第四章 电脑横机结构
针织电脑横机的基本结构
2、编织工作原理
电脑橫机能使织针在一个横列内达到编织、集圈和不编织三种工作状态。这三 种工作状态是根据每枚织针对应的推片所处的位置与不织压片、接圈压片、集 圈压片的运动位置配合实现的。
下面以一个编织和移圈系统为例,说明各编织状态的原理
⑴、成圈、集圈和不编织原 理
成圈编织时:选针片在第一选针 区被选上,选针片的下片踵沿选 针三角的F1面上升,上片踵沿 三角15上升→推动中间片下片踵 上升到三角10的上方并沿其上表 面通过,中间片的上片踵在压条 8的上方通过,相应的挺针片片 踵一直沿三角1的上表面运行→ 退圈→成圈。
双向移圈原理:
定义:双向移圈是指一个针床 上的一部分织针的线圈移到另 一个针床相应的织针上,同时 另一部分织针接受另一个针床 上相应织针转移过来的线圈, 这种移圈、接圈方法称之为双 向移圈。
这时各三角的状态与前面所述 的针织接圈时的状态一样,仅 在第一次选针(预选针)被选 上的选针片沿预选针三角上升 推动相应的推片到H位,其上的 挺针片推动织针上升到接圈高 度进行接圈;在第二次选针也 被选上的选针片沿推针三角上 升,推动相应的推片A位,其上 的挺针片带动织针沿移圈三角 上升完成移圈。
三功位编织:在编织过 程中,有些选针片在第 一选针区被选上,有些 选针片在第二选针区被 选上,有些选针片在两 个选针区都不被选上, 则会形成三条走针轨迹, 分别为成圈、集圈和不 编织。
3、移圈和接圈原理:
移圈是将一个针上的线圈转移到另一个针上的过程。从织针上给出线圈的 称为移圈。从其它织针上接受线圈的称为接圈。
(3)超行程保护装置:当机头由于意外情况超出预定行 程时向系统发出信号,并对机头的撞击进行缓冲保护,避 免因编织系统,最多8个系统。 机头可以分成两个(如一个4系统机头可分为两个2系统机头) 当两个机头分开时,可同时编织两片独立的衣片。
电脑横机制版ppt课件
编辑版pppt
6
215 纱嘴
纱嘴的号数
216 纱嘴
纱嘴的号数
注:同一系统两把纱嘴时使用,一般应用在作崁毛
(夹丝)时,同功能线21编5辑配版pp合pt 使用
7
• 217 夹线放线
L1:夹线的线夹号数
L3:带出的纱嘴号数 L 3
编辑版pppt
L2:放线的线夹号数
8
219 纱嘴停放点
纱嘴停放点组数
注:1~8组
220结束行
设定那一行 结束
注:1不能有两个以上的结束点。 2,所有纱嘴必须回 到初始位置。3,最后一行不能为空行。
编辑版pppt
9
221启动两边 翻针
注:在翻针位置上编织四平针,易撞针最好不用!
编辑版pppt
10
222分别翻针
注:自动采用1空1的形式进行翻针
223提花吊目
编辑版pppt
11
208 摇床
编辑版pppt
3
• 209 速度 210 卷布
L2: 翻针时速度组数
L1:编织时速度组数
L2: 翻针时卷布组数
L1:编织时卷布组数
编辑版pppt
4
• 211 副卷布
翻针时副卷布组数
213 回转距
编织时副卷布组数
回转距组数
ቤተ መጻሕፍቲ ባይዱ
编辑版pppt
5
214 编织形式
纱嘴系统 L3: 设定组数
L2: 背台组织 L1:提花颜色数
摇床方向
摇动的针数(最多7针)
设定R0*的位置
微调针位置
超位横移(绞花时放松 线圈)
0.75倍标速
编辑版pppt
12
感谢亲观看此幻灯片,此课件部分内容来源于网络, 如有侵权请及时联系我们删除,谢谢配合!
