数控机床的基本参数
数控机床的基本参数

2019/12/29
5
1.参数的几种数据类型:
1、对于位型和位轴型参数,每个数据号由8位组成,每一位 有不同的意义。 2、轴型参数允许参数分别设定给每个控制轴。
FANUC 2004号参数是 位轴型的参数,就是2004号参数 分为 XYZ轴分别设定,具体如下:
2004 X 0 0 0 0 0 0 0 0 0
指定主轴编 码器部件号
2019/12/29
11
(二).数控机床参数的种类
3. 轴参数 轴名称
轴类型
外部脉冲当量分子/分母
正软极限位置 回参考点方向 回参考点快移速度
负软极限位置 参考点位置 回参考点定位速度
回参考点方式 参考点开关偏差 最高快移速度
最高加工速度 加工加减速时间常数 最大跟踪误差
快移加减速时间常数 定位允差 电动机每转脉冲数
2019/12/29
32
1.西门子系统的数据备份与恢复
(2)数据备份到PC卡 3)数据备份过程
选择“Service”操作区; 选择存档内容NC,PLC,PCU 并定义存档文件名; 从垂直菜单中,选择一个作为存储目标; 选择备份数据到硬盘,则:“Archive”(垂直菜单) “Start”。
Y000000000
Z000000000 3、每个数据类型有一个通用的有效范围,参数不同其数据范 围也不同。
为了进一步说明这两类数据在数据设定方面的区别,特举 如下两个例子:
2019/12/29
6
1.参数的几种数据类型:
a、位型和位轴型参数举例
1000
#7
#6 #5
#4
数据号
SEQ
数据内容
#3 #2
1023 数据号
7数控系统基本参数的含义及作用
7数控系统基本参数的含义及作用数控系统是现代数控机床的核心控制部分,其基本参数包括坐标系、脉冲当量、插补精度、加工速度、回零精度、运动平滑度等。
以下将详细解释这些参数的含义及其作用。
1.坐标系:数控机床的坐标系是用来定义机床中心位置和各轴运动方向的系统。
数控系统需要知道机床各轴的起始位置、方向和偏移量,这样才能实现准确的运动控制。
2.脉冲当量:脉冲当量是指数控系统输出一个脉冲所对应的距离。
数控系统中使用位置闭环控制,通过输出脉冲控制电机转动,进而控制机床的运动。
脉冲当量的大小直接影响到机床的定位精度,脉冲当量越小,机床的运动精度越高。
3.插补精度:插补精度是指控制系统在同时控制多个坐标轴运动时的精度。
数控系统需要对多个轴进行插补来实现各种复杂的加工路径,插补精度的高低决定了机床的加工精度。
4.加工速度:加工速度是指机床在加工过程中的运动速度。
数控机床具有较高的运动速度,可以大大提高生产效率。
加工速度的选择需要考虑切削工具和工件材料的耐磨性以及机床本身的稳定性。
5.回零精度:回零精度是指机床在回到初始位置时的精度。
数控系统需要能够准确回到机床的初始位置,回零精度的高低直接影响到机床定位的准确性。
6.运动平滑度:运动平滑度是指机床在运动过程中的平稳性和流畅性。
数控系统需要通过准确的脉冲控制电机的运动,避免加工过程中的震动和冲击,从而保证加工质量。
数控系统的基本参数对机床的加工质量、工作效率和稳定性都有重要影响。
在选择数控系统时,需要根据具体的加工要求和机床特点来确定最合适的参数。
同时,在使用过程中,还需要进行定期检查和调整,以保持数控系统的良好工作状态。
数控车床技术参数
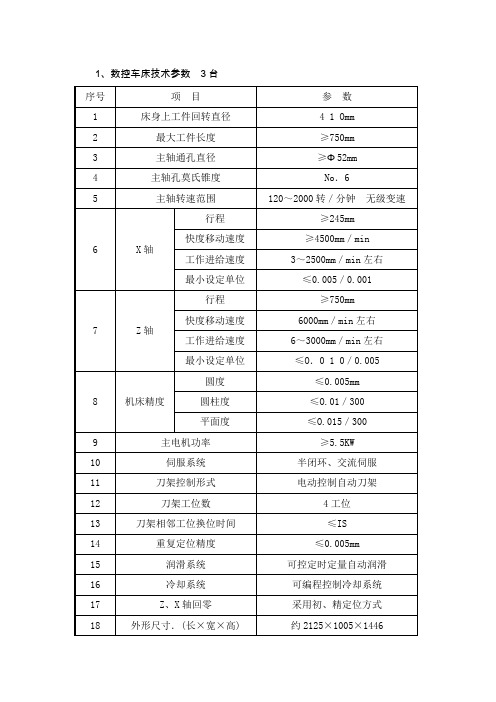
12
刀架工位数
4工位
13
刀架相邻工位换位时间
≤IS
14
重复定位精度
≤0.005mm
15
润滑系统
可控定时定量自动润滑
16
冷却系统
可编程控制冷却系统
17
Z、X轴回零
采用初、精定位方式
18
外形尺寸.(长×宽×高)
约2125×1005×1446
l9
控制系统配置
FANUC—Oi中文界面
注:要求配置相匹配的机床减震垫铁。
22
配置相匹配防震垫铁及活顶针、卡盘等附件
