FANUC机器人实验指导书
FANUC机器人操作说明书

—-可编辑修改,可打印——别找了你想要的都有!精品教育资料——全册教案,,试卷,教学课件,教学设计等一站式服务——全力满足教学需求,真实规划教学环节最新全面教学资源,打造完美教学模式上海奥特博格汽车工程有限公司目录第一章:设备指示灯、按钮开关说明 (5)1.1:PLC从站控制柜指示灯、按钮开关 (5)1.2:PLC从站三色灯状态 (6)1.3:机器人控制柜指示灯、按钮开关 (7)1.4:机器人示教器按钮开关 (8)1.5:水汽面板按钮开关介绍 (19)1.6:机器人示教器状态栏介绍 (11)1.7: 机器人控制柜及从站箱介绍 (12)第二章:系统自动操作说明 (15)2.1:系统启动步骤 (15)2.2:系统自动运行条件 (17)2.3:系统自动运行步骤 (18)第三章:机器人在焊接时被中断后的再启动 (18)3.1:系统急停后的再启动步骤 (18)3.2:停止后的再启动步骤 (19)3.3:安全门被打开后的再启动 (19)第四章:系统作业程序 (20)4.1:主程序 (20)4.2:子程序 (20)第五章:安全操作规范 (22)第六章:系统通讯 (20)附表: (23)机器人信号表 (23)前言第一章设备指示灯、按钮开关说明在使用以下所述设备上的按钮、开关时,必须要明白这些按钮、开关的使用方法及作用。
以免造成设备的损坏!1.1、PLC从站控制柜指示灯、按钮开关:AIR OK(气压正常指示灯):机器人检测气压正常则此指示灯常亮FLOW OK(水流正常指示灯):机器人检测水流正常则此指示灯常亮Timer Alarm(焊机报警指示灯):机器人检测焊机有无报警,有则此指示灯亮START(机器人启动):机器人启动(手动)按钮。
在自动运行下,请勿操作此按钮启动FAULT/HOLD(故障/暂停按钮):机器人暂停按钮,按下此按钮后,机器人减速停止,指示灯亮1.2、PLC从站三色灯状态:1.3、机器人控制柜指示灯、按钮开关:1、手/自动模式开关:此开关共有三个档位-AUTO挡为自动模式、T1为手动慢速模式、T2为手动全速模式2、FAULT RESET(报警复位):在机器人控制柜出现报警情况下,操作此按钮消除报警3、CYCLE START(循环启动):机器人在进入运行状态时,此按钮灯常亮4、FAULT(异常报警):机器人出现故障时此指示灯常亮5、POWER(电力接通):机器人控制柜接通电源并正确启动后,此指示灯常亮6、EMERGENCY STOP(紧急停止):按下此按钮后,机器人立即停止,此时FAULT灯亮。
fanuc机器人调试标准化作业指导书水印版
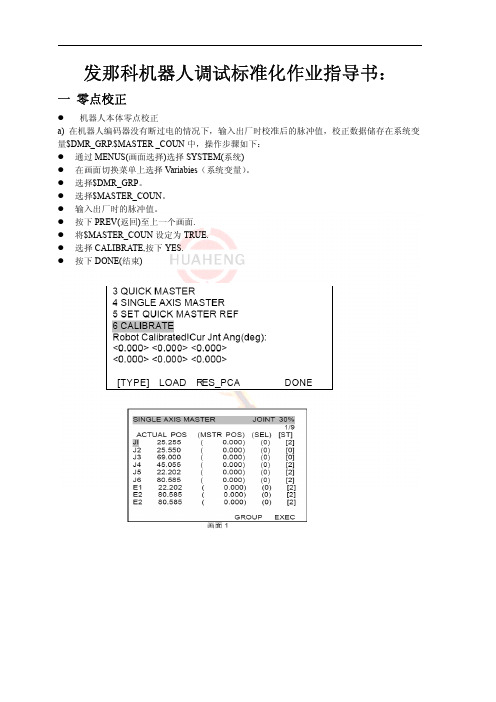
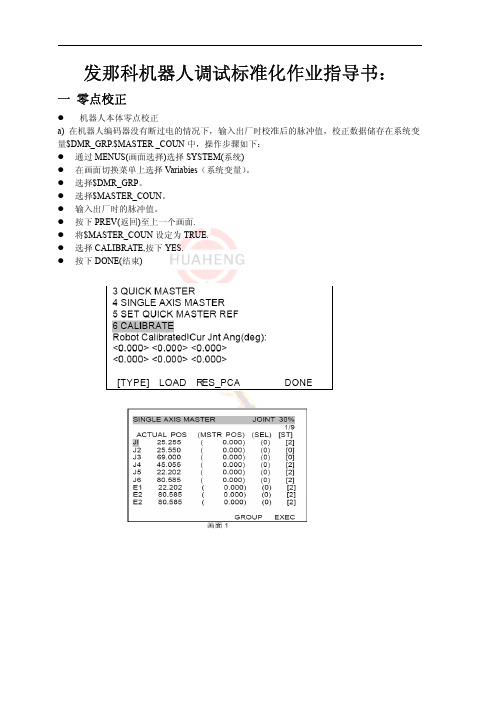
b)编码器断过电的情况下(如电池耗尽,编码器线断开) ,操作步骤如下。 � � � � � � � � � � � � 通过 MENUS(画面选择)选择 SYSTEM(系统)。 将$MASTER_ENB 等于 1 或者 2。. 按下[TYPE]。 选择 Master/Ca1。 选择 SINGLE AXIS MASTER 见图(画面 1) 在 JOG 方式下将机器人移动到零点位置。 将需要校正的那一个轴的(SEL)改为 1. 见图(画面 2) 按下 EXEC(执行)见图(画面 3) 按下 PREV(返回)至上一个画面。 选择 CALIBRATE,按下 YES. 按下 DONE(结束)
J P[1] 40% FINE ; J P[2] 50% FINE ; CALL CLEAN ; Search J P[4] 40% FINE ; J P[5]40% FINE ; Search Start [1] PR[1] ; J P[3] 20% FINE ; L P[71] 10mm/min FINE (X); J P[8] 40% FINE ; J P[9] 20% FINE ; L P[71] 10mm/min FINE (Y); Search End ; J P[12] 40% FINE ; J P[13] 40% FINE ; Search Start [1] PR[2] ; J P[14] 20% FINE ; L P[71] 10mm/min FINE (X) ; J P[17] 20% FINE ; L P[71] 10mm/min FINE (Y) ; Search End ; J P[20] 40% FINE ; J P[21] 40% FINE ; Search Start [1] PR[3] ; J P[24] 20% FINE ; L P[71] 10mm/min FINE (X) ; J P[26] 20% FINE ; L P[71] 10mm/min FINE (Y) ;