电脑横机的基本结构ppt课件
沉降片: 沉降片装置是一种特殊的 牵拉机构,可以实现对单 个线圈的牵拉和握持,且 可以作用在成圈的整个过 程中,对在空针上起头、 成形产品编织、连续多次 集圈和局部编织十分有效。
横机上采用沉降片的好处:基于这种技术,可以在同一台机器上 编织出各种不同衣片连成一体后的整片衣片,有的甚至能够编织 出整件服装,从而节省了因缝纫产生的原料浪费和劳动力浪费。
17
三、传动机构
主传动机构的作用是 带动机头运行配合选 针与成圈机件进行编 织动作。主传动有一 个伺服电动机驱动, 经过两级同步带轮传 动,再由同步带驱动 机头做横向往复移动。 示意图如图:
18
主传动机构由以下几个部分组成: (1)主电动机与传动装置:驱动机头作往复移动。 (2)机头原点信号感应装置:使系统识别机头的起点位置。 (3)超行程保护装置:当机头由于意外情况超出预定行程时向系统发出信 号,并对机头的撞击进行缓冲保护,避免因剧烈的撞击而损坏机头部件。
11
2、编织工作原理
电脑橫机能使织针在一个横列内达到编织、集圈和不编织三种工作状态。这三 种工作状态是根据每枚织针对应的推片所处的位置与不织压片、接圈压片、集 圈压片的运动位置配合实现的。
下面以一个编织和移圈系统为例,说明各编织状态的原理
⑴、成圈、集圈和不编织原 理
成圈编织时:选针片在第一选针 区被选上,选针片的下片踵沿选 针三角的F1面上升,上片踵沿 三角15上升→推动中间片下片 踵上升到三角10的上方并沿其 上表面通过,中间片的上片踵在 压条8的上方通过,相应的挺针 片片踵一直沿三角1的上表面运 行→退圈→成圈。
7
3、三角系统
机头内可安装1至多个编织系统,最多8个系统。 机头可以分成两个(如一个4系统机头可分为两个2系统机头) 当两个机头分开时,可同时编织两片独立的衣片。
电脑横机的基本结构与编织原理
监视系统为一面彩色液晶显示器,特殊机型采用彩色台式显示器。 用于来对程序的输入、修改、检测以及机器的编织过程进行实时监视。 信号反馈系统通过光敏管、霍尔元件等各种光、磁场、电场传感器提 供机器所处状态或位置的各种信息(如机头计数、压针状态、摇床状 态等)由控制盘运算.系统进行处理。 二、 各三角装配示意如下图
10 移圈上栏针 23 压针三角 R 36
小压板 R 49 活动起针三角 R
11 压针三角 R 24 上栏针 R
37 活动起针三角 R 50
选针器
12 回针三角中 25 筒口调节三角 38
选针器
51
下栏针 R
13 筒口调节三 26 回针三角 R 39
下栏针中 52 提花针上栏针 R
角
零件简图
1 上栏针 L
程序的输入途径为磁盘和 USB 输入。但各类磁盘都易受外界磁 场、紫外线、潮湿、温度等因素的破坏,所以存放环境一定要符合其 说明书的要求,现已基本不用。U 盘输入方式有存储量大、输入速度 快、操作方便等优点。
控制部分的主体是电控箱,由开关电源、信号转换及控制电路、 工控计算机四类部件组成。工控计算机储存着已输入的程序,并根据 输入的程序对机器进行控制和对各种反馈信号进行处理,是控制的核 心部分。信号转换及控制电路是用于数字和模拟信号之间的转换,并 解析指令控制其他电器元件的电源,具体作用详见后面电路原理部 分。
电脑横机的基本结构与编织原理
电脑横机的基本结构与编织原理TY电脑横机的基本结构与编织原理电脑横机是一种机电一体化的比较先进的全自动针织机械。
1975年问世到现在已经发展到了比较完善的程度,TY电脑横机是我国唯一具有完全知识产权的全自动电脑横机,代表了我国全自动电脑横机研发的最高水平。
