continuum shell 与shell element 的比较
Abaqus元素命名准则

Abaqus元素命名準則Aug 31th, 2010Kerry Huang Senior Engineer目的介紹Abaqus於結構分析常用的元素命名規則,以提供CAE工程師參考 軟體版本:– Abaqus 6.8.1Created by konadoulPage 2元素命名規則Step1: 依照元素族種類分類– Continuum Element (Solid Element)連續體元素,又稱實體元素,為通用型元素,可以模擬真實世界中絕大部分現象,元 素名稱開頭為C: C3D20 根據關注現象以及力學表現的不同,用於模擬特定結構物的行為,此類型的元素在力 學行為上已經被適度簡化,如 – 桁架元素Truss,元素名稱開頭為T: T31 – 樑元素Beam, 元素名稱開頭為B: B31 – 通用殼元素Shell, 元素名稱開頭為S: S4, S3 – 連續殼元素Continuum Shell, 元素名稱開頭為SC: SC8R– Structural Element– Inertial, Rigid, and Capacitance Element – Connector Element最常使用剛體元素,元素名稱開頭為R此2種類型的元素不須於人工於 baqus/CAE /CAE指定元素種類 Abaqus/CAE指定元素種類連接元素,用於模擬二種或多種物件之間的連接關係,常用於機構運動,元素名稱開 頭為CONNPage 3Created by konadoul元素命名規則– Special-Purpose Element用於模擬真實世界中某些物件/材料的行為,此類型元素可以大幅簡化問題的 複雜性– 彈簧元素Spring:元素名稱開頭為SPRING – 阻尼Dashpot:元素名稱開頭為DASHPOT – 膠合元素Cohesive:元素名稱開頭為COH此2種類型的元素不須於人工於 baqus/CAE /CAE指定元素種類 Abaqus/CAE指定元素種類Created by konadoulPage 4元素命名規則Step2: 依照分析問題的空間維度命名分類– 二維平面問題二維梁(如B21) 平面應力(如CPS4) 平面應變(如CPE4) 軸對稱(如CAX4)– 三維空間問題三維梁(如B31) 實體元素(如C3D20、C3D10)Created by konadoulPage 5元素命名規則Step3: 依節點數命名分類– – – 一階元素(元素邊上有二個節點):元素的邊只能呈現線性變化 二階元素(元素邊上有三個節點):元素的邊呈現二次多項式的形狀 命名規則基本上是以元素的總節點數命名線性六面體全積分元素: C3D8 二次六面體全積分元素: C3D20 線性四面體元素: C3D4 二次四面體元素: C3D10 線性殼全積分元素: S4 二次殼減積分元素: S8R– 樑元素的一階/二階元素命名略有不同三維線性樑元素: B31 三維二次樑元素: B32Created by konadoulPage 6元素命名規則Step4: 依照積分形式– 在元素的中所包含的積分點(高斯積分點)數目完全積分 – 線性完全積分元素:每個維度含2個積分點 – 二次完全積分元素:每個維度含3個積分點 減積分:減積分元素比完全積分元素在每個維度少用1個積分點,元素名稱中會有R – C3D8R、C3D20R全積分元素 減積分元素平面應力/應變元素(四邊形)、軸對稱(四邊形) 和六面體元素才能使用減積分方法一階元素CPS4CPS4R二階元素CPS8Created by konadoulCPS8RPage 7以平面應力元素為例元素命名規則Step5:非協調模式元素(Incompatible)– 用來解決一階全積分元素的剪力自鎖,使用了增强變形梯度的非協調模式,精確 度高 – 屬於一階完全積分元素 – 非協調模式元素,元素名稱中會有I – 只能用於平面應力/應變元素(四邊形)、軸對稱(四邊形)和六面體元素C3D8I CPS4I CPE4I CAX4ICreated by konadoulPage 8元素命名規則Step6:混合元素(Hybid)– 用以模擬不可壓縮材料(朴松比=0.5,如橡膠材料)或接近不可壓縮材料(朴松比 =0.475) – 所有實體元素均可套用Hybid元素,也只有實體元素可套用混合元素模式 – 此種元素只能用於Standard求解器,元素名稱中會有H – 可與減積分、非協調模式合併使用C3D8H C3D8RH C3D8IH C3D4H C3D10HCreated by konadoulPage 9元素命名規則Step7: 修正模式(Modified)– 用以解決三角形元素和四面體元素的位移/應力準確度 – 用以解決二階元素的接觸問題 – 此種模式只能用於二階四面體元素、平面應力/平面應變元素(二階三角形)和軸 對稱元素(二階三角形) – 此種模式的元素名稱中會有M – 此種模式可與混合元素共用C3D10M C3D10MH CAX6M CPS6M CPE6MCreated by konadoulPage 10實體元素線性線性//二次線性線性//二次元素形狀混合元素減積分模式修正模式。
abaqus 壳单元

Appendix 2
Shell Elements in ABAQUS/Explicit
Copyright 2005 ABAQUS, Inc.
