聚合物挤出中的流变学
聚合物的流变学性质
§1.3
聚合物的流变学性质
2)聚合物中添加剂的影响
加入少量的添加剂,以提高其实用性能。
添加剂的种类: 着色剂 润滑剂 稀释剂 增塑剂 稳定剂 抗静电剂 填料
§1.3
聚合物的流变学性质
添加剂在聚合物中所占的比例不大——
聚合物大分子间的作用力会发生很大变化,熔 体的粘度也会随之改变。
例如,增塑剂的加入会使熔体粘度降低,从而 提高熔体的流动性。
假塑性流体种类:
①在10s-1< < 104 s-1内,高聚物熔体; ②高聚物溶液及悬浮液。 ③混炼胶、塑炼胶;
③混炼胶、塑炼胶,剪切作用的增加使得分子链 断链,导致分子量下降,粘度降低。 假塑性流体流动曲线见图4-3。
(2)膨胀型流体
增大 ,粒子相互碰撞,
导致润滑不足,流动阻力
增加,粘度上升。 特性:随 增加ηa 增加,即“剪切增稠”。
§1.3
聚合物的流变学性质
牛顿流体: 是指当流体以切变方式流动时,其切应力与剪 切速率间存在线性关系。 牛顿流体的流变方程式为 — —切应力,Pa; — —比例常数(粘度),牛顿粘度,
反映了牛顿流体抵抗外力引起流动变形的能力,Pa s;
— —单位时间内流体产生的切应变(剪切速率) 1 ,s
§1.3
聚合物的流变学性质
注射成型中近似具有假塑性流体性质的高聚物: 聚乙烯(PE) 聚氯乙烯(PVC) 聚甲基丙烯酸甲酯(PMMA) 聚丙烯(PP) ABS 聚苯乙烯(PS) 聚酯 热塑性弹性体
§1.3
聚合物的流变学性质
假塑性液体的剪切速率与切应力及表观粘度的 关系: 图a——切应力τ与剪切速率的关系; 图b——表观粘度ηa与剪切速率的关系。 ——聚合物熔体粘度对剪切速率具有依赖性, 且剪切速率的 增大可导致熔体 粘度的降低。
聚合物流变学流变性能测定

1 n
3 n 1 n
p L
1 n
当n=1,K=
,即返回上面计算得到的牛顿流体的体积流速。
p.R 这样,幂律流体在管壁上的切变速度有:r w 2 kL
1、基本构造 核心部分是一套毛细管,具有不 同的长径比(通常L/D=10/1,20/1, 30/1,40/1等),料筒周围是恒温加 热套,内有电热丝。料筒内物料的上部 为液压驱动的活塞,物料经加热变为 熔体后,在柱塞压作用下,强迫从毛 细管挤出,由此测量物料的粘弹性。 根据测量原理的不同,毛细管流变 仪分为恒速型和恒压型两类,恒速型 仪器预置柱塞下压速度为恒定,待测 定的量为毛细管两端压差,恒压型仪 器预置柱塞前进压力为恒定,待测量 为物料的挤出速度即流量。
4.1引言
4.1.1 流变测量的目的: (1)物料的流变学表征。 为材料设计、配方设计、工艺设计提供基础数据。 (2)工程的流变学研究和设计。 借助流变测量研究聚合反应工程、高分子加工工程及 加工设备与模具设计制造中的流场及温度场分布,确定工 艺参数,研究极限流动条件及其与工艺过程关系,为完成 设备与模具CAD设计提供可靠的定量依据。 (3)检验和指导流变本构方程理论的发展。 通过流变测量,获得材料真实的粘弹性变化规律及与 材料结构参数间的内在联系,检验本构方程的优劣。
对于粘弹性流体,进入毛细管时,存在一个很大 的入口压力损失,相对而言,出口压力降比入口 压力降小得多,所以暂不考虑出口压力降的影响。
p pent pmao pexit
入口校正原理: 由于实际切应力的减小与毛细管有效长度的 延长是等价的,所以可将假想的一段管长eR加到 实际的毛细管长度L上,用L+eR作为毛细管的总 长度,其中e为入口修正系数,R为毛细管的半径。 p 用 L e.R 作为均匀的压力梯度,来补偿入口管压 力的较大下降。这样,校正后管壁的切应力:
聚合物的粘性流动-聚合物流变学基础课件
9.1.2 聚合物熔体流动特点
(1)粘度大,流动性差: 这是因为高分子链的流动 是通过链段的相继位移来实现分子链的整体迁移, 类似蚯蚓的蠕动。 (2)不符合牛顿流动规律:在流动过程中粘度随 切变速率的增加而下降(剪切变稀)。
(3)熔体流动时伴随高弹形变:因为在外力作用 下,高分子链沿外力方向发生伸展,当外力消失后, 分子链又由伸展变为卷曲,使形变部分恢复,表现 出弹性行为。
M > Mc 0 =KMw3~3.4
logMc logM
23
不同用途对分子量有不同的要求: 合成橡胶一般控制在20万; 塑料居橡胶和与纤维之间, 合成纤维一般控制在1.5万~10万;
不同加工方法对分子量有不同要求: 挤出成型要求分子量较高; 注射成型要求分子量较低; 吹塑成型在挤出和注射两者之间。
When T >Tg+100
a AeE/RT
E - 粘流活化能 viscous flow energy
高分子流动时的运动单元: 链段(的协同运动)
E 由链段的运动能力决定, 与分子链的
柔顺性有关, 而与分子量无关!!
29
a AeE/RT
刚性链 E大 粘度对温度敏感
柔性链
E小
粘度对温度不敏感 对剪切速率敏感
工业上常用MI值作为衡量聚合物分子量大小的一种相对指标,分 子量越大,MI值越小。
15
锥板式旋转粘度计
锥板粘度计是用于测定聚合物熔体粘度的常用仪器。
门尼粘度计
在一定温度下(通常 100C)和一定的转子速 度下,测定未硫化的橡 胶对转子转动的阻力
Mooney Index
100C
M
I100 34
预热3min
熔融指数(Melt index ——简MI ):指在一定的温度下和规定
高分子物理 聚合物流变学
small molecule hole
高分子熔体的流动:链段向 “孔穴” 相继跃迁 Reptation 蛇行
13
Flow curve
a
Kn
第一牛顿区
0零切粘度
第二牛顿区
无穷切粘度,极限粘度
假塑性区
流动曲线斜率n<1 随切变速率增加,ηa值变小 加工成型时,聚合物流体所经受的 切变速处于该范围内(100-103 s-1)
PC聚碳酸酯
63.9 79.2 108.3-125
PVC-U硬聚氯乙烯
147-168
PVC-P增塑聚氯乙烯
210-315
PVAc聚醋酸乙烯酯
250
Cellulose纤维素醋酸酯
293.320
Temperature
温度
Activation energy
粘流活化能是描述材料粘-温依赖性的物理量,表示流动单元(即链段) 用于克服位垒,由原位置跃迁到附近“空穴”所需的最小能量
183℃/PS
242k 217k 179k 117k 48.5k
28
分子量的影响
log
从成型加工的角度
降低分子量可增加流动性,改善加工性 能,但会影响制品的力学强度和橡胶的 弹性
牛顿流动定律
: Melt viscosity
液体内部反抗流动 的内摩擦力
1Pa s = 10 poise (泊)
牛顿流体的粘度仅与流体分子的结构和温度有关,与切应力和切变速率无关
7
Types of Melt Flow
液体流动的类型
类型
曲线 公式 实例
Shear stress Shear stress Shear stress Shear stress Viscosity
聚合物流变学基础知识

四章聚合物流变学基础1.与低分子物相比,聚合物的黏性流动有何特点?答:绝大多数低分子物具有牛顿流体的性质,即其粘性仅与流体分子的结构和温度有关,与切应力和切变速率无关。