与普通的横机比较,具有生产效率高花型变换方便,产品属性易于控制,适编花型范围广泛等优点。
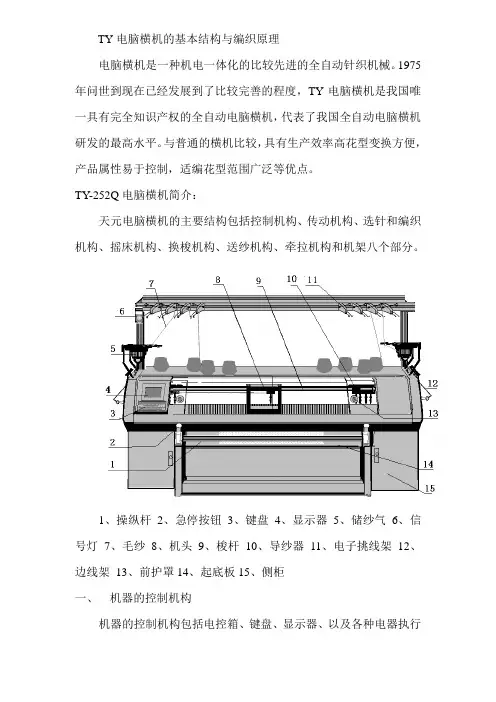
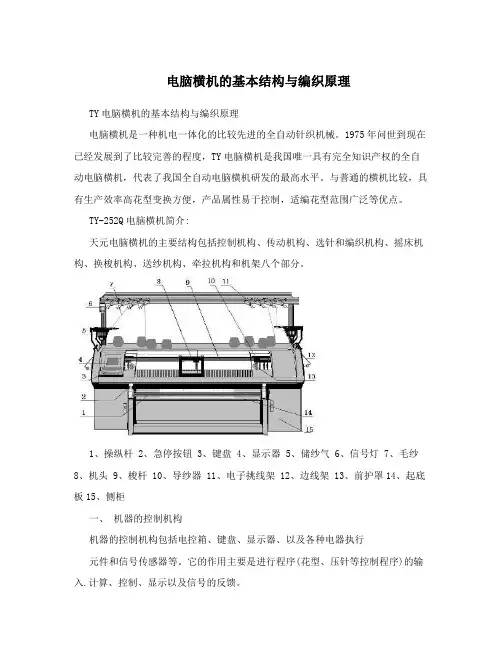
TY-252Q电脑横机简介:天元电脑横机的主要结构包括控制机构、传动机构、选针和编织机构、摇床机构、换梭机构、送纱机构、牵拉机构和机架八个部分。
1、操纵杆2、急停按钮3、键盘4、显示器5、储纱气6、信号灯7、毛纱8、机头9、梭杆 10、导纱器 11、电子挑线架 12、边线架 13、前护罩14、起底板15、侧柜一、机器的控制机构机器的控制机构包括电控箱、键盘、显示器、以及各种电器执行元件和信号传感器等。
它的作用主要是进行程序(花型、压针等控制程序)的输入.计算、控制、显示以及信号的反馈。
程序的输入途径为磁盘和USB输入。
但各类磁盘都易受外界磁场、紫外线、潮湿、温度等因素的破坏,所以存放环境一定要符合其说明书的要求,现已基本不用。
U盘输入方式有存储量大、输入速度快、操作方便等优点。
控制部分的主体是电控箱,由开关电源、信号转换及控制电路、工控计算机四类部件组成。
工控计算机储存着已输入的程序,并根据输入的程序对机器进行控制和对各种反馈信号进行处理,是控制的核心部分。
信号转换及控制电路是用于数字和模拟信号之间的转换,并解析指令控制其他电器元件的电源,具体作用详见后面电路原理部分。
监视系统为一面彩色液晶显示器,特殊机型采用彩色台式显示器。
用于来对程序的输入、修改、检测以及机器的编织过程进行实时监视。
信号反馈系统通过光敏管、霍尔元件等各种光、磁场、电场传感器提供机器所处状态或位置的各种信息(如机头计数、压针状态、摇床状态等)由控制盘运算.系统进行处理。
二、各三角装配示意如下图序名称序名称序名称序名称号号号号1 上栏针L 14 上栏针中 27 提花针上栏针L 40 选针器2 筒口调节三15 压针三角L 28 选针器 41 活动起针三角L角3 回针三角 16 起成圈三角 29 小压板l 42 提花针上栏针中14 压针三角L 17 30 活动起针三角L 43 小压板L5 移圈三角L 18 移圈三角L 31 下栏针L 44 小压板中6 眉毛三角 19 眉毛三角 32 小压板中 45 复位三角7 起成圈三角 20 接圈三角 33 提花针上栏针中46 不织压板28 接圈三角 21 移圈上栏针 34 复位三角 47 提花针上栏针中2 9 移圈上栏针22 移圈三角R 35 不织压板 48 小压板R 10 移圈上栏针 23 压针三角R 36 小压板R 49 活动起针三角R 11 压针三角R 24 上栏针R 37 活动起针三角R 50 选针器 12 回针三角中 25 筒口调节三角 38 选针器 51 下栏针R 13 筒口调节三26 回针三角R 39 下栏针中 52 提花针上栏针R角零件简图1 上栏针L2 筒口调节三角3、26 回针三角4、11、15、23 压针三角5、10、18、22移圈三角6、19眉毛三角7、16 起成圈三角 8、20接圈三角9、21移圈上栏针 12 回针三角中11 压针三角R 24 上栏针R14 上栏针中 33、47 提花针上栏针中226 回针三角R 29、36、43、48 小压板50、40、38、28 选针器 31、51 下栏针L、R30、37、41、49活动起针三角L、R 33、47 提花针上栏针中232、44 小压板中 35、46不织压板34、45 复位三角 28 提花针上栏针中127 下栏针中 30 提花针上栏针R三、选针和编织机构TY系列天元电脑横机的编织机构主要由组合织针、三角机构和选针机构组成。
