生产工序作业准备验证表
工序质量检验通用表

检查项目
工序质量检验评定表
质量标准
单位工程名称 单元工程名称
检测项目 施工单位检查记录 监理单位验收记录
主控项目 允许偏 差项目
编号:
一般项目 许偏 差项目
专业质检员
施工单位自检结果 工序工程 质量评定 监理单位抽查意见
专业监理员
主控项目评价指标全部合格,允许偏差项目
合格率达到 %,符合设计及施工质量验
收评定标准的要求
技术负责人:
日期:
自评意见:
质量等级:
□抽检结果与自检结果相符/不相符
抽检意见:
□同意/不同意验收
监理工程师:
日期:
质量等级: 注:某工序质量出现不合格标准时,其质量记录表格连同合格项目的质量记录表格一起留存备查
编号:
IATF16949作业准备验证表
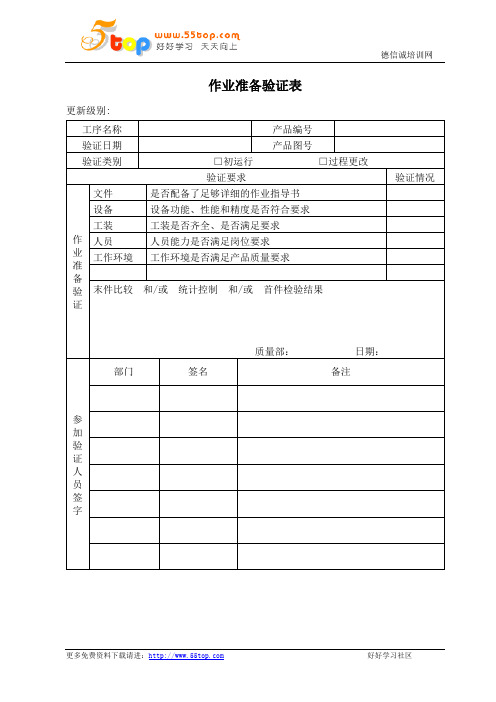
更新级别:
工序名称
产品编号
验证日期
产品图号
验证类别
□初运行□过程更改
验证要求
验证情况
作业准备验证
文件
是否配备了足够详细的作业指导书
设备
设备功能、性能和精度是否符合要求
工装
工装是否齐全、是否满足要求
人员
人员能力是否满足岗位要求
工作环境
工作环境是否满足产品质量要求
末件比较和/或统计控制和/或首件检验结果
质量部:日期:
参加验证人员签字
部门Biblioteka 签名备注作业准备验证结果认定:
生产部:日期:
工序检查表

标段工程师 :
年月日
工程项目名称:
模板安装工程质量检查验收表
施工单位:
验收部位:施工ຫໍສະໝຸດ 量检查项目检 查 内 容检查情况
检查人
1
模板支承体系必须按照相关技术要求设置
2
出现高支模情况,必须按所报高支模方案实施
3
模板和支架完好,清理干净,起皮和变形模板不得使用
4
模板拼装顺序:后拆的先支,先拆的后支
14
高压水枪试水
30~45min
监理(建设)单位验收结论
标段工程师 :
年月日
工程项目名称:
模板分项工程复线、测量检查验收表
施工单位:
检查部位:
检查项目
检 查 内 容
检查情况
检查人
1
轴线位置
2
底模上表面标高
3
截面内部尺寸
柱、梁、墙
4
层高垂直度
不大于
5M
大于5M
5
相邻两表板
表面高低差
6
表面平整度
7
每五层检查层高及垂直度
吊模、边模加固及顺直
14
结构施工图中的反梁和飘窗模板平面位置及标高检查
监理(建设)单位
验收结论
标段工程师:
年月日
5
模板拼缝是否符合相关技术
要求
6
避免隔离剂沾污
7
检查柱模垂直度、梁侧模垂直度符合相关技术要求
8
检查梁、板底模标高 是否符合相关技术要求
9
检查梁、墙柱轴线定位是否符合相关技术要求
10
柱模的拉紧螺栓、木方箍等设置间距是否符合相关技术
11
柱模根处是否设置清扫口是否订压脚板
作业准备验证记录表
日期
ቤተ መጻሕፍቲ ባይዱ产品名称/图号
工序名称
验证结果
首检结果
操作人员签字
备注栏
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
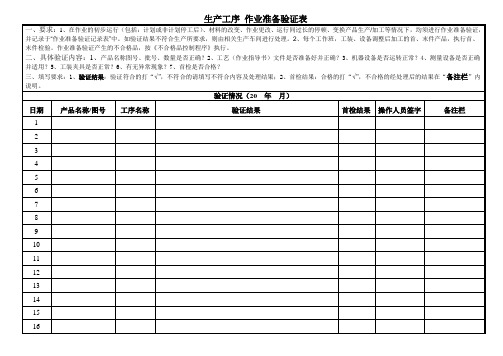
二、具体验证内容:1、产品名称图号、批号、数量是否正确?2、工艺(作业指导书)文件是否准备好并正确?3、机器设备是否运转正常?4、测量设备是否正确并适用?5、工装夹具是否正常?6、有无异常现象?7、首检是否合格?
三、填写要求:1、验证结果:验证符合的打“√”,不符合的请填写不符合内容及处理结果;2、首检结果:合格的打“√”,不合格的经处理后的结果在“备注栏”内说明。
