轮胎胎圈用钢丝
胎圈钢丝用盘条的研制与开发
胎圈钢丝用盘条的研制与开发袁国华(新产品研发推广中心)摘 要:介绍研制开发胎圈钢丝用盘条的生产工艺情况,并对用户生产胎圈钢丝的生产结果进行了分析。
关键词:胎圈钢丝 盘条 高碳钢Resear ch and D evelopm en t of W i r e Rod for Bead W i r eY ua n Guohua(R esea r ch&D evelopm en t C en ter O f New Pr oduc t)Ab stra ct:P r oduction technol ogy of devel op i ng wire rod for bead wire is i ntr oduced.T he p r oducti on result of bead w ire is ana2 l yzed.It has p roved tha t N IS CO has ability t o p r oduce the superi or grade wire rod for bead wire and tire w ire.Keywor ds:bead wire;wire rod;high2ca rbon steel1 前言随着汽车行业轻量化、高速化的发展,而作为汽车重要组成部分的子午线轮胎,以其具有高速化、节能化、轻量化、行驶里程长等多种优点得到了飞速的发展,对产品质量的要求越来越高,作为子午线轮胎骨架材料之一的胎圈钢丝的生产需求量也越来越大,对质量的要求越来越高。
为了满足该行业部分用户的高品质质量要求,应苏南一胎圈钢丝生产厂家要求,南钢与其合作开发胎圈钢丝用盘条。
2 工艺设计胎圈钢丝是一种外表镀青铜用来加强轮胎胎圈的钢丝,由胎圈钢丝、帘线、橡胶组成的子午线轮胎在行使过程中要承受拉伸、压缩、扭转及离心等作用力。
用户生产胎圈钢丝的加工过程是将Ф5.5mm或Ф65的线材拉拔至Ф6~Ф的钢丝,在拉拔过程中还要承受扭转、弯曲、拉伸等一系列变形,生产出的钢丝还要满足抗拉强度、延伸率、扭转等各项指标。
轮胎胎圈用钢丝
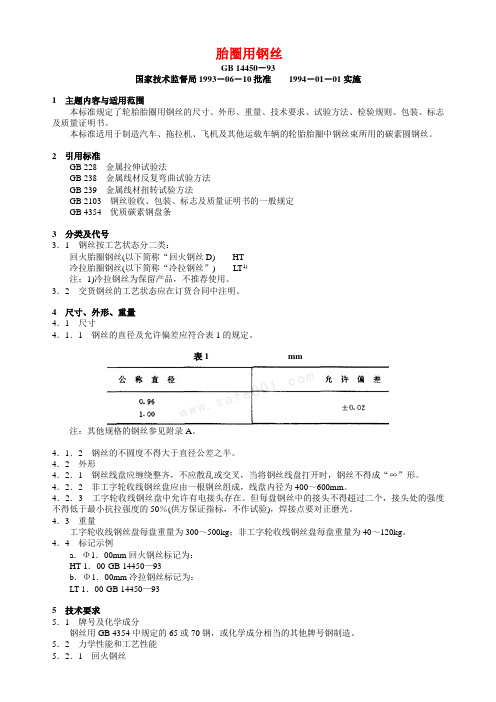
胎圈用钢丝GB 14450-93国家技术监督局1993-06-10批准1994-01-01实施1 主题内容与适用范围本标准规定了轮胎胎圈用钢丝的尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志及质量证明书。
本标准适用于制造汽车、拖拉机、飞机及其他运载车辆的轮胎胎圈中钢丝束所用的碳素圆钢丝。
2 引用标准GB 228 金属拉伸试验法GB 238 金属线材反复弯曲试验方法GB 239 金属线材扭转试验方法GB 2103 钢丝验收、包装、标志及质量证明书的一般规定GB 4354 优质碳素钢盘条3 分类及代号3.1 钢丝按工艺状态分二类:回火胎圈钢丝(以下简称“回火钢丝D) HT冷拉胎圈钢丝(以下简称“冷拉钢丝”) LT1)注:1)冷拉钢丝为保留产品,不推荐使用。
3.2 交货钢丝的工艺状态应在订货合同中注明。