ABAQUS/Explicit: Advanced Topics
A2.2
Overview
• Conventional Shell Elements • Continuum Shell Elements
– When large offsets (e.g., more than 10% of shell thickness) from the shell’s midsurface are necessary, it may be better to use multi-point constraints or rigid body constraints instead.
Copyright 2005 ABAQUS, Inc.
ABAQUS/Explicit: Advanced Topics
Conventional Shell Elements
Copyright 2005 ABAQUS, Inc.
ABAQUS/Explicit: Advanced Topics
A2.4
Copyright 2005 ABAQUS, Inc.
ABAQUS/Explicit: Advanced Topics
A2.8
Conventional Shell Elements
• Large-strain shell elements in ABAQUS/Explicit
– The large-strain shell elements use a Mindlin-Reissner type of flexural theory that includes transverse shear.
abaqus问答集合
1.ABAQUS的UMAT一点看法:如果本构模型复杂,应力应变关系是非线性的隐式表达,就需要进行迭代,更新应力。
这就是UMAT 的最重要的任务。
那么这样一来,在给定应变增量的情况下更新应力,就必须求解应变对应力的导数,运用迭代,如N-R迭代。
这样一来,在UMAT中就需要求解两次导数。
(DDSDDE为一次)所以比较麻烦的。
对于时间相关的本构模型来说更是麻烦。
2.使用abaqus求解螺栓和螺母接触螺纹的强度所碰到的问题1.Solver problem. Zero pivot when processing D.O.F. 1 of 49 nodes. The nodes have been identified in node set warnnodesolvprobzeropiv_1_1_1_1_1.(是什么原因造成的?)2。
The system matrix has 6276 negative eigenvalues..(是什么原因造成的?)3。
1304 nodes may have incorrect normal definitions. The nodes have been identified in node set warnnodeincorrectnormal.(这个法向量错误在模型中显示为螺母内部的接触面,但我反了一下法向量还是同样错误)4。
Program is asked to invert a singular matrix.(是什么原因造成的?)2.模型就是一个螺母和螺栓之间夹一个平板的简单模型边界条件施加如下:固定螺栓的下端,在螺栓、平板、螺母之间分别建立surface to surface接触(带摩擦),然后在螺母上施加力矩,这样来求解螺栓预紧时螺纹接触部分的应力,但总是出现上述问题,请高手分析指点,谢谢!答:检查一下两个接触面之间是不是有初始的穿透;负特征值可能是因为你的初始步长太大了,接触的问题;保证模型中的每个零件在开始时有稳定的约束,可以考虑加一些软弹簧约束住;还可以用ajust使两个接触面在一开始就起上作用。
DN25薄壁不锈钢管卡压机制研究

DN25薄壁不锈钢管卡压机制研究张建;唐文献;吴爱胜;李先启;钟飘;朱文【摘要】Light gauge stainless steel tube press-fitting method is widely used in engineering construction. Research on the press mechanism, however, has been rarely reported. In this paper, DN25 light gauge stainless steel tube is takan as an example, continuum shell element is used to simulate tube and its joint, rigid body is used to simulate pressing tool, and the result is then compared with experiments. Geometric nonlinearity,boundary nonlinearity and material nonlinearity during pressing process are considered in the simulation. Finally, effects of friction coefficient, jaw size and tube material on the press performance are studied. The results show that, the numerical results correspond well with the experimental results, and the outside deformation of U groove is larger than the inside. Friction coefficient between jaw and joint had considerable influence on the jaw resistance, reducing the