一、要求:1、在作业的初步运行(包括:计划或非计划停工后)、材料的改变、作业更改、运行间过长的停顿、变换产品生产/加工等情况下,均须进行作业准备验证,并记录于“作业准备验证记录表”中。如验证结果不符合生产所要求,则由相关生产车间进行处理。2、每个工作班,工装、设备调整后加工的首、末件产品,执行首、末件检验。作业准备验证产生的不合格品,按《不合格品控制程序》执行。
作业准备验证记录表

产品名称:产品图号:工序编号:_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日_ 月__日类别点检方法接受标准__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分__点__分PPE 1劳保用品佩戴目视符合本工位《PPE规范》人2是否经过培训并具备能力目视对照技能矩阵表(U或O)3检查光电保护有效性目视见点检指导书4检查机器背门是否关闭目视见点检指导书5检查转台是否有异响耳听见点检指导书6检查设备电流目视见工艺参数表7检查设备电压目视见工艺参数表8检查保护气体流量目视见工艺参数表9检查工装目视、手调安装正确、无松动10检查法兰夹紧面目视、手摸定位面洁净、无飞溅11检查挠性节保护罩目视见点检指导书12检查气密堵头目视见点检指导书13导电嘴有无损坏/是否松动目视导电嘴无损坏、无松动料14零件齐全、零件编号目视符合该工序过程检验记录表内的零件明细表法15文件及记录表单是否齐全目视文件及表单明细表16现场5S 目视零件材料整齐现场干净 17现场光线是否充足目视灯光打开、无损坏18检具是否在有效日期内目视合格证在有效期内19各仪表计量器具是否在有效日期内目视合格证在有效期内版本号测作业准备验证记录表开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □工序名称:开班 □换型 □停机 □开班 □换型 □停机 □操作者确认开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □设备、工装名称/编号:机(设备、工装)环操作者签字处理记录确认者签字点检项目开班 □换型 □停机 □开班 □换型 □停机 □开班 □换型 □停机 □修订时间修改原因修改内容反应计划反应计划说明点检时如发现不合格项,应立即通知班长,由班长通知生产主管,生产主管通知相应的负责人改正或临时改正,并在处理记录和反应计划中记录处理情况。
IATF16949作业准备验证程序(停工后验证)

按照4.2的内容,各项作业准备的验证项目均无异常后,开始正常生产。
5.相关文件
现场有产品的作业文件:包括工艺流程卡,图纸或者控制计划
挤压首、巡检记录表
检验员
15
做到5S
符合工5S管理程序的要求
不记录
检验员
16
选定检测所需的检具,计量器具,样件
符合检验指导书,图纸,控制计划上的要求
不记录
检验员
17
准备好生产产品的检验文件,例如图纸,控制计划
现场有检验文件:包括图纸或者控制计划
挤压首、巡检记录表
③自然灾害(比如火灾等)后造成生产停工
④公共设施中断(比如停电停水等)后造成生产停工
⑤劳动力短缺后造成生产停工
⑥基础设施的破坏后造成生产停工
4.工作流程及内容
4.1作业准备的内容
审核
批准
日期
-181-
编制部门:质量部
文件名称
作业准备验证程序(停工后验证)
编号:
版次:
版本号:
编制人:
第2页共5页
日期:
-180-
编制部门:质量部