第四章_电脑横机结构
(二)选梭装置
换色顶杆有两个位置: 当电磁铁铁芯伸出时, 跷跷板将换色顶杆抬 起,换色顶杆不能带 动纱嘴座 当电磁铁铁芯回缩时, 压簧将换色顶杆压下, 换色顶杆能够带动纱 嘴座
1-换梭顶杆 2-导槽板 3-跷跷板 4-跷跷板转轴 5-压板 6-安装板 7-压簧 8-换色基座 9-电磁铁安装座 10-电磁铁
二、电脑横机的结构特征
21、机头桥臂(天 桥) 22、换梭系统 23、沉降片(信克 片)床 24、剪刀系统 25、针床基座 26、显示器护罩
27、触摸笔
28、上送纱控制装 置(电子天线台)
机器的控制机构
机器的控制机构包括电控箱、显示器、键盘以及各种监控和检 测元件,它主要进行程序的输入、程序的储存和控制,程序的 显示以及信号的反馈。 程序的输入主要有这样几种形式:键盘输入、软盘输入、U盘 输入、联网输入等。 电控箱里的存储器和控制CPU分别储存已输入的程序和根据输 入的程序对机器进行控制,以及对各种反馈信号进行处理,它 是控制部分的核心。 机器的监视系统一般由彩色或黑白显示器、液晶显示器等方式, 对程序的输入、修改、检查以及机器的编织过程进行监视。 信号反馈系统是通过光敏管、霍尔元件等各种光的、磁的检测 元件提供机器所处状态或位置的各种信息,如读针脉冲,牵拉 张力大小,机头运行动程等信息。
一、 针床横移机构
1、针板 2、连接板 3、滚珠丝杠组件 4、伺服电机 5、同步带 6、原点感应器 7、原点感应板 8、右超行程微动 开关 9、超行程触头 10、右超行程微 动开关
二、 给纱和换梭机构
(一)导纱器轨道和导纱 器 一般电脑横机配备4根与针 床长度相适应的导轨,每根 导轨对面有两条走梭轨道, 共有8条走梭轨道,根据编 织需要,每条走梭轨道上 可安装一把或几把导纱器。 一般情况下每条走梭轨道 左右各放置1把导纱器。
电脑横机
一、编织机构工作原理
一、编织机构工作原理
(三)多针床编织技术 1、作用: (1)便于双面织物的收针操作 (2)提高移圈时的生产效率
返回
二、针床的横移
1、针床横移原理:由程序控制,通过步进电机来实现的。 2、针床横移类型、作用: (1)整针距横移——通过整针距横移可以改变前后针床 针与针之间的对应关系。 (2)半针距横移——改变两个针床针槽之间的对应关系, 可以由针槽相对变为针槽相错。 (3)移圈横移——使前后针床的针槽位置相错约四分之 一针距 4、最大横移距离——50.8㎜~101.6㎜(2英寸-4英寸)
(9)12为中间片复位三角。 (10) 13为选针片下片踵复位三角,供选针器作用、 选针。 (11)选针三角14、二个起针斜面作用选针片的下 片踵:
F1 ——第一选针点选上选针片; F2 ——第二选针点选上选针片。 (12)选针片挺针三角15、16作用于选针片的上片 踵: 15——作用于第一选针点的选针片; 16 ——作用于第二选针点的选针片。 (13)选针片压针三角17作用于选针片的上片踵。
一、编织机构工作原理
接圈工作原理: •接圈时,选针片在第二选针 区被选上,与集圈选针相同。 此时集圈压条7和接圈压条8 下降一级,被推上的中间片 上片踵在一开始就受左边的 接圈压条8的作用,被压入针 槽,并将挺针片片踵也压入 针槽,使其不能沿下降的压 针三角3上升,只能在三角3 的内表面通过,当在中间离 开压条8时,中间片和挺针片 释放,挺针片片踵沿接圈三 角技术原理: 目的:在移圈时,为了避免 移走线圈后的空针在重新编 织时织物上形成不想要的孔 眼,影响织物外观。
