射频同轴电缆驻波的影响分析
射频同轴连接器电压驻波比方法研究
射频同轴连接器电压驻波比方法研究摘要:电压驻波比是射频同轴连接器的重要德电性能指标。
本文论述了影响射频同轴连接器电压驻波比(VSWR)的因素,并提出了降低射频连接器电压驻波比的措施。
关键词:射频同轴连接器;电压驻波比;影响因素;措施射频同轴连接器是一个微波连接器件,是微波电路的一个组成部分,它的性能好坏对微波电路产生重要的影响。
一、影响射频同轴连接器电压驻波比的因素任何一种射频同轴连接器,都需要经过设计、生产加工、装配、测试检验诸多过程,才能成为合格产品。
而射频同轴连接器电压驻波比的高低,直接影响产品的性能和使用。
1、连接器结构设计对电压驻波比的影响研制宽带精密同轴元件的基本设计原则,不仅适用于精密同轴连接器,同样也适用于具有电压驻波比要求的所有射频同轴连接器。
因而,基本设计原则是目前进行设计时必须遵守的原则。
然而,虽然基本设计原则人所共知,但应用起来,由于种种原因,经常会出现一些偏差,或顾此失彼,进而会出现各种问题,比如:倒刺或滚花处阻抗不连续;在内、外导体直径变化处,产生不连续电容;补偿的重要尺寸选择不当,因而补偿不当等。
2、机械加工公差对特性阻抗的影响从上述情况可看出,连接器的设计结构尺寸对特性阻抗影响很大,并且公差取向也对连接器的阻抗有很大影响,所以在设计过程中,除了保证结构尺寸的准确性,公差取向也应考虑。
3、装配的影响。
在装配过程中,由于种种原因,会产生装配不当。
在生产线上,检测电压驻波比指标时,也常会发现因装配不当导致的产品电压驻波比超标,常见的问题有:①零件位置颠倒、错乱等;②零件前后方向颠倒,如绝缘支撑,数量或多或少;③零件砘粗变形,导致内、外导体直径变化,尤其是小型产品、卡环等;④零件端面碰伤,有划痕、压痕等;⑤装配中,异物进入连接器内部或多余物未清除干净;⑥电缆剥制尺寸不当等。
4、测试系统的缺陷带来的影响。
所有的射频同轴连接器的驻波性能,都是需要通过矢量网络分析仪对电压驻波比性能的测试,不论采取哪种方法(无误差识别测量法、双连接器法和有误差识别测量法)都需要应用标准试验连接器或转接器和标准负载、或称精密型转接器和精密负载,同时使用的测试用电缆应优选严格精密的公差类型。
降低射频同轴电缆组件电压驻波比的方法
降低射频同轴电缆组件电压驻波比的方法电子工艺技术2019年11月第33卷第6期Electronics Process Technology降低射频同轴电缆组件电压驻波比的方法张东峰,汶迎春(陕西凌云电器集团有限公司,陕西宝鸡 721006)摘要:为解决由于射频同轴电缆组件电压驻波比大引起的放大器自激问题,对影响电缆组件电压驻波比的因素进行了分析。
通过电缆组件电压驻波比的计算公式,阐述了电缆剥头尺寸和组件焊接方法在电缆组件装接过程中的重要性,提出了降低组件电压驻波比的方法。
通过对电缆剥头尺寸、组件焊接和测试方法的改进,降低了驻波比。
经实际测试和应用,组件满足使用要求,消除了自激现象。
关键词:射频同轴电缆组件;电压驻波比;特性阻抗中图分类号:TM248 文献标识码:A 文章编号:1001-3474(2019)06-0373-03Methods of Reducing Voltage Standing Wave Ratio ofRF Coaxial Cable SubassemblyZNANG Dong-feng, ,WEN Ying-chun(Shaanxi Lingyun Electronics Group CO., LTD., Baoji, 721006, China)Abstract: In order to solve the amplifier self-excitation problem caused by larger voltage standing wave ratio (VSWR) of RF coaxial cable subassembly, analyze the