比如水、甘油等。
高分子稀溶液也是。
而大部分聚合物熔体属于非牛顿流体中的假塑性流体,随剪切力增加而变稀。
与低分子物相比,聚合物的粘性流动(流变行为,主要是指聚合物熔体,而不包括聚合物溶液)具有如下特征:(1)聚合物熔体流动时,外力作用发生粘性流动,同时表现出可逆的弹性形变。
(2)聚合物的流动并不是高分子链之间的简单滑移,而是运动单元依次跃迁的结果。
(3)它的流变行为强烈地依赖于聚合物本身的结构、分子量及其分布、温度、压力、时间、作用力的性质和大小等外界条件的影响。
(4)绝大数高分子成型加工都是粘流态下加工的,如挤出,注射,吹塑等。
(5)弹性形变及其后的松驰影响制品的外观,尺寸稳定性。
2.什么是牛顿型流体和非牛顿型流体?使用流变方程和流动曲线说明非牛顿型流体的类型。
答:牛顿粘性定律:某些液体流动时切应力τ与切变率D之比为液体的粘度。
遵循牛顿粘性定律的液体称为牛顿流体,凡是流体运动时其切变率D与切应力τ不成线性关系的流体称为非牛顿流体。
η=K(dvx/dy)n= Kγn-1式中,K为稠度系数,N•S”/m ;为流体特性指数,无因次,表示与牛顿流体偏离的程度。
由方程式可见:①当n=1时,η=K,即K 具有粘度的因次.此时流体为牛顿流体;②当η<1时,为假塑性或剪切变稀流体;③当η>l时,为膨胀塑性或剪切增稠流体;④当剪切应力高于流动前的剪切屈服应力的流体叫宾哈流体3.何为表观黏度?试述大部分聚合物熔体为假塑性流体的理由。
答:表观黏度为非牛顿流体剪切应力,即剪切速率曲线上的任一点所对应的剪切应力除以剪切速率。
因为大部分的聚合物是热塑性塑料而热塑性塑料的剪切速率在10-104S-1。
流动曲线是非线性的,剪切速率的增加比剪切应力增加的快,并且不存在屈服应力,流体特征是黏度随剪切速率或剪切应力的增大而降低。
聚合物流变学(绪论)

❖ 加工流变学:属于宏观流变学,主要研究
与高分子材料加工工程有关的理论与技术 问题。
❖ 比如说,研究加工条件变化与材料流 动性质(主要指粘度、弹性)及产品力学 性质之间的关系,异常的流变现象如挤出 胀大、熔体破裂现象发生的规律、原因及 克服办法;高分子材料典型加工成型操作 单元(如挤出、吹塑、注射等过程的流变 学分析;多相高分子体系的流变性规律, 以及模具与机械设计中遇到的种种与材料 流动性质有关的问题等。)
32
主要内容:
挤出流变学 密炼流变学 塑炼流变学 压延流变学 注模流变学 吹塑流变学 熔体纺丝流变学
33
研究和学习流变学的意义
1)对高分子材料合成而言,流变学与高分子化学结合在一 起,流变性质通过与分子结构参数的联系成为控制合成产 物品质的重要参数。
2)对高分子材料成型加工而言,流变学与高分子物理学和 高分子材料成型工艺原理结合在一起,成为设计和控制材 料配方及加工工艺条件,以获取制品最佳的外观和内在质 量的重要手段。
图 1-8 孔压误差 21
牛顿型流体不存在孔压误差,无论压力传 感器端面安装得与流道壁面是否相平,测得 的压力值相等。高分子液体有孔压误差现象。
22
2 原因:在凹槽附近,流线发生弯曲,但法向应
力差效应有使流线伸直的作用,于是产生背向凹 槽的力,使凹置的压力传感器测得的液体内压力 值小于平置时测得的值。在实施流变测量时,应 当注意这一效应。同样地,当高分子液体流经一 个弯形流道时,液体对流道内侧壁和外侧壁的压 力,也会因法向应力差效应而产生差异。通常内 侧壁所受的压力较大。
10
11
二、Weussebberg效应
12
三、Barus效应
13
四、不稳定流动与熔体破裂