coefficient can reduce the jaw resistance and increase the plastic deformation. The jaw size has little influence on the jaw resistance but the jaw resistance is sensitive to the interior size of the U groove. Increasing the jaw size can reduce the size difference between the inside plastic area and outerside plastic area of the U groove. The higher the yield strength of the tube is, the larger the jaw resistance and average springback are, which should be considered in pressing tool design.%薄壁不锈钢管卡压式连接在工程建设中应用广泛,但对卡压机制研究较少.以DN25薄壁不锈钢管为对象,采用实体壳单元模拟钢管和等径接头、刚体模拟卡钳,并考虑卡压过程中材料非线性、边界非线性和几何非线性,对钢管卡压过程进行了数值模拟和试验验证,最后研究摩擦系数、钳口卡刃宽度和钢管材料对钢管卡压性能的影响.结果表明,计算结果和试验结果具有良好的一致性,U形槽外侧变形量高于内侧;钳口阻力受钳口-接头摩擦系数影响较大,减小该摩擦系数较有利于减小最大阻力矩和增加管件塑性变形;钳口阻力变化受卡刃宽度影响很小,但U形槽内侧对卡刃宽度变化比较敏感,增加钳口卡刃宽度有利于减小U形槽内、外侧塑性变形区域的最终尺寸差异;钢管屈服强度越高,钳口所受的阻力和管材平均回弹量越大,进行卡压工具设计时需考虑材料的差异.【期刊名称】《江苏科技大学学报(自然科学版)》【年(卷),期】2013(027)001【总页数】5页(P43-47)【关键词】不锈钢管;卡压式连接;卡压机制;数值模拟【作者】张建;唐文献;吴爱胜;李先启;钟飘;朱文【作者单位】江苏科技大学机电与汽车学院,江苏张家港215600【正文语种】中文【中图分类】TG37;TU81薄壁不锈钢管是近年来发展的、高档次的新颖建材,广泛用于建筑给水、热水和饮用净水工程,具有重量轻、力学性能好、使用寿命长、摩阻系数小、不易产生二次污染等优点且综合成本合理[1].早在1995年,德国标准DVGW W534就规范了不锈钢管件连接技术[2],之后日本也公布了有关供水管道用不锈钢管接头的标准[3].我国在2003年颁布了不锈钢卡压式管件组件标准GB/T 19288,包含卡压式管件、连接用薄壁不锈钢管和橡胶O形密封圈3部分内容,并在2011对该标准前两部分进行修订[4-6].随着我国分质供水等绿色环保工程的迅速发展,建筑给水工程对薄壁不锈钢水管的需求日益增加.卡压式不锈钢管连接技术是用专用卡压钳压紧使管、管件受到径向力而达到密封和紧固的一种连接技术,它的连接处外部管子、内部橡胶圈均压接形成六边形.与传统的焊接方式相比, 薄壁不锈钢管卡压式连接有以下特点:连接安全可靠、施工便利快捷密封性好、大量节省管材、适合嵌入式安装、免维护和免更新, 鉴于这些明显的优势, 薄壁不锈钢管道卡压式连接方法在工程建设中得到推广使用.美国艾默生公司一直致力于卡压工具设计和研发,早在2003年,该公司就完成了7种薄壁不锈钢管卡压钳口、相应的卡钳以及卡紧装置和方法的研发[7-8],次年突破了两段式钳口成型方法[9-10],2009年又研制出了活动式卡钳[11],目前生产了一系列具有自主知识产权的卡压工具在行业内占据垄断地位.国内在这方面起步较晚,很多企业开始关注卡压工具的研发和销售,深圳雅昌管业有限公司开发了双挤压工具钳口[12],即一种多瓣环抱式双挤压钳口;浙江正康实业有限公司也开发了手动卡压工具[13],但是这些企业大都模仿或直接代理国外产品,自己生产的卡压工具结构笨重、可靠性和耐久性较差,且缺少自主知识产权.为了打破国外企业技术垄断,开发出具有自主知识产权的卡压工具,不锈钢钢管卡压机制研究刻不容缓.有关钢材成型工艺参数、质量控制、误差、材料性能等方面的研究很多,文献[14]提出了管线钢管JCO 精确弯曲成形工艺,使得管坯成形角监测误差在0.2°以内,可控制成形管坯的椭圆度在1.5%以内, 减小了成形管坯的椭圆度, 改变了成形管坯的椭圆度控制依赖于操作者经验的现状.针对高强度钢板成形中冲压质量不稳定特性,文献[15]提出了基于支持向量机和重要度抽样的板料成形工艺稳健设计方法.通过微观组织观察,力学性能和XRD 宏观织构测试,文献[16]从冷轧过程中晶粒转动差异上来分析冷轧压下率对Nb+Ti-IF钢织构和成形性能的影响.文献[17]提出了零件整体最大扭曲量的概念,可为预测与减少复杂零件拉深成形扭曲回弹控制提供有益的指导.文献[18]从拉伸试验、化学分析和微观晶像角度研究了金属冷成型过程中屈服应力、微量合金单元数量、应变硬化系数、晶粒尺寸和分布等重要参数,为弯曲、拉拔等冷成型工艺设计提供指导.文献[19]基于有限元模型对不锈钢管挤压成型进行了灵敏度分析,得出对挤压力影响最大的工艺参数.然而,关于不锈钢钢管卡压机制方面的研究鲜见报道.文中以DN25薄壁不锈钢管为对象,首先基于现有卡压工具对其进行卡压试验分析,然后建立该不锈钢管卡压有限元模型并进行卡压过程数值模拟和试验验证,最后考察摩擦系数、钳口卡刃宽度和钢管材料对钢管卡压性能的影响,为卡压工具设计和仿真计算提供指导.1 薄壁不锈钢管卡压试验首先对薄壁不锈钢管进行了试验研究,介绍了相关试验方法和流程[20].