factors affect the cable subassembly VSWR. Discuss the importance of cable peeled terminal size and subassembly soldering method in cable subassembly assembly, further get the methods of reducing subassembly VSWR. After improving cable peeled terminal size, subassembly soldering method and test method, the VSWR is reduced. Through test and appliance in practice, the subassembly can meet the appliance requirement and its self-excitation is avoided.Key words: RF coaxial cable subassembly; Voltage standing wave ratio; Characteristic impedanceDocument Code: A Article ID: 1001-3474(2019)06-0373-03随着电子产品的频率日益提高,对提供信号通路的射频同轴电缆的电压驻波比和传输损耗指标要求也越来越高,对电缆组件的加工工艺提出了更高的要求。
射频同轴电缆结构和主要技术性能

2、柔软电缆长度确实定及剥线 根据技术图纸拟定了电缆长度及剥尺寸后,用
剪线钳等工具按长度要求将电缆剪断,并用卡尺或 直尺检验其长度及公差是否符合工艺要求。
柔软电缆剥线要半刚性电缆轻易得多,剥线措 施和可利用旳工具多种多样,只要能够确保精度、 不损伤电缆,都能够使用。国外近几年推出多种自 动剥线机,其控制精度高、速度快,是软电缆剥线 较为理想旳设备。
刚性电缆:也称硬电缆,最用于微波测试系统
中,做为测试原则元件,一般以空气为绝
缘介质,没有多少工程使用价值。
波纹铜管电缆:外导体为螺旋状或环状波纹铜
管,较易弯曲,一般尺寸较大,损耗低、
功率容量大、电性能优越,常用于天馈系
统中。
5、有关稳相电缆
稳相电缆应具有下列特征:
1)机械相位稳定性:射频同轴电缆以不不大于
绝缘电阻:考核绝缘介质材料特征旳一项电 性能指标。
功率容量:与电缆机械尺寸有关旳一项电性 能指标。
相位温度系数:特定频率下单位长度电缆在 单位温度变化时产生旳相位漂移旳PPm值。 3、电缆主要机械性能指标
最小弯曲半径:射频同轴电缆在使用时允许 弯折旳最小半径值。过份弯折将造成电 缆损伤,导至电缆性能下降。
柔软电缆旳焊接式连接技术要求高,且操作麻 烦,人为原因影响较大,一般只有耐高温电缆才干 进行焊接式连接。
压接式是为了防止夹持式和焊接式旳缺陷而研 制出来旳,它具有构造简朴、装接速度快、一致性 好、可靠性高等优点,一经出现便得到广泛旳应用。 压接电缆编织层旳措施一般有两种:圆形压接和六 方压接。
外径较大旳电缆(超出Φ7)多采用夹持式
3、内导体旳装接 内导体与电缆芯线旳装接最常用旳措施有焊
接和压接。前面讲过,内导体压接旳方式有诸多 优点,但因为电缆芯线外径尺寸较小,压接要求 旳配合尺寸精度很高,这给机械加工带来某些难 题。内导体旳压接与外导体一样,采用压六方或 压四方旳方式,操作以便。
同轴电缆导体结构与衰减分析
引言现今,移动通信正在向第三代(3G)、第四代(4G)移动通信网络迈进,我国也即将进入3G网络时代。
3(3网络的使用频率将达到2G以上,这就对同轴电缆的电气性能提出了更高的要求,即更低的衰减。
本文就将对影响电缆衰减的因素阐述一下自己的观点。
二,影响同轴电缆衰减的因素1.原材料对衰减的影响提及同轴电缆的衰减,首先是原材料的问题,影响同轴电缆衰减的三部分包括内导体、绝缘、外导体。
