加工中心切削用量选用表
加工中心切削参数表(整体合金刀、飞刀、球刀

0.81 -0.025--0.047 高速推荐侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
底刃切削
不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削
侧刃切削
1 0.1 500 5500 50 0.783 0.1 1.5 800 5000 50 0.783 0.1-0.2 2 1000 3500 50 0.783 0.1-0.2 2 1000 3000 50 0.783 侧刃切削
1450 -0.025--0.047 高速推荐侧刃切削
7950 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
4.35 -0.025--0.047 高速推荐侧刃切削
18 -0.032--0.059 高速推荐侧刃切削
0.24 -0.032--0.059 高速推荐侧刃切削
切削参数 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min)
底刃切削
不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削
切削用量推荐表

断续加工 粗加工 4 0.2 35 精加工 1.3 0.1 60
回转件切削点的回转直径(mm) 粗加工回转件最大允许转速值(rpm) 粗加工回转件最大允许转速值(rpm)
160 139 239
表4-3 刀具材 料 工件材料 碳钢 低合金刚 高合金钢 铸铁 硬质合 金或涂 层硬质 合金 不锈钢 钛合金 灰铸铁 球墨铸铁 铝合金
硬质合金刀具切削用量推荐表 粗 加 mm/r 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.3 0.2 0.3 0.3 0.2 0.3 0.2 工 背吃刀量 mm 3 3 3 3 3 3 2 1.5 1.5 2 2 2 1.5 切削速度 m/min 260 220 220 160 140 · 140 120 60 60 150 150 120 120 1600 精 加 mm/r 0.l 0.l 0.1 0.l 0.l 0.1 0.l 0.l 0.1 0.15 0.15 0.15 0.15 0.l 工 背吃刀量 mm 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 进给量
刀具材料
粗加工 碳素钢 精加工 σb >600M 钻中心孔 Pa 钻孔 切断(宽度 <5mm) 粗加工 铸铁 HBS<2 精加工 切断(宽度 00 <5mm)
YT类
W1算取值及回转件最大允许转速值计算公式 项目 背吃刀量不大于(mm) 进给量不大于(mm/r) 切削速度不大于 (m/min) 回转件切削点的回转直 径(mm) 回转件最大允许转速值 (rpm) ap f vc d n vc/(3.14*d)*1000 粗加工 6 0.3 70 精加工 2 0.15 120 0.15 30 钻孔
切削速度 进给量 m/min 220 180 120 80 80 40 120 100 1600
加工中心切削用量选用表

加工中心切削用量选用
表
The manuscript was revised on the evening of 2021
加工中心切削用量参照表
表1 8-20高速钢立铣刀粗铣切削用量参考值
表2 硬质合金面铣刀加工平面时的切削用量
表3 涂层硬质合金铣刀的切削用量
注:铣削端面时切削深度为轴向切削深度,铣削侧面时切削深度为径向切削深度。
表4 高速钢钻头钻孔时的进给量
加工中心切削用量参照表
表1 8-20高速钢立铣刀粗铣切削用量参考值
表2 硬质合金面铣刀加工平面时的切削用量
表3 涂层硬质合金铣刀的切削用量
注:铣削端面时切削深度为轴向切削深度,铣削侧面时切削深度为径向切削深度。
表4 高速钢钻头钻孔时的进给量。
数控加工中心典型零件编程实例
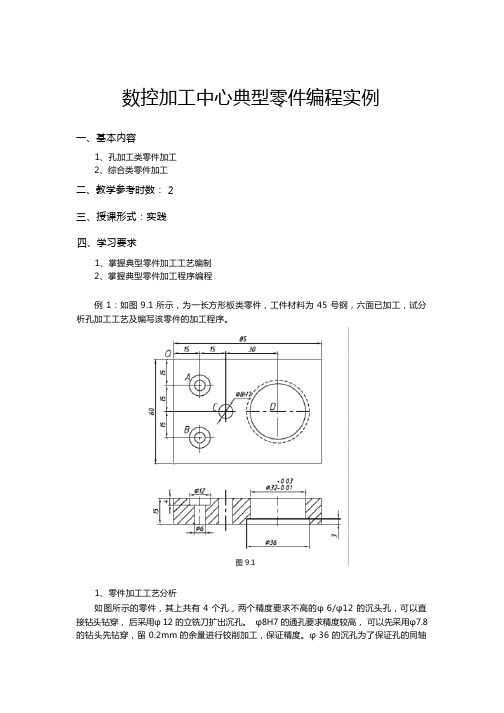
数控加工中心典型零件编程实例一、基本内容1、孔加工类零件加工2、综合类零件加工二、教学参考时数:2三、授课形式:实践四、学习要求1、掌握典型零件加工工艺编制2、掌握典型零件加工程序编程例 1:如图 9.1 所示,为一长方形板类零件,工件材料为 45 号钢,六面已加工,试分析孔加工工艺及编写该零件的加工程序。
图 9.11、零件加工工艺分析如图所示的零件,其上共有 4 个孔,两个精度要求不高的φ 6/φ12 的沉头孔,可以直接钻头钻穿,后采用φ 12 的立铣刀扩出沉孔。
φ8H7 的通孔要求精度较高,可以先采用φ7.8的钻头先钻穿,留 0.2mm 的余量进行铰削加工,保证精度。
φ 36 的沉孔为了保证孔的同轴度和表面的垂直度可以采用背镗工艺,因此该零件安排的加工工艺过程如下:(1)为保证孔间距精度,先采用中心钻点孔。
(2)采用φ 6 的钻头钻削两个φ6 孔。
(3)采用φ7.8 钻头钻削φ8 孔留余量0.2mm 。
(4)采用φ30 钻头钻留余量2mm 。
(5)扩φ 12 沉孔。
