雄克静压膨胀芯轴R专题培训课件
电子课件-《机修钳工实训(高级模块)》-A02-2052 3-3-3静压轴承组件的调整和维修
课题3 典型零部件维修
3.供油系统
图3-3-30所示的供油系统由压力继电器1,粗细滤油 器2、3,储能器4,单向阀5,油泵6,溢流阀7,滤油网8 组成。
图3-3-30 静压轴承供油系统 1-压力继电器 2-细滤油器 3-粗滤油器 4-储能器
5-单向阀 6-油泵 7-溢流阀 8-滤油网
课题3 典型零部件维修
下面介绍常见的双面薄膜反馈式静压轴承的装配、调整 方法。
课题3 典型零部件维修
1.静压轴承的装配工艺
静压轴承的装配是一项很细致的工作,必须经过严 格的清洗和精心调整后,方能获得良好的刚度和旋转精 度,其装配工艺要求如下:
(1)装配前必须对全部零件及管路系统进行清洗。 (2)一般在常温下将轴承直接压入壳体孔内,如外径 较大、过盈量也较大时,可经冷缩后(冷到–60℃)压入壳 体孔内,以免擦伤外圆表面,引起油腔之间互通。 (3)轴承装入壳体孔后,用研磨方法使前后轴承孔同 心,并与轴保持一定的配合间隙。如压入后,内孔收缩 量较大,则应以内孔为基准配磨轴。
(2)节流器的工作原理 没有载荷时,依靠供油系统的压力使轴颈处于平衡位
置,当受载荷F时,利用节流作用,改变油腔的压力并形成 压力差来平衡外加载荷。
如图3-3-27所示,油泵所供给的有一定压力的油液, 经过四个节流器(图中只标出两个,其阻力分别为RG1, RG2,RG3,RG4)分别流入轴承的四个油腔,油腔中的油 又经过轴承封油间隙h0流回油池。
课题3 典型零部件维修
推力静压轴承是用以承受轴向载荷的轴承,一般与 径向静压轴承同时使用,以组成主轴的支承系统。常用 的结构如图3-3-29所示。
图3-3-29 推力静压轴承 a)推力轴承位于前轴承前端 b)推力轴承位于前轴承两侧 1-前轴承 2-调整环 3-轴承盖 4-主轴 5-调整垫圈 6-止推环 7-前轴承
铁路防胀知识培训PPT课件

列车编组重量和分布
重载列车或偏心装载可能加大轨道承 受压力,引发胀轨。
02
铁路防胀的措施和原理
轨道结构的优化设计
优化轨道材料
选择具有高强度、耐久性和稳定 性的轨道材料,如优质钢轨,以 提高轨道结构的承载能力和耐久
性。
轨道几何尺寸调整
定期检查和调整轨道的几何尺寸, 如轨距、水平、超高和轨向等, 以确保轨道几何尺寸符合标准, 减少列车运行时的冲击和振动。
温度差异导致不同轨 道材料膨胀系数不同, 增加轨道维护难度。
轨道结构对胀轨的影响
01
02
03
轨道铺设材料
不同材料的膨胀系数不同, 对胀轨的影响程度也不同。
轨道几何尺寸
轨道的平直度、高低差等 几何尺寸误差可能导致胀 轨。
轨道基础稳定性
轨道基础不稳固可能导致 胀轨现象发生。
列车载荷对胀轨的影响
列车速度和制动方式
国内外铁路防胀的成功案例
国内案例
某高速铁路线采用先进的轨பைடு நூலகம்材 料和几何尺寸设计,有效降低轨 道胀轨风险,确保列车高速安全 运行
国际案例
某欧洲铁路线通过加强轨道监测 和维护、实施严格的列车运行管 理措施,成功预防胀轨事件的发 生
05
总结与展望
铁路防胀的重要性和挑战
铁路防胀的重要性
胀轨跑道是铁路运输中的重大安全隐患,可能导致列车脱轨 、倾覆等严重事故,造成重大人员伤亡和财产损失。因此, 铁路防胀工作对于保障铁路运输安全具有重要意义。
完善规章制度
制定和完善铁路防胀相关规章制度,明确工作职 责和操作规范。
强化应急处置能力
建立健全铁路防胀应急处置机制,提高应对突发 事件的快速反应能力。
《透平膨胀机培训》课件

透平膨胀机培训课程将深入探讨透平膨胀机的定义、分类、原理以及构造和 工作原理。我们还将讨论透平膨胀机的应用、优缺点,以及安装、维护和故 障排除方法。让我们一起了解透平膨胀机的全貌吧!