在3G以下频段,金属衰减所占的比例远大于介质衰减所占比例。
也就是说,电缆内外导体材料的性能对电缆的衰减的影响最大。
通过计算,内导体材质对衰减的影响要比外导体材质对衰减的影响更大一些。
所以说,电缆在生产制造过程中,首先要考虑内外导体的材质及性能,特别是内导体的外表面和外导体内表面的质量,因为肌肤效应和临近效应,交流电流主要集中在内导体的外表面和外导体的内表面这两部分,如果这两部分氧化严重,将使电缆的衰减大幅度增加。
相对于内外导体材质,绝缘对衰减的影响相对小些,但随着频率的增加其影响是不断增大的,到达2G频段时,介质衰减也是不容忽视的。
由于绝缘层基本均采用的发泡结构,从实际的情况来看,发泡度是影响电缆介质衰减、特性阻抗等参数的最主要因素。
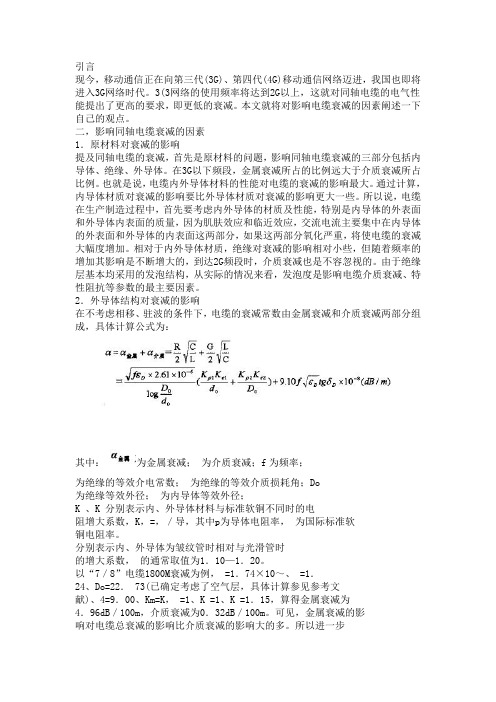
2.外导体结构对衰减的影响在不考虑相移、驻波的条件下,电缆的衰减常数由金属衰减和介质衰减两部分组成,具体计算公式为:其中:为金属衰减;为介质衰减;f为频率;为绝缘的等效介电常数;为绝缘的等效介质损耗角;Do为绝缘等效外径;为内导体等效外径;K 、K 分别表示内、外导体材料与标准软铜不同时的电阻增大系数,K,=,/导,其中p为导体电阻率,为国际标准软铜电阻率。
分别表示内、外导体为皱纹管时相对与光滑管时的增大系数,的通常取值为1.10—1.20。
以“7/8”电缆1800M衰减为例, =1.74×10~、 =1.24、Do=22. 73(已确定考虑了空气层,具体计算参见参考文献)、4=9.00、Km=K, =1、K =1、K =1.15,算得金属衰减为4.96dB/100m,介质衰减为0.32dB/100m。
射频同轴电缆驻波的影响分析
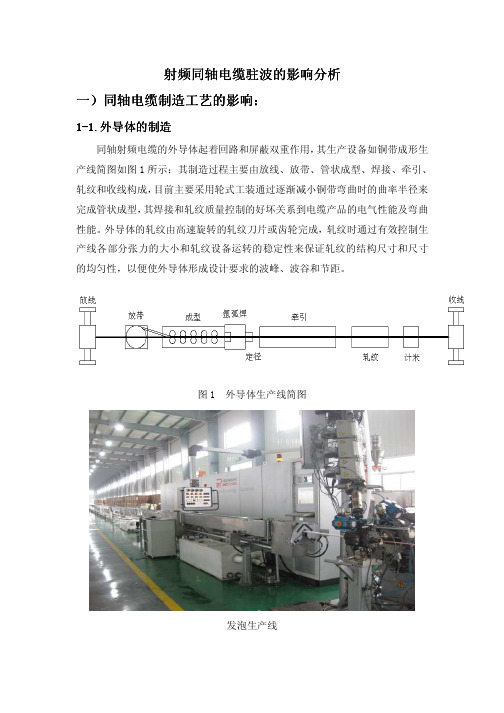
1-1.外导体的制造
同轴射频电缆的外导体起着回路和屏蔽双重作用,其生产设备如铜带成形生 产线简图如图 1 所示:其制造过程主要由放线、放带、管状成型、焊接、牵引、 轧纹和收线构成,目前主要采用轮式工装通过逐渐减小铜带弯曲时的曲率半径来 完成管状成型,其焊接和轧纹质量控制的好坏关系到电缆产品的电气性能及弯曲 性能。外导体的轧纹由高速旋转的轧纹刀片或齿轮完成,轧纹时通过有效控制生 产线各部分张力的大小和轧纹设备运转的稳定性来保证轧纹的结构尺寸和尺寸 的均匀性,以便使外导体形成设计要求的波峰、波谷和节距。
根据通信电缆的传输理论,可以把一定长度的电缆看作是由无数无限短长度的电缆段组成 的,对每一小段电缆都可看作为一个集中参数电路,图中R、L、c、G为电缆线路的一次传输 参数,这些传输参数与传输电磁波的电压和电流的大小无关,而与电缆的材料结构及电流的 频率有关。
电缆的 VSWR 是电缆设计和制造水平的综合反映。使用的导体材料在长度方 向上的均匀性、绝缘外径的均匀性、泡孔的均匀性、外导体各部分尺寸的一致性 等任何影响电缆长度方向上均匀一致性的因素都可能导致电缆长度方向的阻抗 变化,从而使传输信号发生畸变。控制电缆的 VSWR 主要有以下几个方面: (1)由于外导体生产线线速度(其主要由牵引设备的机械、电气稳定性和牵引是否
生产加工不当漏检带来的影响,生产线上常发现的缺陷
a、产品内腔深处阶梯间距尺寸超差、直径尺寸超差等; b、产品内腔阶梯处存在峰边、卷边、大毛刺、残余铜屑等; c、产品内腔倒角不均、不同心、偏大或偏小尺寸角度超差等; d、开槽、打孔尺寸超差; e、产品内腔表面粗糙度差,尤其在接触表面上存在刀纹、振纹等。
二)接头装配/焊接工艺的影响:
射频同轴电缆的衰减分析
射频同轴电缆的衰减分析作者:龚信军郭斌来源:《中国新通信》2014年第01期【摘要】本文从电缆结构、材料选用、制造工艺、运输及使用等几个方面分析了射频同轴电缆的衰减,并且进行了横向对比。