聚合物挤出中的流变学
e 3
(1.14)
这个关系被称作Trouton比率,适用于所有的牛顿流体,也使它除了Trouton的实验 之外有一个严格的理论基础。 拉伸粘度的测量与剪切粘度比起来相当困难。常用的装置包括从毛细管挤出 以及后来的用一对滚筒拉伸的装置。最大力必须超过挤出线就像熔体强度。实际 上,拉伸粘度和熔体强度经常被混淆。拉伸粘度是伸展速率的函数,如图1.6,与 剪切粘度相对, 熔体强度则是拉伸阻力的工程学测量。 单独的挤出过程包括拉伸, 比如吹膜,拉伸薄膜等。吹膜中当从一个大的水库流到一个小直径的毛细管的时 候,伸长速率可以超过10S-1,最大拉伸速率很可能比最大剪切速率低一个数量级 (例如:在毛细管粘度测量方法中, max 100s 1而 max 1000s 1 。通常拉伸粘度 是伸长时间的函数(递增)而不能达到一个固定的值(拉紧变硬)。 流体从大直径到小直径毛细管处流动中的超额应力应归于拉伸粘度。事实上, Cogswell发现了一个由超额的下降压力Pe测量拉伸粘度e的方法(也就是Bagley 修正)。
第 5 页/共 17 页
聚合物挤出中的流变学
力也可以引起粘性的增加(在通常的挤出成型中可以忽略)。各种各样的添加剂 可以用来有计划的降低粘性。较大的平均分子量可以使零剪切粘度有显著的增加:
3.4 0 c o n s tW M
(1.13)
对于一些具有长支链的茂金属PE,指数可能会更高(比如6.0)。 在粘度测量的讨论中,我们假定在模具壁上无滑动的条件是有效的,然而, 并不一直是这样。事实上,对PE来说,剪切压力在0.1 MPa时,就会出现滑动。滑 动和鲨鱼皮现象有关 ,在几个不同半径的毛细管中,表现剪切速率(4Q / R3)呈反 比例(1/R)的图线,此时通过这种方法得到的滑动是有规则的。当滑动不存在时, 图线是水平的,线性斜面等于4*(滑动速率)。 1.2 拉伸粘度和熔体强度 拉伸粘度是流体拉伸的阻力,它和低粘度流体比如水的假想拉伸不同,聚合 物熔体具有可测量的阻力。事实上,大约100年以前,Trouton 就测量除了硬流体 的拉伸阻力和剪切力,包括程度,发现了拉伸和剪切粘度的比率等于3。
聚合物流变学基础
3. 等温流动和非等温流动
等温流动:流体各处温度均不随时间而变化的流动。 非等温流动:流体各处温度均随时间而变化的流动。
4. 一维流动、二维流动和三维流动
一维流动:流体内质点的速度仅在一个方向上变化。 如:等截面圆形通道内的层状流动
二维流动:流体内质点的速度在两个方向上变化。 如:等截面矩形通道内的层状流动
7. 湍流减阻与渗流增阻
高分子量的聚氧化乙烯、聚丙烯酰胺的稀溶液具 有湍流减阻作用。这是由于亲水高分子链在水溶液中有很 大的流体动力学体积,从而减小了湍流强度。当聚氧化乙 烯、聚丙烯酰胺的稀溶液流经多孔介质时,渗流可使亲水 高分子链经历拉伸流动,产生较大的粘度,从而起到了阻 流的作用。
8. 无管虹吸
流体的速度分布
F S
拉伸流动
σ=F/S
剪切流动
S F
τ=F/S
二、非牛顿型流动
1. 牛顿流体
流体粘度不随剪切速率或剪切应力而变化的粘性 流体称为牛顿流体。其流变方程为
τ = ηγ&
剪切应力 粘度 剪切速率
牛顿流体是纯粘性流体,粘度与温度相关。 低分子化合物的气体、液体或溶液属于牛顿流体。 流动曲线:剪切应力与剪切速率的关系曲线。
v( r )
=
n
n +1
∆p 2KL
1
n
n+1
Rn
1 −
r R
n+1
n
1
qv
=
πn 3n +
1
∆p 2KL
n
3n+1
Rn
