造纸机流浆箱及控制综述
密闭式流浆箱控制系统初探

密闭式流浆箱控制系统初探[摘要]流浆箱是造纸机的关键部件,是连接“备浆流送”和“纸页成形”两部分的关键枢纽,决定着纸幅横幅定量的分布,影响纸幅成形的质量,被称为造纸机的“心脏”。
本文设计了适合中小企业的流浆箱控制系统。
[关键词]流浆箱自动控制变结构数字控制器一、密闭式流浆箱结构及其控制原理流浆箱是造纸生产过程中的一个重要环节,它的主要作用是保证纸浆出口压力和流速的稳定,从而使生产出来的纸张厚薄均匀,表面光滑。
为制取匀度和机械性能良好的纸业,流浆箱应具有以下作用和基本要求:(1)向纸机全宽提供一种均匀和稳定的喷出浆流,不存在横向浆流、无定向支流或纵向条流。
(2)提供一种几何尺寸合乎要求的稳定的唇板,并不受温度,压力以及唇板开启度的影响。
(3)形成一种絮聚最少而分散良好的纤维悬浮体。
(4)提供一种所需的横幅定量分布,落浆点,喷浆角度,以及速度的控制。
(5)流浆箱必须有足够的刚性、不变形、不生锈、流道平滑、没有死角挂浆现象,能及时排除纸料中的空气和泡沫,结构简单,便于清洗、操作和维修等。
密闭式流浆箱结构包括:进浆口,出浆口,进气口,气压探孔排气阀口,以及两个变送器接口。
进浆口是浆泵打浆的入口,它是一个小的方体,右边与浆泵相连,左边是两排小孔,小孔的目的是减少液流对出口速度和两个传感器的扰动;纸浆出口是一个可调节的狭长出口,以便对出口流速的控制;进气口连着气泵来给流浆箱提供气压,其上有一个手动的调节阀;排气阀口是专门为人工调节气压而设,其上也有一个调节阀;变送器有两个,一个用于测量总压,称为总压变送器,一个用于测量液压,测液压的变送器要与气压探口相连,称为差压变送器。
变送器为PLC输送4-20mA的电流作为模拟量的输入。
系统运行时主要控制参数是总压、浆位和气压。
控制总压的目的是为了获得均匀的从流浆箱喷到网上的纸浆流通和流量。
控制浆位的目的是为了获得适当的纸浆流域以减少横流和浓度的变化,产生和保持可控的湍流以限制纤维的絮聚。
控制实训论文-流浆箱控制系统
目录0. 引言 ................................................... - 1 -1. 流浆箱的作用............................................. - 1 -2. 流浆箱的基本结构组成....................................... - 1 -3. 流浆箱的发展历程.......................................... - 1 -4. 流浆箱的设计要求.......................................... - 2 -5. 几种典型的流浆箱的简介:.................................... - 3 -5.1 敞开式流浆箱.................................................... - 3 -5.2 气垫式流浆箱.................................................... - 4 -5.2.1 主要结构................................................... - 4 -5.2.2运行原理................................................... - 5 -6. 气垫式流浆箱控制系统....................................... - 5 -6.2 控制方案详解.................................................... - 6 -6.2.1 总压头控制................................................. - 6 -6.2.2 浆位控制................................................... - 7 -6.2.3.总压、浆位解耦控制........................................ - 7 -7. 控制系统配置: ........................................... - 8 -7.1.流浆箱总压头控制设备............................................ - 8 -7.2. LIC-101:流浆箱液位控制....................................... - 10 -7.3. 控制柜........................................................ - 10 -8. 控制效果分析............................................ - 11 -9. 实训总结............................................... - 11 - 参考文献.................................................. - 12 -流浆箱控制系统0. 引言流浆箱是造纸机上的纸浆上网装置,是连接备浆流送系统和纸页成形部得关键设备[1],流浆箱的作用是将进浆管内的浆料转变为均一的、布满纸机全幅的薄层浆流,而且要求这些纤维悬浮液不产生絮聚和浆道,均匀而稳定地流送和喷布到成形网上,从而抄造出定量一致、纤维组织均匀的优质纸页。
(改)下3纸浆流送与流浆箱

特点
1、浆流由锥管通过多根支管沿纸机幅宽分布, 布浆较均匀。
2、支管须有相同形状和直径大小,但较难实现, 有误差时会影响布浆效果。
3、结构紧凑,简单,但不易清洗、易挂浆。 1、以多孔板连接锥管与堰池,浆流通过小孔,
形成多股细小的射流,分布均匀稳定。 2、结构简单,制造容易,清洗方便。 1、利用阶梯扩散逐段扩大,使浆流产生高频率
网的浆速通过调节浆液面上方压缩空气的压力进行控制。 广泛用于中、高速长网纸机。
开启式流浆箱 车速范围:100 ~ 300 m / min
开启式双匀浆辊流浆箱 车速范围:100 ~250 m / min
气垫式流浆箱 车速范围:50 ~ 900 m / min
3、满流式流浆箱 没有大的箱体,纸浆充满流浆箱。上网浆速是通过冲浆泵的压力或
(2)导流片组 由许多平行薄片组成的排栅。 浆流通过时,导流片组构成很大的摩擦面积,增大了浆流受到的
剪力作用,也抑制了浆流中的横流和无规则流动,对浆流起到匀整的 作用。
导流片厚度1~3mm,表面平滑,转角圆滑过渡,以防挂浆。 导流片组用于低速纸机开启式流浆箱中,可以单独使用,也可以 与孔辊配合使用。
流浆箱是造纸机的心脏!