什么是透平膨胀机?
定义
透平膨胀机是一种将流体的动 能转换为机械能的设备。
分类
根据工作原理和应用领域的不 同,透平膨胀机可分为多种类 型。
透平膨胀机的应用及优缺点
应用
• 发电厂 • 化工厂 • 燃气轮机
优点
• 高效能 • 灵活性强 • 可用于高温高压环境
缺点
• 需求较高的工艺水平 • 运行维护成本较高 • 较大的设备成本
透平膨胀机的安装及维护
1
安装前准备
确保施工区域的安全及准备所需的设备和材料。
2
安装流程
现场勘测、基础施工、设备安装和管道连接等步骤。
3
维护
定期检查和更换关键部件,及时清洁和润滑设备。
透平膨胀机的故障及排除
1 故障分类
2 故障原因
3 排除方法
常见故障包括机械故障、控 制系统故障和液压系统故障。
可能的原因包括零部件磨损、 油液泄漏和传感器故障等。
根据故障类型,采取相应的 维修和调试措施。
总结
透平膨胀机培训回顾
通过课程,我们深入了解了透平膨胀机的定义、分类和工作原理。
应用前景
透平膨胀机在发电、化工等领域有广泛的应用前景。
发展趋势
随着能源技术的进步,透平膨胀机的效率和性能将得到进一步提升。
原理
透平膨胀机利用流体通过透平 叶轮的冲击和转动来完成能量 转换。
透平膨胀机的构造及工作原理
1
构造
透平膨胀机主要由透平叶轮、固定导叶、活动导叶和其他辅助设备组成。
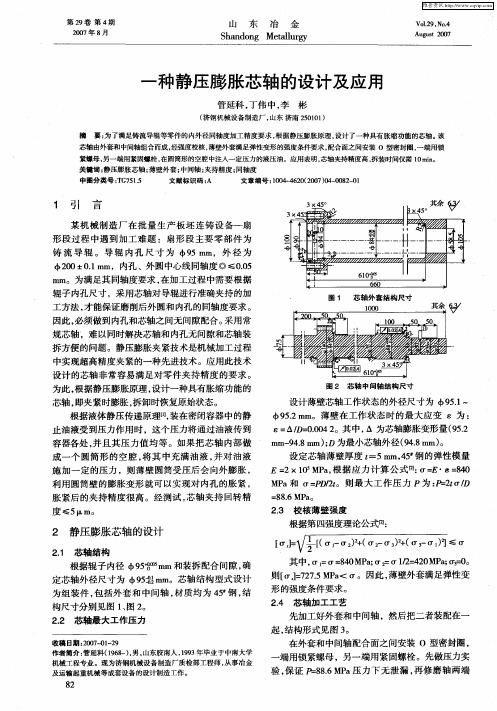
一种静压膨胀芯轴的设计及应用
维普资讯
第2 9卷 第 4期 20 年 8月 07
山 东 冶 金
tl g u S a d n Meal r y h n og
度 ≤5 i。 n
MP 和 盯= D2。则 最 大工 作 压 力 P为 := t D a P /t P 2盯/
=
8. 8 6M P a。
23 校核薄壁 强度 . 根据第 四强度理论 公式圆 :
2 静压膨胀 芯轴 的设计
21 芯轴 结构 .
【 、 [ 盯)( 2 , ( , ・ ≤仃 盯=/ ( 一 +盯. ) 盯一 ) 】Y 盯 2 - 2 盯 + 盯2 】
为此 , 据静 压膨 胀原理 , 根 设计一 种具有胀 缩 功能 的
图 2 芯轴 中 间轴结 构尺 寸
芯轴 , 即夹紧 时膨 胀 , 时恢复 原始状态 。 拆卸 根 据液体 静压传 递原 理【装 在密 闭容 器 中的静 ” , 止油 液受 到压力作 用 时 ,这个压 力将通 过油 液传 到
其 中, = 8 0 a 盯2 盯1 - 2 M a o- 。 盯1盯= 4 MP ; - / 4 0 P ;'0 - 2 3
根据辊子 内径 9 ̄3 m和装拆配合 间隙, 5 am 5 确 定芯轴 外 径尺 寸为 69 _ mm。芯 轴结 构 型式设 计  ̄ 5
为组 装 件 , 括外 套 和 中间轴 , 质 均 为 4 , 包 材 5 钢 结 构尺寸分 别见 图 1图 2 、 。 22 芯轴最 大工作压 力 .