【关键词】射频同轴电缆衰减损耗Analysis of attenuation of RF coaxial cableGONG Xin-jun CRSC Shanghai Rail Transportation Technologies Co.,Ltd.GUO Bin Shanghai Huacui Calibration Co. Ltd.Abstract:This paper analyzed the loss of RF coaxial cable from the cable structure, material,manufacturing, transportation and other aspects,and compares.Key words:RF coaxial cable;attenuation;loss一、引言随着4G网络的建设,用于移动基站系统和室内分布系统的射频同轴电缆也将得到广泛的应用,从全球来看,700(800)MHz/1.8GHz/2.6GHz三大频段为海外运营商选择的4G频段的主流。
除中国移动1800MHz频段外,三家运营商都将使用高频段部署TD-LTE网络。
为抢占未来市场,当前全球多个国家已竞相展开5G网络技术开发,中国和欧盟正在投入大量资金用于5G网络技术的研发。
三星电子通过研究和试验表明,在28GHz的超高频段,以每秒1Gb以上的速度,成功实现了传送距离在2Km范围内的数据传输,此前,超高频段数据传输数据损失大是一个技术瓶颈。
该技术的成功,不仅保证了更高的数据传输速度,也有效解决了目前移动通信波段资源几近枯竭的问题。
二、射频同轴电缆结构及其对衰减的影响射频同轴电缆属于二导体传输线。
影响物理发泡聚乙烯绝缘射频同轴电缆电压驻波比的因素分析
8 = 8 K^ 8 k ) P ( + f 一 j
( 4 )
式 中的 8 和 8 是 由 原材 料 决 定 的 , 生产 上无 法 控 制 , k 而 ^
和 k, 配料 的时候 完 全 可 以 比较精 确 地控 制 。 在 因此 , 生产 上 , 在 造
S W肚
() 9
由 式() ( 可 知 , 响 同轴 电 缆 电压 驻 波 比 的 因 素 主 要 有 1 9 一 ) 影
电缆 的结 构 尺 寸 、 内外 导 体 的 电 导 率 、 外 导 体 的磁 导 率 、 合 内 组 绝 缘 层 的介 质 损 耗 角 正 切 、组 合 绝缘 层 的 相对 介 电 常数 和工 作 频率等。 从 上表 可 以 看 出 , 内 ( ) 体 直 径 有 2 当 外 导 %的偏 差 时 , 性 特 阻 抗 将 产 生 1 8欧 姆 的偏 差 。 根 据 Y / 1 9 — 0 0的 要 求 , . O D T 0220 H A Y一 0 1 电 缆 的 特 性 阻 抗 偏 差 不 得 超 过 ± 欧 姆 , C A 5 —2 2 在 8 o Z 9 o Z以 及 1 0 MH 一 9 0 Z频 段 范 围 内 ,电 压 0 MH ~ 0 MH 7 o Z 1 0 MH
由 上 表 可 见 , 心 对 波 阻 抗 的影 响 不 大 , 使 偏 心 度 为 8 偏 即 % 时 , 阻 抗 的 偏 差 也不 到 1 波 %。 然 而 , 实 际 生 产 中 , 据 Y / 在 根 D T 0 2 20 1 9 — 0 0的规 定 , 大 允 许 的 偏 心 度也 就 4 最 %。 除 了 上 述 因 素 外 , 导 体 不 圆 、 纹 不 规 则 、 峰 波 谷 不 均 外 扎 波 匀 和节 距 不 稳 定 等 都 是影 响产 品波 阻 抗 的 因 素 。
射频同轴电缆
射频与微波手册
无源技术-RF 同轴电缆
TCB 资料
与有用信号的趋肤深度完全相同。如果频率很高,干扰信号和有用信号各自在外导体的两侧 表面传输,相互影响不大。对于低频信号,情况刚好相反。这种现象说明,导体对高频屏蔽 效果好,对低频屏蔽效果差。如果增加屏蔽层的厚度,干扰信号和有用信号在相交的距离上 强度减弱,相互影响减小。
2、同轴电缆的屏蔽特性
