T_ZZB 1669—2020 《汽车车轮用高强度轮毂螺栓》
《乘用车碳陶制动盘产品标准及测试方法》征求意见稿
按附录 A.5.3 的规定进行扭转疲劳强度试验后,整体式碳陶制动盘不应出现 A.3.1 所述
4
失效,非整体式碳陶制动盘不应出现 A.3.2 所述失效。 7.4 热疲劳性能
按附录 A.5.4 的规定进行热疲劳试验后,整体式碳陶制动盘不应出现 A.3.1 所述失效, 非整体式碳陶制动盘不应出现 A.3.2 所述失效。 7.5 高负载试验
II
乘用车碳陶制动盘产品标准及测试方法
1 范围
本文件适用于 GB/T 15089-2001 规定的 M1 类车辆原车配套、盘体材料为连续碳纤维增 强增韧的碳陶复合材料制动盘,短碳纤维增强增韧的碳陶复合材料制动盘可参照执行。
本文件规定了乘用车碳陶制动盘的材料要求、尺寸及形位公差、性能要求、试验及评价 方法等。
3 术语及定义
下列术语和定义适用于本文件。
3.1
碳陶 C/C-SiC
碳纤维增强碳基和陶瓷基复合材料。
3.2
盘体 brake disc body
碳陶制动盘中与摩擦片配合起摩擦制动作用的零件。
1
3.3 制动面 brake surface 盘体中与摩擦片配合起摩擦制动作用的表面。
3.4 盘毂 disc hub 非整体式碳陶制动盘中与盘体和车轴连接的零件。
制动面粗糙度 Ra 值不应大于 3.2μm。 6.10 剩余不平衡量 6.10.1 碳陶制动盘剩余不平衡量应小于 500g·mm。 6.10.2 碳陶制动盘平衡量应采用去除材料的方法,去除材料的尺寸应符合图 1 的要求。 6.10.3 通风盘允许两次去重,每次去重角度不得超过 75°。
轮胎拆装润滑膏执行标准
轮胎拆装润滑膏执行标准轮胎拆装润滑膏是一种用于轮胎拆装过程中减少摩擦和保护轮胎的润滑剂。
它可以减轻拆卸轮胎的力量,防止轮胎橡胶和金属零件受损,并且可以延长轮胎的寿命。
轮胎拆装润滑膏的执行标准对于保证产品质量和安全性非常重要。
下面是一些与轮胎拆装润滑膏相关的参考内容。
1. GB/T 3384-2017《汽车轮胎工况模拟器试验方法》这个标准规定了轮胎在模拟真实道路工况下进行测试时的试验方法,包括轮胎与地面之间的接触力,轮胎的滚动阻力和轮胎在不同速度下的性能。
2. GB/T 7766-2003《轮胎ラビノール》这个标准规定了轮胎拆装润滑膏的技术要求和试验方法,包括颜色、黏度、涂布性能、溶解性等指标。
3. GB/T 16938-2017《橡胶制品橡胶使用中的润滑剂的分类》这个标准规定了橡胶制品中使用的各种润滑剂的分类和命名规则,其中包括了轮胎拆装润滑膏。
4. GB/T 23601-2012《汽车辅助用品使用前质量控制试验规程》这个标准规定了汽车辅助用品在使用前需要进行的质量控制试验,包括外观检查、包装标志、规格示数、性能试验等内容。
5. GB/T 24440-2009《轮胎的取样》这个标准规定了轮胎取样的方法和程序,并且确定了取样的数量和检查项目。
6. GB/T 6323-2018《橡胶石墨轮胎拆装润滑膏试验方法》这个标准规定了用于橡胶石墨轮胎的拆装润滑膏的试验方法,包括颜色、黏度、涂布性能、溶解性等指标。
以上是与轮胎拆装润滑膏相关的一些参考内容,这些标准可以帮助制定轮胎拆装润滑膏的技术要求、质量控制和试验方法,确保产品的质量和安全性。
这些标准的制定和执行对于保障轮胎拆装润滑膏的使用效果和使用寿命非常重要。
动态汽车衡技术说明书
ZCS-30-ZZ型固定式动态汽车衡产品技术说明书郑州恒科实业有限公司2006年5月®为郑州恒科实业有限公司的注册商标。
©郑州恒科实业有限公司,2006 版权所有。
未经许可不得翻印、转载或引用。
我公司保留修改本手册的权利;如有修改,恕不另行通知。
警告请专业人员调试、检测和维修。
警告请保持设备接地良好。
注意在进行设备的电气连接时,请预先将电源切断。
注意本设备为雷电敏感设备,在使用中注意采取防雷电措施。
一.结构概述动态汽车衡由秤台、底座、传感器横梁及限位装置组成。
秤台共采用四只高精度称重传感器,这四只传感器共同承担秤台上行驶车辆的重量。
传感器受力后,传感器弹性体发生形变,导致传感器桥路电阻发生变化,从而在传感器桥路供桥电压一致的情况下,使传感器输出端电压发生变化。
由称重模块对传感器输出信号进行放大、滤波、模数转换、加载数学计算处理后,通过RS485串行通讯总线送给称重处理器,由称重处理器根据设置的动态称重模型计算出重量。
