一起在用工业管道鼓包失效分析
一起在用工业管道鼓包失效分析

⼀起在⽤⼯业管道⿎包失效分析⼀起在⽤压⼒管道⿎包失效分析史进,贾国栋,王辉,姜海⼀,谢国⼭,杜晨阳,魏⽂涛,陈彦泽中国特种设备检测研究院,北京,100013摘要:通过渣油加氢反应产物空冷器出⼝管道在使⽤过程中发⽣的⿎包失效进⾏分析,对⿎包原因进⾏试验研究。
试验研究结果表明:湿硫化氢环境下该管道发⽣氢致开裂(HIC),并在管道内壁形成⿎包。
关键词:湿硫化氢管道⿎包氢致开裂Failure analysis for the Blister on a Pressure Pipe In-serviceJin Shi1, Guo-dong Jia1, Hui Wang1, Hai-yi Jiang1, Guo-shan Xie1, Chenyang Du1, Wen-taoWei1, Yan-ze Chen1(1 China special equipment inspection and research institute, Beijing 100013,China2)ABSTRACT:By way of failure analysis the research was made for the blister on the outlet pipe of air cooler of residuum hydrocrack plant in service, the results shows that hydrogen induced cracking(HIC) happened within the wall of the pipe because of wet H2S environments and then blister came into being on the internal surface of the pipe.KEYWORDS:Wet H2S environment; Pipe; Blister; HIC1 概况2007年5⽉某⽯化公司对其所属加氢裂化装置A101空冷器出⼝管道进⾏检验,发现该管道部分管段有夹层征象,截取出该部分⼀段长度约为400mm的管段,检查发现内壁有明显的⿎包,受该⽯化公司委托,笔者对该管段进⾏检验检测和取样试验,以确定⿎包的形状及特点,并分析其形成原因。
37mn5管材内壁表面上鼓包缺陷形成原因探讨

在现代社会中 37Mn5 管材主要应用于石油钻探工 程当中,由于石油钻探的特殊性,要求使用的管材纯净 度以及各项性能指标都必须要达标。但当 37Mn5 管坯 在 穿 管 工 序 完 成 之 后 ,往 往 会 检 验 得 到 管 材 的 内 部 出 现了大量鼓包缺陷,对钢管的使用造成了严重影响,并 存在较大的安全隐患,因此文章主要通过分析 37Mn5 管 材 内 壁 表 面 上 的 鼓 包 缺 陷 形 成 原 因 ,提 出 了 改 善 鼓 包缺陷的策略,希望能够提供一定的参考。
对鼓包延伸裂纹及附近存在的条状杂物使用先进 科学的扫描电镜和能谱仪进行成分分析。根据检测的 结果可以知道,鼓包延伸裂纹以及附近存在的条状杂 物的成本相同,是一类物质,其主要含有的元素包括 O、 Mg、Ca 等,并在钢材中常常以 MgO、Al2O3 等的混合形式 存在。该类夹杂物的结构呈现出松散的状态,且在夹杂 物的中间还分布了一些比较小的块状物体。
2 管材内部鼓包缺陷形成的因