(6) 粗镗φ32 孔留余量 0.03mm 。
(7)背镗φ36 孔至尺寸。
(8)铰φ 8H7。
(9) 精镗φ 32 孔。
2、刀具及切削用量的选择加工零件所需的刀具及其切削用量选择见表。
表 加工刀具及切削用量3、确定编程原点位置及相关的数值计算根据工艺分析, 为方便计算与编程, 如图10.1所示, 选左上角的O 点为工件坐标系原点。
4个点位的坐标如下:A (X = 15.00 Y = -15.00)B (X = 15.00 Y = -45.00)C (X = 30.00 Y = -30.00)D (X = 60.00 Y = -30.00) 4、参考程序程序段O100 程序名号G40 G80 G49; 安全设定。
G28 G91 Z0; 经当前点,返回换刀点。
G28 X0 Y0;返回机床原点。
G54; 坐标系设定。
N1 M06 T01; 换1号刀 ( φ3mm中心钻), 适用无机械手盘式刀库。
切削用量表格

高锰钢wmn13%
10-20
铜及铜合金
200-250
120-180
90-120
铝及铝合金
300-600
200-400
150-200
铸铝合金wsi13%
100-180
80-150
60-100
注:切削钢及铸铁时刀具耐用度约为60min。
表二:按表面粗糙度选择进给量的参考值
工件材料
表面粗糙度
Ra/μm
表三:硬质合金车刀粗车外圆及端面的进给量
工件材料
车刀刀杆
尺寸
B×H/mm
工件直径
dw/mm
背吃刀量ap/mm
≤3
>3~5
>5~8
>8~12
>12
进给量f(mm/r)
碳素结构钢、
合金结构钢
及耐热钢
16×25
20
40
60
100
400
0.3~0.4
0.4~0.5
0.5~0.7
0.6~0.9
0.8~1.2
—
碳钢
及
合金钢
>5~10
<50
>50
0.30~0.50
0.40~0.55
0.45~0.60
0.55~0.65
0.55~0.70
0.65~0.70
>2.5~5
<50
>50
0.18~0.25
0.25~0.30
0.25~0.30
0.30~0.35
0.30~0.40
0.30~0.50
>1.25~2.5
<50
50~100
(完整版)钻削切削用量选择参考表

钻削切削用量选择参考表一、钻中心孔的切削用量钻中心孔公称直径钻中心孔的切削进给量钻中心孔切削速度刀具名称(mm) (mm/r) v(m/min) 中心钻 1 0.02 8~15中心钻 1.6 0.02 8~15中心钻 2 0.04 8~15中心钻 2.5 0.05 8~15中心钻 3.15 0.06 8~15中心钻 4 0.08 8~15中心钻 5 0.1 8~15中心钻 6.3 0.12 8~15中心钻8 0.12 8~1560 °中心锪钻及带锥柄 60 °中心锪钻 1 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 1.6 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2 0.02 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2.5 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 3.15 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 4 0.04 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 5 0.06 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 6.3 0.08 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻8 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻 1 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 1.6 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 2 0.02 12 ~25不带护锥及带护锥的60 °复合中心钻 2.5 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 3.15 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 4 0.04 12 ~25不带护锥及带护锥的60 °复合中心钻 5 0.06 12 ~25不带护锥及带护锥的60 °复合中心钻 6.3 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻8 0.08 12 ~25二、高速钢钻头切削用量选择表钻孔的进给量 (mm/r)钻头直径钢σ钢σb(MPa) 钢σ铸铁、铜及铝合铸铁、铜及铝合金do(mm) b(MPa)<800 800 ~ 1000 b(MPa)>1000 金 HB ≤200 HB>200 ≤2 0.05 ~ 0.06 0.04 ~ 0.05 0.03 ~ 0.04 0.09 ~ 0.11 0.05 ~0.072 ~ 4 0.08 ~ 0.10 0.06 ~ 0.08 0.04 ~ 0.06 0.18 ~ 0.22 0.11 ~0.134 ~ 6 0.14 ~ 0.18 0.10 ~ 0.12 0.08 ~ 0.10 0.27 ~ 0.33 0.18 ~0.226 ~ 8 0.18 ~ 0.22 0.13 ~ 0.15 0.11 ~ 0.13 0.36 ~ 0.44 0.22 ~0.268~ 10 0.22 ~ 0.28 0.17 ~ 0.21 0.13 ~ 0.17 0.47 ~ 0.57 0.28 ~0.3410 ~13 0.25 ~ 0.31 0.19 ~ 0.23 0.15 ~ 0.19 0.52 ~ 0.64 0.31 ~0.3913 ~16 0.31 ~ 0.37 0.22 ~ 0.28 0.18 ~ 0.22 0.61 ~ 0.75 0.37 ~0.4516 ~20 0.35 ~ 0.43 0.26 ~ 0.32 0.21 ~ 0.25 0.70 ~ 0.86 0.43 ~0.5320 ~25 0.39 ~ 0.47 0.29 ~ 0.35 0.23 ~ 0.29 0.78 ~ 0.96 0.47 ~0.5625 ~30 0.45 ~ 0.55 0.32 ~ 0.40 0.27 ~ 0.33 0.9 ~ 1.1 0.54 ~0.6630 ~50 0.60 ~ 0.70 0.40 ~ 0.50 0.30 ~ 0.40 1.0 ~ 1.2 0.70 ~0.80注 :1.表列数据适用于在大刚性零件上钻孔,精度在H12 ~H13 级以下(或自由公差),钻孔后还用钻头、扩孔钻或镗刀加工,在下列条件下需乘修正系数;1).在中等刚性零件上钻孔(箱体形状的薄壁零件、零件上薄的突出部分钻孔)时,乘系数0.75 ;2).钻孔后要用铰刀加工的精确孔,低刚性零件上钻孔,斜面上钻孔,钻孔后用丝锥攻螺纹的孔,乘系数 0.50 ;2.钻孔深度大于 3 倍直径时应乘修正系数。
机械加工切削全参数推荐表
常用材料机械加工切削参数推荐表共 26 页2015年9月目录1 切削用量选定原则 (3)2 车削加工切削参数推荐表 (3)2.1 车削要素 (3)2.2 车削参数 (4)3 铣削加工切削参数推荐表 (11)3.1 铣削要素 (11)3.2 铣削参数 (12)4 磨削加工切削参数推荐表 (22)4.1 磨削要素 (22)4.2 平面磨削 (22)4.3 外圆磨削 (23)4.4 内圆磨削 (24)1 切削用量选定原则选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度。
选择切削用量时,要综合考虑生产率、加工质量和加工成本。
从切削加工生产率考虑:切削深度、进给量、切削速度中任何一个参数增加一倍,都可提高生产率一倍。
从刀具耐用度考虑:应首先采用最大的切削深度,再选用大的进给量,然后根据确定的刀具耐用度选择切削速度。
从加工质量考虑:精加工时,采用较小的切削深度和进给量,采用较高的切削速度。
2 车削加工切削参数推荐表2.1 车削要素切削速度v :工件旋转的线速度,单位为m/min 。
进给量f :工件每旋转一周,工件与刀具相对位移量,单位为mm/r 。
切削深度a p :垂直于进给运动方向测量的切削层横截面尺寸,单位为mm 。
Ra :以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm 。
d w :工件直径,单位为mm 。
外圆车削示意图内圆车削示意图切削速度与转速关系:3.3181000nd dnv ==π m/mind vd vn3.3181000==πr/minv:切削速度,工件旋转的线速度,单位为m/min。
n:工件的转速,单位为r/min。
d:工件观察点直径,单位为mm。
2.2 车削参数45钢热轧状态(硬度:187HB)外圆车削45钢热轧状态(硬度:187HB)内圆车削45钢调质状态(硬度:28~32HRC)外圆车削45钢调质状态(硬度:28~32HRC)内圆车削40Cr钢热轧状态(硬度:212HB)外圆车削40Cr钢热轧状态(硬度:212HB)内圆车削40Cr钢调质状态(硬度:28~32HRC)外圆车削40Cr钢调质状态(硬度:28~32HRC)内圆车削H62硬化状态(硬度:164HB)外圆车削H62硬化状态(硬度:164HB)内圆车削2A12-T4固溶处理并时效状态(硬度:105HB)外圆车削2A12-T4固溶处理并时效状态(硬度:105HB)内圆车削TC4固溶处理并时效状态(硬度:320~380HB)外圆车削TC4固溶处理并时效状态(硬度:320~380HB)内圆车削3 铣削加工切削参数推荐表3.1 铣削要素铣削速度v :铣刀旋转运动的线速度,单位为m/min 。
高速钢铣刀切削用量选择表
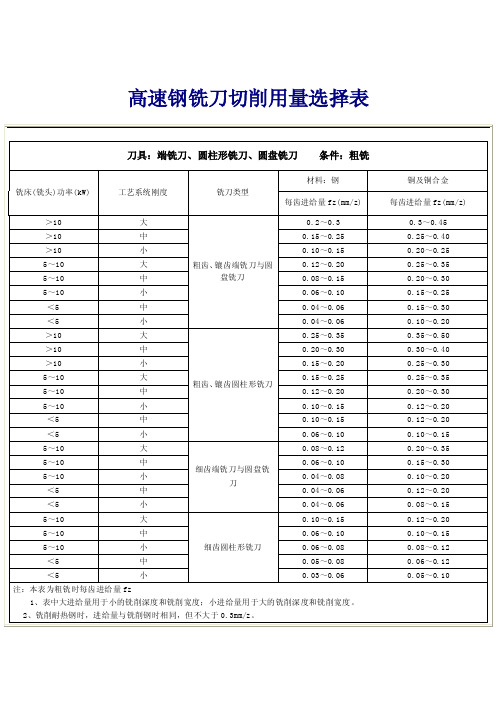