3、二氧化碳气体保护焊机主要技术参数:NBC--250A型1台
序号
项目
参数
1
输入电源
三相380V±10%50HZ
2
额定输入电流
14A
3
额定输入容量
9.2KVA
4
最大工作电压
27V
5
额定焊接电流
60-250A
6
额定负载持续率
60%
7
适用焊丝直径
0.8/1.0
8
No.6
11
进纹范围
l一192mm
13
英制螺纹范围
2—24tpi
l4
模数螺纹范围
O.25~48
15
径节螺纹范围
1—96DP
16
横刀架行程
320rnm
17
小刀架移动行程
140mm
18
床尾主轴最大行程
150mm
19
床尾主轴直径
Φ75mm
20
床尾主轴孔锥度
No.5
21
主电机
7.5KW
数控机床参数范文

数控机床参数范文数控机床是一种能够通过预先编程的控制系统控制机床工作的自动化设备。
它主要包括控制系统、工作台、传动系统和刀具等组成部分。
数控机床的参数是指对于机床的一些基本性能和工作要求进行数值化的定义,以便于机床操作和使用时的参考。
下面将详细介绍数控机床的一些重要参数。
1.机床坐标系:数控机床是通过建立坐标系来定位和控制机床运动的。
一般来说,数控机床采用三个坐标轴来定义工作空间。
常用的坐标系包括直角坐标系和极坐标系两种。
直角坐标系通过X、Y和Z三个坐标轴来定义机床的位置和方向。
极坐标系通过半径、角度和Z轴来定义机床的位置和方向。
2.机床精度:机床精度是指机床在加工工件时所能达到的确定位置和形状的能力。
它包括定位精度、重复定位精度和形状精度等。
定位精度是指机床能够在规定的坐标系下进行精确定位的能力。
重复定位精度是指机床能够在多次加工中保持相同的定位精度的能力。
形状精度是指机床能够加工出的工件形状与理论值之间的差异。
3.工作台尺寸:工作台尺寸是指机床工作台的大小。
它通常用工作台的长度、宽度和高度来表示。
工作台的尺寸直接影响到机床能够加工的工件的最大尺寸和重量。
4.主轴转速:主轴转速是指机床主轴每分钟所能转动的圈数。
主轴转速决定了机床切削速度的大小。
不同的材料和不同的加工要求需要不同的切削速度。
主轴转速通过控制系统中的数值设置来调节。
5.进给速度:进给速度是指工作台在加工过程中每分钟的移动距离。
进给速度决定了机床加工工件的速度。
进给速度也可以通过控制系统中的数值设置来调节。
6.刀具数量:刀具数量是指数控机床上可以安装和使用的刀具的数量。
不同的加工任务需要不同的刀具。
刀具的数量和种类决定了机床的加工能力。
7.控制系统:控制系统是数控机床的核心部分,它通过预先编写的程序来控制机床的运动和工作。
控制系统包括硬件和软件两部分。
硬件包括电气元件、传感器和执行元件等,它们用于感知机床的状态和控制机床的运动。
软件包括操作系统、数控编程语言和控制算法等,它们用于编写和执行机床的控制程序。
61125数控车床参数

61125数控车床参数61125数控车床是一种常见的数控加工设备,它具有多种参数和特性。
首先,让我们从机床的基本参数开始:1. 加工直径,61125数控车床通常具有加工直径的参数,这是指它能够加工的工件的最大直径范围。
这个参数通常是车床的重要参考指标之一。
2. 加工长度,这个参数指的是数控车床能够加工的工件的最大长度范围,也是评价车床加工能力的重要参数之一。
3. 主轴转速,主轴转速是指数控车床主轴的旋转速度范围,通常以转/分或者r/min为单位。
主轴转速的范围将影响到车床的加工适用范围,比如对于不同材料的加工需要不同的转速。
4. 主轴孔径,主轴孔径是指数控车床主轴的孔径大小,这个参数将决定车床能够加工的材料直径范围。
5. 主电机功率,主电机功率是指数控车床主轴驱动电机的功率大小,通常以千瓦(kW)为单位。
主电机功率的大小将直接影响车床的加工能力和效率。
6. X、Z轴行程,X、Z轴行程是指数控车床在X、Z方向上的行程范围,它决定了车床能够加工的工件尺寸范围和加工精度。