第四节 聚合物熔体的拉伸粘度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚合物挤出中的流变学——PPXCL 刘晓君1.0流变学流变学是研究材料变形和流动的科学。
希腊语中流变学被表示为"Panta Rei ",意思是:“所有物体的流动”。
事实上只要给予足够的时间,所有材料都能够流动。
有趣的是,挤出、注射成型和吹塑成型等过程中的聚合物材料的流动时间都在一个相同的数量级上。
在一个非常短的加工时间里,聚合物的表现象是固体,而从较长的加工过程来看,聚合物的行为则像是液体。
这种双重特性(液态-固态)称为粘弹性。
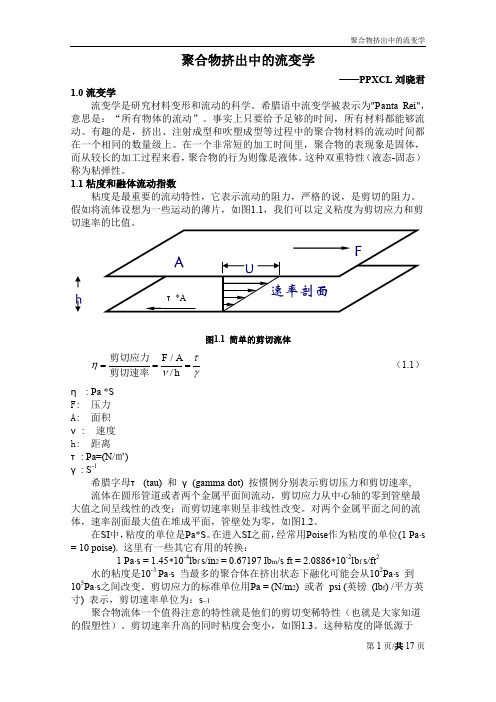
1.1粘度和融体流动指数粘度是最重要的流动特性,它表示流动的阻力,严格的说,是剪切的阻力。
假如将流体设想为一些运动的薄片,如图1.1,我们可以定义粘度为剪切应力和剪切速率的比值。
图1.1 简单的剪切流体γτνη===h A F //剪切速率剪切应力 (1.1) η : Pa *SF: 压力A: 面积ν: 速度h: 距离τ: Pa=(N/㎡)γ: S -1希腊字母τ (tau) 和 γ(gamma dot) 按惯例分别表示剪切压力和剪切速率, 流体在圆形管道或者两个金属平面间流动,剪切应力从中心轴的零到管壁最大值之间呈线性的改变;而剪切速率则呈非线性改变。
对两个金属平面之间的流体,速率剖面最大值在堆成平面,管壁处为零,如图1.2。
在SI 中,粘度的单位是Pa*S 。
在进入SI 之前,经常用Poise 作为粘度的单位(1 Pa ⋅s = 10 poise). 这里有一些其它有用的转换:1 Pa ⋅s = 1.45*10-4lb f s/in2 = 0.67197 lb m /s ft = 2.0886*10-2lb f s/ft 2水的粘度是10-3 Pa ⋅s 当最多的聚合体在挤出状态下融化可能会从102Pa ⋅s 到105Pa ⋅s 之间改变。
剪切应力的标准单位用Pa = (N/m 2) 或者 psi (英镑 (lb f ) /平方英寸) 表示,剪切速率单位为:s –1聚合物流体一个值得注意的特性就是他们的剪切变稀特性(也就是大家知道的假塑性)。
剪切速率升高的同时粘度会变小,如图1.3。
这种粘度的降低源于h图1.2 两个金属平面间流体粘度、剪切速率和剪切应力剖面分子的排列和长聚合物链条的纠结的解开。
在一个近期的论文中,作者称:“聚合物喜欢被剪切”。
更高的剪切速率,在加工设备中使聚合物更容易流动。
单螺杆挤出时,螺纹接近桶壁的时候剪切速率可以达到200 s –1, 在机筒和出口之间有许多更高的值, 模唇处的剪切速率可以高达1000 s –1. 机筒内低的剪切速率意味着聚合物熔体在金属表面缓慢运动。
一些设备设计工作者试图设计设备针对流延膜和吹膜等没有模具的最小剪切速率,比如说10 s –1,来预防潜在的熔体流动障碍。
使用不同HDPE 等级的毛细管粘度计测量法中,当筒壁剪切应力超过0.14MPa ,鲨鱼皮(表面不光滑)现象会出现;在高剪切速率时,流动不稳定,融体破裂现象出现[2,3]。
图1.3 牛顿流体和剪切变稀现象熔融指数(MI), 熔体流动指数 (MFI)或熔体流动速率(MFR) (用于聚丙烯)是指依照ASTM 的标准在规定的负荷下,通过指定尺寸的模头,每10分钟的挤出物的克重,如图1.4。
对PE (ASTMD-1238) 负荷为 2.16 kg ,摸头尺寸为 D = 2.095 mm 、 L = 8 mm 。
实验流体温度为190°C.。