一、流浆箱的作用
造纸机的纸浆上网装置是流浆箱(或称网前箱)。 流浆箱的主要作用: (1)分散浆料纤维并均匀分布上网; (2)提供与网速相适应的稳定喷浆速度压头; (3)消除供浆系统带来的纸料压力脉动。
二 对流浆箱的要求:
(1)把浆流沿整个造纸机的全宽均匀分布开来,使上网浆流的压 力、流量、 流速纵横均匀一致,避免发生横流、窜流、扰动等不规 则现象。 (2)在浆料流送过程中,利用搅动、加速、转折、摩擦等,使浆 流中有一定的速差和由此产生的流体剪力场,使浆流中的纤维均匀 分散,防止 纤维沉积和絮聚。
纸机流浆箱的发展综述
实 际上 , 何一 种形 式流浆 箱 的功能都 是 由布浆 任 器、 整流 部 、 纸料 上 网装置 这三 大部 分具体 承担 、 相互 协调 实 现 的 , 三 大部分 的 功能分 别为 : 这 布浆 器
向浆流 , 无定向支流或纵向条流;2提供一种几何尺 ( )
寸合乎要求 的稳定的唇板 , 不受温度、 压力和唇板开
使纸料均匀地、 以一定角度和喷浆速度喷射到网 上的预定着 网点 , 并提供纸机幅宽方 向的定量、 水分
的微 细调节 和浆 流的湍 动 、 絮聚 规模 的控制 调节 , 以 保 证 获得所要 求质 量 的纸页 。 18 9年提 出 的 “ 9 流送 功能元”概念 将流浆 箱 内各 布浆整流元 件( 主要包 括匀浆 辊 、 孔板 、 管束 、 阶梯 扩散
器 以及飘 片等) 进行 了重新归 纳 , 出流 送功能元 的功 提
用于薄页纸和高级纸的生产 , 对于改进纸张质量, 合 理使用纤维原料起到很好的作用 , 因此多层水力流浆 箱有 很好 的发 展前 景 。 目前 已研 究 开发 了多种 结构 的多层 水力 式流 浆箱 。
2 世纪 9 0 0年代 以来 , 流浆箱 共性技术 方面 , 在 流 浆箱 稀 释水 浓度 控 制 调节 技术 的研究 和开 发是 一项 重大 的成 果 和进 展 。流浆 箱采 用 稀 释水 浓 度控 制调
流浆 箱被 誉为 造纸 机 的 “ 庄’是造 纸机 的关 键 心且 , ,
流浆 箱清 洁 , 易 于操作 和维 护 的便 利措 施 。 并
一
部件, 是连接 “ 流送” ‘ 与‘ 成形” 两部分的枢纽, 也是造纸
机 上 发展 最快 的部件 之 一 。在 造 纸 中流 浆 箱 的功 能
台好 的流浆 箱必 须具 备如下 性 能: ) ( 能抄 造 出 1
流浆箱操作说明
培训教材流浆箱操作说明1、唇板开度调整1.1. 1 控制上唇板的移动从流浆箱现场控制箱控制,有下列控制开关:OPERATION-SERVICEUP-DOWNFORWARD-BACKWARDOPERATION-SERVICE控制开关控制唇板的竖直移动速度,OPERATION用于低速,SERVICE用于高速。
1.1. 2 位置指示器唇板开度的水平与竖直位置测量数据在流浆箱控制箱上有数字显示,因唇板在水平方向移动,板开度的尺寸将会改变。
1.2边流控制1.2.1综述SYMFLO D流浆箱配有边流,从进浆总管经湍流发生器到唇板区,边流管上控制浆流量的控制阀。
1.2.2边流操作边流用于在纸页两边控制纤维走向,以减小在烘干部的纸页颤动1.2.3边流控制不要将边流全关掉,若边流关闭了,在湍流发生器内的边流管出口将不会供浆,这会对唇板区浆流产生干扰。
边部150mm的问题,从纸页上取四个样,以检测其抗张强度,从距纸页边150mm的地方取第一个纸样,再从中间取另三个纸样,以做比较。
测量纸样的纵/横抗张强度,计算其纵/横张力比,通过不同纸样的相互比较,以检测纸页的纤维走向。
用实验室的Paper-lab测量计,TSO通常从每个卷纸辊上测量仔细观察纸页在压榨部的运行情况及在烘干部的颤动情况,然后据此调整边流,继续调整,直到达到所需区域的纤维走向满足要求,但要同时考虑到纸机的运行性,可以一次调一侧,也可同时调整两侧。
记住:●在纸机运行方面,绝对一致的纤维走向并不一定是最好的,主要通过试验找到最合适的浆流量。
●流量过大会导致浆流从两侧向中间流动●沸点时间寻找最优的流量,并在各种条件下作出比较是值得的。
这样做确实能改善纸机的运行性,提高产的质量。