2.1 夹杂物的形成 通 常 情 况 下 ,非 金 属 的 夹 杂 物 可 以 按 照 其 来 源 对
石化动设备管道失效原因分析
石化动设备管道失效原因分析
石化动设备管道失效原因的分析涉及复杂的工程领域和专业知识,需要进行详细的技术评估和现场调查。
通常情况下,石化动设备管道失效的原因可能包括以下几个方面:
材料问题:管道材料使用不当、质量问题、腐蚀等可以导致管道失效。
腐蚀和磨损:管道内部受到腐蚀或磨损,尤其是在输送腐蚀性介质或高速流体时容易出现失效。
疲劳和裂纹:长期使用和连续载荷作用下,管道可能发生疲劳开裂,地震或其他外力也可能导致裂纹产生。
过温和过压:超过设计温度和压力限制可能引起管道材料的变形、脆化或破裂。
不合理的设计或施工:管道在设计、安装和使用过程中存在缺陷,如弯头半径太小、焊接质量差等。
外力破坏:意外事故、外界冲击或挤压等因素可能导致管道失效。
针对具体的管道失效情况,需要进行专业的工程分析和评估,以确定准确的失效原因。
在石化动设备领域,工程师和专业技术人员通常负责进行详细的失效分析和探查。
一起锅筒鼓包事故的分析修复和防范

收稿 日期 :0 0- — 8 2 1- 4 2 - 0 作者简介 : 革 (9 7 , ( 林 16 一)男 壮族 )广西武鸣人 , , 工程师 , 锅炉和压力容器检验师 , 现主要从 事特种设 备的安全性 能检验 。
10 6
《 装备制造技术) O 1 2 l 年第 7 期
从对该锅炉进行检验的结果和现场调查情 况来 安全监督管理部 门批准 。 看, 导致鼓包事故发生的主要原因是 : () 3 根据《 锅炉定期检验规则》 2 o ) 2 条规 (O o第 O () 1 锅炉的水处理设施损 坏后 , 没有及 时修 复 , 定 , 修理完成后 , 须经 当地特种设备检验人 员应对修
3 修复措 施
( ) 据金 相 检验 和 超声 波 测厚 结 果 得 出 , 1根 变形
5 结束语
锅 筒 产 生鼓 包 事 故 的 主要 原 因是 由于锅 炉 水 质 区域的材质 已变质 , 厚度小于设计最小需要壁厚 , 无 不合格 , 排污量不够 , 在锅 筒底部形成 了水垢 , 破坏 法采用加热顶压工艺 , 使锅筒恢复原样 。所 以, 根据 了热传递。为 了保证锅炉的安全运行 , 使用单位必须 《 炉定期检验规则 》2 0 ) l 条规定 , 锅 (0O 第 9 对锅筒底 严格执行国家有关规定 , 确保锅炉水质合格。 部的鼓包部位采用挖补方法进行修复。
锅筒产生鼓包 , 虽然属于锅炉的一般事故 , 如 但 果未及 时发现并采取正确措施 ,会导致当锅 筒壁厚 继续减薄到一定的厚度 ,此时的强度达不到工作压 力下要求 的强度 , 在工作压力及工作温度下 , 锅筒筒
.
变
番L
_
k J
图 1 锅炉锅 筒鼓 包形状图
身破裂 , 蒸汽压力瞬间降为 0 产生剧烈爆炸 , , 因而具 有极 大 的危 害 性 。
管道失效分析和对策措施
浙江钱清发电有限责任公司管道失效隐患分析及防范对策前言:本文结合公司#1、#2机组管道安装情况,对管道设计、安装存在的不足可能导致的失效类型进行了分析,提出了解决失效隐患的改进措施。
一、管道的损坏现象主要有以下几种形式『1』:1. 蒸汽管道的高温蠕变疲劳损坏。
主要发生在蒸汽温度高于480摄氏度的主蒸汽管道、再热热段蒸汽管道及一些高温的承压部件如:异种钢焊缝、弯头、阀门、三通等部件,由于存在较高的热应力而容易因蠕变疲劳提前失效。