FANUC机器人操作说明书

上海奥特专格汽车工程有限公司之阳早格格创做目录第一章:设备指示灯、按钮开关证明 (5)1.1:PLC从站统制柜指示灯、按钮开关 (5)1.2:PLC从站三色灯状态 (6)1.3:呆板人统制柜指示灯、按钮开关 (7)1.4:呆板人示教器按钮开关 (8)1.5:火汽里板按钮开关介绍 (19)1.6:呆板人示教器状态栏介绍 (11)1.7: 呆板人统制柜及从站箱介绍 (12)第二章:系统自动支配证明 (15)2.1:系统开用步调 (15)2.2:系统自动运止条件 (17)2.3:系统自动运止步调 (18)第三章:呆板人正在焊接时被中断后的再开用 (18)3.1:系统慢停后的再开用步调 (18)3.2:停止后的再开用步调 (19)3.3:仄安门被挨开后的再开用 (19)第四章:系统做业步调 (20)4.1:主步调 (20)4.2:子步调 (20)第五章:仄安支配典型 (22)第六章:系统通讯 (20)附表: (23)呆板人旗号表 (23)序止第一章设备指示灯、按钮开关证明正在使用以下所述设备上的按钮、开关时,必须要明黑那些按钮、开关的使用要领及效率.免得制成设备的益坏!1.1、PLC从站统制柜指示灯、按钮开关:AIR OK(气压仄常指示灯):呆板人检测气压仄常则此指示灯常明FLOW OK(火流仄常指示灯):呆板人检测火流仄常则此指示灯常明Timer Alarm(焊机报警指示灯):呆板人检测焊机有无报警,有则此指示灯明START(呆板人开用):呆板人开用(脚动)按钮.正在自动运止下,请勿支配此按钮开用FAULT/HOLD(障碍/久停按钮):呆板人久停按钮,按下此按钮后,呆板人减速停止,指示灯明1.2、PLC从站三色灯状态:1.3、呆板人统制柜指示灯、按钮开关:1、脚/自动模式开关:此开关公有三个档位-AUTO挡为自动模式、T1为脚动缓速模式、T2为脚动齐速模式2、FAULT RESET(报警复位):正在呆板人统制柜出现报警情况下,支配此按钮与消报警3、CYCLE START(循环开用):呆板人正在加进运奇迹态时,此按钮灯常明4、FAULT(非常十分报警):呆板人出现障碍时此指示灯常明5、POWER(电力接通):呆板人统制柜接通电源并精确开用后,此指示灯常明6、EMERGENCY STOP(慢迫停止):按下此按钮后,呆板人坐时停止,此时FAULT灯明.回复要领为逆时针选拆此按钮,并按下FAULT RESET 按钮1.4、呆板人示教器按钮开关:ON/OFF开关:示教器灵验/无效开关,呆板人自动运止前须将此开关置OFF状态慢停:与统制柜上慢停按钮功能相共.按下此按钮,呆板人坐时停止DEADMAN Switch:示教器使能按钮,脚动支配呆板人时,需按下并脆持此按钮1.5、火汽里板按钮开关介绍:①:气阀开关.逆时针转动此开关将之挨开②:气体流量计.隐现目前通过的气体流量值③:进火开关.逆时针目标转动此开关将之关关④:回火开关.逆时针目标转动此开关将之关关⑤:回火流量计.隐现目前通过的回火火流大小.仄常情况下,隐现数值应大于等于4.0,如果正在自动焊接历程中,隐现数值过小大概为0,应坐时荡涤滤网1.6、呆板人示教器状态栏介绍:①、Step:单步.指示灯有绿色战黄色二种状态.指示灯为绿色时,呆板人动做办法为连绝动做.指示灯为黄色时,呆板人动做办法为单步动做通过支配示教器上“STEP”按钮,可改变呆板人动做办法②、Hold:久停.指示灯有绿色战黄色二种状态.指示灯为绿色时,呆板人状态为仄常.指示灯为黄色时,呆板人处于久停状态,需排除久停状态才可自动运止③、Weld:焊接.指示灯有绿色战黄色二种状态.指示灯为绿色时,呆板人可焊接.指示灯为黄色时,呆板人惟有焊接动做,并不焊接电流,需排除焊接无效树坐④、Fault:指示灯有绿色战黑色二种状态.指示灯为绿色时,呆板人状态为仄常.指示灯为黑色时,呆板人处于障碍状态,需排除障碍才搞自动运止⑤、报警提示栏:该止隐现真质为呆板人目前障碍疑息,可根据该疑息查找障碍本果,排除障碍⑥、速度倍率:根据倍率去决定最下速度的比率通过支配示教器上“+”、“-”按钮可改变呆板人速度倍率1.7、呆板人统制柜及从站箱介绍:呆板人统制柜里里介绍:从站箱里里介绍:第二章系统自动支配证明2.1、系统开用步调:呆板人统制柜的开用电源开关:逆时针转动此开关,呆板人统制柜通电,支配里板上PO WER指示灯明,呆板人开用乐成中围设备的开用中围设备包罗焊机等其余设备.