待试验对象为Ⅱ系列外径为28.6 mm、壁厚为1 mm、长度约为80 mm的钢管1根以及DN25的S型Ⅱ系列等径接头连接1个,钢管和等径接头的材料均为06Cr19Ni10,该材料的弹性模量为206 GPa,泊松比为0.3,屈服强度为210 MPa,抗拉强度为520 MPa,硬度在200 HB左右;采用如图1所示的卡压工具(张家港市创基机械设备制造有限公司产品),主要包括DN25的正六边形钳口、卡钳(钳臂、形板、滚轮、滚轮柱)以及卡压工具本体和动力系统组成,其中卡钳和钳口的材料均为40Cr,经淬火处理后硬度为50HRC左右.试验时,按照GB/T 19228要求将管子插入等径接头连接中(为了与仿真模型一致,没有在接头U形槽内装橡胶密封圈),如图1b)所示,将卡压工具钳口凹槽与管件环形凸部紧密贴合,钳口应与管子轴心呈垂直状,卡压工具应卡压至左右两钳口贴合,按下开关,完成卡压连接,整个过程比较缓慢,在大约10 s左右.具体详细过程参见文献[21].由工具动力系统所显示的电流值可直接算出滚轮柱的最大推力为25 kN,再由卡钳、钳口尺寸和相对位置换算出钳口绕销1的转矩为949.23 N·m.使用游标卡尺测得等径接头U形槽内侧正六边形对边平均距离为28.1 mm、外侧为28 mm,而钳口正六边形对边平均距离为27.5 mm,说明分别存在0.6,0.5 mm的平均回弹量.a)卡钳和钳口结构示意图b)卡压试验现场图1 不锈钢管卡压试验Fig.1 Press connection experiments of stainless steel tube2 薄壁不锈钢管卡压数值模型在建立不锈钢管卡压过程数值模型时,需要充分考虑钢材塑性变形引起的材料非线性、钳口-等径接头、等径接头-钢管之间相互作用引起的边界非线性以及钳口转动和管材移动引起的几何非线性,只有充分考虑这些因素数值计算才有效可靠.由于不锈钢管卡压模型是对称结构,故建立1/2模型,在对称面上施加对称约束,所建立的卡压数值模型如图2所示,包含8 458个单元、9 273个节点.钢管和等径接头采用六面体实体壳单元模拟,既可以考虑真实的接触情况,又能够保证较高的计算精度;由于钳口的硬度远高于钢管,故把钳口简化为刚体模型,采用四面体单元离散钳口,刚体参考点为销1的中心;为了简化计算,模型中没有考虑密封圈;钳口-等径接头、等径接头-钢管之间的摩擦系数分别定义为0.05,0.35;在刚体参考点上施加沿钢管轴线方向5°的角位移,并约束其它5个自由;由于在卡压过程中,接头和钢管会发生塑性变形,故将其本构关系定义为基于Von Mises屈服准则的各向同性硬化弹塑性模型;由于卡压过程比较缓慢,故采用静态隐式算法(Newton Raphson method)求解系统刚度方程,卡压过程计算结束之后,去除钳口-等径接头之间的接触定义,进行下一步回弹求解.文中采用商业软件HyperWorks中的HypeMesh部分进行前处理工作、采用商业软件ABAQUS进行求解计算和后处理工作.图2 不锈钢管卡压模型Fig.2 Model of stainless steel tube press connection 3 仿真与实验结果分析计算出的U形槽内、外侧正六边形对边平均距离为28.05,27.94 mm,与试验吻合良好,由于卡压过程中U形槽内、外侧结构的差异,试验和计算都显示了U形槽外侧变形比内侧大;钳口所受的阻力随着其转角增大而增加,在卡压结束时,计算出钳口所受的最大阻力矩为950.729 N·m,与试验相差0.16%,图3为卡压之后钢管的变形结果比较,可见,计算结果和试验结果基本一致,证明所建立的模型是正确的.a)试验结果b)计算结果图3 管件变形结果比较Fig.3 Comparison between experimental and numerical results图4为经卡压和回弹分析后管件的最终位移和等效塑性应变分布,其中,1,2,3分别为钢管、接头、管件整体计算结果,管件整体3下侧靠近T形板销.a) 位移b) 等效塑性应变图4 卡压和回弹分析后钢管、接头结果Fig.4 Final results of tube and joint可见,U形槽外侧管件位移较大,且离T形板销较远的一侧,钢管和接头位移较大;等径接头在U形槽内侧等效塑性应变比外侧大,而钢管与等径接头相反;上述结论与卡压管件U形槽内、外侧结构的差异和钳口运动轨迹密切相关,与实际情况一致.3.1 摩擦系数对钢管卡压性能的影响为了研究摩擦系数对钳口所受的最大阻力矩Mmax,U形槽内、外侧正六边形对边平均距离L1,L2等钢管卡压性能的影响,在原模型中把钳口和接头摩擦系数f1分别调整为0.05,0.1;不锈钢之间的摩擦系数在0.3~0.4之间,故在原始模型上把接头-钢管摩擦系数f2分别调整为0.3,0.4.表1为变动f1,f2后钢管卡压性能计算结果与原模型比较:随着f1增大,Mmax和L2增大,而L1先增加之后基本保持不变,可见减小f1可以同时降低钳口阻力和增加管件塑性变形;随着f2增大,Mmax和L1增大,而L2减小;最大阻力矩Mmax对f1的灵敏度约是Mmax对f2的5倍,主要由于钳口与接头之间的剪切作用是产生钳口阻力的重要因素,说明减小该摩擦系数较有利于减小最大阻力矩,设计出轻巧的卡压工具,进而要求与等径接头接触的钳口表面具有较高的加工质量.表1 摩擦系数与钢管卡压性能的关系Table 1 Effects of coefficients on the press performancesf1f2L1/mmL2/mmMmax/(N·m) 0.050.328.05427.930 6940.876 0.050.3528.049 427.935 6950.729 0.050.428.044 427.941 4959.103 0.010.3528.040 427.918910.874 0.10.3528.057 827.934 2992.396 3.2 钳口卡刃宽度对钢管卡压性能的影响钳口上用来卡压管材的六边形卡刃宽度决定了管材塑性变形区域的宽度,进而对后续的拉拔试验、耐压试验、水压震动试验、耐压试验等型式检验有着重要影响,为此,在原模型基础上把卡刃宽度分别增加和减小0.5 mm,研究这些变化对钢管卡压性能的影响.