一、编织机构工作原理
原理:将被移线圈分成两部分,一部分被移到对面针 床的接圈针上,另一部分线圈仍留在移圈针上作为旧线 圈,同时喂入新纱线,形成新线圈。
电脑横机知识
电脑横机知识精选文档 TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-电脑横机的基础知识一、电脑横机的定义电脑横机是一种双针板舌针纬编织织机。
它的三角装置犹如一组平面凸轮,织针的针脚可进入凸轮的槽道内,移动三角,迫使织针在针板的针槽内作有规律的升降运动,并通过针勾和针舌的动作,就能将纱线编织成针织物.织针在上升过程中,线圈逐步退出针勾,打开针舌,并退出针舌挂在针杆上;织针在下降过程中,针勾勾住新垫放的纱线,并将其牵拉弯曲成线圈,同时原有的线圈则脱出针勾,新线圈从旧线圈中穿过,与旧线圈串联起来,众多的织针织成的线圈串互相联结形成了针织物.二、纱线编织成织物的过程横机的织针将纱线编织成织物的过程称为成圈过程,成圈过程可分为退圈,垫纱,带纱,闭口,套圈,脱圈,成圈和牵拉等8个阶段.退圈将处于针勾中的旧线圈移动到针杆上,为垫放新的纱线作好准备.在退圈过程中,织针从最低点上升到最高点,织针处于退圈阶段,退圈后针舌被线圈刮开.垫纱垫纱就是将纱线放到针舌上,完成退圈后,织针开始下降,由于给纱机构的配合动作,纱线便在导纱器的引导下,通过纱嘴被垫放到针勾的下面,针舌的上面,以便织针继续下降时,针勾能可靠地勾住纱线.带纱带纱就是将垫放到针勾下面的纱线引到针勾内的过程.这一过程是依靠织物下降来完成.闭口闭口即封闭针口,使新垫放的纱线旧线圈为针舌所隔开.不带纱过程结束后,纱线正确地被针勾勾住,织针继续下降,落到针杆上的旧线圈沿针杆向针头滑动,移到针舌的下面,针舌由于旧线圈的作用,开始绕针舌轴旋转,当织针再下降时,针舌旋转盖住针勾封闭针口.套圈套圈过程是从旧线圈套到关闭了的针舌上开始,而后沿关闭了针舌移到针勾处而结束.脱圈脱圈就是线圈从针头上脱落下来的过程.当完成套圈后,织针沿三角工作面下降,勾住新垫放的纱线穿过旧线圈,而旧线圈同时由于牵拉力的作用,由针头处脱出.成圈成圈阶段的工作是在旧线圈脱出针头后,针勾带住新垫放的纱线穿过旧线圈,织针再下降将纱线拉弯成新的线圈.牵拉牵拉就是为了使成圈后的新线圈得以张紧,不得脱出针勾,以进行下一横列编织的成圈工作.牵拉是利用牵拉机构将旧线圈拉向针背,达到紧张的目的,同时将已成形的织物引出成圈区域.1.退圈图中1-4为退圈过程,在成圈三角的作用下织针上升,关闭的针舌在线圈推动下开启,使针钩下的旧线圈至针舌下方,为防止旧线圈随针上升,旧线圈由生克片和织物的牵拉力握持。
电脑横机的基本结构知识讲解
3、三角系统
机头内可安装1至多个编织系统,最多8个系统。 机头可以分成两个(如一个4系统机头可分为两个2系统机头) 当两个机头分开时,可同时编织两片独立的衣片。
三角系统结构 (1)挺针片起针三角(使织针上升做成集圈、成圈) (2)接圈三角2和起针三角1同属一个整体,将织针推到接圈高度。 (3)压针三角3除压针作用外,还有移圈功能。 (4)挺针片导向三角4起导向和收针作用。 (5)上、下护针三角5、6起护针作用。移圈时,上护针三角5还起压针作用。 (6)集圈压条7和接圈压条8是作为一体的活动件,可上、 下移动。 (7)选针器9由永久磁铁M和选针点C1、C2组成。 选针点可通过电信号的有无使其有磁或消磁。 先由M吸住选针片的片头: 如果选针点未被消磁(不中断),相应的织针就未被选上,不参加工作。 如果选针片头被消磁释放(中断),相应的织针就被选上,参加工作。