这些部件的使用寿命主要由材料的高温蠕变强度及部件承受的应力所决定。
2. 管道过载荷引起的损坏。
如果实际载荷超过了计算假设的热负荷、静力学和动力学数据,则发生了过载荷行为。
原因可能有:1) 调节装置失灵。
2) 冷却水管道、喷水管道及阀门尺寸选择错误。
3) 水击、凝结水冲击。
如管道水击或汽锤引起管道的变形、断裂损坏。
此种损坏现象主要发生在管道投运时疏水不尽所致。
我公司对外供热母管曾经发生一起水击,导致多处管道脱离支架。
长兴发电有限责任公司#2炉再热热段管道在冲管时发生水击现象,导致管道多处变形,吊架损坏。
4) 压力冲击5) 形状错误或不佳,尤其是承受蠕变应力的部件6) 负荷过渡方式错误7) 封闭的介质液体受热8) 支吊错误或失灵9) 材料错误3. 管道振动引起的损坏。
振动可引起断裂或摩擦部位的管道断裂。
引起管道振动的原因主要与管道及支吊系统的设计维护有关。
4. 管道及接管座的热疲劳损坏,包括母管管孔处的热疲劳裂纹。
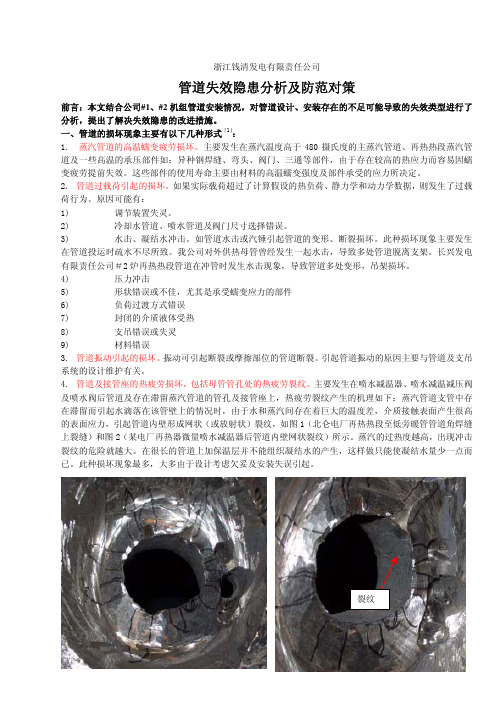
主要发生在喷水减温器、喷水减温减压阀及喷水阀后管道及存在滞留蒸汽管道的管孔及接管座上,热疲劳裂纹产生的机理如下:蒸汽管道支管中存在滞留而引起水滴落在该管壁上的情况时,由于水和蒸汽间存在着巨大的温度差,介质接触表面产生很高的表面应力,引起管道内壁形成网状(或放射状)裂纹,如图1(北仑电厂再热热段至低旁暖管管道角焊缝上裂缝)和图2(某电厂再热器微量喷水减温器后管道内壁网状裂纹)所示。
汽车制造业输油工业管道中膨胀压力问题的分析与解决

汽车制造业输油工业管道中膨胀压力问题的分析与解决随着汽车制造业和输油工业的不断发展和进步,工业管道的应用也越来越广泛。
然而,在管道的运行过程中,由于介质温度、压力等因素的变化,管道中会产生膨胀压力,导致管道变形、内部压力异常等问题。
因此,对于这一问题,汽车制造业和输油工业需要进行深入的分析和解决。
一、膨胀压力问题的分析1.温度引起的膨胀温度是导致管道膨胀的主要原因之一。
在运行过程中,由于管道介质温度的变化,管道的长度及横截面积都会发生改变,导致管道的膨胀或收缩。
尤其是长距离管道,其膨胀量更为明显。
这种膨胀过程在管道上尤其是大口径管道上,容易引起管道的破坏。
2.流体物理效应引起的膨胀管道中的流体在运动过程中,也会产生膨胀压力。
流体在管道内运动时,会受到管道壁的作用力,从而对管道施加一定的压力,形成流体的压缩和稠度的增加,从而引起管道的膨胀。
3.介质性质引起的膨胀管道介质的性质也是影响管道膨胀的因素之一。
当介质的物理性质发生变化时,如温度、密度、粘度等变化,就会引起介质膨胀或收缩。
特别是在输油管道中,介质的变化会更为明显。
1.采用管道膨胀节2.推动管道材质的升级通过技术手段,推动管道材质的升级,提高管道的耐压、耐腐蚀性能,可以有效解决管道膨胀问题。
如采用高强度、高硬度材质,可以增加管道的承载能力和抗压性能;采用防腐蚀材料,可以减少管道腐蚀,增加管道寿命。
3.加强管道支架和固定通过加强管道支架和固定,可以减少管道的振动和变形,防止管道膨胀引起的问题。
对于长距离、大口径管道,采用多支架、多处固定的方式,以增加管道的稳定性和耐用性,保证管道的正常运行。
综上所述,膨胀压力问题是汽车制造业和输油工业中常见的问题。