称重传感器分为前后两组,即前排传感器、后排传感器,两组传感器分别称重,分别称重的结果相加计算出整个秤台的加载重量。
系统还可以根据前后排传感器重量的变化判断出车辆的行使方向,区分有效数据和无效数据。
根据车辆驶过秤台时,前后排传感器受力大小的变化,和记录单轴通过秤台的时间,计算出车辆通过秤台时行驶的速度和加速度等信息。
具体规格和特点见下表:该型轴重仪是为了适应在路面倾斜的场合使用而设计的。
可以在路面纵、横坡不超过3%的路面上安装而无需开挖较大的基坑。
维护及清理杂物的开口改为两端各有一个,便于清理排水管处的杂物。
增加了可与秤台预先组装的基座,使秤台、基座和轮胎判别器连为一体,安装时无需预制基础,施工较为方便。
二.主要技术性能指标1.称重平台能对各轴(轴组)分别计量,计量线性良好,其标准测量范围:a.标准载重:≥30吨(每轴)b.过载能力:≥150%(每轴)2.称重精度a. 静态精度:OIML Ⅲ级b. 动态精度:1)单轴或轴组载荷准确度:符合JJG 907-2006中C级;车辆整车总重量准确度:符合JJG 907-2006中5级;2)车辆匀速通过承载器,行使速度≤20km/h时,整车重量准确度:符合以下要求:注:有效测量车速范围:0~30 km/h(允许轮轴停在秤台上;)3.轴间距测量精度(没有明显加减速的前提下):两轴小于±300mm;4.设备的防护等级:a.控制设备:IP65b.称重传感器:IP685.工作环境:a.温度:-45℃~+80℃b.相对湿度:0~95﹪RH;6.不超过最大过载能力时,传感器工作寿命≥300万次;当传感器发生故障时,数据采集处理器向计算机发出故障信息;称重模块带有自己的微处理器和RS485接口总线,在正常工作状态下称重模块实时地和数据采集处理器保持通讯,称重模块的数据通过RS485接口传输给数据采集处理器,当自身检测传感器发生故障时,称重模块就向数据采集处理器发送故障代码。
汽车轮毂国标
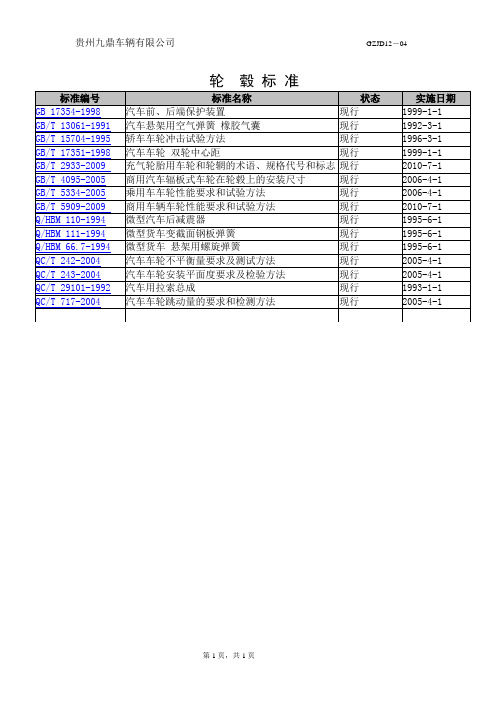
标准名称
状态
实施日期
GB 17354-1998
汽车前、后端保护装置
现行
1999-1-1
GB/T 13061-1991
汽车悬架用空气弹簧橡胶气囊
现行
1992-3-1
GB/T 15704-1995
轿车车轮冲击试验方法
现行
1996-3-1
GB/T 17351-1998
汽车车轮双轮中心距
现行
1999-1-1
GB/T 2933-2009
充气轮胎用车轮和轮辋的术语、规格代号和标志
ห้องสมุดไป่ตู้现行
2010-7-1
GB/T 4095-2005
商用汽车辐板式车轮在轮毂上的安装尺寸
现行
2006-4-1
GB/T 5334-2005
乘用车车轮性能要求和试验方法
现行
2006-4-1
GB/T 5909-2009
商用车辆车轮性能要求和试验方法
现行
2010-7-1
Q/HBM 110-1994
微型汽车后减震器
现行
1995-6-1
Q/HBM 111-1994
微型货车变截面钢板弹簧
现行
1995-6-1
Q/HBM 66.7-1994
微型货车悬架用螺旋弹簧
现行
1995-6-1
QC/T 242-2004
汽车车轮不平衡量要求及测试方法
现行
2005-4-1
贵州九鼎车辆有限公司gzjd1204标准编号标准名称状态实施日期gb173541998汽车前后端保护装置现行199911gbt130611991汽车悬架用空气弹簧橡胶气囊现行199231gbt157041995轿车车轮冲击试验方法现行199631gbt173511998汽车车轮双轮中心距现行199911gbt29332009充气轮胎用车轮和轮辋的术语规格代号和标志现行201071gbt40952005商用汽车辐板式车轮在轮毂上的安装尺寸现行200641gbt53342005乘用车车轮性能要求和试验方法现行200641gbt59092009商用车辆车轮性能要求和试验方法现行201071qhbm1101994微型汽车后减震器现行199561qhbm1111994微型货车变截面钢板弹簧现行199561qhbm6671994微型货车悬架用螺旋弹簧现行199561qct2422004汽车车轮不平衡量要求及测试方法现行200541qct2432004汽车车轮安装平面度要求及检验方法现行200541qct291011992汽车用拉索总成现行199311qct7172004汽车车轮跳动量的要求和检测方法现行200541
高强螺栓性能表