7. 快进速度,快进速度是指数控车床在空转状态下X、Z轴的最大移动速度,它影响了车床的加工效率。
8. 定位精度,定位精度是指数控车床在加工过程中的定位精度,这个参数直接关系到加工零件的尺寸精度和加工质量。
此外,61125数控车床还可能具有其他特殊的参数和功能,比如自动换刀、刀具库容量、冷却系统等。
这些参数和功能将根据具体的车床型号和厂家而有所不同。
总的来说,61125数控车床作为一种常见的数控加工设备,具有多种参数和特性,用户在选购和使用时需要根据实际加工需求进行综合考虑。
数控立车参数
数控立车参数什么是数控立车?数控立车(Numerical Control Vertical Lathe)是一种用于加工大型工件的机床。
它具有自动化程度高、精度高、效率高等优点,广泛应用于航空航天、汽车制造、石油化工等领域。
数控立车的参数数控立车的参数包括机床本体参数和加工参数。
下面将分别介绍这些参数。
1. 机床本体参数1.1 主轴转速主轴转速是数控立车中一个重要的参数,它影响加工速度和表面质量。
主轴转速通常以每分钟转数(rpm)表示,可根据具体加工要求进行调整。
1.2 主轴功率主轴功率是指数控立车主轴所能提供的功率。
它直接影响到机床的切削能力和加工效果。
主轴功率通常以千瓦(kW)为单位。
1.3 最大加工直径最大加工直径是指数控立车能够加工的最大直径尺寸。
该参数决定了机床能否满足具体零件的加工需求。
1.4 最大加工长度最大加工长度是指数控立车能够加工的最大长度尺寸。
它限制了机床能够加工的零件的长度范围。
1.5 X、Z轴行程X、Z轴行程是数控立车中两个重要的轴向参数。
X轴行程表示横向移动范围,Z轴行程表示纵向移动范围。
它们决定了机床能够加工的零件尺寸范围。
2. 加工参数2.1 进给速度进给速度是数控立车中一个重要的参数,它决定了切削刀具在加工过程中的移动速度。
进给速度通常以每分钟毫米数(mm/min)表示,可以根据具体加工要求进行调整。
2.2 切削速度切削速度是指切削刀具与被加工材料之间相对运动的速度。
切削速度直接影响到加工效率和表面质量。
它通常以米每分钟(m/min)为单位。
2.3 切削深度切削深度是指每次切削时刀具与被加工材料之间的距离。
合理设置切削深度可以提高加工效率和保证加工质量。
2.4 切削力切削力是指切削过程中作用在刀具上的力。
合理控制切削力可以延长刀具寿命、减少机床振动。
数控立车的应用数控立车广泛应用于各个领域。
下面将介绍数控立车在航空航天、汽车制造和石油化工等领域的应用。
1. 航空航天在航空航天领域,数控立车被广泛应用于加工发动机零件、涡轮叶片等大型复杂零件。
数控机床的基本参数
•图1 主操作界面
• 图2 “参数索引”子菜单
•二、 参数的查询和更改
•2.参数查看具体操作步骤如下。
• ①在“参数功能”子菜单下,按F1键,系统将弹出如图6-
4所示的“参数索引”子菜单。
• ②用
键选择要查看或设置的选项,按Enter键进入
下一级菜单或窗口。
• ③如果所选的选项有下一级菜单,例如“坐标轴参数”,
#4
数据号
SEQ
数据内容
#3 #2
#1
INI ISO
#0 TVC
• 通过该例可以知道位型和位轴型的数据格式,它们都是每一个数据号 由0~7位数据组成。在描述这一类数据时可以用这样的格式来说明:数据 号.位号。比如上例中的ISO参数就可以用这样的符号来表示:1000.1。 1000.1=0时表示数据采用EIA码输出,1000.1=1时表示数据输出采用ISO 码。位型和位轴型数据就是用这样的方式来设定不同的系统功能。 •b、位型和位轴型以外的数据
轴类型 •负软极限位置
外部脉冲当量分子/分 母
•回参考点方式
•参考点位置
•参考点开关偏差
•回参考点定位速度
•最高快移速度
•快移加减速时间常数 定位允差
•快移加减速度时间常数 伺服单元型号
电动机每转脉冲数
•伺服内部参数
•(二).数控机床参数的种类