●不要用边流进行纸页的横幅控制。
1.3 纤维走向的因素1.3.1影响纤维走向的因素:可通过调整下列参数来调整纤维走向:●浆网速比●唇板开度●唇板开度曲线●边流流量浆网速比距零的偏移量越大,它对纤维走向的影响就越大。
流浆箱控制策略
流浆箱控制策略流浆箱是抄纸过程中的一个重要设备,成纸的匀度,纵横向撕裂度等许多重要理指标都取决于流浆箱的工况。
气垫式流浆浆箱是随着纸机速度提高而出现的新一代流浆箱,一般用于250米/分以上的纸机,其主要控制参数有三个,即浆的液位,唇板处的总压及浆/网速比。
总压控制可使喷射到网上的纸浆的速度保持连续一致,从而保证纸纤维分布均匀。
液位控制的目的为了获得纸浆流域以保持适当的湍流来限制纤维的絮聚。
浆速/网速比对纸页的成开有和结构有着决定性的影响,是影响成纸物理性能的重要因素。
上述三个参数互相关联,用单回路控制器难以完成,因此需使用工业控制微机来实现。
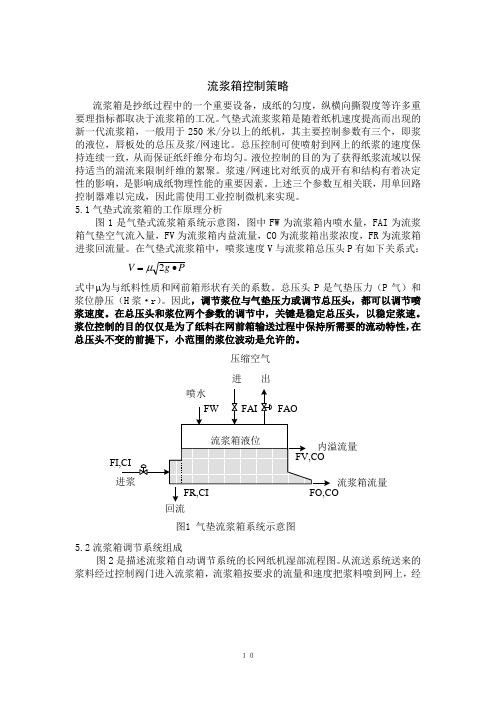
5.1气垫式流浆箱的工作原理分析图1是气垫式流浆箱系统示意图,图中FW为流浆箱内喷水量,FAI为流浆箱气垫空气流入量,FV为流浆箱内益流量,CO为流浆箱出浆浓度,FR为流浆箱进浆回流量。
在气垫式流浆箱中,喷浆速度V与流浆箱总压头P有如下关系式:PgV∙=2μ式中μ为与纸料性质和网前箱形状有关的系数。
总压头P是气垫压力(P气)和浆位静压(H浆·r)。
因此,调节浆位与气垫压力或调节总压头,都可以调节喷浆速度。
在总压头和浆位两个参数的调节中,关键是稳定总压头,以稳定浆速。
浆位控制的目的仅仅是为了纸料在网前箱输送过程中保持所需要的流动特性,在总压头不变的前提下,小范围的浆位波动是允许的。
回流流浆箱流量进出压缩空气图1 气垫流浆箱系统示意图5.2流浆箱调节系统组成图2是描述流浆箱自动调节系统的长网纸机湿部流程图。
从流送系统送来的浆料经过控制阀门进入流浆箱,流浆箱按要求的流量和速度把浆料喷到网上,经网上脱水成形形成湿纸页。
水压缩空气图2流浆箱自动调节系统流程图5.3四种气垫流浆箱自动调节方案分析在图2中,流浆箱总压和浆位是被控变量,进浆量和压缩空气流出量是控制量,根据选取被控变量和控制量的不同,气垫式流浆箱自动控制有四种方案。
方案1:如图3所示,总压的控制是通过总压调节器(PC )改变浆料调节阀门,即调节进浆量去实现的。
牛卡纸机备浆流送部控制系统

牛卡纸备浆流送部控制系统设计I 牛卡纸机备浆流送部控制系统设计摘要备浆流送部是抄纸过程的一个重要工段,涵盖从纸浆车间的成浆池到网部的流浆箱唇口之一段,是制浆工段和抄纸工段的连接枢纽,属于抄纸过程的准备阶段。
其主要功能包括纸料的输送、筛选、稀释、冲浆上网等。
在制浆造纸过程中,这一阶段的控制往往作为纸机DCS控制系统的一个独立子系统。
其主要任务包括浆料的浓度调节、流量调节、浆池液位调节、流浆箱的控制相关泵的联锁控制等。
本设计首先对备浆流送工段的工艺做了介绍,并明确了控制对象和控制参量,之后根据工艺的要求,设计了适合工艺的控制系统,并对照工艺流程图进行了控制点的配置、I/O点数的统计、模块的选择和相关仪表的选型。
本文中详述了工艺流程,因为工艺流程是控制方案选定的基础和前提,之后对控制方案进行了详述,并对控制系统的硬件进行了选型和配置。
随后介绍了西门子PLC控制系统和WinCC组态软件。
本次设计的难点是流浆箱的液位和总压的耦合问题以及四段除砂器浆泵及阀门的连锁和时序启停问题,针对上述问题,本文中给出了相应的解决方案。
关键词:备浆流送,控制系统,PLC,硬件组态II Control System Design of Preparing and Flowing Section for KraftPaper MachineABSTRACTPreparing and flowing section is important in paper making process. It covers sections from the pulp slurry pool to the workshop of the head-box lip, which belongs to