同轴电缆的屏蔽特性是反映电缆特性的一个重要指标。但长期以来,许多厂商和用户 未受到重视。具调查,国内电缆生产厂家只有极少数测试过相关的屏蔽指标。用户对此更是 无从了解。他们对该方面性能的唯一了解只有电缆外导体的编织丝数量。
●屏蔽与趋肤效应
我们从图 2(b)可以看出,当外界干扰信号侵入导体时,在导体的厚度方向上迅速衰减, 这种衰减是呈指数下降的。当幅度下降到表面电压的 1/e 的深度时,该深度定义为趋肤深度。 在图 2(b)中,左边和右边分别表示高频和低频信号进入导体内部的衰减情况。显然,高频 进入后衰减较快,趋肤深度浅;低频进入后衰减较慢,趋肤深度深,见表 1。干扰信号的强 度集中于外导体的外表面,电缆传输信号的强度集中于外导体的内表面。同频率的干扰信号
特性阻抗和截止频率
对于 TEM 传播模,在截止频率以下,同轴线的特性阻抗与频率无关。Z 由外导体内径 D 与内导体外径 d 的比值以及介质材料的相对介电常数ε 决定,其关系如下式所示:
1/9
射频与微波手册
无源技术-RF 同轴电缆
TCB 资料
参考资料>>> 一、概述
60
D
Z = √ε × ln d
第一代电缆采用实芯材料作为填充介质,由于它对高频衰减大,现在通常主要把它用于 传输视频信号。后来人们把聚乙烯采用化学方法发泡作为填充介质。其发泡度可达 30%,高 频传输特性有所提高。我们把这称为第二代电缆。80 年代,第三代纵孔藕芯电缆出现,它 的高频衰减达到目前新型电缆的水平。但化学发泡电缆和纵孔藕芯电缆的防潮特性都不好。 90 年代初,市场推出了物理发泡电缆和竹节电缆。我们称为第四代电缆。竹节电缆虽然防 潮和高频损耗低,但介质具有不均匀性,在高频有反射点。后来无人使用。
射频信号在同轴电缆上的损耗
射频信号在同轴电缆上的损耗全文共四篇示例,供您参考第一篇示例:射频(Radio Frequency,RF)信号在通信系统中起着至关重要的作用,它被用于传输无线电信号、数据和其他信号。
在传输过程中,射频信号经常需要通过电缆传输,其中同轴电缆是应用非常广泛的一种传输介质。
在实际应用中,我们常常关注射频信号在同轴电缆中的损耗问题。
本文将深入探讨射频信号在同轴电缆上的损耗原因、影响因素以及相关衡量和优化方法。
同轴电缆作为一种传输介质,具有内、外两层导体之间靠绝缘介质隔离的结构。
在传输射频信号的过程中,同轴电缆损耗可以主要分为两部分:传导损耗和介质损耗。
传导损耗是电磁波在导体中传输时由于电阻而产生的能量损耗,而介质损耗则是由于绝缘材料本身的介质损耗角正切值引起的,这两者共同导致了射频信号在同轴电缆中的损耗。
以下将从几个方面对射频信号在同轴电缆上的损耗进行详细探讨。
射频信号在同轴电缆中的传导损耗。
同轴电缆的传导损耗与电缆的导体材料、导体的形状、电缆的长度和工作频率等因素有关。
在高频率下,传导损耗主要来源于导体本身的电阻,在传输过程中不断地将电能转换为热能而损失。
合理选择导体材料、增加导体直径、减小电缆长度,以及降低工作频率,都可以有效地减小传导损耗。
介质损耗也是射频信号在同轴电缆中的重要损耗因素。
介质损耗主要来自绝缘材料本身的特性,包括介电常数和介电损耗正切。
在同轴电缆中,绝缘材料的选择对介质损耗至关重要。
通常情况下,我们应尽量选择介电常数较小、介电损耗正切较小的绝缘材料,以减小射频信号的介质损耗。
信号的衰减也是射频信号在同轴电缆上的损耗问题。
衰减是信号功率在传输过程中的减小。
射频信号在同轴电缆中的衰减主要受到传导损耗和介质损耗的影响。
通常情况下,我们可以通过增加发射功率、降低工作频率或者选择质量更好的同轴电缆来降低信号的衰减。
为了准确衡量射频信号在同轴电缆中的损耗情况,我们需要了解相关的参数和度量方法。
衰减指标是衡量射频信号在同轴电缆中损耗的重要参数,衰减值表示信号在传输过程中的减小量。
同轴电缆
同轴电缆特性测试一,实验目的①通过实验了解同轴电缆的特性阻抗与哪些因素有关。
②观察同轴电缆中的反射波,认清电容与方波频率对它的影响。