机械工程专业 。现为济钢机械设备制造 厂质检部工程 师 , 从事冶金 及运输起重机械等成套设备 的设计制造工作。
8 2
一
在外套和中间轴配合面之间安装 O型密封圈 , 端用 锁 紧螺母 ,另一 端用 紧 固螺栓 。先做 压力实
第章膨胀机培训资料

该式适用于有摩擦的不可逆绝热流动过程。
对于以某一旋转速度工作的膨胀机工作轮来说,可以导出一元稳定流动时的动量方程式:
(5.2-8)
式中:h工质的比焓(J/kg)
w工质的相对速度(m / s)
u工质的牵连速度(m / s)
式(5.2-8)是计算透平膨胀机工作轮中流动的重要公式,它适用于一元稳定流动绝热非等熵热力过程。在工作轮进出口相对速度w1和w2相同的条件下,从式中可以看出不同形式叶轮的工作情况:
喷嘴是由一组喷嘴叶片均布而成的一组叶栅,在透平膨胀机中为了使工作轮能有效地获得尽可能大的动量矩,喷嘴总是按圆周分布的且有一定倾斜角。气体在喷嘴中完成的能量转换约占总量的50%左右,它是透平膨胀机的重要部件之一。从结构上看,喷嘴由三部分所组成:进口段1、主体段2和出口段3,如图3-2.3-2所示。进口段是把从蜗壳出来的气体导入喷嘴主体,在进口段气流速度较低,能量转换很少。主体段是气体膨胀的主要部分,根据膨胀比的大小可以是收缩型通道,也可以是缩-放型通道。出口段是由出口正截面、单侧的叶型面和出口圆弧面组成的一
(5.2-14)
速度系数φ是一种综合性的经验损失系数,它的影响因素很多,如喷嘴的结构尺寸、叶片形状、加工质量、气流参数等。对于现代大中型透平膨胀机来说,速度系数φ一般在0.92~0.98之间。
2)喉部和临界截面
由连续性方程和动量方程可以得到一元稳定等熵流动方程式:
(5.2-15)
对于某一工质,在稳定流动时m、p0、Z0、T0、R都是常数,(5.2-15)式表述了流道截面积f和膨胀过程中压力p的关系。图5.2.3-3表示出了流量密度m/f和压力比p/p0的变化关系。
实际气体状态方程的形式很多,大多数都很复杂,不便于工程上的计算。相对来说,在空分设备用透平膨胀机的计算中,利用压缩性系数Z来对理想气体状态方程进行修正是最方便的,精度也能满足要求。
膨胀机构及阀门PPT课件

不易产生故障。 压缩机停止运行后,冷凝器和蒸发器的压力可以
自动达到平衡,减轻了再次启动电动机的负荷。 对制冷剂流量的调节能力很低。
•31
32
5. 电磁阀
自动接通或切断管路 常开型—通电关闭
常闭型—通电开启 直接作用式—作用力小,可控制管径小及流
量小; 间接作用式—作用力大,可对大流量进行控 制。
6. 截止阀(手动截止阀) •33
•34
•35
电动式—利用脉冲电压驱动脉冲电机来实现控 制,图10-12(直动型),10-14(减速型)
热动式—利用热敏电阻阻值随温度变化改变加 热电流(加热量)来实现。
•27
•28
•29
•30
4. 毛细管
原理:利用孔径和长度变化产生压力差,实现节 流降压,控制制冷剂流量。
应用:主要用于热负荷较小的家用制冷器具中, 同时要求制冷系统有比较稳定的冷凝压力和蒸发 压力,如空调、冰箱。
供液方式
直接膨胀供液 重力供液 液泵供液
节流机构
1. 手动节流阀 2. 浮球节流阀 3. 热力膨胀阀 4. 毛细管
•1
一、直接膨胀供液
1)方式:通过膨胀阀直接向蒸发器供液,供液动力来自系统高 低压差。
2)特点: ◆供液动力来自于系统内部的压力差;系统简单,操作方便; ◆有闪发蒸气进入蒸发器; ◆供液容易出现不均; ◆蒸发器为单一通道,盘管长度受限(流动阻力问题);
•10
1. 手动节流阀(膨胀阀、调节阀)
结构:阀芯、阀座、手轮 工作原理:利用阀芯与阀座间隙变化调
节工质通过量
应用:只有氨制冷系统或试验装置中使
用。作为备用阀装在旁通管路上,以备应 急或检修自动膨胀阀时使用。
透平膨胀机培训资料最新版
透平膨胀机培训资料最新版透平膨胀机是一种常见的动力设备,广泛应用于航空、航天、能源等领域。