4 尺寸、外形、重量4.1 尺寸4.1.1 钢丝的直径及允许偏差应符合表1的规定。
表1 mm注:其他规格的钢丝参见附录A。
4.1.2 钢丝的不圆度不得大于直径公差之半。
4.2 外形4.2.1 钢丝线盘应缠绕整齐,不应散乱或交叉,当将钢丝线盘打开时,钢丝不得成“∞”形。
4.2.2 非工字轮收线钢丝盘应由一根钢丝组成,线盘内径为400~600mm。
4.2.3 工字轮收线钢丝盘中允许有电接头存在。
但每盘钢丝中的接头不得超过二个,接头处的强度不得低于最小抗拉强度的50%(供方保证指标,不作试验),焊接点要对正磨光。
4.3 重量工字轮收线钢丝盘每盘重量为300~500kg;非工字轮收线钢丝盘每盘重量为40~120kg。
4.4 标记示例a.Φ1.00mm回火钢丝标记为:HT-1.00-GB 14450—93b.Φ1.00mm冷拉钢丝标记为:LT-1.00-GB 14450—935 技术要求5.1 牌号及化学成分钢丝用GB 4354中规定的65或70钢,或化学成分相当的其他牌号钢制造。
5.2 力学性能和工艺性能5.2.1 回火钢丝5.2.1.1 力学性能应符合表2的规定。
轮胎工业用钢丝帘线现状与发展_二_

结构
7 ×7 ×0. 23 3 ×5 ×0. 38HE 7 ×7 ×0. 35 7 ×( 3 + 9 ×0245) + 0. 2
断面形状 六角 三角 六角 六角
7 ×( 3 + 9 + 15 ×0. 175) + 0. 2
六角
7 ×( 3 + 9 + 15 ×0. 245) + 0. 245 六角
表 6 工程子午线轮胎用钢丝帘线
损耗都很大 。 4. 钢丝帘线容易锈蚀 ,在整个生产 、储存和
使用过程中要防止湿气侵入 ,远离水分 ,并保持 一定的温湿度 。钢丝帘线表面为鲜艳金黄色 , 一旦变为淡黄色即说明已开始氧化 ,出现黑色 斑点即是锈蚀的开始 。水分不仅促进氧化 ,更 重要的是影响粘结 ,造成钢丝帘线与橡胶材料 粘结力明显下降 。因此 ,钢丝帘线要密封包装 , 保存 、运输中不能破损 ,打开包装后立即限时在 最短时间内用完 。
55 ( S) 5 ( Z)
3. 3 轮胎胎圈用钢丝帘线 1. 子午线轮胎胎圈部位承受的压力较之斜交
轮胎大一倍 ,因此该部位需要特殊补强 。对于载
重子午线轮胎来说 ,通常要用钢丝帘线制成补强 层 ,其强力略低于带束层 , 在 800 ~1100N 左右 (见表 7) 。
结构 3 ×0. 17 + 7 ×0. 20 + 0. 15 3 + 8 ×0. 215 + 0. 15
断面形状 圆形 圆形 圆形 圆形 圆形 圆形 圆形 圆形
表 5 载重子午线轮胎胎体用钢丝帘线
钢材级别 NT NT NT NT HT HT HT HT
帘线直径 /mm 1. 04 1. 38 1. 34 1. 62 1. 02 1. 09 0. 92 1. 15
胎圈钢丝文档
胎圈钢丝1. 胎圈钢丝的定义胎圈钢丝是一种用于汽车轮胎胎圈的关键组成部分,它是由高强度钢丝制成的。
胎圈钢丝由多股细钢丝捻合而成,具有优异的抗拉强度和耐久性。
2. 胎圈钢丝的种类胎圈钢丝主要分为以下几种类型:2.1 单层碳素钢丝单层碳素钢丝是最常见的胎圈钢丝类型,它由高碳钢丝制成,具有优异的抗拉强度和耐久性。
