免误差 累积的问题。经过精心的组装与调整, 组合夹具的组装精度完全可以达到专用Байду номын сангаас夹具所能达到的精度。
2.可调整夹具的调整方式
(1)更换式 采用更换夹具可调整部分元件的方法,