③观察同轴电缆中的驻波,了解如何计算信号在电缆中一个来回所需要的时间。
④加深对同轴电缆的了解与应用。
二,实验原理同轴电缆是有线电视系统中用来传输射频信号的主要媒质,它是由芯线和屏蔽网筒构成的两根导体,因为这两根导体的轴心是重合的,故称同轴电缆或同轴线。
无限长传输线的各处电压与电流的比值,定义为传输线的特性阻抗,用Z0表示。
其计算公式为:Z0=〔60/√εr〕×Log ( D/d ) [ 欧]其中D为同轴电缆外导体铜网内径;d 为同轴电缆芯线外径;εr为导体间绝缘介质的相对介电常数。
(注5欧姆。
一些视频设备上的同轴电缆特性阻抗为50欧姆。
)①传输线方程及其推论均匀传输线上的电压与电流分布,可用以下方程来描述:其中,,,依次表示单位长度传输线上的电阻,电感,电导,电容。
而对于电压与电容都为正弦波且角频率为w的情形,可得公式:其中,分别是单位长度的阻抗与导抗。
消去,,得到为传输常数若记为特性阻抗。
对于无损耗的同轴电缆线,其传输常数 ,其特性阻抗②无损耗线中的波过程当传输线是有限长时且终端不匹配时,终端将发生电压波和电流波的反射。
最简单的情形为:传输线无损耗,终端短路或开路,输入为阶跃信号。
先看终端短路的情况。
当始端电压由0跃变为时,传输线中将产生电源入射波和电流入射波; “波前”所到之处,沿线电压和电流发生跃变。
入射波到达终端后立即反射,由于终端短路,该处电影必为0,这就要求电压反射波为,相应的电流反射波为。
电流的反射波方向与入射波方向是相反的,因此反射波所到之处,沿线电压为0而电流增至2。
反射波到达始端后,由于始端电压保持为,故又将产生新入射波使沿线电压又变为,而电流增至3。
如设线长L,波速为V则沿线电压将以为周期重复变化,而电流每经历时间就增加,电流最终将趋于无穷大.如果终端开路,则第一次反射时要求电流反射波为以保证终端电流为0,故电压反射波为.第一次反射波使沿线电压变为2,电流归0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
线芯结构尺寸的不均匀变化,因此外导体生产线是影响电缆 VSWR 的重要因 素。 (2)生产工艺参数设置(特别是轧纹参数如:轧纹模具结构、焊接模和定径模位置 和导向模孔径、轧纹转速等)如不合适将导致轧纹外导体和绝缘线芯结构尺寸 的不均匀,电缆的外径和节距不合格,甚至会导致椭圆、轧纹变形和轧纹卡死 等现象,从而影响电缆的 VSWR 性能。小规格电缆生产时上述生产工艺参数对 电缆 VSWR 性能的影响特别明显。 (3)外导体加工设备或装置如存在机械故障将严重影响电缆的 VSWR 性能。通常旋 转设备或部件如存在机械损伤,如:精切刀受损、牵引夹块不匹配、轴承旋转 不灵活等将会导致外导体上产生周期性缺陷,从而在基频和倍频处导致明显 的 VSWR 峰值。 (4)由于设备或其它装置出现故障、铜带在运输过程中被包装等硬物件挤压碰伤 以及操作不当导致铜带发生周期性的变形 (如弯曲、损伤等缺陷 )也会影响电 缆的 VSWR 性能。 (5)外导体铜带厚度不均匀或铜带表面被氧化将导致铜带的电导率及电缆结构产 生不均匀变化,从而会影响电缆的 VSWR 性能。若铜带厚度沿长度呈现周期性 变化,则所有这一系列的周期不均匀性的反射信号相差 2nπ,叠加成非常有 害的结构反射损耗。 (6)在同轴电缆制造过程中由于外导体放线张力不稳定性将可能导致外导体结构 尺寸及电性能在长度方向上发生不均匀变化,因此外导体放线张力及其稳定 性是影响电缆 VSWR 的重要因素之一。 (7)中心绝缘缆芯与外导体铜管的占空比是影响电缆电压驻波比的一个不可忽视 的因数。对外导体铜管来说,相对较大的绝缘缆芯,有利于电压驻波比的改善, 即占空比越小,驻波指标越好。 (8)由于外导体收排线或其它原因导致的外导体发生周期性或非周期性的弯曲将 造成电缆结构的局部畸变,严重的还会造成变形、绝缘线芯电容发生突变 ,因 此也是影响同轴电缆 VSWR 的重要因素。