文件名称
作业准备验证程序(停工后验证)
编号:
版次:
版本号:
编制人:
第1页共5页
日期:
1.目的
作业开始前,包括在计划或非计划生产停工期后的作业开始,通过对该作业工位上的人、机、料、法、环、测的检验或测验,来验证作业准备的精确性和准确性。确保作业开始后,能持续生产出合格的产品,避免产生批量的不合格品,预防产生不良的质量成本,确保生产作业的有效性。
检验员
3
转岗人员具备上岗资质
核查人员的培训记录,资质证书
生产作业准备验证记录样表
FO-WGCGL-001 表号:FO-CGL-001 日期 序 号 1 2 3 4 5 6 7 8 9 10 11 验证项目 生产计划 生产作业人员 生产设备 工艺/试验文件 作业指导书 控制计划 原材料 铺助材料 公用设施 检测仪器 工装夹具 班组 验证内容 生产计划是否满足实际条件? 是否具备上岗资格、劳保防护用品是否穿戴好? 设备状态是否满足开机条件?
其它事项:
工艺/试验文件是否已准备好? 并且在生产现场是ቤተ መጻሕፍቲ ባይዱ易于得到?
检查人 验证结果 □是 □是 □是 □是 □是 □是 □是 □是 □是 □是 □是 □是 □正常 □是 □正常 □不是 □不是 □不是 □不是 □不是 □不是 □不是 □不是 □不是 □不是 □不是 □不是 □不正常 □不是 □不正常 备注
操作规程是否已准备好? 并且在现场是否易于得到? 控制计划是否已准备好? 并且在现场是否易于得到? 来料是否满足使用要求? 锌锭、轧制油及其它辅料是否已全部到位? 水、电、风、气、汽等是否到位? 测厚仪等检测仪器是否正常? 工装夹具是否到位? 工装夹具是否正常?
制程检验程序(含表格)
制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。
作业准备验证
一、作业前准备验证定义:1、TS16949标准7.5.1.3作业准备的验证规定:•无论何时实施(如作业的初步运行、材料的改变、作业更改),均必须进行作业准备验证。
•作业准备人员必须易于得到作业指导书。
适用时,组织必须使用统计方法进行验证。
•注:推荐采用首末件(批)比较的方法。
2、作业准备验证的目的是批产前证实工装、设备、监视和测量装置、作业指导书对稳定生产出合格产品的适宜性。
确认当前作业的条件是否具备,即是对当前生产系统的评价,包括对生产设备状态是否正常、作业文件是否齐备可行、工模夹具是否正确并合格、使用的来料是否正确、操作人员对作业状态是否清楚、设备生产的首件产品是否满足技术要求(最好是在技术规定的值附近,而不是在规定的公差范围内,即应比公差规定的范围更小)•在上述三种情况(作业的初步运行、材料的改变、作业更改)下,根据产品特性或加工工艺参数对产品性能的影响程度,对影响大的进行SPC控制,算出CPK值或进行首件和上批末件质量的检验结果的比较。
得出能否按现在的工艺、设备、工装、材料进行生产的结论。
具体根据实际情况操作。
作业准备前验证内容1)过程参数:正式生产前需要对设备的参数进行设置,那么这里就有参数的设置标准。
所以要看实际的设置和标准的要求是否一致?ﻫ2)设备的状态:是否满足正常生产的需求的检查和点检。
3)工具:检查设备操作和产品检验等的工具、工位器具是否到位,是否完好可用?ﻫ4)原料、物料:是否按照要求准备到位?是否正确?ﻫ5)首件检查:结果是否OK?ﻫ6)记录表格:SPC控制用表格和其他记录等是否到位?ﻫ7)劳保用品:操作人员是否按照要求穿戴?8)等。