高速钢铣刀切削用量选择表刀具:端铣刀、圆柱形铣刀、圆盘铣刀条件:半精铣要求表面粗糙度Ra(μm)铣刀类型铣刀直径do(mm)加工材料进给量f(mm/r)6.3圆盘和镶齿端铣刀 1.2~2.73.2圆盘和镶齿端铣刀0.5~1.21.6圆盘和镶齿端铣刀0.23~0.53.2圆柱形铣刀40~80 1.0~2.71.6圆柱形铣刀40~80钢及铸铁0.6~1.53.2圆柱形铣刀100~125钢及铸铁 1.7~3.81.6圆柱形铣刀100~125钢及铸铁 1.0~2.13.2圆柱形铣刀160~250钢及铸铁 2.3~5.01.6圆柱形铣刀160~250钢及铸铁 1.3~2.83.2圆柱形铣刀40~80铸铁、铜及铝合金 1.0~2.31.6圆柱形铣刀40~80铸铁、铜及铝合金0.6~1.33.2圆柱形铣刀100~125铸铁、铜及铝合金 1.4~3.01.6圆柱形铣刀100~125铸铁、铜及铝合金0.8~1.73.2圆柱形铣刀160~250铸铁、铜及铝合金 1.9~3.71.6圆柱形铣刀160~250铸铁、铜及铝合金 1.1~2.1注:本表为半精铣时每转进给量f,使用圆柱形铣刀1、表中大进给量用于小的铣削深度和铣削宽度;小进给量用于大的铣削深度和铣削宽度。
2、铣削耐热钢时,进给量与铣削钢时相同,但不大于0.3mm/z。
刀具:立铣刀 条件:粗铣材料铣削平面及凸台铣削槽铣削深度(mm ) 铣削速度 v(m/min)铣刀直径d0 mm 每齿进给量af(mm/z) 铣削深度(mm ) 铣削速度 v(m/min)槽宽d0(mm) 每齿进给量fz(mm/z) 低碳钢HB:125~2250.5 52-64 10 0.025 0.75 30~34 10 0.025 1.5 38-49 10 0.05 3 29~32 10 0.038 d0/4 34-43 10 0.025 d0/2 26~29 10 0.018~0.025d0/2 20-37 10 0.018 d0 21~24 10 0.013 0.5 52-64 12 0.05 0.75 30~34 12 0.038 1.5 38-49 12 0.075 3 29~32 12 0.063 d0/4 34-43 12 0.05 d0/2 26~29 12 0.038 d0/2 20-37 12 0.025 d0 21~24 12 0.025 0.5 52-64 18 0.075-0.102 0.75 30~34 18 0.075 1.5 38-49 18 0.102-0.13 3 29~32 18 0.102 d0/4 34-43 18 0.075-0.102 d0/2 26~29 18 0.063 d0/2 20-37 18 0.05-0.075 d0 21~24 18 0.05 0.5 52-64 25~50 0.102-0.13 0.75 30~34 25~50 0.102 1.5 38-49 25~50 0.13-0.15 3 29~32 25~50 0.13 d0/4 34-43 25~50 0.102-0.13 d0/2 26~29 25~50 0.089 d0/2 20-37 25~50 0.075-0.102d0 21~24 25~50 0.075 中碳钢175~275 0.5 34-49 10 0.025 0.75 26~29 10 0.018 1.5 26-37 10 0.05 3 24~27 10 0.025 d0/4 23-32 10 0.025 d0/2 21~24 10 0.013 d0/2 20-27 10 0.018 d0 18~20 10 0.5 34-49 12 0.05 0.75 26~29 12 0.025-0.038 1.526-37 12 0.075 3 24~27 12 0.05-0.063 d0/4 23-32 12 0.05 d0/2 21~24 12 0.025 d0/2 20-27 12 0.025 d0 18~20 12 0.018 0.5 34-49 18 0.075 0.75 26~29 18 0.05-0.075 1.5 26-37 18 0.102 3 24~27 18 0.075-0.102d0/4 23-32 18 0.075 d0/2 21~24 18 0.05 d0/2 20-27 18 0.05 d0 18~20 18 0.038 0.5 34-49 25~50 0.102 0.75 26~29 25~50 0.075-0.102 1.5 26-37 25~50 0.13 3 24~27 25~50 0.102-0.13 d0/4 23-32 25~50 0.102 d0/2 21~24 25~50 0.075 d0/220-27 25~50 0.075 d0 18~20 25~50 0.063 高碳钢175~2750.5 32-46 10 0.025 0.75 24~27 10 0.018 1.524-34100.05323~26100.025d0/218-24100.018d017~18100.532-46120.050.7524~27120.0251.524-34120.075323~26120.05 d0/421-29120.05d0/220~23120.025 d0/218-24120.025d017~18120.0180.532-46180.0750.7524~27180.0631.524-34180.102323~26180.089 d0/421-29180.075d0/220~23180.05 