the paper making process preparation stage is the connection hub of pulping and paper making section,. Its main function includes conveying, screening, dilution, slurry punching network. In papermaking process, the DCS control system for this stage of paper machine is often used as an independent sub-system. Its main tasks include pulp concentration regulation, flow control, plasma pool level adjustment, head-box control and pump interlock control.This design introduced the process of preparing and flowing at first, and clearly described the control object and control parameter, then according to the process requirements, design the process control system, and the control process flow chart for the control point configuration, I/O point statistics, module selection and the selection of instruments. This design introduces the technological process detailedly, because the process is the basis and premise of control program, then explain the control scheme、the control system hardware for the selection and configuration in detail. Subsequently introduced Siemens control system PLC and WinCC configuration software.This difficulty in this design the head-box level and total pressure’s coupling problem and issues of pump and valve linkage and sequential start-stop for four sections of the desander , in view of the above problems, this paper presents corresponding solutions.KEY WORDS:Preparing and Flowing, Control system, PLC, Hardware Configuration牛卡纸机备浆流送部控制系统设计III目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1 本课题的背景、目的及意义 (1)1.1.1 课题背景 (1)1.1.2 课题目的 (1)1.1.3 课题意义 (1)1.2 备浆流送部控制在国内外的现状 (1)1.3 本课题的主要工作和任务安排 (2)1.3.1 本次设计的主要工作 (2)1.3.2 本次设计的内容安排 (2)2.1 备浆流送部的定义及其主要功能 (3)2.1.1 备浆流送部的定义 (3)2.1.2流送系统的主要功能 (3)2.2 备浆流送的工艺 (3)2.2.1 浆量的调节 (4)2.2.2 