单层碳素钢丝通常用于乘用车轮胎。
2.2 多层碳素钢丝多层碳素钢丝是由多股碳素钢丝组合而成的胎圈钢丝。
它具有更高的抗拉强度和耐久性,通常用于商用车和重型载货车的轮胎。
2.3 不锈钢丝不锈钢丝是具有耐腐蚀性能的胎圈钢丝,它能够在恶劣的气候和道路条件下保持稳定性。
不锈钢丝通常用于高档轿车的轮胎。
2.4 钛合金钢丝钛合金钢丝是一种高强度钢丝,具有轻量化和高韧性的特点。
它被广泛应用于赛车轮胎和高性能汽车的胎圈。
3. 胎圈钢丝的制造工艺胎圈钢丝的制造过程主要包括以下几个步骤:3.1 钢丝的选材胎圈钢丝需要选用高强度和高耐久性的钢丝作为原材料。
常用的钢丝材料包括碳素钢、不锈钢和钛合金。
3.2 钢丝的拉拔选材后的钢丝需要经过拉拔工艺,以提高其强度和韧性。
拉拔是通过将钢丝经过一系列的拉拔机械设备,逐渐减小其截面积来实现的。
3.3 钢丝的拧绞拉拔后的钢丝需要进行拧绞,将多股细钢丝捻合在一起,形成胎圈钢丝的结构。
拧绞是通过机械设备将钢丝进行旋转和捻合来完成的。
3.4 钢丝的热处理拧绞后的钢丝需要进行热处理,以提高其抗拉强度和耐久性。
常用的热处理方法包括淬火、回火和退火等。
3.5 钢丝的腐蚀防护经过热处理后的钢丝需要进行腐蚀防护,以增加其使用寿命。
常用的腐蚀防护方法包括镀锌、镀镍和电镀等。
4. 胎圈钢丝的应用胎圈钢丝是汽车轮胎中不可或缺的组成部分,其主要应用于以下领域:4.1 汽车轮胎胎圈钢丝用于汽车轮胎的胎圈部分,能够提供稳定的支撑和抗拉强度,确保轮胎在高速行驶和复杂路况下的安全性能。
4.2 摩托车轮胎摩托车轮胎同样需要胎圈钢丝提供稳定的支撑和抗拉强度,以保证摩托车的操控性和安全性。
全钢丝子午线轮胎胎圈成型作业要点

全钢丝子午线轮胎胎圈成型作业要点一、胎圈成型工艺流程1.预成型预成型是指将钢丝制成所需形状的过程。
首先,将经过拉丝和整形的钢丝编织成带状结构,然后将带状结构卷绕成圆形,经过加热和冷却后形成预成型胎圈。
2.折边折边是将预成型胎圈的边缘向内折叠,使其与轮胎胎体更好地贴合,并增加胎圈的强度。
折边需要使用专用的机器在预成型胎圈的两个边缘同时进行。
3.焊接焊接是将折边后的预成型胎圈进行焊接,使其形成闭合的圆环。
焊接工艺包括电阻焊接和MIG/MAG焊接两种方法。
电阻焊接是通过电流通过两个电极产生热量,将焊接接口加热至熔点并形成焊接。
MIG/MAG焊接则是通过提供电弧和外部保护气体,将焊接接口加热至熔点并形成焊接。
4.定型焊接后的胎圈需要进行定型,以确保其形状和尺寸的精确性。
定型过程中会使用模具将胎圈暴露在高温和高压的环境中,使其获得稳定的形状。
二、胎圈成型工艺控制要点胎圈成型工艺的控制对于保证轮胎质量和性能至关重要。
以下是胎圈成型工艺的控制要点。
1.原材料控制胎圈的制作需要优质的钢丝作为原材料,因此需要对原材料进行严格的控制。
包括控制钢丝的拉伸性能、硬度和表面质量等。
2.温度控制在胎圈成型过程中,温度对于预成型、焊接和定型等环节都有重要影响。
需要严格控制每个环节的温度,确保系统温度稳定和过程可控。