电源开关:逆时针转动此开关,焊机统制柜通电,焊机里板上POW ER指示灯明,中围设备开用乐成2.2、系统自动运止条件:系统自动运止条件是指呆板人正在加进循环处事之前,需要谦脚的条件,屡屡办理障碍后皆应即时将呆板人安排到谦脚自动运止的状态.1、系统电源乐成接通2、呆板人战PLC无障碍报警3、示教器开关为OFF4、统制柜脚/自动模式为AUTO5、呆板人不正正在真止中的步调6、呆板人旗号状态为预设值状态.简直支配为:脚动示教呆板人,运止步调名为—RESET ALL I/O 步调2.3、系统自动运止步调:请庄重依照此步调举止支配,改变程序大概会制成碰枪等宽沉成果!1、目前工位所有呆板人处于做业本面.如不正在本面需脚动支配呆板人回到做业本面,将示教器开关置OFF状态2、确认排除呆板人所有报警,示教器及统制柜支配里板上报警指示灯为燃烧状态3、目前工位所有呆板人谦脚第1、2条条件下,PLC背呆板人收出开用旗号,自动运止开初至中断,加进循环做业第三章呆板人正在焊接时被中断后的再开用3.1、系统慢停后的再开用步调通过拍下统制柜大概者示教器上的慢停按钮,不妨真止呆板人的坐时停止.正在设备大概人员爆收仄安隐患时,需要通过坐时拍下慢停按钮去包管设备大概人员的仄安.1.系统慢停后,根据示教器上报警提示栏的报警疑息,查找对于应的慢停按钮,排除障碍,排除警报2.按下呆板人统制柜上FAULT RESET 按钮,与消报警3.确认示教器上光标地圆止为爆收障碍时的停止止,按下PLC从站START按钮,此呆板人沉新回复处事.3.2、停止后的再开用步调停止是指通过从站箱上的FAULT/HOLD按钮大概者示教器上的HOLD 健去真止呆板人的减速停止.需要注意的是:以上二种要领皆不克不迭使呆板人坐时停止,所以不克不迭动做慢迫情况下的呵护步伐.但是此要领的便宜正在于不会使呆板人果下速疏通中坐时停止而爆收剧烈的抖动局里,正在保证设备战人员无仄安隐患的前提下,通过此种要领去真止呆板人的停止而不会对于呆板人制成益伤.1.查找并排除使呆板人久停的本果2.按下呆板人统制柜上FAULT RESET 按钮,与消报警3.确认示教器上光标地圆止为爆收障碍时的停止止,按下PLC 从站START按钮,此呆板人沉新回复处事.3.3、仄安门被挨开后的再开用1. 仄安门挨开后,呆板人收出仄安警报,将仄安门关关到位.2.按下呆板人统制柜上FAULT RESET 按钮,与消报警3.确认示教器上光标地圆止为爆收障碍时的停止止,按下PLC 从站START按钮,此呆板人沉新回复处事.第四章系统做业步调4.1、主步调用RSR大概PNS命名的步调为自动运止步调(主步调),不妨有多个.PLC根据开用旗号采用需要开用的步调程序道明RSR0101 焊接主步调RSR0103 建模主步调RSR0104 换电极冒主步调4.2、子步调除主步调以中的步调为子步调,主要为焊接、建模等一些服务步调.程序道明G1_G2_TO_DRESS 1、2号枪所有建模步调G1_G2_TO_SERVICE 1、2号枪所有换电极冒步调GUN1_TO_DRESS 1号枪建模步调GUN1_TO_SERVICE 1号枪换电极冒步调GUN2_TO_DRESS 2号枪建模步调GUN2_TO_SERVICE 2号枪换电极冒步调MB030_GUN1 MB030工位1号枪焊接步调MB030_GUN2 MB030工位2号枪焊接步调PICK_GUN1 1号枪抓枪步调PICK_GUN2 2号枪抓枪步调PUT_GUN1 1号枪搁枪步调PUT_GUN2 2号枪搁枪步调RESET_ALL_IO 复位旗号步调USER_ALARM 用户报警步调(呆板人不正在本面)USER_ALARM2 用户报警2步调(哀供运止步调名与目前开用步调名纷歧致)第五章仄安支配典型1、请不要戴收端套支配示教器战支配盘2、正在面动支配呆板人时要采与较矮的倍率速度以减少对于呆板人的控制机会3、正在按下示教器上的面动键之前要思量到呆板人的疏通趋势4、要预先思量佳呆板人躲躲呆板人的疏通轨迹,并确认该线路不受搞涉5、呆板人周围地区必须浑净、无油、火及纯志等6、须知讲所有会安排呆板人移动的开关、传感器战统制旗号的位子战状态7、必须知讲呆板人统制器战中围统制设备上的慢迫停止按钮的位子,准备正在慢迫情况下按那些按钮第六章系统通讯现场总线典型Profibus动做主站:Profibus适用于死产线所有呆板人,与PLC通讯DeviceNet动做子站:Devicenet使用于死产线所有呆板人,与从站箱举止旗号接流附表呆板人旗号表输进:输出:。