针对这一问题,可以通过应用管道膨胀节、推动管道材质的升级和加强管道支架和固定等方法,来解决管道膨胀带来的问题,保证管道的正常运行。
一起锅炉水冷壁管鼓包事故分析

合物变为汽弹状流动 ( 6 o当负荷增加到某一程度时 , 图 ) 管 内蒸汽含量进 一步加大 , 汽水混合物以汽柱状 流动( 7 , 图 )管 壁处仅 留一层不稳定 的薄水膜 。当蒸汽流速很高时, 会将此 层薄水膜破坏 , 将水膜 化成水滴带走 , 管壁因得不到水膜的 冷却而使壁温急剧升高 , 导致过热鼓包 , 此时汽流为雾状流
动( 8 。 图 )
制在正常水位 附近 , 现场经过检 查 , 流管胀 V无松动状况 , 对 1 且顶棚管无弯 曲和鼓包现象 , 可见运行 中没有严重缺水现象。 4排污情况 : . 连续排污情况正常 。但 是从 运行记 录上可 以证 实司炉人 员经常在锅炉较 高负荷 时对水 冷壁集箱进行
有一层较薄 的蓝色氧化膜 , 鼓包现象 主要集 中在炉膛 主燃 区 ( 高温 区) 。
一
图 2 管壁铁素体晶粒 度
、
鼓 包事故 成 因分析
( ) 一 金相检验
通过审查该炉原始技术资 料 ,确认水 冷壁管材 质为 2 0
号 。 水冷壁管鼓包处 、 从 远离鼓包处取样进行金相分析 , 光学
的鼓包 。经检验 , 该炉两侧左 、 右水冷壁管( 6 m 防焦 中7 ×4 m) 箱 上方 6 m高度内 ,前水冷壁管从 防焦箱 向上方 6 m高度 内 均 出现不 同程度 的鼓 包 , 最多 的一根有 1 O处 , 面 向炉膛 , 且 最 大鼓包处长 度 5 m 径向弧长 4 r 高度 8 m, 5 m, 6 m, a a r 且表 面
36Mn2V管材内表面鼓包缺陷成因分析

36Mn2V管材内表面鼓包缺陷成因分析朱立明【摘要】天津钢铁集团有限公司生产的36Mn2V圆坯用于轧制非调质处理N80级石油套管时,在钢管内壁发现鼓包缺陷.经过对缺陷样品进行扫描电镜和金相分析,发现圆坯中存在复合型非金属夹杂物是形成鼓包缺陷的原因.通过在炼钢过程中选择合适的脱氧剂、强化脱氧,在精炼过程中保证充足的吹氩时间和吹氩强度、保证足够的镇静时间,在连铸进程中控制好液面、拉速、水口插入深度、保护浇注等措施,有效减少了圆坯中的夹杂物含量,避免了内鼓包缺陷的再次发生.【期刊名称】《天津冶金》【年(卷),期】2017(000)0z1【总页数】3页(P35-37)【关键词】钢管;内表面;鼓包缺陷;夹杂物【作者】朱立明【作者单位】天津钢铁集团有限公司技术中心,天津,300301【正文语种】中文近年来,随着我国国民经济的快速增长,无缝钢管在工业生产中的地位越来越重要,相应的无缝钢管的质量也越来越受到人们的关注。
对于无缝钢管来说,作为原材料的连铸圆坯质量的优劣,在很大程度上决定了无缝钢管的质量。
用天钢生产的36Mn2V圆坯轧制非调质处理N80级石油套管后,检测发现钢管内壁出现鼓包缺陷,影响钢管正常使用。
铸坯断面规格为ø150 mm,轧制的规格有73.02mm×5.51mm和60.32 mm×4.83 mm。
针对该类缺陷,天钢对采取的样品进行扫描电镜和金相分析,找出造成缺陷的原因,并通过对炼钢、精炼、连铸等生产工艺进行改进来控制圆坯的夹杂物含量,有效避免了内鼓包缺陷的再次发生。
1.1 缺陷形貌试样内壁存在鼓包缺陷,如图1所示,管壁内侧鼓包沿轧制方向呈椭圆形,长径较长,不规则的分布在内侧管壁上。