它以其高效、可靠的特点备受青睐。
为了更好地了解和掌握透平膨胀机的工作原理和操作技巧,培训资料的更新与完善显得尤为重要。
一、透平膨胀机的工作原理透平膨胀机是一种基于透平原理工作的设备。
透平膨胀机通过将高压气体进入透平机组,利用气体的膨胀来驱动透平转子旋转,从而产生动力。
透平机组由固定叶片和转动叶片构成,通过气体的压力差来实现能量转换。
透平膨胀机的工作原理类似于蒸汽轮机,但其工作介质可以是气体或液体。
二、透平膨胀机的应用领域透平膨胀机广泛应用于航空、航天、能源等领域。
在航空领域,透平膨胀机被用于飞机的辅助动力装置,为飞机提供电力和空调等服务。
在航天领域,透平膨胀机被用于航天器的推进系统,帮助航天器实现姿态调整和轨道变换。
在能源领域,透平膨胀机被用于燃气轮机的废热回收系统,提高能源利用效率。
三、透平膨胀机的操作技巧1. 安全操作:在操作透平膨胀机时,首先要确保设备处于安全状态。
操作人员应熟悉透平膨胀机的安全操作规程,并严格按照规程进行操作。
在操作过程中,要注意观察设备运行状态,及时发现并处理异常情况。
2. 维护保养:透平膨胀机的维护保养工作对于设备的正常运行至关重要。
定期检查设备的润滑系统、冷却系统和密封系统,确保其正常运行。
同时,及时清理设备的积尘和异物,保持设备的清洁。
3. 故障排除:在透平膨胀机运行过程中,可能会出现各种故障。
操作人员应熟悉透平膨胀机的常见故障及其排除方法,能够迅速判断故障原因,并采取相应措施进行修复。
同时,要及时记录故障信息,为后续的维修工作提供参考。
四、透平膨胀机培训资料的更新与完善随着技术的不断发展和应用领域的不断扩大,透平膨胀机培训资料的更新与完善显得尤为重要。
培训资料应包括透平膨胀机的工作原理、应用领域、操作技巧等方面的内容。
同时,培训资料还应结合实际案例,以便操作人员更好地理解和应用知识。
轴承培训专题教育课件
有关圆柱滚子轴承旳类型代号
•NU型-外圈有档边,非定位轴承 •N型-内圈有档边,非定位轴承 •NJ型-外圈有档边,内圈一侧有
档边,单向定位
•NUP-比NJ型多一种活动档边,
双向定位
●NU+HJ内圈无挡边但有斜挡圈能够与组 件分离
October 30, 2023 © SKF Group Slide 20
推力轴承 高度系列代号 79 1 2
-- -- -- --- -- -- --- -- -- -70 90 10 -71 91 11 -72 92 12 22 73 93 13 23 74 94 14 24 -- 95 -- --
ቤተ መጻሕፍቲ ባይዱ
轴承旳型号编制
轴承旳内径代号措施
轴承公称内径
内径代号
0.6--10(非整数)
5.挡圈 、防尘罩
October 30, 2023 © SKF Group Slide 9
轴承旳保持架
为了满足保持架旳分隔、引导、保持作用,保持架旳材料要有 一定旳钢性、强度、耐磨性、耐冲击性、润滑性和储油性。保持架 旳强度和精度影响到轴承旳寿命和旋转精度。
冲压架保持架: 结实、耐高温 尼龙保持架: 运营速度高、低噪音 铜保持架: 结实、用于振动环境
用公称内径毫米数字 直接表达,与尺寸系 列代号之间用”/”隔 离
1--9(整数)
用公称内径毫米直接 表达,对深沟轴承及 角接触轴承7\8\9直 径系列用”/”隔离
10
00
10--17
12
01
15
02
17
03
20--480(22 28 32除外)
October 30, 2023 © SKF Group Slide 22
演示文稿雄克静压膨胀芯轴R课件
未使用变径套
铣刀 铣刀盘体
芯轴外套
芯轴
铣刀盘体
芯轴
变径套
静压膨胀芯轴 - Dr. Du
2022/3/6
第24页,共78页。
调节芯轴油腔压力
增压器:
通过液压动力单元的芯轴直接驱动方式,可以采用增压器来有效调节芯轴的膨胀压力,以适合不同 工件的夹紧变形要求在可靠而有效的范围内!