FANUC机器人设置快速校准参考位作业指导书
FANUC机器人设置快速校准参考位作业指导书2012-12-24修改记录0、备份机器人程序。
1、创建一个T_ZERO_REF轨迹2、增加一个轨迹点3、选择POSITION,查看点,选择repre->joint4、修改6个轴坐标值均为0(对于6个轴不能同时回到零位,请选择J1为90deg(或者-90deg))5、手动运行T_ZERO轨迹,机器人手动到参考位置6、选择system variables->master_enb,修改值为17、选择system->master/cal8、光标移动到5,选择yes,确认当前位置为快速校准参考位置选择DONE,完成设置快速参考点工作9、备份机器人程序。
并拍下此时机器人姿态图。
10、进入系统参数system->DMR_GRP[1]查看并记录值CALIBRATION QUICK MASTER $REF-POS $MASTER-COUN [1] [1] = ? $REF-COUNT [1] [1] =? [1] =?$MASTER-COUN [2] [2] = ? $REF-COUNT [2] [2] = ? [2] =?$MASTER-COUN [3] [3] =? $REF-COUNT [3] [3] =? [3] =?$MASTER-COUN [4] [4] =? $REF-COUNT [4] [4] = ? [4] = ?$MASTER-COUN [5] [5] =? $REF-COUNT [5] [5] =? [5] = ?$MASTER-COUN [6] [6] =? $REF-COUNT [6] [6] =? [6] = ?附:机器人零位位置参考1轴零位2轴零位3轴零位4轴零位5轴零位6轴零位。
FANUC M-10iA R-30iA Mate 机器人基本操作手册
FANUC M-10iA R-30iA Mate 基本操作手册FANUC M-10iA R-30iA Mate 基本操作手册章节一、简介1.1 概述1.2 技术规格1.3 组成部件1.3.1 手腕1.3.2 控制器章节二、安装与设置2.1 安装前的准备工作2.2 的安装2.3 控制器的连接与设置2.4 电源与电气接线章节三、的基本操作3.1 的开关机3.2 程序与文件的管理3.3 示教模式的使用3.4 示教与回放操作3.5 基本运动指令的使用3.6 运动示教与编辑3.7 IO 接口的操作3.8报警与故障处理章节四、高级操作4.1 自动化生产流程的编程4.2 程序编辑与调试4.3 取样运动的优化4.4 传感器的应用与配置4.5 外部设备的控制章节五、维护与保养5.1 日常维护与保养5.2 的安全操作5.3 常见故障与排除方法5.4 部件更换与维修章节六、附件附件一、FANUC M-10iA R-30iA Mate 的技术规格表附件二、操作快速参考手册注:本文档所涉及的法律名词及注释:1、:根据《法》的定义,是一种用于代替人类工作的自动化设备,具备感知、决策和执行能力。
2、示教:通过手动操作,把的动作输入到控制器,用于记录运动轨迹、保存程序等。
3、回放:将之前示教好的动作再次执行,实现自动化操作。
本文档涉及附件:1、附件一、FANUC M-10iA R-30iA Mate 的技术规格表,详细描述了的参数、性能等信息。
2、附件二、操作快速参考手册,提供了的基本操作指南,方便用户快速了解和使用。
fanuc机器人调试标准化作业指导书水印版
发那科机器人调试标准化作业指导书:一零点校正�机器人本体零点校正a)在机器人编码器没有断过电的情况下,输入出厂时校准后的脉冲值,校正数据储存在系统变量$DMR_GRP.$MASTER_COUN中,操作步骤如下:�通过MENUS(画面选择)选择SYSTEM(系统)�在画面切换菜单上选择Variabies(系统变量)。
�选择$DMR_GRP。
�选择$MASTER_COUN。
�输入出厂时的脉冲值。
�按下PREV(返回)至上一个画面.�将$MASTER_COUN设定为TRUE.�选择CALIBRATE,按下YES.�按下DONE(结束)b)编码器断过电的情况下(如电池耗尽,编码器线断开),操作步骤如下。