1.2 金相检测及电镜分析沿试样鼓包缺陷处横向剖开,经磨抛后在电子显微镜下观察,发现缺陷处与基体分离,形成了一个约100 μm厚的气泡状分离层,如图2a所示,组织中并没有脱碳或氧化等特征出现,但在内壁缺陷处与基体连接的延伸位置可见细碎夹杂物质,同时基体内部也分布有多处夹杂物,夹杂物在横向上延伸可达450 μm,如图2b所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ABSTRACT:By way of failure analysis the research was made for the blister on the outlet pipe of air cooler of residuum hydrocrack plant in service, the results shows that hydrogen induced cracking(HIC) happened within the wall of the pipe because of wet H2S environments and then blister came into being on the internal surface of the pipe.
列出了我国材料牌号中与该管段母材比较接近的 20R 和 16MnR 的标准要求作为对比,考虑
到该石化公司所在地区属于亚热带气候,故管段不在低温下服役,取常温冲击功的要求值。
结果表明室温下冲击功均达到了我国近似材料牌号的要求,冲击试验断后的试样见图 3-2。
表 3-1 母材化学成份分析结果表
分析元素
C
管段的硬度测量位置主要选择焊接接头的焊缝、热影响区和母材,以及鼓包区域的母材内 表面,结果表明母材的硬度值在 HB103~HB112 之间,热影响区硬度值在 HB133~HB138 之 间,焊缝硬度值在 HB134~HB137 之间,均无异常。 2.4 表面无损检测
对管段内、外壁进行湿荧光磁粉检测,采用交流磁扼和喷雾式荧光磁悬液,发现内壁存 在两处表面裂纹,一条裂纹长度约 25mm,大体与环向(材料轧制方向)平行,裂纹一端与 环向约成 45°夹角,无明显分岔;另一裂纹长约 3mm,亦与环向平行。两条裂纹之间的最
Mn
P
S
Si
实测值,%
0.27
0.84
0.020 0.0079
0.26
ASTM 标准要求,% ≤0.31 ≤0.98(成品) 0.035
0.035 0.13~0.45
试样编号 1
试样规格 mm φ10
表 3-2 室温单轴拉伸性能试验结果
试验温度 强度极限 屈服极限 断后伸长率 断面收缩率
t,℃ Rm,MPa ReL,MPa A,%
该管段操作温度为 49℃,管内介质为馏份油、氢气、硫化氢、氨、水、瓦斯等混合物, 即管道内壁在典型的湿硫化氢环境下服役,将有如下反应过程:
Fe+H2S(湿)→FeS +2H 该反应可能导致母材发生三种不同类型的失效:硫化物应力腐蚀开裂(SSCC)、湿硫化 氢环境下应力导向氢致开裂(SOHIC)、氢致开裂(HIC)。 该管段安装时按设计要求进行了焊后热处理,且硬度检测的结果也表明材料硬度值不高,
准最低要求低近一个数量级。室温单轴拉伸性能试验结果见表 3-2,对比材料标准要求发现
正常母材的拉伸性能完全符合标准要求,屈服极限和断后伸长率均比标准高出许多,断后的
拉伸试样见图 3-1。材料的抗冲击性能试样为标准夏比 V 形缺口横向试样,加工时均避开了