液压单元
50 bar
芯轴油腔中要求的压力 bar.
需求的最小膨胀量 0.073 mm
工件设计公差 工件、芯轴间隙 加工中安全扭矩传递的膨胀量 需求的芯轴膨胀量
静压膨胀芯轴 - Dr. Du
OK
柄径 Ø25 H8 手动m 0.030 mm 0.073 mm
2022/3/6
第21页,共78页。
内、外涨紧芯轴结构
2. 驱动活塞 Actuation piston 3. 密封栓 Sealing
防止驱动孔径的油压泄露
4. 涨套 Expansion sleeve 工件被同轴地涨紧,跳动小于 3 m(0.003mm)
5. 导油孔径 Connecting bores
6. 芯轴基体 Mainbody
与涨套组合,涨套为焊接式 或 O型圈
静压膨胀芯轴 - Dr. Du
2022/3/6
第9页,共78页。
芯轴夹持方式示意
工件
加压活塞及密封
红色:夹持区域 蓝色:被夹工件
静压膨胀芯轴 - Dr. Du
膨胀壁 基体
2022/3/6
第10页,共78页。
技术看点
Precision SCHUNK hydraulic expansion tools exhibit a run-out and repeat accuracy of < 0.003 mm. The clamping range of the clamping tools can be flexibly extended by slotted intermediate sleeves. The run-out accuracy of the intermediate sleeves is < 0.006 mm. High quality alloys and the almost complete elimination of the residual stresses in the material ensure that the precision of the expansion tools is maintained throughout the entire service life.
RGQ安装时应用培训
选择转子
- 13 -
Sample & Assay Technologies
运行设置 -
Quick Start 模式
确定步骤之—— Hold
- 14 -
Sample & Assay Technologies
运行设置 -
Quick Start 模式
确定步骤之—— Cycling
- 15 -
Sample & Assay Technologies
工作过程
-2-
Sample & Assay Technologies
旋转模式
仪器运行时转盘速度 400 RPM (加热和冷却) 高速数据收集 样品旋转一次,数据收集一次 (0.15 sec) 重力作用让试剂都在管底 除去气泡和浓缩 组分不会形成沉淀
400 RPM
持续运动保证无差异 孔与孔间的温度和光学
- 39 -
Sample & Assay Technologies
绝对定量
- 40 -
Sample & Assay Technologies
绝对定量
绝对定量的准确性完全决定于标准样品的 准确性
- 41 -
Sample & Assay Technologies
绝对定量 标准曲线由已知浓度的cDNA/RNA构建 关键因素: - DNA/RNA 一定是纯的,只有一种片段的 - 移液准确 - 稀释准确平行性好 - 未知浓度的样品的点能落在标准曲线上
标准曲线通过已知浓度的cDNA/RNA建立 关键因素: - DNA/RNA 片段要纯,单一片段 - 移液准确 - 标准样品稀释准确,平行性好
- 35 -
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有槽变径套与芯轴匹配,拓展了芯轴夹持的应用范围:
几种夹持直径容许不同的工件扩展其夹持范围达到其直径的0.3%。变径套的最小壁厚必须保 证在2mm,其最大的壁厚也是有要求的,请依据样本选取标准值。
雄克(SCHUNK)亦可根据客户需求定制芯轴及变径套!
