冲压制程检验记录日报表
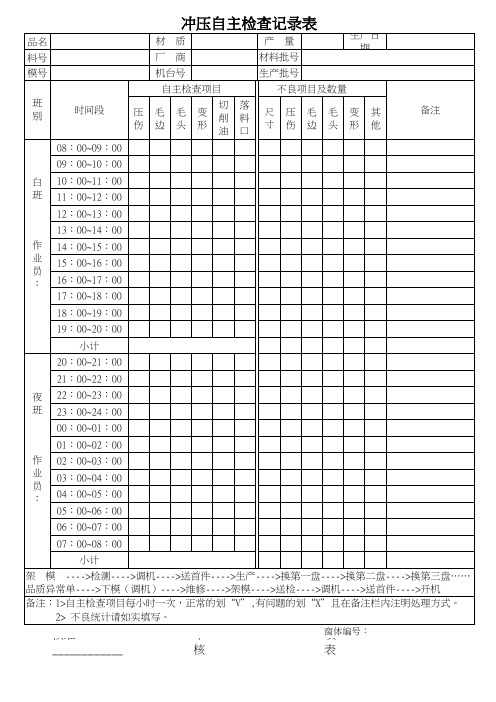
冲压自主检查记录表
13:00~14:00
作 14:00~15:00 业 15:00~16:00 员 : 16:00~17:00
17:00~18:00
18:00~19:00
19:00~20:0
小计
20:00~21:00
21:00~22:00
夜 22:00~23:00 班 23:00~24:00
00:00~01:00
01:00~02:00
作 02:00~03:00 业 03:00~04:00 员 : 04:00~05:00
05:00~06:00
06:00~07:00
07:00~08:00
小计
架 模 ---->检测---->调机---->送首件---->生产---->换第一盘---->换第二盘---->换第三盘……
品质异常单---->下模(调机)---->维修---->架模---->送检---->调机---->送首件---->开机
备注:1>自主检查项目每小时一次,正常的划“V”,有问题的划“X”且在备注栏内注明处理方式。
2> 不良统计请如实填写。
核准﹕
审
窗填体编号:
____________
核
表
冲压自主检查记录表
品名
材质
产量
生产日 期
料号
厂商
材料批号
模号
机台号
生产批号
自主检查项目
不良项目及数量
班 别
时间段
压 伤
毛 边
毛 头
变 形
切 削 油
落 料 口
尺压毛毛变其 寸伤边头形他
备注
08:00~09:00
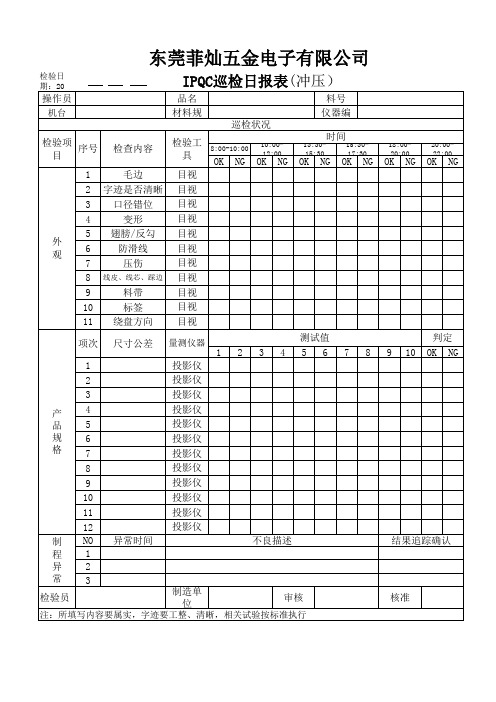
IPQC巡检日报表(冲压)
3 口径错位 目视
4
变形
目视
5 翅膀/反勾 目视
外 观
6
防滑线
目视
7
压伤
目视
8 线皮、线芯、踩边 目视
9
料带
目视
10
标签
目视
11 绕盘方向 目视
项次 尺寸公差 量测仪器
测试值
12345678
1
投影仪
2
投影仪
3
投影仪
产
4
品5
规6
格
7
投影仪 投影仪 投影仪 投影仪
8
投影仪
9
投影仪
10
投影仪
11
投影仪
12
东莞菲灿五金电子有限公司
检验日 期:20
操作员
机台
检验项 目
序号
1
检查内容 毛边
IPQC巡检日报表(冲压)
品名 材料规
巡检状况
检验工 具
目视
8:00-10:00
OK NG
10:0012:00
OK NG
料号 仪器编
时间
13:30-
15:30-
15:30
17:30
OK NG OK NG
2 字迹是否清晰 目视
投影仪
ห้องสมุดไป่ตู้
制 NO 异常时间
不良描述
程1
异2
常3
检验员
制造单 位
审核
注:所填写内容要属实,字迹要工整、清晰,相关试验按标准执行
18:00-
20:00-
20:00
22:00
OK NG OK NG