沉降片: 沉降片装置是一种特殊的 牵拉机构,可以实现对单 个线圈的牵拉和握持,且 可以作用在成圈的整个过 程中,对在空针上起头、 成形产品编织、连续多次 集圈和局部编织十分有效。
横机上采用沉降片的好处:基于这种技术,可以在同一台机器上 编织出各种不同衣片连成一体后的整片衣片,有的甚至能够编织 出整件服装,从而节省了因缝纫产生的原料浪费和劳动力浪费。
F1 ——第一选针点选上选针片; F2 ——第二选针点选上选针片。 (12)选针片挺针三角15、16作用于选针片的上片踵: 15——作用于第一选针点的选针片; 16 ——作用于第二选针点的选针片。 (13)选针片压针三角17作用于选针片的上片踵。
二、选针与编织原理
1、选针工作原理
在电脑橫机的整个工作过程中,选针工作是关键。该机通过两次选 针实现三功位编织的功能。由于2个系统只采用4套选针器,因此上 一编织行程需要为下一编织行程进行预选针。
电脑横机的基本结构
电脑横机的基本结构电脑横机(也称为台式机)是指一种独立的个人电脑,具有独立显示屏和主机箱。
它是由多种组件组成的,这些组件相互配合,使电脑能够正常运行。
1.主机箱:主机箱是电脑横机的外壳,用来保护内部组件,并提供接口和插槽与其他设备连接。
主机箱通常由金属、塑料或玻璃等材料制成,具有透气孔和散热风扇,以保持内部温度的正常运行。
2.主板(也称为主板或母板):主板是电脑横机上所有组件的核心,也是它们之间的连接纽带。
主板上有一些插槽和接口,用于安装和连接其他组件,例如处理器、内存、显卡、硬盘、光驱等。
主板还包含一些芯片组和电路,负责调度和控制各个组件的运行。
3.处理器(也称为中央处理器或CPU):处理器是电脑横机的核心组件,负责执行和处理计算机的所有指令和数据。
它是主板上的一个芯片,具有许多微小的电子元件和电子管道,可以快速执行数学、逻辑和控制操作。
4.内存:内存是电脑用来存储临时数据和指令的地方,以供处理器随时读取和写入。
内存通常是一个或多个芯片,直接插在主板上的插槽中。
内存的容量决定了电脑能够同时处理的数据量和速度。
常见的内存类型包括DDR4、DDR3等。
5.显卡(也称为图形卡或显卡):显卡是电脑横机的输出设备,用于将处理器产生的图像和视频信号转换成可视的图像,显示在显示器上。
显卡通常是一块独立的插槽卡,安装在主板上,并连接到显示器。
它有自己的处理器(称为GPU),用来进行图像和视频处理。
6.硬盘:硬盘是用来存储电脑上的数据和程序的设备。
它是一个旋转的磁盘,由许多可读写的磁道组成。
硬盘通常安装在主机箱的前部或侧部,并连接到主板上的SATA接口。
硬盘的容量决定了电脑可以存储的数据量。
7.电源:电源是电脑横机的主要电力供应装置。
它是一个箱形设备,用于将交流电转换为电脑所需的直流电。
电源通常内置在主机箱的底部,并通过电源线连接到电源插座。
它还负责提供电流和电压稳定,以保证电脑的正常运行。
除了上述主要组件外,电脑横机还可能包括其他辅助组件,例如:1.声卡:用于处理和输出音频信号,可以连接扬声器、耳机等外部音频设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三、编织与选针原理
1.选针工作原理 . 选针器与选针片的对应关系
2.编织工作原理 .