卡刃宽度分别为1.7,2.2(原模型),2.7 mm时,计算出的Mmax分别为923.214,950.729,965.725 N·m,L1分别为27.930,27.936,27.921 mm,L2分别为28.127,28.049,28.014 mm.可见,卡刃宽度越宽,钳口所受的阻力越大,管材平均回弹量越小;但Mmax变化不大,最大Mmax比最小Mmax高出仅4.61%,U形槽内、外侧正六边形的回弹量分别相差18.06%和1.96%,说明U形槽内侧对卡刃宽度变化比较敏感,增加钳口卡刃宽度有利于消除U形槽内、外侧塑性变形区域的最终尺寸差异.3.3 钢管材料卡压性能的影响国标规定不锈钢钢管的材料主要有5种,其中2种材料的屈服强度(Rp0.2)和抗拉强度(Rm)一样,故仅研究3种材料对卡压性能的影响,即022Cr19Ni10(Rp0.2和Rm 分别为180和480 MPa)、06Cr19Ni10和019 Cr19Mo2NbTi(Rp0.2和Rm分别为240和410 MPa).假设弹性模量不变,定义不同的Rp0.2和Rm,3中材料计算出的Mmax分别为837.066,950.729,1 032.77 N·m,L1分别为27.906,27.936,27.936,27.956 mm,L2分别为28.000,28.049,28.085 mm.可见,材料的屈服强度越高,钳口所受的阻力和管材平均回弹量越大,最大Mmax比最小Mmax高出23.38%,U形槽内、外侧正六边形的平均回弹量也分别相差16.9%和12.2%,因此,在进行卡压工具动力系统和钳口结构设计时,应充分考虑这些差异;由于在卡压过程中,3种材料的管材的最大等效应力在280 MPa以内,故抗拉强度对卡压性能没有影响.4 结论1) 不锈钢管卡压数值计算结果和试验结果具有良好一致性.f1增大,Mmax 和L2增大,而L1先增加之后基本保持不变;f2增大,Mmax和L1增大,而L2减小;Mmax 对f1的灵敏度约是Mmax对f2的5倍.2) 卡刃宽度越宽,钳口所受的阻力越大,管材平均回弹量越小;但Mmax变化不大,最大Mmax比最小Mmax高出仅4.61%,U形槽内、外侧正六边形的回弹量分别相差18.06%和1.96%,增加钳口卡刃宽度有利于改善卡压性能.3) 材料屈服强度越高,钳口所受的阻力和管材平均回弹量越大,最大Mmax比最小Mmax高出23.38%,U形槽内、外侧正六边形的平均回弹量也分别相差16.9%和12.2%,所设计的卡压工具需考虑所有材料的钢管.参考文献(References)[1] 中国建筑设计研究院,江苏金羊集团有限公司.CECS153: 2003建筑给水薄壁不锈钢管管道工程技术规程[S].[S.l.]:中国工程建设标准化协会,2003:3-12. [2] DVGW.DVGW W53: 1995, Technical regulations for drinking water installations[S].Germany:DVGW,1995:1-16.[3] JIS.JWWA G116: 2003, 水道用ステンレス鋼管継手[S].Japan:JIS,2003:5-27.[4] 全国管路附件标准化技术委员会.GB/T19228.1-2011不锈钢卡压式管件组件第1部分: 卡压式管件[S].北京:中国标准出版社,2011:3-19.[5] 全国管路附件标准化技术委员会.GB/T19228.2-2011不锈钢卡压式管件组件第2部分: 连接用薄壁不锈钢管[S].北京:中国标准出版社,2011:2-10.[6] 全国管路附件标准化技术委员会.GB/T19228.3-2003不锈钢卡压式管件用橡胶O形密封圈[S].北京:中国标准出版社,2003:2-5.[7] Emerson Electric Co.Crimping apparatus:United States, US0230132A1[P].2003.[8] Emerson Electric Co.Method and apparatus for assuring or determining appropriate closure of a crimp assembly:United States, US0230131A1[P].2003.[9] Emerson Electric Co.Method for connecting workpieces by cold forming:United States, US 6729009B2[P].2004.[10] Emerson Electric Co.Press tool for connecting workpieces by cold forming:United States, US 6694586B1[P].2004.[11] Emerson Electric Co.Jaw set and jaw set system with hinged jaw arms for use in a pressing tool:United States, US 0293577A1[P].2009.[12] 陈卫东.不锈钢双挤压接口建筑水管的应用[J].给水排水动态, 2009, 10: 37-39. Chen Weidong.The application of stainless steel double extrusion interface architecture pipe[J].Water & Wastewater Information,2009,10;37-39.(in Chinese)[13] 李远辉.浅谈薄壁不锈钢的连接技术[J].科技资讯, 2011, 21: 112.Li Yuanhui.Brief introduction of light gauge stainless steel connection technology[J].Science & Technology Information, 2011,21:112.(in Chinese)[14] 李建, 赵军, 马瑞.管线钢管JCO精确弯曲成形技术[J].