静压膨胀芯轴 - Dr. Du
2019/12/15
2. 驱动活塞 Actuation piston 3. 密封栓 Sealing
防止驱动孔径的油压泄露 4. 涨套 Expansion sleeve
工件被同轴地涨紧,跳动小于 3 m(0.003mm)
5. 导油孔径 Connecting bores 6. 芯轴基体 Mainbody
与涨套组合,涨套为焊接式 或 O型圈
14
变径套的应用
基轴 Basic arbor
基轴 Basic arbor
被涨紧工件 Basic arbor
涨紧区域 Expansion zone
独立芯轴的工作方式及夹持范围
基轴 + 变径套 Basic arbor + Sleeve
被涨紧工件 Basic arbor
变径套 Sleeve
芯轴 + 变径套的工作方式及夹持范围
卡盘系统
卡爪
电永磁系统 吸盘及吊具
5
德国雄克公司 — 自动化工程
机械手
旋转单元
线性单元
机器人附件
模块化 装配系统
模块化关节 型机器人
6
德国雄克
静压膨胀芯轴 - Dr. Du
刀具 / 工件 夹持技术 及自动化工程 雄克液压夹持技术 … 静压膨胀芯轴技术原理 芯轴在切削加工及测量装配的应用 雄克中国的个性化服务
雄克静压膨胀芯轴R04
1
SCHUNK GmbH & Co. KG
德国雄克公司
雄克公司介绍
雄克研发实力
2
SCHUNK GmbH & Co. KG
德国雄克公司
成立于 1945 家族企业 全球企业运作 超过 2000 名员工
3
自动化工程
夹持系统
4
德国雄克公司 — 夹持系统
刀柄系统
标准模块化夹持 系统及快换单元
2019/12/15
7
引言
刀具 / 工件 夹持技术 及自动化工程
精密夹持工艺:传统技术与现代工程的桥梁
刀具 / 工件 夹持技术 及自动化工程是“德国雄克(SCHUNK)”的核心竞争力。 其工艺及设计制造于一体的精髓造就了雄克的核心竞争力。
通过对客户需求的精确把握及对未来技术的孜孜以求,驱使雄克一直站在夹持技术 的最前沿,并贯穿到不同的应用领域。
16
阶梯孔径的芯轴精密夹持方案
对于特殊的工件夹持要求,例如被夹持面为阶梯孔,芯轴必须考虑在 不同的直径上的精确夹持。
被夹持区域的涨紧可设计为单独驱动或并行驱动。
Under some circumstances, certain workpieces have a bore with two different diameters. The clamping arbor for this workpiece can have two active clamping areas matched to the relevant bore diameter. The clamping areas can be actuated independently or simultaneously.
我们称之为 雄克的协同力量(SCHUNK SYNERGY)。
静压膨胀芯轴 - Dr. Du
2019/12/15
8
齿轮加工的雄克夹持工艺
齿轮加工 / 齿轮CNC磨床 grinding machine for gear wheel production
静压膨胀芯轴 - Dr. Du
2019/12/15
静压膨胀芯轴 - Dr. Du
2019/12/15
12
芯轴安装接口方式
中心孔
锥面 (如莫氏锥柄) 锥面 (如BT\CAT) 法兰 (中心圆柱)
法兰连接圆柱
圆柱中心短锥
圆柱柄
REISHAUER连接
HSK 接口
雄克静压夹持系统能与实现各种机床或设备接口的有效连接: 连接方式取决于机床、夹具和具体应用。
雄克的精密静压膨胀芯轴拥有跳动和重复精度小于
3m。工件的夹持范围可通过轴向开槽的涨套实现柔性 夹持。涨套的跳动小于6 m。高性能合金几乎可完全消
除残余应力,保证了涨套膨胀后精度的稳定性以及整个 使用周期的免维护性。
静压膨胀芯轴 - Dr. Du
2019/12/15
11
芯轴标准结构
1. 驱动螺栓 Actuation screw 夹紧到限位(无需扭矩扳手)
静压膨胀芯轴 - Dr. Du
2019/12/15
13
芯轴驱动方式
手动(内六角扳手) 自动(油缸或推杆) 自动(油缸或拉杆) 自动(液压单元)
液压芯轴的驱动方式分为: 手动加压、 推杆(油缸)自动加压、 拉杆(油缸)自动加压、 附加的保压单元加压
静压膨胀芯轴 - Dr. Du
2019/12/159源自芯轴夹持方式示意工件
加压活塞及密封
红色:夹持区域 蓝色:被夹工件
静压膨胀芯轴 - Dr. Du
膨胀壁 基体
2019/12/15
10
技术看点
Precision SCHUNK hydraulic expansion tools exhibit a run-out and repeat accuracy of < 0.003 mm. The clamping range of the clamping tools can be flexibly extended by slotted intermediate sleeves. The run-out accuracy of the intermediate sleeves is < 0.006 mm. High quality alloys and the almost complete elimination of the residual stresses in the material ensure that the precision of the expansion tools is maintained throughout the entire service life.
15
特别功能
塑胶弹性涨紧套
采用塑胶弹性涨紧套可以实行夹持直径 的0.9%的膨胀率。
应用:
0.9 % 夹持直径25 mm
0,225 mm
钢制变径套 Intermediate sleeve (steel)
塑性涨套 Plastic expansion sleeve
静压膨胀芯轴 - Dr. Du
2019/12/15