d0/218-24180.05d017~18180.0380.532-4625~500.1020.7524~2725~500.0891.524-3425~500.13323~2625~500.102 d0/421-2925~500.102d0/220~2325~500.075 d0/218-2425~500.075d017~1825~500.063合金钢(低碳)125~2250.537-38100.0250.7527~30100.0251.527-29100.05326~29100.025 d0/424-26100.038d0/223~26100.018 d0/221-23100.025d018~21100.0130.537-38120.050.7527~30120.0381.527-29120.075326~29120.063 d0/424-26120.05d0/223~26120.038 d0/221-23120.038d018~21120.0250.537-38180.075-0.1020.7527~30180.0751.527-29180.102-0.13326~29180.102 d0/424-26180.075-0.102d0/223~26180.063 d0/221-23180.05-0.075d018~21180.050.537-3825~500.102-0.130.7527~3025~500.1021.527-2925~500.13-0.15326~2925~500.13 d0/424-2625~500.102-0.13d0/223~2625~500.089 d0/221-2325~500.075-0.102d018~2125~500.075合金钢(中碳)175~2750.530-37100.0250.7520~23100.0181.523-27100.05318~21100.025d0/420-24100.038d0/215~18100.013d0/218-21100.025d012~14100.530-37120.050.7520~23120.0381.523-27120.075318~21120.05d0/420-24120.05d0/215~18120.025d0/218-21120.038d012~14120.013-0.0180.530-37180.0750.7520~23180.05-0.0751.523-27180.102318~21180.075-0.102d0/2 18-21 18 0.05 d0 12~14 18 0.038 0.5 30-37 25~50 0.102 0.75 20~23 25~50 0.075-0.102 1.5 23-27 25~50 0.13 3 18~21 25~50 0.102-0.13 d0/4 20-24 25~50 0.102 d0/2 15~18 25~50 0.075 d0/2 18-21 25~50 0.075 d0 12~14 25~50 0.063 合金钢(高碳)175~275 0.5 30-34 10 0.025 0.75 18~20 10 0.018 1.5 23-26 10 0.05 3 17~18 10 0.025 d0/4 20-21 10 0.025 d0/2 14~15 10 0.013 d0/2 18 10 0.018 d0 12 10 0.5 30-34 12 0.05 0.75 18~20 12 0.038 1.5 23-26 12 0.075 3 17~18 12 0.05 d0/4 20-21 12 0.05 d0/2 14~15 12 0.025 d0/2 18 12 0.025 d0 12 12 0.018 0.5 30-34 18 0.075 0.75 18~20 18 0.05-0.075 1.5 23-26 18 0.102 3 17~18 18 0.075-0.102d0/4 20-21 18 0.075 d0/2 14~15 18 0.05 d0/2 18 18 0.05 d0 12 18 0.038 0.5 30-34 25~50 0.102 0.75 18~20 25~50 0.075-0.102 1.5 23-26 25~50 0.13 3 17~18 25~50 0.102-0.13 d0/4 20-21 25~50 0.102 d0/2 14~15 25~50 0.075 d0/2 18 25~50 0.075 d0 12 25~50 0.063 高强度钢225~350 0.5 18-26 10 0.018 0.75 15~18 10 0.013-0.018 1.5 14-20 10 0.025 3 14~17 10 0.018-0.025 d0/4 12--17 10 0.018 d0/2 12~14 10 0.013 d0/2 11--15 10 0.013 d0 11~12 10 0.5 18-26 12 0.038-0.05 0.75 15~18 12 0.025 1.5 14-20 12 0.05-0.075 3 14~17 12 0.038-0.05 d0/4 12--17 12 0.038-0.05 d0/2 12~14 12 0.025 d0/2 11--15 12 0.025-0.038 d0 