�通过MENUS(画面选择)选择SYSTEM(系统)。
�将$MASTER_ENB等于1或者2。
.�按下[TYPE]。
�选择Master/Ca1。
�选择SINGLE AXIS MASTER见图(画面1)�在JOG方式下将机器人移动到零点位置。
�将需要校正的那一个轴的(SEL)改为1.�见图(画面2)�按下EXEC(执行)见图(画面3)�按下PREV(返回)至上一个画面。
�选择CALIBRATE,按下YES.�按下DONE(结束)�机器人外部轴校正校正a)通过MENUS(画面选择)选择SYSTEM(系统)。
b)将$MASTER_ENB等于1或者2。
.c)按下[TYPE]。
d)选择Master/Ca1。
e)选择SINGLE AXIS MASTERf)在JOG方式下将机器人移动到零点位置。
g)将需要校正的那一个轴的(SEL)改为1.h)按下EXEC(执行)i)按下PREV(返回)至上一个画面。
j)选择CALIBRATE,按下YES.k)按下DONE(结束)二检差设置的减速比�直线轴减速比检查将工具TCP点对准设备上TCP点,用笛卡儿坐标系,同方向正负移动外部轴,移动距离不小于800mm,检查工具TCP点和设备上TCP点的位置偏差应小于等于±0.1,如果大于±0.1则减速比不正确,请看图纸重新设定。
工业机器人实验指导书

工业机器人实验指导书工业机器人实验指导书工业机器人现场教学实验一工业机器人认知部分1.实验目的1)了解各种机器人;2)了解FANUC ARC Mate 100iB机器人系统组成;3)介绍机器人试教编程,进行机器人动作演示;2.实验器材1)日本FANUC ARC Mate 100iB 焊接机器人一台,ABB机器人两台,众为兴机器人一台,导管架焊接机器人一台,爬壁式机器人一台2)工控计算机,ABB公司ROBOTSTUDIO离线编程软件一套3.实验原理1)Fanuc机器人简介✧机器人的主要参数FANUC机器人本体型号为ARC Mate M6iB,控制柜型号为M-6iB。
机器人的具体性能参数如下:轴数:6手部负重(kg):6运动范围:重复定位精度:最大运动速度✧FANUC 机器人的安装环境环境温度:0-45 摄氏度短时间:85%(一个月之内)振动:=0.5G(4.9M/s2)✧FANUC 机器人的编程方式在线编程离线编程✧FANUC 机器人的特色功能High sensitive collision detector 高性能碰撞检测机能,机器人无须外加传感器,各种场合均适用Soft float 软浮动功能用于机床工件的安装和取出,有弹性的机械手.Remote TCP2)FANUC 机器人的构成✧FANUC 机器人软件系统Handling Tool 用于搬运Arc Tool 用于弧焊Spot Tool 用于点焊Sealing Tool 用于布胶Paint Tool 用于油漆Laser Tool 用于激光焊接和切割✧FANUC 机器人硬件系统如图15所示,通用FANUC 机器人硬件系统包括:机器人本体、机器人控制柜、操纵台(或变位器)和示教操作盒。
图2 电焊机Power Wave(a ) FANUC 机器人组成 (b) 机器人控制柜内部结构图1 FANUC 机器人硬件系统作为焊接机器人的Fanuc ArcMate 100iB 机器人除了具有通用机器人的组件外,还包括焊接所需的各个组件:Power Wave F355i :如图2适合材料: 碳钢/不锈钢/合金钢/铝合金焊接波型: CV/Pulse/Rapid Arc/Power Mode/Pulse on Pulse电流范围: 5-425A, 300A/100%,350A/60%波型控制技术:Wave ControlTechnology TM通讯方式: ArcLink®逆变技术: Inverter (60kHz)全数字焊机: Total Digital输入电源: 380V/50Hz/3Phase/PEPower Feeder 10R适合焊丝: 实芯/药芯/铝焊丝速度反馈装置,闭环精确控制。
FANUC 系列机器人编程作业指导

FANUC系列机器人编程作业指导此篇机器人编程操作指导,主要是针厨房电器公司所生产的产品,而编程则主要运用到直线焊接。
本篇编程作业指导贯彻了直线编程的每一步骤,包括编程中要注意到的细节问题,编程的快速技巧问题等等。
一、进入编程界面如右图所示:为激光发出器的开关按钮,在编程前,必须打开激光发出器以及手动操控界面开关按钮,开机步骤如右图所示:第一步:打开“能量”按钮;第二步:打开“总能量”按钮;第三步:打开“开始”开关按钮。