判定 9 10 OK NG
结果追踪确认 核准
冲压、焊接品质日报表

焊接品质日报
日期
生产线
车型
பைடு நூலகம்件号
件名 踏板总成 门槛板总成 门槛板总成 踏板总成 轮毂包总成 轮毂包纵梁 总成
不良数
问题点描述
发现者
发现班组
操作员
责任班组
17 16 三级点P42尺寸变差大 夹具调整后,零件状态不稳定,间隙尺寸偏 小(间隙为2.5mm)
外协外购件品质日报
日期 生产线 车型 件号 件名 锁体螺母备 板 纵梁侧封板 连接板 纵梁侧封板 连接板 油箱前安装 螺母板 发动机托架 安装板 M8托架螺栓 支架 1 漏工序 不良数 1 1 1 10 5 问题点描述 漏焊螺母3颗 严重叠料 严重叠料 成型移位 变形 发现者 发现班组 外协厂家 责任班组
冲压品质日报
日期 生产线 车型 件号 件名 不良数 1 4/1 1 2 前纵梁加强 件 轮毂包 1 前纵梁内板 侧围内板 侧围内板 1 3 1 6 1/7 35 1 1 1 问题点描述 缺料(摆放不到位,报废) 缺料(报废) 孔移位变形(摆放不到位,报废) 孔移位变形(摆放不到位,报废) 成型不到位 售后反馈主定位孔毛刺过大,导致装夹困难 返修不合格(拉延破裂,报废) 叠料(成型不良,返修) 叠料(成型不良,返修) 破裂(成型不良,报废) 严重压伤(废料,报废) 破口(返修) 移位/变形(生产不流畅,调试生产,报废) 破裂(模具不良,报废) 开裂(返修) 发现者 发现班组 操作员 责任班组
原材料品质日报
日期
生产线
车型
件号
件名
不良数 1 1
问题点描述 夹渣 起皱
发现者
发现班组
操作员
责任班组
冲压工作日报表完整实用版
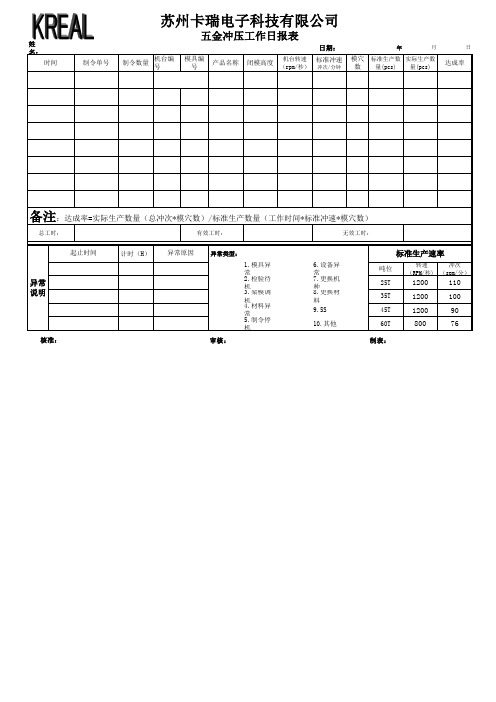
姓名:日期:年月日制令单号制令数量机台编号 模具编号产品名称闭模高度机台转速
(rpm/秒)标准冲速冲次/分钟模穴数标准生产数量(pcs)实际生产数量(pcs)达成率
计时(H)异常类型:1.模具异常 6.设备异常
吨位 转速(RPM/秒)冲次(spm/分)2.检验待机7.更换机种
25T 12001103.架模调机8.更换材料
35T 12001004.材料异常9.5S
45T 1200905.制令停机10.其他60T
80076审核:制表:总工时:标准生产速率
异常说明起止时间苏州卡瑞电子科技有限公司
五金冲压工作日报表
时间核准:无效工时:
异常原因备注:达成率=实际生产数量(总冲次*模穴数)/标准生产数量(工作时间*标准冲速*模穴数)有效工时:。
冲压首末件检验记录表
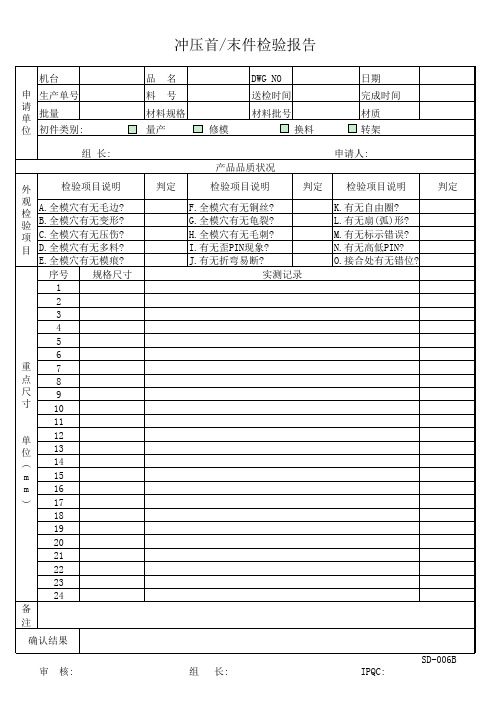
判定
组 长:
IPQC:
SD-006B
(
)
冲压首/末件检验报告
机台
申 生产单号 请 单 批量 位 初件类别:
品名 料号 材料规格 量产
修模