11~12 12 0.013 0.5 18-26 18 0.075 0.75 15~18 18 0.05 1.5 14-20 18 0.102 3 14~17 18 0.075 d0/4 12--17 18 0.075 d0/2 12~14 18 0.038 d0/2 11--15 18 0.05 d0 11~12 18 0.025 0.5 18-26 25~50 0.102 0.75 15~18 25~50 0.075 1.5 14-20 25~50 0.13 3 14~17 25~50 0.102 d0/4 12--17 25~50 0.102 d0/2 12~14 25~50 0.063 d0/211--15 25~50 0.075 d0 11~12 25~50 0.05 高速钢200~2750.5 18-26 10 0.013-0.018 0.75 9~15 10 0.013 1.514-20100.018-0.02538~14100.018d0/211--15100.013d05~11100.518-26120.0250.759~15120.0381.514-20120.025-0.0538~14120.05d0/412--17120.013-0.025d0/26~12120.018-0.025 d0/211--15120.013d05~11120.0130.518-26180.038-0.050.759~15180.051.514-20180.038-0.07538~14180.075d0/412--17180.025-0.05d0/26~12180.038-0.05 d0/211--15180.013-0.025d05~11180.0250.518-2625~500.05-0.0750.759~1525~500.0751.514-2025~500.063-0.10238~1425~500.102d0/412--1725~500.05-0.075d0/26~1225~500.075d0/211--1525~500.025-0.05d05~1125~500.05工具钢150~2500.520-30100.013-0.0180.7512~17100.013-0.0181.515-23100.025311~15100.018d0/412--20100.013-0.018d0/29~12100.013d0/211--18100.013d08~9100.520-30120.0250.7512~17120.0381.515-23120.038-0.05311~15120.05d0/412--20120.025d0/29~12120.025-0.038 d0/211--18120.013d08~9120.013-0.0250.520-30180.038-0.050.7512~17180.051.515-23180.05-0.075311~15180.075d0/412--20180.038-0.05d0/29~12180.038-0.05 d0/211--18180.025d08~9180.025-0.050.520-3025~500.05-0.0750.7512~1725~500.075-0.1021.515-2325~500.075-0.102311~1525~500.102-0.13 d0/412--2025~500.05-0.075d0/29~1225~500.075-0.102 d0/211--1825~500.038-0.05d08~925~500.05-0.075不锈钢(奥氏体)135~2750.527-34100.0250.7512~18100.013-0.0181.520-24100.05311~17100.018-0.025 d0/417-21100.025d0/29~15100.013d0/215-18100.025d08~12100.527-34120.050.7512~18120.0251.520-24120.075311~17120.038-0.05 d0/417-21120.05d0/29~15120.025d0/215-18120.025-0.038d08~12120.0130.527-34180.1020.7512~18180.051.520-24180.13311~17180.063-0.075d0/2 15-18 18 0.075 d0 8~12 18 0.025 0.5 27-34 25~50 0.13 0.75 12~18 25~50 0.075 1.5 20-24 25~50 0.15 3 11~17 25~50 0.102 d0/4 17-21 25~50 0.13 d0/2 9~15 25~50 0.063-0.075 d0/2 15-18 25~50 0.102 d0 8~12 25~50 0.038-0.05 不锈钢(马氏体175~325 0.5 21-40 10 0.018-0.025 0.75 12~20 10 0.013 1.5 17-30 10 0.025-0.05 3 11~18 10 0.018 d0/4 14-27 10 0.018-0.025 d0/2 9~15 10 0.013 d0/2 12--23 10 0.013-0.025 d0 8~12 