二、确认激光发出器界面参数激光发出器内部标准参数如下图:第一步第三步第二步三、 创建编程文件在操控界面打开过后,首先先选择程序选择界面(SELECT ),进入程序界面后,然后选择F2按键,即要求创建一个新的程序命令,如下图所示:SELECT 按钮选择F2按钮选择第二条单个字母输入方式,然后相应的从F1,F2,F3,F4,F5按钮中选择字母填写在Program Name 的空格中,然后连续按ENTER 键,创建完成。
四、 程序编制方法首先,脑子里面要对所编制程序的行走路线了然于心,才能快速的编制程序,打个比方,我们现在所要编制的路线如右图:1 3 52 4 6这个路线需要6个点,但程序需要有8条,其中增加了开激光、关激光指令,移动点的指令为:【序号】J P[1] 30% CNT100;焊接点的指令为:【序号】P[1] 20mm/sec FINE;开激光的指令为DO[20]=ON;关激光的指令为:DO[20]=OFF 。
经过上面的认识,上面所走路线的编程程序为:P[1] 20mm/sec FINE DO[20]=ONP[2]20mm/sec FINE P[3]20mm/sec FINE P[4] 20mm/sec FINE P[5]20mm/sec FINE P[6]20mm/sec FINE DO[20]=OFF然后出现此图所示可改变参数 可改变参数可改变参数在机器人的编程操作中,一般在所需要焊接点的程序前需添加三条以上的移动点,第一点是为了定位机器人的原点,其他点是为了让机器人按合理的操作路线行进到所要焊接的点红色点为移动点,绿色点为焊接点,所以上面的程序就变为:P[1] 30% CNT100 注意原点必须定位好移动到焊接点P[2] 30% CNT100P[3] 30% CNT100P[4] 80mm/sec FINEDO[20]=ON 开激光指令P[5]20mm/sec FINEP[6]20mm/sec FINEP[7] 20mm/sec FINEP[8]20mm/sec FINEP[9]20mm/sec FINEDO[20]=OFF 关激光指令P[10] 30% CNT100返回原点P[11] 30% CNT100P[12] 30% CNT100 此处与第一条指令均为原点(同一点)具体编程的操作步骤如下:在编程文件创建后,按ENTER键进入编程区,右图红线所标识的部位只有两种状态,一种是英文字母多时的状态(1状态),一种是英文字母少时的状态(2状态);1状态中,我们只运用到F1指令,里面有移动指令、焊接点指令,如右图中的2、3条指令,把机器人移到想要的点位置以后,然后选择点的类型,按ERTER键,即规定了此点的位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机器人学实验指导书合肥工业大学机械与汽车工程学院2006年10月目录一、概述 (4)二、实验原理 (4)三、实验目的 (4)四、实验内容及要求 (4)五、使用仪器及设备 (4)六、机器人控制程序 (4)七、实验注意事项 (4)认识FANUC机器人 (5)一.概述 (5)二. 控制器 (6)编程 (12)一. 有效编程的技巧 (12)二. 通电和关电 (12)三. 手动示教机器人 (13)四. 创建程序 (13)五. 示教运动状态 (15)六. 修正点 (17)七. 编辑命令(EDCMD) (19)八. 程序操作 (20)执行程序 (23)一. 程序中断和恢复 (23)二. 手动执行程序 (24)三. Wait 语句 (25)四. 自动运行 (25)程序结构 (27)一. 运动指令 (27)二. 寄存器指令 (27)三. I/O 指令 (28)四. 分支指令 (28)五. 等待指令 (29)六. 条件指令 (30)七. 程序控制指令 (30)八. 其他指令 (31)FRAMES的设置 (32)一. 坐标系的分类 (32)二. 设置工具坐标系 (32)三. 设置用户坐标系 (33)四. 设置点动坐标系 (34)一、概述大家上过机器人技术基础后,对机器人的理论部分有了一些基础的了解后,为了是大家对机器人有个感性的认识,特开设这个实验。
希望大家能通过这个实验能对机器人产生一个基本的概念,激发大家的一点兴趣。
二、实验原理编好程序,机器人控制器通过编译解释,给各轴伺服电机发出信号,驱动电机运转,从而使机器人各关节运动。