缺陷位置,室温下冲击性能试验结果见表 3-3;因材料标准并无强制要求,作为参考,表 3-3
材料的残余应力水平应该不高,并且可以根据内压载荷计算出鼓包位置的径向应力约为
16.84MPa,远低于服役温度下的许用应力 128MPa。同时应注意到管段的焊接接头区域几乎 没有发现任何开裂,因此基本可以排除 SSCC 和 SOHIC 的可能,而管段中观察到的台阶状开 裂正是 HIC 的典型特征,因此可以断定该管段的母材开裂为 HIC,其发生机理如下:
图 2-3 取样及加工位置示意图
图 2-4 一处母材断面开裂
图 2-5 鼓包部位取样
图 2-6 鼓包部位母材断面示意图
图 2-7 鼓包部位中心取样
图 2-8 鼓包部位母材断面开裂尺寸比例
3 分析及试验
3.1 理化性能试验及分析
管段母材化学成份分析结果见表 3-1,完全符合标准的要求,尤其是 S 元素的含量比标
Z,%
20
515
295
30.5
57.0
2
φ10
20
515
300
31.0
57.5
3
φ10
20
515
295
28.5
58.0
ASTM 标准要求
450~585 ≥240
≥23
/
表 3-3 标准夏比 V 形缺口冲击试验结果
试样编号 1
试样规格 mm×mm×mm
55×10×10
试验温度 t,℃
20
冲击吸收功 AKV,J
电镜扫描的断口形貌图详见图 3-10~图 3-12,图 3-10 可以观察到母材轧制的流线特征, 图 3-11 是 1500 倍下的断口形貌,可以观察到晶界特征,晶粒基本呈条块状,由于鼓包处内 表面发现裂纹,工艺介质可能经裂纹已经渗入鼓包内,腐蚀断口表面,使断口表面失去断裂 时初始形貌,因此根据现在的断口形貌要判断裂纹是沿晶还是穿晶断裂非常困难。
纹走向也并非一条直线,而是有许多垂直于轧制方向的微小变化,使裂纹呈现“台阶状”的
形态,形状也很简单,无树枝状或网状结构,绝大部分裂纹几乎没有分岔。部分裂纹的两侧 及裂纹尖端部位可以地观察到材料成份不均匀,形态类似偏析。开裂基本呈明显的沿晶开裂 特征,尤其以平行于流线方向的裂纹段最为典型;而垂直于流线方向的裂纹段可以观察到穿 晶开裂的情况。
49℃
腐蚀裕量
1.0 mm
耐压试验
26.55 MPa
介质
馏份油、氢气、硫化氢、氨、水、瓦斯等混合物
2 检验检测 2.1 宏观检查和测量
宏观检查发现管段内外壁腐蚀情况均较轻微,无明显的腐蚀坑。外壁无明显变形,在管段 内壁可以发现多处较为明显的鼓包。从管道外壁进行超声波直探头扫查,发现多处缺陷,其中 面积较大的约有 8 处,焊接接头位置没有面积较大的缺陷,详见图 2-1 中的 A~H,其中 D 处 面积最大,长度方向最大值约 300mm,宽度也超过 250mm,该区域的中心处恰巧与内侧最明 显的鼓包位置对应,详见图 2-1 中的 M 位置(虚线范围)。
Failure analysis for the Blister on a Pressure Pipe In-service
Jin Shi1, Guo-dong Jia1, Hui Wang1, Hai-yi Jiang1, Guo-shan Xie1, Chenyang Du1, Wen-tao Wei1, Yan-ze Chen1
图 3-10 扫描电镜下的断口观察(二),500× 图 3-11 扫描电镜下的断口观察,1500×
图 3-12 鼓包位置断口电镜扫描图,700×
图 3-13 图 3-12 中 1#位元素能谱分析