作业前准备验证与首件检验的区别•首件检验只是作业验证的一部分。
•一般的作业准备验证指的是指开机前的准备,它的验证工作包括:生产前准备状态检查和首件检验。
它是随后连续生产的准备。
•如果在每日生产过程中有变更,材料的更换、作业的更改,还应对生产中发生变更的内容进行的确认。
作业准备验证
作业准备验证 Last updated on the afternoon of January 3, 2021一、作业前准备验证定义:1、TS16949标准7.5.1.3作业准备的验证规定:无论何时实施(如作业的初步运行、材料的改变、作业更改),均必须进行作业准备验证。
作业准备人员必须易于得到作业指导书。
适用时,组织必须使用统计方法进行验证。
注:推荐采用首末件(批)比较的方法。
2、作业准备验证的目的是批产前证实工装、设备、监视和测量装置、作业指导书对稳定生产出合格产品的适宜性。
确认当前作业的条件是否具备,即是对当前生产系统的评价,包括对生产设备状态是否正常、作业文件是否齐备可行、工模夹具是否正确并合格、使用的来料是否正确、操作人员对作业状态是否清楚、设备生产的首件产品是否满足技术要求(最好是在技术规定的值附近,而不是在规定的公差范围内,即应比公差规定的范围更小)在上述三种情况(作业的初步运行、材料的改变、作业更改)下,根据产品特性或加工工艺参数对产品性能的影响程度,对影响大的进行SPC控制,算出CPK值或进行首件和上批末件质量的检验结果的比较。
得出能否按现在的工艺、设备、工装、材料进行生产的结论。
具体根据实际情况操作。
作业准备前验证内容1)过程参数:正式生产前需要对设备的参数进行设置,那么这里就有参数的设置标准。
所以要看实际的设置和标准的要求是否一致2)设备的状态:是否满足正常生产的需求的检查和点检。
3)工具:检查设备操作和产品检验等的工具、工位器具是否到位,是否完好可用4)原料、物料:是否按照要求准备到位是否正确5)首件检查:结果是否OK6)记录表格:SPC控制用表格和其他记录等是否到位7)劳保用品:操作人员是否按照要求穿戴?8)等。
作业前准备验证与首件检验的区别首件检验只是作业验证的一部分。
一般的作业准备验证指的是指开机前的准备,它的验证工作包括:生产前准备状态检查和首件检验。
它是随后连续生产的准备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、要求:1、在作业的初步运行(包括:计划或非计划停工后)、材料的改变、作业更改、运行间过长的停顿、变换产品生产/加工等情况下,均须进行作业准备验证,并记录于“作业准备验证记录表”中。如验证结果不符合生产所要求,则由相关生产车间进行处理。2、每个工作班,工装、设备调整后加工的首、末件产品,执行首、末件检验。作业准备验证产生的不合格品,按《不合格品控制程序》执行。
二、具体验证内容:1、产品名称图号、批号、数量是否正确?2、工艺(作业指导书)文件是否准备好并正确?3、机器设备是否运转正常?4、测量设备是否正确并适用?5、工装夹具是否正常?6、有无异常现象?7、首检是否合格?
三、填写要求:1、验证结果:验证符合的打“√”,不符合的请填写不符合内容及处理结果;2、首检结果:合格的打“√”,不合格的经处理后的结果在“备注栏”内说明。
验证情况(20年月)
日期
产品名称/图号
工序名称
验证结果
首检结果
操作人员签字
备注栏
1
2
3
4
5678来自91011
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29