10 0.5 21-40 12 0.025-0.05 0.75 12~20 12 0.025-0.038 1.5 17-30 12 0.05-0.075 3 11~18 12 0.038-0.05 d0/4 14-27 12 0.025-0.05 d0/2 9~15 12 0.025-0.038 d0/2 12--23 12 0.018-0.025 d0 8~12 12 0.013 0.5 21-40 18 0.05-0.075 0.75 12~20 18 0.05 1.5 17-30 18 0.075-0.102 3 11~18 18 0.063-0.075 d0/4 14-27 18 0.05-0.075 d0/2 9~15 18 0.038-0.05 d0/2 12--23 18 0.038-0.05 d0 8~12 18 0.018-0.025 0.5 21-40 25~50 0.075-0.102 0.75 12~20 25~50 0.075 1.5 17-30 25~50 0.102-0.13 3 11~18 25~50 0.102 d0/4 14-27 25~50 0.075-0.102 d0/2 9~15 25~50 0.05-0.075 d0/2 12--23 25~50 0.063-0.075 d0 8~12 25~50 0.025-0.05 灰铸铁160~260 0.5 27-43 10 0.025 0.75 14~23 10 0.038 1.5 21-35 10 0.05 3 12~21 10 0.05 d0/4 18-29 10 0.038 d0/2 11~18 10 0.025-0.038 d0/2 15-24 10 0.025 d0 9~14 10 0.013-0.018 0.5 27-43 12 0.038-0.05 0.75 14~23 12 0.038-0.05 1.521-35 12 0.063-0.0753 12~21 12 0.05-0.075 d0/4 18-29 12 0.05 d0/2 11~18 12 0.038-0.05 d0/2 15-24 12 0.038 d0 9~14 12 0.025 0.5 27-43 18 0.05-0.102 0.75 14~23 18 0.05-0.102 1.5 21-35 18 0.075-0.13 3 12~21 18 0.075-0.13 d0/4 18-29 18 0.063-0.102 d0/2 11~18 18 0.05-0.075 d0/2 15-24 18 0.05-0.075 d0 9~14 18 0.036-0.05 0.5 27-43 25~50 0.075-0.15 0.75 14~23 25~50 0.075-0.13 1.5 21-35 25~50 0.102-0.18 3 12~21 25~50 0.102-0.15 d0/4 18-29 25~50 0.089-0.13 d0/2 11~18 25~50 0.075-0.13 d0/215-24 25~50 0.075-0.102 d0 9~14 25~50 0.05-0.102 可锻铸铁160~0.5 34-43 10 0.025 0.75 18~21 10 0.018 1.527-34100.05317~20100.025d0/218-24100.018d011~14100.0130.534-43120.050.7518~21120.0251.527-34120.075317~20120.038-0.05 d0/421-23120.05d0/214~17120.025d0/218-24120.025d011~14120.0180.534-43180.075-0.1020.7518~21180.05-0.0631.527-34180.102-0.13317~20180.063-0.075 d0/421-23180.075-0.102d0/214~17180.05d0/218-24180.05-0.075d011~14180.025-0.0380.534-4325~500.102-0.150.7518~2125~500.063-0.0751.527-3425~500.13-0.18317~2025~500.075-0.102 d0/421-2325~500.102-0.13d0/214~1725~500.063-0.075 d0/218-2425~500.075-0.102d011~1425~500.038-0.05铝合金30~1500.5245-305100.0750.75115~150100.0751.5185-245100.1023100~135100.102 d0/4150-185100.075d0/284~120100.075 d0/2120-150100.05d069~105100.050.5245-305120.1020.75115~150120.131.5185-245120.153100~135120.15 d0/4150-185120.102d0/284~120120.13 d0/2120-150120.075d069~105120.0750.5245-305180.130.75115~150180.151.5185-245180.23100~135180.2 