光学精密工程,2010,18(3): 638-644.Li Jian, Zhao Jun, Ma Rui.Precise bending pipeline steel pipes with JCO forming[J].Optics and Precision Engineering,2010,18(3):638-644.(in Chinese) [15] 汤禹成, 陈军.基于支持向量机和重要度抽样的高强度钢板冲压成形工艺稳健设计[J].材料科学与工艺,2010, 18(5): 735-740.Tang Yucheng, Chen Jun.Robust design of high strength steel sheet metal forming process based on support vector machine and adaptive importance sampling[J].Materials Science and Technology,2010,18(5):735-740.(in Chinese)[16] 朱帅, 康永林, 王川, 等.冷轧压下率对Nb+Ti-IF钢织构及成形性的影响[J].材料热处理学报,2011, 32(3): 107-110.Zhu Shuai, Kang Yonglin, Wang Chuan,et al.Effect of cold rolling reduction on texture and forming property of Nb+Ti-IF steel[J].Transactions of Materials and Heat Treatment,2011,32(3):107-110.(in Chinese)[17] 郭超群, 陈军, 陈劼实, 等.超高强度钢薄板扭曲回弹特性的数值模拟与试验分析[J].上海交通大学学报, 2010, 44(4): 468-472.Guo Chaoqun,Chen Jun,Chen Jieshi,et al.Numerical simulation and experimental validation of distortional springback of advanced high-strength steel sheet metal forming[J].Journal of Shanghai Jiaotong University,2010,44(4):468-472.(in Chinese)[18] Gonzalez R, Garcia J 0, Barb M A, et al.Ultrafine grained hsla steels for cold forming[J].Journal of Rion and Steel Research, International, 2010,17(10): 50-56.[19] Hansson S, Jansson T.Sensitivity analysis of a finite element model for the simulation of stainless steel tube extrusion[J].Journal of Materials Processing Technology, 2010, 210(10): 1386-1396.[20] 张建,唐文献,马宝,等.某轿车白车身试验模态分析[J].江苏科技大学学报:自然科学版,2012,26(2):146-147.Zhang Jian, Tang Wenxian, Mao Bao, et al.Experiment modal analysis of a body-in-white car [J].Journal of Jiangsu University of Science and Technology: Natural Science Edition,2012,26(2):146-147.(in Chinese) [21] 陈本霖.浅析双卡压式薄壁不锈钢给水管道施工技术[J].福建建材, 2011,123(4): 73-74.Chen Benlin.Brief introduction of double groove type light gauge stainless water supply pipeline construction technology[J].Fujian Building Materials,2011,123(4):73-74.(in Chinese)。
Abaqus基础教程

2003, ABAQUS软件公司北京办事处.
ABAQUS/Standard 基础教程
A1.4
Elements in ABAQUS
• ABAQUS单元库中提供广泛的单元类型,适应不同的结构和几何特征 The wide range of elements in the ABAQUS element library provides flexibility in modeling different geometries and structures. – Each element can be characterized by considering the following: 单元特性: • Family 单元类型
2003, ABAQUS软件公司北京代表处.
ABAQUS/Standard 基础教程
A1.11
Elements in ABAQUS
• Element naming conventions: examples 单元命名约定
B21: Beam, 2-D, 1st-order interpolation S8RT: Shell, 8-node, Reduced integration, Temperature
• Contact 接触
• Incompressible Materials 不可压缩材料 • Mesh Generation 网格生成
• Solid Element Selection Summary
2003, ABAQUS软件公司北京代表处.