根据通信电缆的传输理论,可以把一定长度的电缆看作是由无数无限短长度的电缆段组成 的,对每一小段电缆都可看作为一个集中参数电路,图中R、L、c、G为电缆线路的一次传输 参数,这些传输参数与传输电磁波的电压和电流的大小无关,而与电缆的材料结构及电流的 频率有关。
电缆的 VSWR 是电缆设计和制造水平的综合反映。使用的导体材料在长度方 向上的均匀性、绝缘外径的均匀性、泡孔的均匀性、外导体各部分尺寸的一致性 等任何影响电缆长度方向上均匀一致性的因素都可能导致电缆长度方向的阻抗 变化,从而使传输信号发生畸变。控制电缆的 VSWR 主要有以下几个方面: (1)由于外导体生产线线速度(其主要由牵引设备的机械、电气稳定性和牵引是否
图 1 外导体生产线简图
发泡生产线
发泡生产线 外导体生产线(氩弧焊轧纹生产线)
外导体生产线(氩弧焊轧纹生产线)
外护套生产线
外护套生产线 外护套生产线
将一定厚度的铜带在绝缘线芯轴向上对焊成密封铜管 ,并用齿轮或螺旋形轧 纹刀片机轧成单个环形皱纹,它与泡沫绝缘体一起形成封闭环形区域,使得潮气、 水分等不能侵入, 见图 2。 外导体环形的轧制使得内导体、泡沫绝缘层和波纹 外导体三者位置固定,形成较稳定的结构,并使电缆在弯曲或温度变化时机械尺 寸变化极小,使得传输相位等电气性能十分稳定。螺旋形皱纹铜管用作电缆导体 后,电缆弯曲性能优于环形皱纹导体电缆, 用于一些超柔电缆外导体和大尺寸同 轴射频电缆内导体的生产。螺旋形皱纹管是在轧纹头上安装一把环形轧纹刀 ,使 轧纹刀偏转一个与所形成螺旋纹的螺旋升角一致的角度 ,通过垂直于电缆焊接铜 管表面进刀(即与电缆轴心偏心,此偏心亦即进刀量),在轧纹头转速与铜管牵引 线速合理配比的条件下,在焊接的铜管上形成连续的螺旋纹,见图 3。
图 2 齿轮轧制环纹示意图
D-模片齿孔内径 d-光铜管直径 L-节距 图 3 环纹轧制刀片及原理示意图
1-2.外导体的焊接和轧纹生产控制
氩弧焊的电极通常采用钍钨材料制成,焊针必须采用高纯度的钍钨棒(高纯 钨加 3%左右的钍),其优越性主要表现在:1)耐用;2)许用电流大;3)引弧 及稳弧性能好。焊接时使产生的电弧集中,避免电弧漂移,以利于焊缝变小,焊接 牢固,且能连续焊接。钨极直径和端部形状确定了钨极氩弧的电流使用范围及电 弧形态,因而对焊缝形成及过程有很大的影响。当铜带采用小电流焊接时,应尽 可能采用小直径、小锥角和小平顶直径,以利于电弧引燃和稳定工作。电流增大 时,锥角应随钨极直径增大而增加,平顶直径也要增加,以控制端电流密度避免 异常烧损,同时防止因斑点上爬而造成弧柱扩散。铜管外导体焊接用保护气体(氩 气)的纯度应控制在 99.995%以上。气体的纯度和气压的稳定将直接影响到焊接 的质量,其保护效果可依焊缝表面颜色加以区别。焊接电流的大小主要取决于铜 带的厚度和质量以及成型工装的稳定性,一般焊流选取在 65A—180A 之间。
生产加工不当漏检带来的影响,生产线上常发现的缺陷
a、产品内腔深处阶梯间距尺寸超差、直径尺寸超差等; b、产品内腔阶梯处存在峰边、卷边、大毛刺、残余铜屑等; c、产品内腔倒角不均、不同心、偏大或偏小尺寸角度超差等; d、开槽、打孔尺寸超差; e、产品内腔表面粗糙度差,尤其在接触表面上存在刀纹、振纹等。
机转速、马达、开关、齿轮转速等都可能引起周期性故障点,进而产生周期性的
驻波峰值。在实际运用中,通常利用同轴电缆周期性波动长度 H 的特点,采行针对性改进;或将 VSWR 峰值频率移动截止
频率。同轴电缆的截止频率 fc 按式(2)计算。
H = 150vN (m)
射频同轴电缆驻波的影响分析 一)同轴电缆制造工艺的影响:
1-1.外导体的制造
同轴射频电缆的外导体起着回路和屏蔽双重作用,其生产设备如铜带成形生 产线简图如图 1 所示:其制造过程主要由放线、放带、管状成型、焊接、牵引、 轧纹和收线构成,目前主要采用轮式工装通过逐渐减小铜带弯曲时的曲率半径来 完成管状成型,其焊接和轧纹质量控制的好坏关系到电缆产品的电气性能及弯曲 性能。外导体的轧纹由高速旋转的轧纹刀片或齿轮完成,轧纹时通过有效控制生 产线各部分张力的大小和轧纹设备运转的稳定性来保证轧纹的结构尺寸和尺寸 的均匀性,以便使外导体形成设计要求的波峰、波谷和节距。