(1)成圈编织 ) 推片A位置 推片 位置 斜线阴影的三角 缩入三角底板 移圈三角不 工作 左推片清针 三角不工作
(2)集圈编织
推片H 推片H位 集圈压片工作 斜线阴影的三角 缩入三角底板 移圈三角不 工作
左推片清针 三角不工作
三、 牵拉机构
电脑横机的牵 拉机构包括主 牵拉辊1、副牵 拉辊6和沉降片 8,以及起底板 (图中未画出)
6 5 4 3 2 1 7 8 9 10
(一)主牵拉辊
起主要的牵拉作用 1、牵拉电动机完成,通过程序 控制改变电动机的转动速度从 而改变牵拉力的大小 2、可以根据所编织的织物结构 和织物宽度来改变机器的牵拉 值 3、一般采用分段式牵拉辊,每 段牵拉辊一般只有5㎝左右,各 部段的压辊都可以独立调节
7 8 9
四、传动机构
1、新型电脑横机的 传动机构由伺服电机 通过齿型带传动 2、传动的动程由程 序控制,可以随编织 物宽度的改变而改变 3、传动的速度可以 由程序控制变化
五、 辅助装置
1、张力装置 纱线的张力控制对于产品 的质量控制是非常重要的。 由于横机不能进行积极送 纱,所以各种电脑横机都 在控制送纱张力方面做了 很多工作,以求稳定纱线 张力,保证线圈长度的均 匀,最大限度地降低衣片 坯长不匀率。
2、断线和粗接头自停装置 3、坏针和冒布自停装置 4、撞针自停装置 5、掉布和破洞自停装置等
两段密度调节
6 5 4 3 2 1 7 8 9 10
(二)副牵拉辊
1、一般比主牵拉辊直 径小,离针床口比较近 2、可以由程序控制进 入工作或退出工作 3、主要用于在特殊结 构和成型编织时协助主 牵拉辊进行工作,如多 次集圈、局部编织、放 针等。以达到主牵拉所 不能达到的牵拉作用。
6 5 4 3 2 1
7
8
9
10
(五)沉降片
1、 协助织针退圈:织针 上升握持住旧线圈的沉降 6 弧。 2 、垫整纱:织针退圈后, 在压针三角的作用下下降, 5 开始吃纱,与此同时,两 个针床的沉降片相对于针 床口旋转打开,让出位置 4 以便成圈。 3、闭口、套圈、弯纱、 成圈及牵拉。纱线垫入针 3 钩后,舌针继续下降,旧 线圈推动针舌闭口,并套 2 到针舌上,然后从针头上 脱下。旧线圈脱下后,舌 针继续下降,新纱线在沉 1 降片上弯纱成圈。
二、电脑横机的结构特征
21、机头桥臂(天 桥) 22、换梭系统 23、沉降片(信克 片)床 24、剪刀系统 25、针床基座 26、显示器护罩 27、触摸笔 28、上送纱控制装 置(电子天线台)
机器的控制机构
机器的控制机构包括电控箱、显示器、 机器的控制机构包括电控箱、显示器、键盘以及各种监控和检 测元件,它主要进行程序的输入、程序的储存和控制, 测元件,它主要进行程序的输入、程序的储存和控制,程序的 显示以及信号的反馈。 显示以及信号的反馈。 程序的输入主要有这样几种形式:键盘输入、软盘输入、 盘 程序的输入主要有这样几种形式:键盘输入、软盘输入、U盘 输入、联网输入等。 输入、联网输入等。 电控箱里的存储器和控制CPU分别储存已输入的程序和根据输 电控箱里的存储器和控制 分别储存已输入的程序和根据输 入的程序对机器进行控制,以及对各种反馈信号进行处理, 入的程序对机器进行控制,以及对各种反馈信号进行处理,它 是控制部分的核心。 是控制部分的核心。 机器的监视系统一般由彩色或黑白显示器、液晶显示器等方式, 机器的监视系统一般由彩色或黑白显示器、液晶显示器等方式, 对程序的输入、修改、检查以及机器的编织过程进行监视。 对程序的输入、修改、检查以及机器的编织过程进行监视。 信号反馈系统是通过光敏管、霍尔元件等各种光的、 信号反馈系统是通过光敏管、霍尔元件等各种光的、磁的检测 元件提供机器所处状态或位置的各种信息,如读针脉冲, 元件提供机器所处状态或位置的各种信息,如读针脉冲,牵拉 张力大小,机头运行动程等信息。 张力大小,机头运行动程等信息。
一、 针床横移机构
1、针板 、 2、连接板 、 3、滚珠丝杠组件 、 4、伺服电机 、 5、同步带 、 6、原点感应器 、 7、原点感应板 、 8、右超行程微动 、 开关 9、超行程触头 、 10、右超行程微 、 动开关
二、 给纱和换梭机构
(一)导纱器轨道和导纱 器 一般电脑横机配备4根与针 床长度相适应的导轨,每根 导轨对面有两条走梭轨道, 共有8条走梭轨道,根据编 织需要,每条走梭轨道上 可安装一把或几把导纱器。 一般情况下每条走梭轨道 左右各放置1把导纱器。