ABAQUS/Standard 基础教程
Elements in ABAQUS
A1.8
Elements in ABAQUS
•公式 Formulation
CAE软件操作小百科(53)
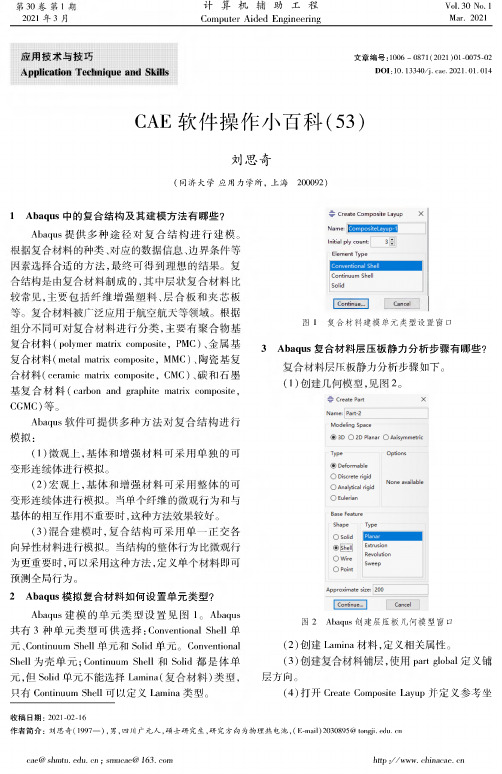
Vol. 30 No. 1Mor. 202130 120213计算机 助工程 Computer Aided Engineefng应用技术与技巧Application Technique and Skills文章编号:1006 -0871 (2021)01-0075-02DOI : 10.13340/j. coe. 2021.01.014CAE 软件操作小百科(53)刘思奇(同济大学应用力学所,上海 200092)1 Abaqus 中的复合结构及其建模方法有哪些?Abaqus 提供多种途径对复合结构进行建模。
种类、 数 、边选择合适的方法,最终可得想 。
复制成的, 层较 ,主要 维增强、层 和;板)于。
根据可进行 , 主要复合材料(polymer matria composite , PMC )(金属基复合材料(metal matria composite , MMC )(陶瓷基复合材料(ceramic matria composite , CMC )、碳和石墨基复合材料! carbon and gyphite matria composite , CGMC )等。
Abaqus 可 供 种 方进 行模拟:(1), 和增强材料可采用单独的可变形连 进行模拟。
(2) 宏 , 和强 可采可变形连 进行模拟。
当单 维行为和与基体的相互作重要时,这种方 较好。
(3)时,可采用单一各向异 进行模拟。
当行为 行为更重要时,可以采用这种方法,定义单即可预测全局行为。
2 Abaqus 模拟复合材料如何设置单元类型?Abaqus 建模的单元类型设置见图1。
Abaqus共有3种单元类型可供选择:Conventional Shell 单兀、Contduum Shell 单兀和 Solid 单兀)ConventionalShell 为壳单元;Continuum Shell 和Solid 都是体单元,但Solid 单元不能选择Lamina ( ) ,只有Continuum Shell 可以定义Lamina 类型)Name:令 Create Composite Layup| Ccmti 门|Cancel 图1复合材料建模单元类型设置窗口Element TypeInitial ply count:3 Abaqus 复合材料层压板静力分析步骤有哪些?层压板静力分析步骤如下。
Shell字符串比较相等、不相等方法小结

Shell字符串⽐较相等、不相等⽅法⼩结#!/bin/sh#测试各种字符串⽐较操作。
#shell中对变量的值添加单引号,爽引号和不添加的区别:对类型来说是⽆关的,即不是添加了引号就变成了字符串类型,#单引号不对相关量进⾏替换,如不对$符号解释成变量引⽤,从⽽⽤对应变量的值替代,双引号则会进⾏替代#author:tenfyguoA="$1"B="$2"echo"输⼊的原始值:A=$A,B=$B"#判断字符串是否相等if [ "$A" = "$B" ];thenecho"[ = ]"fi#判断字符串是否相等,与上⾯的=等价if [ "$A" == "$B" ];thenecho"[ == ]"fi#注意:==的功能在[[]]和[]中的⾏为是不同的,如下#如果$a以”a”开头(模式匹配)那么将为trueif [[ "$A" == a* ]];thenecho"[[ ==a* ]]"fi#如果$a等于a*(字符匹配),那么结果为trueif [[ "$A" == "a*" ]];thenecho"==/"a*/""fi#File globbing(通配) 和word splitting将会发⽣, 此时的a*会⾃动匹配到对应的当前以a开头的⽂件#如在当前的⽬录中有个⽂件:add_crontab.sh,则下⾯会输出ok#if [ "add_crontab.sh" == a* ];then#echo"ok"#fiif [ "$A" == a* ];thenecho"[ ==a* ]"fi#如果$a等于a*(字符匹配),那么结果为trueif [ "$A" == "a*" ];thenecho"==/"a*/""fi#字符串不相等if [ "$A" != "$B" ];thenecho"[ != ]"fi#字符串不相等if [[ "$A" != "$B" ]];thenecho"[[ != ]]"fi#字符串不为空,长度不为0if [ -n "$A" ];thenecho"[ -n ]"fi#字符串为空.就是长度为0.if [ -z "$A" ];thenecho"[ -z ]"fi#需要转义<,否则认为是⼀个重定向符号if [ $A /< $B ];thenecho"[ < ]"fiif [[ $A < $B ]];thenecho"[[ < ]]"fi#需要转义>,否则认为是⼀个重定向符号if [ $A /> $B ];thenecho"[ > ]"fiif [[ $A > $B ]];then echo"[[ > ]]"fi。