三、实验目的1. 了解工业机器人的组成及工作原理,加深对机电一体化系统的理解;2. 了解工业机器人的系统结构、几何结构、坐标类型和运动控制原理;3. 熟悉小型工业机器人的运动指令,掌握小型工业机器人的作业编程及操作步骤;4. 掌握小型工业机器人的程序控制及应用。
四、实验内容及要求1、通过手动示教的形式,在白板上写出欢迎两个字2、写一份关于本实验的实验报告,并画出机器人机构运动简图。
五、使用仪器及设备FANUC M-6iB机器人、白板、书写笔等六、机器人控制程序本实验机器人编程采用在线示教编程。
首先根据任务的需要,把机器人的终端执行器运行到所需的位姿上,进行记录储存,并给出给定点间的运动方式。
示教正确后,机器人可重复再现执行。
七、实验注意事项1、在使用前,请认真阅读实验指导书及老师的讲解。
2、在实验过程中,在机器人的危险区及工作区内不能有人停留。
3、机器人属于精密仪器,如果受到机械的冲击或外力可能会损坏仪器,所以在使用过程中不可接触它,切不可用手用力按压仪器或把物体放置在运动臂上,否者后果自负。
4、在使用前,请认真阅读学习《机器人技术基础》。
认识FANUC机器人一.概述1.机器人的构成是由伺服电机驱动的机械机构组成的,各环节每一个结合处是一个关节点或坐标系。
2.机器人的用途Arc welding(弧焊),Spot welding(点焊),Handing(搬运),Sealing(涂胶),Painting(喷漆)等。
3. FANUC 机器人的特色功能1) High sensitive collision detector 高性能碰撞检测机能,机器人无须外加传感器,各种场合均适用2) Soft float 软浮动功能用于机床工件的安装和取出,有弹性的机械手3) Remote TCP4.机器人系统构成二.控制器<一> 认识TP(Teach Pendant)1. TP 的作用1)点动机器人2)编写机器人程序3)试运行程序4)生产运行5)查阅机器人的状态(I/O 设置,位置,焊接电流)2. 认识TP 上的键(见下图)➢Status Indicators(状态指示灯):指示系统状态。
➢ON/OFF Switch(开关):与DEADMAN 开关一起启动或禁止机器人运动。
➢PREV:显示上一屏幕。
➢SHIFT key(键):与其它键一起执行特定功能。
➢MENUS key(键):使用该键显示屏幕菜单。
➢Cursor keys(光标键):使用这些键移动光标。
➢STEP key(键):使用这个键在单步执行和循环执行之间切换。
➢RESET key(键):使用这个键清除告警。
➢BACK SPACE key(键)::使用这个键清楚光标之前的字符或者数字。
➢ITEM key(键):使用这个键选择它所代表的项。
➢ENTER key(键):使用该键输入数值或从菜单选择某个项。
➢POSN key(键):使用该键显示位置数据。
➢ALARMS key(键):使用该键显示告警屏幕。
➢QUEUE key(键):使用该键显示任务队列屏幕。
➢APPL INST key(键):使用该键显示测试循环屏幕。
➢SATUS key(键):使用该键显示状态屏幕。
➢MOVE MENU key(键):使用该键来显示运动菜单屏幕。
➢MAN FCTNS key(键):使用该键来显示手动功能屏幕。
➢Jog Speed keys(键):使用这些键来调节机器人的手动操作速度。
➢COORD key(坐标系键):使用该键来选择手动操作坐标系。
➢Jog keys(键):使用这些键来手动操作机器人。
➢BWD key(键):使用该键从后向前地运行程序。
➢FWD key(键):使用该键从前至后地运行程序。
➢HOLD key(键):使用该键停止机器人。
➢Program keys(程序键):使用这些键选择菜单项。
➢FCTN key(键):使用该键显示附加菜单。
➢Emergency Stop Button(紧急停止按钮):使用该键停止正在运行的程序,关➢闭机器人伺服系统的驱动电源,并对机器人实施制动。
3. TP 上的开关4. TP 上的指示灯5. TP 的显示屏1)液晶屏(16*40 行)2)显示各种TOOL 的菜单(有所不同)3)Quick/Full 菜单(通过FCTN 键选择)6. 屏幕菜单和功能菜单1)屏幕菜单2)功能菜单<二> 操作者面板编程一. 有效编程的技巧1. 运动指令Fastest Motion=JOINT motion使用关节运动能减少运行时间,直线运动的速度要稍低于关节运动。