d0/4150-185180.15d0/284~120180.15 d0/2120-150180.13d069~105180.130.5245-30525~500.180.75115~15025~500.251.5185-24525~500.253100~13525~500.3 d0/4150-18525~500.2d0/284~12025~500.2 d0/2120-15025~500.15d069~10525~500.15铜合金0.546-150100.025-0.050.7530~87100.025-0.051.538-120100.038-0.075326~79100.05-0.075 d0/430-105100.025-0.05d0/223~72100.025-0.05 d0/223-90100.018-0.038d020~64100.025-0.0380.546-150120.025-0.0750.7530~87120.051.538-120120.038-0.13326~79120.063-0.075 d0/430-105120.025-0.075d0/223~72120.038-0.05 d0/223-90120.018-0.075d020~64120.025-0.038 0.546-150180.102-0.130.7530~87180.0751.538-120180.13-0.2326~79180.102-0.13 d0/430-105180.075-0.103d0/223~72180.063-0.075 d0/223-90180.05-0.102d020~64180.050.546-15025~500.13-0.180.7530~8725~500.102-0.131.538-12025~500.18-0.25326~7925~500.13-0.18 d0/430-10525~500.102-0.15d0/223~7225~500.089-0.102 d0/223-9025~500.075-0.13d020~6425~500.063-0.075钛合金300~3500.515-34100.0250.7511~20100.018-0.0251.514-30100.035-0.0539~18100.018-0.025 d0/48--17100.025d0/28~15100.013-0.018d0/26--12100.018-0.025d06~12100.0130.515-34120.050.7511~20120.025-0.051.514-30120.07539~18120.025-0.05 d0/48--17120.038-0.05d0/28~15120.018-0.038 d0/26--12120.025-0.038d06~12120.013-0.0250.515-34180.1020.7511~20180.05-0.0751.514-30180.1339~18180.05-0.075 d0/48--17180.05-0.075d0/28~15180.05d0/26--12180.038-0.05d06~12180.0380.515-3425~500.102-0.130.7511~2025~500.075-0.1021.514-3025~500.13-0.1539~1825~500.075-0.102 d0/48--1725~500.075-0.13d0/28~1525~500.063-0.075 d0/26--1225~500.05-0.075d06~1225~500.05-0.075高温合金200~4750.53--12100.0250.75 2.1~1.6100.013-0.0181.52.4-9100.038-0.053 1.8~1.55100.013-0.025 d0/4 2.1-8100.025-0.038d0/2 1.5~510d0/22--6100.013-0.025d0100.53--12120.0250.75 2.1~1.6120.013-0.051.52.4-9120.038-0.053 1.8~1.55120.018-0.038 d0/4 2.1-8120.025-0.038d0/2 1.5~5120.018-0.025 d0/22--6120.018-0.025d0120.53--12180.038-0.050.75 2.1~1.6180.018-0.051.52.4-9180.05-0.0753 1.8~1.55180.025-0.075。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工中心切削用量参照表
表1 8-20高速钢立铣刀粗铣切削用量参考值
表2 硬质合金面铣刀加工平面时的切削用量
表3 涂层硬质合金铣刀的切削用量
注:铣削端面时切削深度为轴向切削深度,铣削侧面时切削深度为径向切削深度。
表4 高速钢钻头钻孔时的进给量
加工中心切削用量参照表
表1 8-20高速钢立铣刀粗铣切削用量参考值
表2 硬质合金面铣刀加工平面时的切削用量
表3 涂层硬质合金铣刀的切削用量
注:铣削端面时切削深度为轴向切削深度,铣削侧面时切削深度为径向切削深度。
表4 高速钢钻头钻孔时的进给量。