高强螺栓性能表螺栓螺母性能表1 钢结构用高强度螺栓连接副型号、规格、性能等级类型名称性能等级规格连接副组成GB/T1228-91 钢结构用高强度大六角头螺栓10.9S8.8S M12-M30 一件螺栓;一件螺母;二件垫圈GB/T1229-91 钢结构用高强度大六角螺母GB/T1230-91 钢结构用高强度垫圈GB/T1231-91 钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件GB/T3632-1995 钢结构用扭剪型高强度螺栓连接副10.9S M16-M24 一件螺栓;一件螺母;二件垫圈GB/T3633-1995 钢结构用扭剪型高强度螺栓连接副技术条件2 材料类型性能等级螺纹规格选用材料螺栓10.9S M12~M24 20MntiBM27~M30 35VB8.8S M12~M16 35#M20~M24 20MnTibM27~M30 35VB螺母8H10H M12~M30 35#垫圈35~45 HRC 12~30 45#材料的化学成分材料C% Si% Mn% Ti% V% B% P% S%20MnTiB 0.17~0.24 0.17~0.37 1.30~1.60 0.04~0.10 0 0.0005~0.0035 ≤0.035 ≤0.03535VB 0.31~0.37 0.17~0.37 0.50~0.90 0 0.05~0.12 0.001~0.004 ≤0.04 ≤0.0435# 0.32~0.40 0.17~0.37 0.50~0.90 0 0 0 ≤0.035 ≤0.03545# 0.42~0.50 0.17~0.37 0.50~0.90 0 0 0 ≤0.035 ≤0.0353 机械性能3-1 螺栓机械性能材料试件机械性能性能等级抗拉力强度σbMPa 屈服度σ0.2MPa 伸长率δ5% 收缩率ψ%min10.9S 1040~1240 940 10 428.8S 830~1030 660 12 45硬度性能等级洛氏硬度HRC 维氏硬度HV30min max min max109S 33 39 312 3678.8S 24 31 249 296实物拉力载荷螺纹规格d M12 M16 M20 M22 M24 M27 M30应懒力载面积mm2 84.3 157 245 303 353 459 561拉力载荷KN 10.9S 877.7~104.5 163~195 255~304 315~376 367~438 477~569 583~696 8.8S 70.0~86.8 130~162 203~252 251~312 293~364 381~473 466~5783-2 螺母机械性能保证载荷螺纹规格D M12 M16 M20 M22 M24 M27 M30保证载荷KN 10H 87.7 163 255 315 367 477 5838H 70.0 130 203 251 293 381 466硬度性能等级洛氏硬度维氏硬度min max min max10H 98HRB 28HRC 222 2748H 85HRB 28HRC 206 2743-2 垫圈机械性能垫圈硬度为35~45 HRC (HV30 329~436)4 型式尺寸4-1 GB/T1228-91 钢结构用高强度大六角头螺栓型式尺寸螺纹规格d M12 M16 M20 M22 M24 M27 M30螺距p 1.75 2 2.5 2.5 3 3 3.5c max 0.8 0.8 0.8 0.8 0.8 0.8 0.8min 0.4 0.4 0.4 0.4 0.4 0.4 0.4da max 15.23 19.23 24.32 26.32 28.32 32.84 35.84ds max 12.43 16.43 20.52 22.52 24.52 27.84 30.84min 11.75 15.57 19.48 21.48 23.48 26.16 29.16dw min 19.2 24.9 31.4 33.3 38.0 42.8 46.5e min 22.78 29.56 37.29 39.55 45.20 50.85 55.37K 公称7.5 10 12.5 14 15 17 18.7max 7.95 10.75 13.40 14.90 15.90 17.90 19.75min 7.05 9.25 11.60 13.10 14.10 16.10 17.65r min 1.0 1.0 1.5 1.5 1.5 2.0 2.0s max 21 27 34 36 41 46 50min 20.16 26.16 33 35 