3.加工精度控制胎圈成型工艺要求胎圈的形状和尺寸精确。
因此,在每一个环节都需要控制加工精度,包括拉丝和整形、卷绕、折边、焊接和定型等。
4.检测控制胎圈成型后需要进行质量检测,包括外观质量、尺寸和热处理等。
需要建立完善的检测控制体系,确保胎圈的质量达到要求。
三、胎圈成型工艺常见问题及解决方法在胎圈成型过程中,常常会遇到一些问题,需要及时解决。
以下是一些常见问题及其解决方法。
1.焊接接头质量不合格可能原因有电阻焊接/MIG/MAG焊接参数设置不合理、焊接接触面不整齐等。
可以通过调整焊接参数、整理焊接接触面等方法解决。
2.预成型胎圈尺寸不准确可能原因有预成型工艺参数不合理、设备磨损等。
胎圈钢丝及其生产工艺发展

粘合 性 能 的提 高 主 要 通过 镀 层 成 分 、 层厚 度 和 镀
维骨架材料 主要有棉 帘线 、 璃丝 帘线 、 玻 人造 丝帘
线、 聚酯 帘线和锦纶 帘线 。 目前 , 帘线和玻璃 丝 棉
帘线 已不用 或很少用 , 而主要采 用人造 丝帘线 、 聚
酯 帘线和锦 纶 帘线 。金属 骨 架材 料 品 种较 多 , 橡 胶制 品企业根 据产 品不 同 , 择 的金 属骨 架 材料 选 也不一 样 。用量 比较大 的金属骨架 材料有 胎圈钢 丝( 包括 冷拉胎 圈钢丝 和回火胎 圈钢 丝 , 冷拉 胎 圈 钢丝基本 处 于 淘 汰 边缘 ) 钢 丝 帘线 和 胶 管 钢 丝 、 等 。金属骨架 材 料 的使 用 比例 和用 量越 来 越 大 , 使用 范 围也越来 越广 。 本 文主要介 绍胎 圈钢丝及其 生产工 艺的现状 和发展 趋势 。 1 胎 圈钢 丝的发展 较早生 产胎圈钢 丝的有 比利时 贝卡尔特 和韩
58 8
轮
胎
工
业
21 0 0年第 3 卷 O
胎 圈钢 丝 及 其 生产 工 艺 发 展
周黄 山 , 江伟 , 张 曹小峰 , 汤 为
( 海 天懋 集 团 技 术 中心 , 上 上海 210) 0 4 5
摘 要 : 绍 胎 圈 钢 丝及 其 生 产 工艺 的现 状 和发 展 趋 势 。胎 圈钢 丝 正从 较 细 规 格 、 介 单一 品种 向 粗 规格 、 品 种 发展 , 多
国高丽制钢 等公司 。我国于 2 0世纪 7 o年代初 开
始研发胎 圈钢丝 , 当时 胎 圈钢丝 生 产技 术 不够 成 熟, 再加 上国际技术 壁垒严 重 , 导致 我 国胎 圈钢丝
Ф1.2mm NT胎圈钢丝在轿车子午线轮胎中的应用
本工作研究 12I 'N . 1 T胎 圈钢丝替代 0 9 'f [ l i .6
1 TNT胎 圈钢丝 在轿 车子午 线轮 胎 中的应用 。 YI U
能指标 对 比如表 1所示 。
表 1 两种 胎 圈钢 丝 性 能 指 标 对 比
1 实 验
1 1 主 要 原 材 料 .
20 4
轮
胎
工
业
2 1 年 第 3 卷 02 2
表 6 成 品 轮 胎 室 内 试 验 结 果
项 目 ≠ ・ 12
NT
如・ 6 9
NT
指标 指标
项
目
姐‘
。 。
指 标 1
脱圈阻力/ N 强 度 性 能 ”/ J
1 9 35 3 439 4 .
1 1 24 9 401 3 .