对PP, 将使用同样的负荷和摸头尺寸,但实验流体温度改变为230°C 。
在负荷2.16KG 的融指测量条件下,管壁处剪切应力可被计算:τw = 1.94 ⨯ 104 Pa (= 2.814 psi);管壁剪切速率近似为γ = (1838/ρ) ⨯ MI 在这里ρ 指熔体密度,单位为kg/m 3。
对一个典型的PE 熔体,假定 ρ = 766kg/m 3,可以得出γ= 2.4 ⨯ MI ,低速度 剪切速率 粘度剪切速率牛顿流体剪切变稀(假塑性 )剪切应力融指意味着高分子重量,高粘度聚合体。
高融指则意味着低分子重量,低粘度聚合体。
当融指小于1,物料被称为具有分数融指。
部分物料被用来做挤出薄膜,挤出用PE 等级很少超过MI = 12;然而,对于注射成型,常用的融指范围为5–100。
粘度既可以用毛细管粘度计也可以用旋转粘度计来测量。
在毛细管粘度计中,剪切应力取决于活塞提供的压力,而剪切速率则取决于流动速率。
图1.4 融指测试示意R L P cap W /∆=τ 剪切应力 (1.2) 34R Q a πγ= 表现剪切速率 (1.3) 在这里△P CAP 为下降压力,L 指毛细管长度,R 为毛细管半径,Q 表示熔体体积速率。
表现剪切速率符合牛顿学原理(不变的粘性流体),对剪切变稀流体,修正是必需的。
依照power-law 模型,真实的剪切速率表示为:34413RQ n n πγ⨯+= (1.4) 这意味着对power-law 指数n=0.4(常用)的物料,表现剪切速率和实际剪切速率的关系为:γ实际=1.375*γ表现 (1.5)当毛细管相对较短(L/R < 50),毛细管入口处超额的下降压力△P e 为计算必须得到修正,修正通常表示为:we 2P τ∆=B n (1.6) 当聚合体物质处于出现鲨鱼皮的临界挤出压力时,n B 会在0~20范围内改变,D=2.095 mm L=8 mm对牛顿流体,n B 的值为0.587。
修正后的剪切应力为:⎪⎭⎫ ⎝⎛+∆+∆=B ec a p W n R L P P 2τ (1.7)为应用修正,测量时至少需要两个毛细管。
剪切变稀现象通常用power-law 模型表示为:1-⨯=n m γη (1.8)m=常数,n=power-law 指数,n = 1时,可以得到牛顿模型(粘度不变)。
n<1,则体现出聚合体的剪切变稀特性。
通常power-law 模型中n 的值在0.8(PC )和0.2(橡胶混合物)之间。
对不同等级的PE ,n 的范围为:0.3<n<0.6。
m 常用值的范围在1000 Pa ⋅s n (一些PET 树脂)和100,000 Pa ⋅s n (高粘度的刚性PVC)。
这个power-law 模型给出的粘度数据更适合高剪切速率时,而不适合低剪切速率(因为γ趋近于0,粘度将趋近于无穷大)。
关于m 和n 的近似计算可以依靠融指的两个值来得出(MI 和HLMI )。
MI 引用标准重量2.16KG ,HLMI 则为高负荷融指(通常为10KG 或21.6KG )。
通过适当的平衡下降压力,剪切应力和流动速率,我们可以得到:Power-law 指数 )log()log()log()log(MI HLMI LL HL n --= 常数 n MI LL m ⎥⎦⎤⎢⎣⎡⨯⨯=ρ1838)(8982 (1.9)LL=标准负荷(通常2.16KG )HL=高负荷(通常为10KG 或21.6KG )另外常用的两个适合所有剪切速率范围的模型:Carreau-Yasuda 模型()()a n a 101-+=λγηη (1.10)在这里ηo 为零剪切时的粘度, λ、a 和n 是对应的参数。