(1)
f
式中 v 为信号传输速率;N 为序数,1,2,3,4,…;f 为 VSWR 峰值频率(MHz)。
fc
= 191 (D + d)
εD
(GHz)
(2)
式中 D、d 分别为外导体平均内径和内导体平均外径(mm); εD 为内外导体间介质的等效介电常数。
1-4.改善同轴电缆电压驻波比的途径
通过对导致电缆 VSWR 性能劣化的生产条件的分析,在同轴射频电缆外导体 的生产过程中可以通过以下途径来改善电缆的 VSWR 性能:
(1)选用机械加工精度及电气控制精度合适的生产设备及控制软件。生产设 备足够精密,以减小对对电缆结构尺寸均匀性的影响。
(2)对设备机械部分定期进行检修、维护,及时发现和消除设备故障,对设备 电气控制软件定期进行优化,以减小制造的不均匀性,绝缘均匀无大泡 孔,无竹节等现象,外导体结构尺寸要均匀一致(节距和波纹外径稳定, 波纹无变形等)。
二)接头装配/焊接工艺的影响:
2-1.设计
三项基本设计原则要点: 2-1-1.设计原则 1
在连接器的每一个横截面上尽可能保持一个恒定的特性阻抗。例如:50Ω。 应用一段特性阻抗高于和低于标称阻抗的传输线,对导体上的阶梯、槽或间 隙进行补偿,限制了宽带性能,不能应用到宽带精密元件上。 2-1-2.设计原则 2; 阻抗不连续是不可避免的;对于每个阻抗不连续,都要进行补偿; 为获得最好的性能,首先应把未补偿的不连续减至最小;其次对
(3)选用质量优良、性能稳定的原材料,使得外导体金属带的结构尺寸在长 度方向上无周期性不均匀。
(4)根据设备情况及周围环境变化对生产工艺参数进行优化。 (5)提高操作人员的操作技能及熟练程度。
选用结构尺寸均匀的外导体材料,生产过程中严格控制张力、轧纹转速、选 用合理的模具以及设置合理的参数,可获得令人满意的低 VSWR 比。本文提供的工 艺控制方法以在生产中加以验证,但已使我们有足够的信心制造满足移动通信要 求的电缆。
张力、轧纹速比、轧纹角度、进刀量的控制。张力和轧纹转速是控制电缆结 构尺寸的关键参数。 环形和螺旋皱纹管结构尺寸的控制结构尺寸主要包括螺纹 的波峰、波谷、节距,而这几个参数的控制主要是靠张力、轧纹转速、轧纹角度、 进刀量等参数保证的:1)芯线张力越大,外径越大,节距会减小;2)在其它参 数不变的条件下,轧纹速比越大,即同等的送管牵引线速,当轧纹头转速增加时, 螺旋纹节距越小。3)轧纹角度越大,通常轧出的环形纹和螺旋纹的节距就越大(对 于偏心式轧纹而言);4)在其它参数不变的情况下,进刀量越大,波谷外径则越小, 同时波峰外径也会有一定的增加(对于采用刀片轧纹而言) ;5)在其它条件不变 时,齿轮越大,外径越小,节距越大。
1-3.电缆 VSWR 的控制
驻波是因为电磁波在电缆中传输时因反射而形成的,其主要原因是因为阻抗 的不均匀性造成的。对于理想的同轴电缆,在整个长度方向上电缆的特性阻抗是 不变的,然而事实上阻抗完全均匀的电缆是不存在的,因而在长度方向上电缆特 性阻抗总会存在一些细微的变化。在同轴电缆长度方向上阻抗的任何细小变化 , 均会导致在电缆内传输的一部分信号能量被反射回去 ,就如同在不同介质的媒质 中传播时在两媒质的界面会发生反射和折射一样。信号的反射不仅会造成传输信 号的能量损失,而且反射回去的信号会对信号源产生干扰,轻者会导致信号线性
另外,由于偶然原因导致同轴电缆内渗入水、皂化液或其它媒质时,特别是螺 旋纹同轴电缆更应重视,同轴电缆局部或整体的导体损耗、介质损耗将发生突变,
因而会导致电缆 VSWR 性能劣化,此时在电缆 VSWR 频域波形上表现为整体水平较
差。
周期性不均匀是由像收、放线轮转速的波动,双轮牵引张力的不稳定,鼓轮
的波动,成形轮等圆形部件,外导体中芯线不够平直等引起;设备问题如直流电