•4.硬件参数 •部件型号 •标识 •地址 •配置
•(二).数控机床参数的种类
•(二).数控机床参数的种类
1.系统类参数 插补周期; 总控制轴数; 总联动轴数; 刀具寿命管理使能; 移动轴脉冲当量分母(分子为1um); 旋转轴脉冲当量分母(分子为1/1000度); 缩放/镜象/旋转/极坐标等选择功能参数;
数控车床技术参数
约610×340×610
4、直流焊机主要技术参数:ZX7—400 2台
序号
项目
参数
1
电源
380V
2
输入容量
22KVA
3
空载电压
70V
4
电流范围
20-400A
5
占载率
(400A)60%
6
外形尺寸
约650×300×550
5、台虎钳200型,60个
6、机用平口钳250型2个
7、台式钻床Z4012型2台
22
配置相匹配防震垫铁及活顶针、卡盘等附件
3、二氧化碳气体保护焊机主要技术参数:NBC--250A型1台
序号
项目
参数
1
输入电源
三相380V±10%50HZ
2
额定输入电流
14A
3
额定输入容量
9.2KVA
4
最大工作电压
27V
5
额定焊接电流
60-250A
6
额定负载持续率
60%
7
适用焊丝直径
0.8/1.0
8
No.6
11
进给数量
64Kinds
12
公制螺纹范围
l一192mm
13
英制螺纹范围
2—24tpi
l4
模数螺纹范围
O.25~48
15
径节螺纹范围
1—96DP
16
横刀架行程
320rnm
17
小刀架移动行程
140mm
18
床尾主轴最大行程
150mm
19
床尾主轴直径
Φ75mm
20
床尾主轴孔锥度
No.5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2020/4/26
4
1.参数的几种数据类型:
1、对于位型和位轴型参数,每个数据号由8位组成,每一位
有不同的意义。
2、轴型参数允许参数分别设定给每个控制轴。
FANUC 2004号参数是 位轴型的参数,就是2004号参数
分为 XYZ轴分别设定,具体如下:
2004 X 0 0 0 0 0 0 0 0 0
”菜单。
2020/4/26
16
二、 参数的查询和更改
2020/4/26
图3 “坐标轴参数-轴O”窗口17
二、 参数的查询和更改
④用同样的方法选择、确定选项,直到所选的选项没有下 一级的菜单止,此时,图形显示窗口将显示所选参数块的参数 名及参数值,例如在“坐标轴参数”菜单中选择“轴O”,则 显示如图右上所示的“坐标轴参数-轴0”窗口;用 PgUp、PgDn等键移动蓝色光标条,到达所要查看或设置的 参数处。
2020/4/26
6
(二).数控机床参数的种类
数控机床的参数是数控系统软件与外部沟通的桥梁,它
完成数控系统与机床各部件的功能匹配。CNC通过参数可以知
道机床的一些特定数据,识别机床上的不同部件,并能判断
如何执行用户编写的指令,包括轴的数量、进给率、G00速度、
螺距误差补偿、加速度、反馈、跟随误差、比例增益、自动
1.参数的几种数据类型:
(3)真实值参数 真实值参数是表示某项参数是直接表示系统某个参数的真实值。 这类参数的设定范围一般是规定好的,用户在使用时一定要注 意其所表示的范围,以免设定的参数超统参数
(2)机2020床/4/26厂家参数
3
(3)用户使用参数
1.参数的几种数据类型:
二、 参数的查询和更改
2.参数查看具体操作步骤如下。
①在“参数功能”子菜单下,按F1键,系统将弹出如图6-4
所示的“参数索引”子菜单。
②用
键选择要查看或设置的选项,按Enter键进入
下一级菜单或窗口。
③如果所选的选项有下一级菜单,例如“坐标轴参数”,
系统会弹出该选项的下一级菜单;如图3所示的“坐标轴参数
y轴轴号
z轴轴号 主轴编码器部件号 轴编码器每转脉冲
指定主轴编 码器部件号
2020/4/26
10
(二).数控机床参数的种类
3. 轴参数 轴名称
轴类型
外部脉冲当量分子/分母