Moving around work pieces =CNT position绕过工件的运动使用 CNT 作为运动终止类型,可以使机器人的运动看上去更连贯。
当机器人手爪(焊枪等)的姿态突变时,会浪费一些运行时间,当机器人手爪(焊枪等)的姿态逐渐变化时,机器人可以运动的更快。
1)用一个合适的姿态示教开始点2)用一个和示教开始点差不多的姿态示教最后一点3)在开始点和最后一点之间示教机器人。
观察手爪(焊枪等)的姿态是否逐渐变化4)不断调整,尽可能使机器人的姿态不要突变注意:当运行程序机器人走直线时,有可能会经过奇异点,这时有必要使用附加运动指令或将直线运动方式改为关节运动方式。
2. 设置Home点Home 点是一个安全位置,机器人在这一点时会远离工件和周边的机器,我们可以设置Home 点,当机器人在Home 点时,会同时发出信号给其他远端控制设备如PLC,根据此信号,PLC 可以判断机器人是否在工作原点。
二. 通电和关电1. 通电1)将操作者面板上的断路器置于ON;2)接通电源前,检查工作区域包括机器人、控制器等。
检查所有的安全设备是否正常;3)将操作者面板上的电源开关置于ON。
2. 关电1)通过操作者面板上的暂停按钮停止机器人2)将操作者面板上的电源开关置于OFF3)操作者面板上的断路器置于OFF注意:如果有外部设备诸如打印机、软盘驱动器、视觉系统等和机器人相连,在关电前,要首先将这些外部设备关掉,以免损坏。
三. 手动示教机器人1. 示教模式2. 示教1)按下Deadman 开关,将TP 开关置于ON2)按下SHIFT 键的同时,按示教键开始机器人示教。
SHIFT 键和示教键的任何一个松开,机器人就会停止运动。
注意:示教机器人前,请确认工作区域内没有人。
四. 创建程序1. 选择程序2. 选择程序编辑画面1. 运动指令➢Joint 关节运动:工具在两个指定的点之间任意运动➢Linear 直线运动:工具在两个指定的点之间沿直线运动➢Circular 圆弧运动:工具在三个指定的点之间沿圆弧运动2)位置数据类型P:一般位置PR[ ]:位置寄存器3)速度单位速度单位随运动类型改变。
4)终止类型FINECNT(CNT0=FINE)5)附加运动语句腕关节运动:W/JNT加速倍率:ACC转跳标记:SKIP LBL[ ]偏移:OFFSET6)改变运动类型和位置号六. 修正点1.示教修正点2.直接写入数据修正点七. 编辑命令(EDCMD)1.查看和修改程序信息2. 删除程序文件3. 复制程序文件执行程序一. 程序中断和恢复程序中断由以下两种情况引起:1)程序运行中遇到报警2)操作人员停止程序运行程序的中断状态有两种类型:有意中断程序运行的方法:1)按下TP 或操作箱上的急停按钮,还有可以输入外部E-STOP 信号。
输入UI[1] *IMSTP2)按一下TP 上的HOLD(暂停)键。
输入UI[2] *HOLD3)按一下TP 上的FCTN 键,选择1 ABORT(ALL)。
输入UI[4] *CSTOPI1. 急停中断和恢复按下急停键将会使机器人立即停止,程序运行中断,报警出现,伺服系统关闭。
报警代码:SRVO-001 Operator panel E-stopSRVO-002 Teach Pendant E-stop恢复步骤:1)消除急停原因,譬如修改程序;2)顺时针旋转松开急停按钮;3)按TP 上的RESET 键,消除报警代码,此时FAULT 指示灯灭。
2. 暂停中断和恢复按下HOLD 键将会使机器人减速停止。
恢复步骤:1)重新启动程序即可3. 报警引起的中断当程序运行或机器人操作中有不正确的地方时会产生报警以确保人员安全。
实时的报警代码会出现在TP 上,要查看报警记录,依次按MENU? ALARM? HIST(F3)将会出现画面1注意:一定要将故障消除,按下RESET 键才会真正消除报警。
有时,TP 上实时显示的报警代码并不是真正的故障原因,这时要通过查看报警记录才能找到引起问题的报警代码。
二. 手动执行程序操作模式(见图1)注:在某些新型号的机器人(如:RW 100iB)上,LOCAL 和REMOTE 的选择是通过软件设置的。
三. Wait 语句当程序在运行中遇到不满足条件的等待信号语句时,会一直处于等待状态(图2),此时,如果想继续往下运行,可以通过以下操作跳过等待信号语句。
四. 自动运行外部I/O 用来控制自动执行程序和生产。
➢机器人需求信号(RSR1-RSR4)选择和开始程序。