t e pe f ma c ffn s e ie wa mpr v d, n s e i ly t na i a a e p op r y i c e s d h r or n e o i i h d tr s i o e a d e p ca l he dy m c b l nc r e t n r a e sgn fc n l i iia ty. Ke r s: e d wie; s e e a a i ltr be d y wo d b a r pa s ng r c r r d a ie; a
丝生产 的轮胎 动平 衡 性 能 显 著 提 高 , 匀性 有 所 均 改善 。
● ◆ ● ● ◆ ● ● ● ● ●
( ) . 6 mm b O 9
成 品 轮胎高 速性 能 和耐久 性试 验条 件分S  ̄ Jn J
表 4和 5所 示 , 内试验结 果 如表 6所示 。 室 从 表 6 以看 出 , 可 与采 用 庐 . 6mm 0 9 NT胎 圈
胎圈钢丝的变化与发展
2世纪 9 0 o年 代 初 制 定 G 4 5- 9 B 140- 3标 准 , 该
标准 中 只 有 . 6m 3 O1 0m 3 种 产 品 规 格 , 9 n 和 . n 两 而 引 进 子 午 胎 技 术 需 要 的 1 4 F、 .5m n和 . 2m n O1 5 l
并 研 制 的 是 13 3回火 胎 圈 钢 丝 , 别 是 当 我 .0mn 特
国 引 进 了多 条 子 午 胎 生 产 技 术 后 , 胎 圈 钢 丝 品 种 对
规 格 上 的认 识 更 加 Байду номын сангаас 楚 , 打 破 胎 圈 钢 丝 品 种 单 一 、 对 研 制新品种规格 的要求更为强烈 。
胎 圈 钢 丝 进 行 了 专 题 研 究 和 攻 关 , 对 国 外 产 在
( 京 首 创 轮 胎 有 限 责 任 公 司 10 8 ) 北 0 0 5
胎 圈 钢 丝 是 制 造 轮 胎 的 主 要 原 材 料 之 一 。 19 95 年 全 国轮 胎 总 产量 为 6 10万 套 , 中 子 午 胎 为 7 6 0 其 3 万套 , 轮胎 总量 的 1 占 2% ;OO年 全 国 轮 胎 总 产 量 2O
维普资讯
第 2卷 8
V0 . 8 】2
第4 期
N 4 o.
金
Se 1 te
属
Wi r e
制
品
20 年 8 月 02
Au u t gs 20 02
Pou t r d cs
胎 圈 钢 丝 的 变 化 与 发 展
刘 燕 生 温 科 万淑 霞
其 中 轿 车 和 轻 卡 胎 使 用 O 9 n, 重 胎 分 别 使 用 0.6m 3载
全钢丝子午线轮胎胎圈成型作业要点
全钢丝子午线轮胎胎圈成型作业要点全钢丝子午线轮胎胎圈成型是轮胎制造过程中的重要环节,其质量直接影响到轮胎的使用性能和安全性。
成型作业是将胎圈与轮胎胎体组合成为完整的轮胎的过程,需要严格控制各个环节,确保成型质量稳定。
下面将详细介绍全钢丝子午线轮胎胎圈成型作业的要点。
一、胎圈选择在进行全钢丝子午线轮胎胎圈成型作业之前,首先要选择合适的胎圈。
胎圈质量的好坏直接影响到成型效果和轮胎的使用寿命。
胎圈要符合国家标准,表面应光滑,无明显划痕和变形,无焊缝开口等质量问题。
同时,胎圈的尺寸要与轮胎设计规格一致,确保能够完全契合轮胎胎体。
二、成型模具调整成型模具是进行胎圈成型的关键设备之一,模具的调整对成型质量起着至关重要的作用。
在进行成型之前,需要对模具进行充分的调整和检查,保证各项参数符合要求。
包括模具的结构尺寸、开合间隙、温度设定等方面都需要进行调整,确保能够满足成型要求。
三、成型工艺控制四、质量检验成型后的轮胎需要经过严格的质量检验,确保成型质量符合要求。
包括外观质量、尺寸精度、胎圈与轮胎的接头牢固性等多个方面。
只有通过严格的质量检验,才能保证成型轮胎的使用安全性和可靠性。
五、设备维护进行全钢丝子午线轮胎胎圈成型作业时,需要对设备进行定期的维护和保养,确保设备的正常运行。