Cross 模型()n -+=101λγηη (1.11) 在这里ηo 为零剪切时的粘度, λ和n 是对应的参数。
旋转粘度计(锥形平面或者平行平面),剪切应力取决于实际扭矩,而剪切速率取决于旋转速度和流体被剪切的距离。
毛细管粘度计适用的剪切速率范围为2S -1到3000 S -1。
旋转粘度计的适用范围为10-2 S -1到5 S -1。
在更高的转动速度下,或许会发生次要流动和出现不稳定状况从而使样品剪切无效。
如果想知道更多的关于粘度测量的信息,读者可以参考 Macosko [2]。
聚合物熔体的粘度随着温度呈指数变化:()T b r e f ∆-=e x p ηη (1.12)图1.5 不同参数对聚合体粘性的影响温度灵敏性系数b范围为0.01~ 0.1 °C -1,对于同等级的聚烯烃,假设b = 0.015。
这意味着温度每增加∆T = 10°C (18°F) ,粘度将降低14%。
如图1.5所示,粘度受各种各样因素的影响。
分子量分布狭窄(如茂金属)较分子量分布比较宽的聚合物更具有粘性。
填料可以增加粘度(非常大程度),压粘度剪切速率窄分子量分布的影响(MWD) 宽粘度剪切速率力也可以引起粘性的增加(在通常的挤出成型中可以忽略)。
各种各样的添加剂可以用来有计划的降低粘性。
较大的平均分子量可以使零剪切粘度有显著的增加:4.30W c o n s t M =η (1.13)对于一些具有长支链的茂金属PE ,指数可能会更高(比如6.0)。
在粘度测量的讨论中,我们假定在模具壁上无滑动的条件是有效的,然而,并不一直是这样。
事实上,对PE 来说,剪切压力在0.1 MPa 时,就会出现滑动。
滑动和鲨鱼皮现象有关 ,在几个不同半径的毛细管中,表现剪切速率(4Q / πR 3)呈反比例(1/R)的图线,此时通过这种方法得到的滑动是有规则的。
当滑动不存在时,图线是水平的,线性斜面等于4*(滑动速率)。
1.2 拉伸粘度和熔体强度拉伸粘度是流体拉伸的阻力,它和低粘度流体比如水的假想拉伸不同,聚合物熔体具有可测量的阻力。
事实上,大约100年以前,Trouton 就测量除了硬流体的拉伸阻力和剪切力,包括程度,发现了拉伸和剪切粘度的比率等于3。
3=ηηe (1.14) 这个关系被称作Trouton 比率,适用于所有的牛顿流体,也使它除了Trouton 的实验之外有一个严格的理论基础。
拉伸粘度的测量与剪切粘度比起来相当困难。
常用的装置包括从毛细管挤出以及后来的用一对滚筒拉伸的装置。
最大力必须超过挤出线就像熔体强度。
实际上,拉伸粘度和熔体强度经常被混淆。
拉伸粘度是伸展速率的函数,如图1.6,与剪切粘度相对,熔体强度则是拉伸阻力的工程学测量。
单独的挤出过程包括拉伸,比如吹膜,拉伸薄膜等。
吹膜中当从一个大的水库流到一个小直径的毛细管的时候,伸长速率可以超过10S -1,最大拉伸速率很可能比最大剪切速率低一个数量级(例如:在毛细管粘度测量方法中, 1max 1max 1000100--≈≈s s γε而。
通常拉伸粘度是伸长时间的函数(递增)而不能达到一个固定的值(拉紧变硬)。
流体从大直径到小直径毛细管处流动中的超额应力应归于拉伸粘度。
事实上, Cogswell 发现了一个由超额的下降压力∆P e 测量拉伸粘度ηe 的方法(也就是Bagley 修正)。
()()2223219ηγηe e P n ∆+= ()eP n ∆+=1342ηγε (1.15) 剪切和拉伸粘度测量显示LLDPE (线性的)比LDPE (有支链的)难剪切,但是容易拉伸。