DWG NO 送检时间 材料批号
换料
日期 完成时间 材质 转架
组 长:
外
检验项目说明
观 检
A.全模穴有无毛边?
验 B.全模穴有无变形?
项 C.全模穴有无压伤?
目 D.全模穴有无多料?
E.全模穴有无模痕?
序号 规格尺寸
1
2
3
4
5
6
重
7
点
8
尺
9
寸 10
11
单 12 位 13
14
m
15
m 16
17
18
192021源自222324
备
注
确认结果
审 核:
产品品质状况
申请人:
判定
检验项目说明
判定 检验项目说明
F.全模穴有无铜丝? G.全模穴有无龟裂? H.全模穴有无毛刺? I.有无歪PIN现象? J.有无折弯易断?
实测记录
K.有无自由圈? L.有无扇(弧)形? M.有无标示错误? N.有无高低PIN? O.接合处有无错位?
冲压日常点检表

1
操作盘和各灯点状态确认
日 良好/不良
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
2
超负荷压力表确认
日
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
3
平衡缸气压表确认
日 4.0~6.0
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
4
离合器气压表确认
日
kg/㎠
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
5
模垫压力表确认
日
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
11
送料机 正常作动 确认
日 良好/不良
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
12
模高数显器状态确认
日 良好/不良
/
/
/
/
/
冲压自检记录表
KL/QR138-2011
冲压车间员工自检记录表
机台编号/型号: 序 计划生 产品名称 工序名称 号 产数量 1 2 3 4 5 6 7 8 9 10 11 12 备注:1.此表作为产品加工的质量依据,由加工者和巡检根据产品实际加工尺寸,外观要求共同填写;2.操作者每天下班前需在《当班加工数量》空格内填写上当天的产品加 工数量;3.要求加工者及巡检认真负责填写此表,做到尺寸记录真实、准确且及时有效,严禁敷衍了事;4.如发现各项数据记录不及时或不记录、乱记录等现象将对相应责任 人做5元/次的处罚。 检 验 项 目 检验标准 7:30 8:30 9:30 10:30 12:30 13:30 14:Байду номын сангаас0 15:30 16:30 17:30 生产者 检验员确认 生产日期: 当班生产 数量
冲压生产线日点检表
16.