特别是对于成型模具和压延设备等关键部件,需要定期清洁和润滑,确保设备的稳定性和可靠性。
总之,全钢丝子午线轮胎胎圈成型作业是一个综合性强、要求严格的工艺过程。
只有严格控制各个环节,确保每个细节都符合标准要求,才能生产出质量稳定、性能优良的轮胎产品。
希望通过以上介绍,能够对全钢丝子午线轮胎胎圈成型作业有所了解,并提高在实际操作中的技术水平和质量控制能力。
全钢丝子午线轮胎基本知识
今天就全钢丝子午线轮胎为广大车主进行简单的介绍。
1什么是全钢丝子午线轮胎
胎体帘线按子午线方向排列(与胎冠中心线呈90°或接近90 °排列),并有帘线排列几乎接近周向的带束层箍紧胎体的这类轮胎,叫子午线轮胎。
其胎体、带束层和子口包布全部采用钢丝帘
线的子午线轮胎叫全钢丝子午线轮胎。
由胎冠、胎侧、带束层、胎体、胎圈、内衬层、子口补强层七个主要部分组成。
2全钢丝子午线轮胎的功用:
全钢丝子午线轮胎由于其使用性能好,比较适合高速长距离行驶的特点,其主要在载重汽车、大型豪华客车上使用较多。
载重汽车子午线轮胎既有全钢丝的,也有半钢丝的;全钢丝载重子午
线轮胎虽然制造技术要求高,但使用性能好,发展很快。
聚创轮胎介绍轮胎生产厂家在胎侧上都分别标有轮胎的种类,如:全钢丝子午线轮胎、钢丝带束层子午线轮胎(即半钢丝子午线轮胎)、全纤维子午线轮胎等字样,以区别子午线轮胎的种类。
国内全钢丝子午线轮胎除用中文“全钢丝子午线轮胎”标明外,一般均有英文“ALL STEEL RADIAL”标识。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
胎圈用钢丝
GB 14450-93
国家技术监督局1993-06-10批准1994-01-01实施
1 主题内容与适用范围
本标准规定了轮胎胎圈用钢丝的尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志及质量证明书。
本标准适用于制造汽车、拖拉机、飞机及其他运载车辆的轮胎胎圈中钢丝束所用的碳素圆钢丝。
2 引用标准
GB 228 金属拉伸试验法
GB 238 金属线材反复弯曲试验方法
GB 239 金属线材扭转试验方法
GB 2103 钢丝验收、包装、标志及质量证明书的一般规定
GB 4354 优质碳素钢盘条
3 分类及代号
3.1 钢丝按工艺状态分二类:
回火胎圈钢丝(以下简称“回火钢丝D) HT
冷拉胎圈钢丝(以下简称“冷拉钢丝”) LT1)
注:1)冷拉钢丝为保留产品,不推荐使用。
3.2 交货钢丝的工艺状态应在订货合同中注明。
4 尺寸、外形、重量
4.1 尺寸
4.1.1 钢丝的直径及允许偏差应符合表1的规定。
表1 mm
注:其他规格的钢丝参见附录A。
4.1.2 钢丝的不圆度不得大于直径公差之半。
4.2 外形
4.2.1 钢丝线盘应缠绕整齐,不应散乱或交叉,当将钢丝线盘打开时,钢丝不得成“∞”形。
4.2.2 非工字轮收线钢丝盘应由一根钢丝组成,线盘内径为400~600mm。
4.2.3 工字轮收线钢丝盘中允许有电接头存在。
但每盘钢丝中的接头不得超过二个,接头处的强度不得低于最小抗拉强度的50%(供方保证指标,不作试验),焊接点要对正磨光。
4.3 重量
工字轮收线钢丝盘每盘重量为300~500kg;非工字轮收线钢丝盘每盘重量为40~120kg。
4.4 标记示例
a.Φ1.00mm回火钢丝标记为:
HT-1.00-GB 14450—93
b.Φ1.00mm冷拉钢丝标记为:
LT-1.00-GB 14450—93
5 技术要求
5.1 牌号及化学成分
钢丝用GB 4354中规定的65或70钢,或化学成分相当的其他牌号钢制造。
5.2 力学性能和工艺性能
5.2.1 回火钢丝
5.2.1.1 力学性能应符合表2的规定。
表2
5.2.1.2 工艺性能
平直性:3m长的钢丝应在两条相距600mm的平行线以内保持平整。
5.2.2 冷拉钢丝
5.2.2.1 力学性能应符合表3的规定。
表3
5.2.2.2 工艺性能
平整度:1.7m长的钢丝放置于光滑的平面上,所形成的圈径应不小于400mm,钢丝上任意一点翘离平面的距离不得大于50mm。