40 45 49b L公称<45 ≥45 <55 ≥55 <65 ≥65 <70 ≥70 <75 ≥75 <80 ≥80 <85 ≥85 公称25 30 30 35 35 40 40 45 45 50 50 55 55 604-2 GB/T1229-91 钢结构用高强度大六角头螺母型式尺寸螺纹规格D M12 M16 M20 M22 M24 M27 M30螺距P 1.75 2 2.5 2.5 3 3 3.5c max 0.8 0.8 0.8 0.8 0.8 0.8 0.8min 0.4 0.4 0.4 0.4 0.4 0.4 0.4da max 13 17.3 21.6 23.8 25.9 29.1 32.4min 12 16 20 22 24 27 30dw min 19.2 24.9 31.4 33.3 38.0 42.8 46.5e min 22.78 29.56 37.29 39.55 45.20 50.85 55.37m max 12.3 17.1 20.7 23.6 24.2 27.6 30.7min 11.87 16.4 19.4 22.3 22.9 26.3 29.1s max 21 27 34 36 41 46 50min 20.16 26.16 33 35 40 45 494-3 GB/T1230-91 钢结构用高强度垫圈型式尺寸规格(螺纹大径)12 16 20 22 24 27 30d1 max 13.43 17.43 21.52 23.52 25.52 28.52 31.52min 13 17 21 23 25 28 31d2 max 25 33 40 42 47 52 56min 23.7 31.4 38.4 40.4 45.4 50.1 54.1s 公称3.0 4.0 4.0 5.0 5.0 5.0 5.0max 3.8 4.8 4.8 5.8 5.8 5.8 5.8min 2.5 3.5 3.5 4.5 4.5 4.5 4.5d3 max 16.03 20.03 25.12 27.12 29.12 33.64 36.64min 15.23 19.23 24.32 26.32 28.32 32.84 35.844-4 GB/T3632-1995 钢结构用扭剪型高强度螺栓型式尺寸螺纹规格d M16 M20 M22 M24螺距p 2 2.5 2.5 3da max 18.83 24.4 26.4 28.4ds max 16.43 20.52 22.52 24.52min 15.57 19.48 21.48 23.48dw min 27.9 34.5 38.5 41.5dk max 30 37 41 44K 公称10 13 14 15max 10.57 13.9 14.9 15.9min 9.25 12.1 13.1 14.1K min 12 14 15 16K" max 17 19 21 23r min 1.2 1.2 1.2 1.6db max 11.3 14.1 15.6 16.9min 11 13.8 15.3 16.6dc ≈ 12.8 16.1 17.8 19.3de ≈ 13 17 18 205 GB/T1228~1231-91 高强度大六角头螺栓连接副的扭矩系数螺纹规格M12 M16 M20 M22 M24 M27 M30P(KN) max 59 113 177 216 250 324 397min 49 93 142 177 206 265 329◆10.9S 高强度大六角头螺栓连接副的扭矩系数平均值0.11~0.150。
轮毂车轮高强度螺栓选材
轮毂车轮高强度螺栓选材
冯琴
【期刊名称】《金属制品》
【年(卷),期】2012(038)001
【摘要】轮毂车轮螺栓在服役过程中要求具有载荷承受较大,尺寸精度较高,外观质量较好等特点.轮毂车轮螺栓用钢必须有足够高的抗拉强度以及较高的疲劳抗力和冲击韧度,足够的塑性、韧性.介绍常用的ML15MnVB、ML20MnTiB,10B28钢的化学成分和轮毂车轮螺栓生产工艺.10B28钢热轧态组织为铁素体+珠光体,表面硬度为78~95 HRB,塑性较好,经740~760℃球化退火后,塑性进一步提高,变形率达80%~85%.ML15MnVB,ML20MnTiB,10B28钢冶炼过程中增加了铁水预处理,控制S,P质量分数小于0.020%,降低夹杂物含量;连铸时采用全程保护浇注、电磁搅拌;安装在线红外线动态外径检测仪和电磁涡流测量装置,有效保证冷镦钢的质量.对轮毂车轮螺栓用钢热处理工艺进行了优化.