本人学习abaqus五年的经验总结,让你比做例子快十倍
第二章 ABAQUS 基本使用方法[2](pp15)快捷键:Ctrl+Alt+左键来缩放模型;Ctrl+Alt+中键来平移模型;Ctrl+Alt+右键来旋转模型。
②(pp16)ABAQUS/CAE 不会自动保存模型数据,用户应当每隔一段时间自己保存模型以避免意外丢失。
[3](pp17)平面应力问题的截面属性类型是Solid(实心体)而不是Shell(壳)。
ABAQUS/CAE 推荐的建模方法是把整个数值模型(如材料、边界条件、载荷等)都直接定义在几何模型上。
载荷类型Pressure 的含义是单位面积上的力,正值表示压力,负值表示拉力。
[4](pp22)对于应力集中问题,使用二次单元可以提高应力结果的精度。
[5](pp23)Dismiss 和Cancel 按钮的作用都是关闭当前对话框,其区别在于:前者出现在包含只读数据的对话框中;后者出现在允许作出修改的对话框中,点击Cancel 按钮可关闭对话框,而不保存所修改的内容。
[6](pp26)每个模型中只能有一个装配件,它是由一个或多个实体组成的,所谓的“实体”(instance)是部件(part)在装配件中的一种映射,一个部件可以对应多个实体。
材料和截面属性定义在部件上,相互作用(interaction)、边界条件、载荷等定义在实体上,网格可以定义在部件上或实体上,对求解过程和输出结果的控制参数定义在整个模型上。
[7](pp26) ABAQUS/CAE 中的部件有两种:几何部件(native part)和网格部件(orphan mesh part)。
创建几何部件有两种方法:(1)使用Part 功能模块中的拉伸、旋转、扫掠、倒角和放样等特征来直接创建几何部件。
(2)导入已有的CAD 模型文件,方法是:点击主菜单File→Import→Part。
网格部件不包含特征,只包含节点、单元、面、集合的信息。
创建网格部件有三种方法:(1)导入ODB 文件中的网格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Abaqus 6.9‐EF 中continuum shell 與shell element 的比較
Abaqus 6.9‐EF 在shell element 後處理顯示上有了新增的功能,就是能夠顯示在section 定義時的厚度,如同以往在beam element 的功能,幫助在後處理圖形顯示上能有更直覺、忠實呈現原始模型的效果,厚度呈現也可透過比例因子來做縮放。
在此以例子示範,100mm x 20mm x 1mm 的懸臂樑薄板在表面受1KPa 的壓力,分別以continuum shell
及shell element 做兩個model 以示區別。
兩者section 的category 皆指定為shell ,但continuum shell 在create part 時的shape 為solid ,shell element 則為shell ,此為差異所在;將厚度輸入為1 mm ,積分點若使用高斯積分法預設為5點,有塑性變化時,可增加數量以求準確性。
一般continuum shell 與shell element 分析的問題以bending 為主,因此在後處理輸出預設為兩外側面積分點,但也可依需求輸出其餘的截面點,可依下列步驟作改變:
i 、 step 模組中,edit field output request
ii 、 use default 為預設輸出,選specify ,輸入欲
輸出的截面點編號(編號順序為依負法線方向編號增加)。
iii 、 將其餘邊界條件等設定好,mesh 之後求
解。
continuum shell shell element
a.在visualization模組中,從主選單View/ODB Display Options勾選Render shell thickness來顯
示shell element厚度的輸出,由Scale factor調整顯示的比例。
由左至右依序為shell element預設顯示、勾選render shell thickness後顯示、scale factor為
5倍顯示。
b.到visualization模組,主選單result/section points,選擇bottom或top,則可分別在下方的
bottom location或top location選擇積分點位置做輸出
選擇第4層輸出,最大應
力約為第5層值的一半 shell element
c. 選擇top and bottom ,可以兩面輸出不同位置結果,下圖由左到右為top 輸出第4層,bottom
輸出第5層結果
a. Continuum shell 輸出為envelope 時,可在criteria 選擇輸出最大值或最小值。
b. 選擇bottom 或top ,則可分別在下方的bottom location 或top location 選擇積分點位置做輸出,與shell element 不同的是可顯示位置變化。
c. 選擇top and bottom ,可以輸出兩面不同位置結果,下圖為top 輸出第1層,bottom 輸出第4層結果。
continuum shell。