图 3-14 图 3-12 中 2#位元素能谱分析 4 鼓包原因分析
图 3-15 图 3-12 中 3#位元素能谱分析
图 2-1 主要缺陷分布示意图(展开图) 2.2 壁厚测量
由于管段内外壁均无明显的腐蚀坑或局部腐蚀痕迹,故在管段母材上按阵列布点测量的 方式用超声波探伤仪直探头测量壁厚,按照等距排列的方式测量 12(列)×5(行)总共 60 点位的壁厚值。测厚结果显示在如图 2-1 所示的 8 处缺陷区间外侧壁厚测量值在 17.8~ 18.8mm 之间,内侧壁厚测量值在 6.8~7.4 之间,具有夹层特征,其余部位有效壁厚在 25.2~ 26.1mm 之间。 2.3 硬度测量
`图 3-3 焊接接头母材金相,700×
图 3-4 焊接接头热影响区金相,700×
图 3-5 焊接接头焊缝金相,700×
图 3-6 1#试样裂纹尖端金相图(一),50×
图 3-7 1#试样裂纹尖端金相图(二),200× 图 3-8 8#试样裂纹尖端金相图(一),50×
图 3-9 8#试样裂纹尖端金相图(二),200× 3.3 扫描电镜观察
小间距仅约 1mm,如图 2-2,均位于最明显内壁鼓包处的中心区域。内外壁其他部位未发现 任何表面或近表面的裂纹类缺陷。
纵向 向
图 2-2 内壁发现的表面裂纹尺寸比例图 2.5 取样及观察
取样采用“Z”字形折线切割工艺,切割路线及取样位置见图 2-3。加工后的母材断面可 以明显观察到多处台阶状开裂,图 2-4 为其中一处典型开裂情况;鼓包 M 处割出两个直径为 100mm 的半环和中心处直径为 30mm 的小块圆形区域(裂纹所在位置),如图 2-5 和图 2-6, 半环边缘部位内外壁仍有部分粘连在一起,而中心圆在加工周线后自行分开成两片,即缺陷处 内外壁已经完全剥离,无任何粘连,如图 2-8,这两片作为断口形貌分析的试样。可见最大开 裂间隙约为 2mm,见图 3-7。
并分析其形成原因。该管段相关参数见表 1-1。
表 1-1 管段相关资料及主要参数
投用日期 主体材质
1983.11 ASTM SA 515 GR.B65
结构特点 主要规格
钢板卷管,PWHT,RT100% φ406(16〃)×26mm
设计压力
17.7 MPa
设计温度
60℃
操作压力
16.84 MPa
操作温度
从图 3-12 断口形貌图中选取的 3 处位置进行元素分析,根据能谱图,可以图中 1#位的 Fe 元素含量很低,而 Mn 元素含量较高,S 元素的含量非常高;2#位的 Fe 元素含量非常高, 而 Mn 元素含量极低,S 元素的含量比较高,还发现了一定量 O 元素的存在;3#位的 Fe 元素 含量非常高,而 Mn 元素含量较高,S 元素的含量也非常高。能谱分析表明断口当前状态下 S 元素含量一般均比较高,部位位置 Mn 含量高而 Fe 含量低。究其原因,一种可能是工艺介质 对断口形成腐蚀,S 元素被沉淀而 Fe 元素损失,导致 Mn 和 S 相对偏高而 Fe 偏低;另一种可 能是在原材料冶炼过程中加入 Mn 元素作为脱氧剂和脱硫剂,反应中产生 MnS 夹杂。MnS 在 钢板轧制时形成条状夹杂,由于膨胀系数不同,条状夹杂与钢基体界面间就产生了间隙。界面 或间隙均易吸纳氢,成为氢的陷阱,氢富集后形成局部高氢压,致使微裂纹萌生和扩展,最终 形成开裂。类似地,部分区域测量到的 O 元素则可能是钢板轧制时钢水脱氧的反应生成物, 也可能时工艺物料从裂纹渗入反应的结果。