液位控制 (4)2.2.3 浆料的稀释 (4)2.2.4 浆料的除气 (5)2.2.5 纸浆的筛选和净化 (5)2.3 备浆流送系统的典型设备简介 (6)2.3.1 流浆箱 (6)2.3.2 旋翼筛 (7)2.3.3 锥形除渣器 (8)3 PLC介绍 (9)3.1 PLC的定义、特点及功能 (9)3.1.1 PLC的定义 (9)3.1.2 PLC的优点 (9)3.1.3 PLC的主要功能 (9)3.2 PLC的硬件组成和工作原理 (10)3.3 PLC的工作原理 (12)3.4 PLC的I/O模块和外围设备 (14)3.4.1 数字量输入模块 (14)IV3.4.2 数字量输出模块 (15)3.4.3 模拟量输入模块 (15)3.4.4 模拟量输出模块 (17)3.5 CPU模块 (17)3.6电源模块 (18)3.7其他模块 (18)3.8本章总结 (18)4 备浆流送部控制方案设计 (19)4.1控制方案的设计 (19)4.1.1控制原理 (19)4.1.2控制回路分析及控制点配置 (19)4.2 控制回路设计 (21)4.3 备浆流送的仪表和执行器 (22)4.3.1 压力测量仪表 (22)4.3.2 流量检测仪表 (22)4.3.3 液位测量仪表 (23)4.3.4 浓度测量仪表 (23)4.4 控制回路执行器和仪表的选型 (23)4.5 控制系统硬件选型及组态 (23)4.5.1 控制点数统计 (23)4.5.2 控制系统硬件选择 (24)4.5.3 控制系统硬件组态 (25)5 STEP 7及WinCC软件简介 (27)5.1 西门子PLC编程软件STEP 7 (27)5.2 WinCC组态软件 (28)5.3 组态软件设计结构 (28)5.4 组态过程 (28)5.5 现场调试 (29)6 总结 (30)致谢 (31)参考文献 (32)牛卡纸机备浆流送部控制系统设计 11 绪论1.1 本课题的背景、目的及意义1.1.1 课题背景现代造纸工业是世界上居电信制造行业和汽车工业之后的第三大加工工业,属于集中度高,资金、技术、能源密集型的大型现代化产业。
敞开式流浆箱使用说明书
一概述流浆箱是造纸机的关键部件之一,它的作用是向纸机的网部提供均匀和稳定的横向浆流分布。
纸幅成形质量影响因素是多方面的,它与浆料的品种、浆料配方、浆料的输送方式,流浆箱的结构及网部配置等都有密切关系。
为取得良好的纸幅成形质量,除流浆箱本身质量外,还要有好的供浆系统和网部相匹配。
供浆系统一定要提供无气泡、低脉动、浓度稳定、分散良好的浆流。
网部脱水组件要平整、配置合理。
否则单靠调节流浆箱去获得良好的纸页是困难的。
二结构简述本流浆箱为敞开式流浆箱,用于长网成型器。
流浆箱的布浆器为单程方锥总管进浆、阶梯孔板布浆。
匀整装置为两根不同开孔率的匀浆辊。
喷浆唇口采用:活动式可调节唇口的上唇板和固定式的下唇板,唇缘配垂直小唇板,其上配有百分表显示、精密蜗轮箱调节小唇板微调装置,上唇板最大开口>50~70mm,方便清洗维护。
上唇板调节采用手动蜗轮箱,平稳轻松。
三流浆箱主体结构说明3.1进浆方锥管及台阶孔板本流浆箱采用单程尺寸收敛的等宽方锥管进浆,目的保证全幅布浆压力一致,为横向定量分布一致提供初分布。
阶梯孔板使浆料定向均匀悬浮进入堰池,消除过大的浆流脉动。
进浆方锥管由方锥管和台阶孔板及压力平衡管组成。
当浆料从方锥管的大端进入后,大部分浆料沿着侧向孔板的台阶形小孔向纸机的网部方向流出,小部分从方锥管的小端回流管流出。
方锥管小端设有回流调节阀,调节回流量可使浆流在纸机横幅方向等压等速地进入流浆箱而使浆料得到均匀的初分布。
方锥管体上的压力平衡管是显示方锥管内浆流是否全幅等压,压力平衡管由阀门和透明管组成。
调节方锥管横向压力一致的步骤为:把与方锥管连接的阀门打开,关闭清水阀,浆流进入测压管。
从透明管观察:浆流如果从小端流向大端,则开大回流阀;如果从大端流向小端,则关小回流阀,直到透明管中浆料静止不动时方锥管横向压力一致。
调节压力一致后,把两个阀门关闭。
如果流浆箱的流量及压力变化时,操作人员必须及时调节此横向平衡压力。
本设计的进浆锥管由大方圆管、方锥管体、小方圆管三段组成。