5.3 镀层
5.3.1 钢丝表面应镀有铜层。
5.3.2 镀层材料为紫铜、青铜、黄铜。
5.3.3 铜层附着量应符合表4的规定。
表4
5.4 钢丝与橡胶粘合力
根据需方要求,经供需双方协议(并在订货合同中注明),可进行粘合力试验。
Φ1.00mm钢丝的粘合力指标不小于685N,其他尺寸钢丝的粘合力指标由供需双方协议确定。
5.5 表面质量
5.5.1 钢丝表面镀层应均匀一致,不得有目测可见没有镀层之处。
不得有锈蚀和油污。
5.5.2 冷拉钢丝表面允许有拉拔时润滑而形成的薄膜存在,允许有轻微划痕。
6 试验方法
钢丝的试验方法及取样要求应符合表5的规定。
表5
7 检验规则
7.1 钢丝的检查和验收按GB 2103规定执行。
7.2 组批规则;每批应由同一牌号、同一工艺状态、同一尺寸的钢丝组成。
7.3 检验、复验与判定规则
7.3.1 钢丝应逐盘提交验收(铜层附着量试验除外)。
试验结果如有试样不合格,允许进行不合格项目的复验,合格者交货。
7.3.2 钢丝应逐批进行铜层附着量试验抽验。
试验结果如有一个试样不合格,允许在该批钢丝中取双倍试样进行复验。
如复验结果仍有一个试样不合格,则该批钢丝应逐盘试验,合格者交货。
8 包装、标志和质量证明书
8.1 包装
钢丝应成盘或绕工字轮交货。
包装方法应符合GB 2103中第Ⅱ、Ⅴ类规定或根据供需双方协议,采用其他的包装方法。
8.2 标志和质量证明书
钢丝的标志和质量证明书应符合GB 2103中的规定。
附录 A
钢丝的尺寸和特性指标
(参考件)
A1 本附录所列的钢丝尺寸及特性指标均为推荐性的尺寸系列和特性指标。
A2 供需双方在签订供货合同时,可参照此附录订立相应的技术条件和交货条件。
A3 钢丝的尺寸和特性指标见表A1。
表A1
注:1)扭转试验标距(乙):当钢丝直径小于或等于0.89时,L=200d;当钢丝直径大于或等于1.30时,L=100d。
此规定仅适用于表A1。
附录 B
胎圈用钢丝粘合力试验方法
(参考件)
B1 本试验方法是测定胎圈钢丝从橡胶中抽出时钢丝与橡胶的粘合力
B2 鉴定配方和混炼工艺条件
B2.1 鉴定配方(
B2.2 混炼工艺条件
用6in炼胶机,辊温45±5℃,生胶400g,加药顺序和时间如下:
合计30min。
B2.3 胶料停放时间2h以上。
B3 试验用拉力机、试样形状及夹具
B3.1 试验用0~2 500N拉力试验机。
B3.2 试样的形状、尺寸和夹具如图B1所示。
图B1
B4 试样制作
B4.1 取样
每批钢丝取样不少于3盘
B4.2 冷拉钢丝酸处理1)
用6~8%的稀盐酸对钢丝表面进行处理3~5s,用水冲洗后擦干。
试样要求4h内用完。
注:1)酸处理为暂定措施,回火钢丝不作酸处理。
B4.3 将清洁的胶片和钢丝按试样尺寸90mm×50mm×20mm装于模具内(勿用手摸,戴手套操作)。
B4.4 硫化条件为:
硫化温度142℃,硫化时间40min或60min。
B4.5 平板压力为196N/cm2以上。
试样停放4h以后进行粘合力抽出试验。
B5 试验条件和步骤
B5.1 试验条件
B5.1.1 室温18~26℃。
B5.1.2 拉力机下夹持器下降速度为200±10mm/min。
B5.2 试验步骤
B5.2.1 调拉力机指针为零。
B5.2.2 剪掉试样底面钢丝和上面钢丝附胶。
B5.2.3 试样放在上夹具内,下夹持器夹紧钢丝。
开动机器使下夹持器下降,直到钢丝抽出为止。
记录最大负荷。
B6 试验结果
B6.1 每个试样抽出6根钢丝,以它们的算术平均值表示试验结果。
B6.2 两个硫化点的试验结果中有一个达到指标,则该项指标即为合格。
如不合格则重取样品复试。
复试结果合格则该批钢丝粘合力指标为合格。
B7 鉴定配方胶料物理机械性能
鉴定配方胶料物理机械性能见表B1(供参考)。
表B1
附加说明:
本标准由中华人民共和国冶金工业部提出。
本标准由冶金工业部信息标准研究院归口。
本标准由天津第二钢丝绳厂负责起草。
本标准主要起草人朱本善、王平、李永璀。