送料机、整平机,加注黄油、机油,油路检查。
M
17.
冲床气路、内部油路、运动部位检查。防护装置齐全否。
M
18
作业指导书是否齐全,安全应知应会的了解运用。
M
19
点检人
备
注
说明
1:“D”为每天点检项、“W”为每周点检项、“M”为每月点检项。其中周点检、月点检油机修处理签字于对应栏中。
2:保养过程中如果出现异常,请在该项目后面画“Χ”或者对应检查项的数字;机修处理OK后在该栏画“О”;正常画“√”。
总经理:主管:领班:
冲压生产线日点检表
设备编号:设备型号:设备制令:行程:2021年月
序
号
点检日期
点检项目
周
期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Hale Waihona Puke 15161718
19
20
21
22
23
24
25
26
27
28
29
30
31
1.
冲压线润滑部位润滑脂(油)充足。(冲压油、润滑油)
D
2.
冲压线各传动机构运转正常否。
D
3.
冲床离合器、电磁阀性能良好,无异常响声。
D
10.
整平机:1开关、2感应、3延时、4整平效果,正常否。
D
11.
放料架:1螺丝是否紧固,2定位是否正常。
D
12.
排水正常否,本线“5S”是否到位。
D
13.
旋转凸轮部、同步带、防护装置齐全,是否正常。
冲压IPQC日报表填写标准
冲冲压压I I P P Q Q C C 日日报报表表填填写写标标准准1. 目的:规范壁炉冲压IPQC 日报表填写方式,使之满足检查要求。
2. 范围:适用于本公司生产壁炉取暖器冲压IPQC 日报表填写。
3. 职责:冲 压 IPQC 检 验 人 员 负 责 按 标 准 填 写。
4. 填写依据:生产制令、外贸交制单,产品BOM 表、技术工艺文件、产品涉及的相关标准。
5. 引用标准:工艺与技术要求。
6. 填写流程:依据生产指令,技术文件和指定产品的检查指引。
7. 填写标准及检验频次:(根据本公司生产的特性及类型有以下规定): 依据程序文件执行,每2H 抽查5PCS-10PCS 。
7.1 巡检合格大打 √ ,不合格以正字的笔画记录并校正。
7.2 在不良品备注栏内填写不良原因、不良数量,抽检数,及不良率和不良品返修的时间。
7.3 出现不良要有相应的重检追中单,在重检追踪单重检情况栏填写返修效果。
7.4 不良品要同时体现在当日的巡检日报表和重检追踪单中,按要求填写清楚。
8. 首件检验:依据程序文件执行,不同规格型号产品每次生产前写首件一次,直到生产结束,样品才可放回批量中流入下道工序。
8.1 不合格首件填写不合格首件表退后车间,并注明不良原因。
8.2 合格首件填写合格首件表。
9. 壁炉冲压件零部件较多,无法详细填写每只零部件首件单,因此只填写重要零部件。
9.1 重要零部件:产品尺寸公差要求较高、孔数较多、外观要求较高、易报废造成巨大损失的零部件被列为重要零部件。
10. 冲压IPQC应用表单10.1 《冲压首件检验记录表》10.2《IPQC巡检记录表》10.3. 《重检追踪单》冲压件首件检验记录表《按一下样本填写》冲压IPQC巡检记录表《按样本填写》重检追踪单《按样本填写》。
冲压日报表6612
*报废率%=报废数/投入数量 *退货率%=后工序退回/投入数量 备注事项:
统计员
生管部长
品质部长
生产部长
冲压作业日报表
工序名称:□高速冲 机台 生产订单 编号 □手工冲 产品名称 □液压 □冲焊片 班长: 计划数量 投入 工时 投入 数量 课长: 成品数 生产日期:201 不良品统计 外观 尺寸 调机 合计 不良率 年 月 标准工时 分钟/个
文件编号: 日(星期 完成工时 分钟 ) 作业员 检验员
产品规格