正软极限位置 回参考点方向 回参考点快移速度
负软极限位置 参考点位置 回参考点定位速度
回参考点方式 参考点开关偏差 最高快移速度
了解一下参数的类型和分类。
2020/4/26
1
(一).参数的几种数据类型:
1、参数类型按表示形式来划分,可分为三类。 (1)状态型参数 状态型参数是指每项参数的八位二进制数位中, 每一位都表示 了一种独立的状态或者是某种功能的有无。例如FANUC0—TD 系统的1 号参数项中的各位所表示的就是状态型参数。 (2)比率型参数 比率型参数是指某项参数设置的某几位所表示的数值都是某种 参量的2比020/4例/26 系数。例如 FANUC0—TD系统2 的 512、513、514
最高加工速度 加工加减速时间常数
最大跟踪误差
2020/4/26
快移加减速时间常数 定位允差
快移加减速度时间常数 伺服单元型号
电动机每转脉冲数
伺服内部参数
11
(二).数控机床参数的种类
4.硬件参数 部件型号 标识 地址 配置
2020/4/26
12
(二).数控机床参数的种类
5.PMC系统参数
2020/4/26
奇偶校验位 收发数据位长度
2020/4/26
值:14【8】5,6,7,8
二、 参数的查询和更改
下面以华中系统为例介绍参数的查询和更改 1.在华中HNC-21TF数控装置中主操作界面下(如图6-3所示), 按F3键进入“参数功能”子菜单。
2020/4/26 图1 主操作界面
图2 15“参数索引”子菜单
Y000000000
Z000000000
3、每个数据类型有一个通用的有效范围,参数不同其数据范
围也不同。
为了进一步说明这两类数据在数据设定方面的区别,特举
如下两个例子:
2020/4/26
5
1.参数的几种数据类型:
a、位型和位轴型参数举例
通过该例可以知道位型和位轴型的数据格式,它们都是每一个数据号 由0~7位数据组成。在描述这一类数据时可以用这样的格式来说明:数据 号.位号。比如上例中的ISO参数就可以用这样的符号来表示:1000.1。 1000.1=0时表示数据采用EIA码输出,1000.1=1时表示数据输出采用ISO 码。位型和位轴型数据就是用这样的方式来设定不同的系统功能。 b、位型和位轴型以外的数据
换刀功能等。
有些数控机床的参数需要调试后才能确定,如螺距误差补偿
参数的确定。有些数控机床的工作状态也可以通过参数的修
改来调整,如机床的位置精度调整、主轴的最高转速等。
2020/4/26
7
(二).数控机床参数的种类
1.系统类参数 插补周期; 总控制轴数; 总联动轴数; 刀具寿命管理使能; 移动轴脉冲当量分母(分子为1um); 旋转轴脉冲当量分母(分子为1/1000度); 缩放/镜象/旋转/极坐标等选择功能参数;
开关量入总组数
开关量出总组数 输入模块部件号 输入模块组数 输出模块部件号 输出模块组数 手持单元部件号
13
(二).数控机床参数的种类
6.PMC用户参数
在PLC编程中调用,并由PLC程序定义含义。
7.DNC参数
选择串口号(1,2)
串口号
值:【1】1,2
波特率
数据传输波特率
数据位长度 传输停止位
值:【9600】 300~38400
2020/4/26
8
(二).数控机床参数的种类
是否具有主轴反馈(编码器); 是否具有手摇; 绝对刀偏/相对刀偏的选择; 是否具有转进给功能; 公制与英制功能的选择; 半径/直径编程;
2020/4/26
9
(二).数控机床参数的种类
2.通道参数 通道使能
X轴轴号
分配到本通道 的逻辑轴的实 际轴轴号,-1 为无效
一、参数的类型和组成种类
数控系统能够正确运行,对应的各种参数必须正确设定,不 正确的参数设置,可能造成严重的后果。
因此必须理解参数的功能,参数根据重要性性划分了参数的
不同级别,并且通过权限口令的加以限制,起到对重要参数的保
护作用,防止因误操作而引起故障和事故。查看参数和备份参数
不需要口令。但是更改参数前必须进行记录或备份,下面我们下