二、电脑横机的结构特征
1、指示灯 2、上输纱装置 (天线)支臂 3、辅助纱架 4、操作面板 5、急停开关 6、电源开关 7、起底板系统 8、左侧电器箱 9、机架 10、装饰箱
二、电脑横机的结构特征
11、供油润滑系统 12、主、副电机 13、前护板 14、操纵杆 15、导纱器(纱嘴、乌斯)组 合 16、有机玻璃护罩 17、置纱板 18、针床(针板) 19、机头(三角底板系统)机 头护盖 20、导纱器轨道(天杠)组合
第三节 机器的编织与选针机构
机器的编织和选针机构
三角滑座或称机头 针床上的织针、挺针片、 针床上的织针、挺针片、选针片
一、成圈与选针机件及其配置
1-舌针 舌针 2-挺针片(连接针脚) 挺针片( 挺针片 连接针脚) 3-推片(弹簧针脚) 推片( 推片 弹簧针脚) 4-选针片(选针针脚) 选针片(选针针脚) 选针片 5-针床 针床
挺针三角不工 作 左推片清针三 角不工作
第三节 电脑横机的其他机构
一、 针床横移机构
(一)整针横移、半针横移和移圈横移 1、整针横移可以改变前后针床针与针之间的对应 关系 2、半针横移用以改变两个针床针槽之间的对应关 系,可以由针槽相对变为针槽相错 3、移圈横移使前后针床的针槽位置相错约四分之 一针距,这时即可以进行前后针床织针之间的线圈 转移,也可以使前后针床织针同时进行编织 (二)针床横移的最大距离为2英寸(50.8㎜)
第四章 电脑横机结构
第一节 电脑横机的结构和技术特征
பைடு நூலகம்
一、主要技术特征
1.机宽:宽幅窄幅并存,以窄幅为主 (1)宽幅:84-100英寸,可同时编织2-4幅衣片 (2)窄幅:45-64英寸,主要用于成型产品的编织 2.机号:向高机号发展
3.5,7,8,10,12,14,16,18针/英寸
3.针床数:以双针床为主;特殊为三针床;四针床 (1)2个编织针床加1个移圈针床 (2)2个编织针床加2个移圈针床 (3)4个编织针床 4.选针机构:从多级向单级发展
二、三角系统
1-推针三角 推针三角 2-选针器 选针器 3-预选针三角 预选针三角 4-选针片复位三角 选针片复位三角 5-不织压片 不织压片 6-集圈压片 集圈压片 7-起针三角 7-起针三角 8-接圈三角 接圈三角 9-接圈压片 接圈压片 10-挺针三角 挺针三角 11-移圈三角 移圈三角 12-压针(弯纱、密度、度目)三角 压针( 压针 弯纱、密度、度目) 13-导针三角 导针三角 14-推片清针三角 推片清针三角 15-翻针导针三角 翻针导针三角
(1)移圈走针轨迹
推片A位置 移圈三角工作
斜线阴影的三角 缩入三角底板 挺针三角不 工作 左推片清针 三角不工作
(2)接圈走针轨迹
推片处于H位置 推片处于 位置 移圈三角工作 两边半压片动 作
斜线阴影的三角 缩入三角底板 挺针三角不 工作 左推片清针 三角不工作
(3)双向移圈(前、后对翻)
推片分别处于A、 推片分别处于 、 H位置 位置 移圈三角工作 两边半压片动作 斜线阴影的三角 缩入三角底板
(二)选梭装置
换色顶杆有两个位置: 当电磁铁铁芯伸出时, 跷跷板将换色顶杆抬 起,换色顶杆不能带 动纱嘴座 当电磁铁铁芯回缩时, 压簧将换色顶杆压下, 换色顶杆能够带动纱 嘴座
1-换梭顶杆 2-导槽板 3-跷跷板 4-跷跷板转轴 5-压板 6-安装板 7-压簧 8-换色基座 9-电磁铁安装座 10-电磁铁
(三)高位牵拉皮罗拉
高位牵拉机构是由 前、后两组牵拉辊 上的牵拉皮带10相 互之间的磨擦作用 对织物进行牵拉 特点: 结构紧凑 牵拉效果更平 顺、均匀 造价更低
(四)起底板
又称牵拉梳,主要用于 起头。此时,牵拉梳由 程序控制上升到针间, 牵拉住所形成的起口纱 线,直至织物达到牵拉 辊时才退出工作。
(3)不编织
推片B位置
(4)“三功位 ”编织
推片分别处于A、 推片分别处于 、 H、B位置 、 位置 集圈压片工作 斜线阴影的三角 缩入三角底板 移圈三角不 工作 左推片清针 三角不工作
3、移圈工作原理 、
移圈与接圈原理 移圈针1上的线圈 上的线圈3处于扩 移圈针 上的线圈 处于扩 圈片的位置, 圈片的位置,以便于对面 针床上的接圈针2进入扩圈 针床上的接圈针 进入扩圈 片,当移圈针沿压针三角 下降时, 下降时,针上的线圈从针 头上脱下来, 头上脱下来,转移到对面 针床的接圈针上。 针床的接圈针上。