【总页数】4页(P53-56)
【作者】冯琴
【作者单位】上海三门科技有限公司,上海200439
【正文语种】中文
【中图分类】TG356
【相关文献】
1.低压铸造汽车轮毂模具选材 [J], 张进勇;田亚民;姬广欣
2.一种新型汽车轮毂螺栓装配工具的设计 [J], 王磊;张建中;朱路生;梁本磊
3.汽车轮毂螺栓压机控制系统的设计与应用 [J], 周见行;陆旭;姜伟
4.关注汽车轮毂螺栓断损失效及其防范措施 [J], 陆刚
5.三代轮毂轴承车轮螺栓断裂的机理分析 [J], 陈阳; 刘志潘; 费二威; 高尚; 侯杰; 谢丹彤
因版权原因,仅展示原文概要,查看原文内容请购买。
贵州省市场监管局关于2019年汽车零部件及配件产品质量监督抽查结果的公告
贵州省市场监管局关于2019年汽车零部件及配件产品
质量监督抽查结果的公告
文章属性
•【制定机关】贵州省市场监督管理局
•【公布日期】2019.09.18
•【字号】黔市监公告〔2019〕112号
•【施行日期】2019.09.18
•【效力等级】地方规范性文件
•【时效性】现行有效
•【主题分类】质量管理和监督
正文
贵州省市场监管局关于2019年汽车零部件及配件产品质
量监督抽查结果的公告
黔市监公告〔2019〕112号
根据《中华人民共和国产品质量法》规定和有关工作部署,省市场监管局近期对省内汽车零部件及配件生产企业产品质量进行了监督抽查。
现将抽查结果公告如下:本次监督抽查共抽查5家企业生产的5批次产品,抽查区域涉及贵阳市、黔东南州,产品检验结果均为合格,问题产品检出率为0%,问题企业发现率为0%。
本次监督抽查依据GB 5763-2008《汽车用制动器衬片》、GB/T 19844-2018《钢板弹簧技术条件》、GB/T 231.1-2009《金属材料布式硬度试验第1部分:试验方法》、GB/T 13298-2015《金属显微组织检验方法》、GB/T 9441-2009《球墨铸铁金相检验》、GB/T 228.1-2010《金属材料拉伸试验第1部分:室温试验方法》、GB/T 229-2007《金属材料夏比摆锤冲击试验方法》、QC/T 468-2010《汽
车散热器》、QC/T 44-2009《汽车风窗玻璃电动刮水器》等标准要求进行检验,具体抽查结果见附件。
附件:
省市场监管局2019年汽车零部件及配件产品质量监督抽查产品及企业名单
贵州省市场监督管理局
2019年9月18日。
ASTM A325或者A490螺栓结构联接规范(中文)
此外,本规范通篇做了排版上的更改。
编著:结构连接研究委员会,
Raymond H. R. Tide 主席
Geoffrey L. Kulak 副主席
Emile W. J. Troup 秘书/财务主任
Abolhassan Astaneh-Asl Joseph G. Bahadrian Peter C. Birkemoe
使用ASTM A325或者A490螺栓结构联接规范,2004年6月30日
4
结构连接研究学会
v 目录
符号 ..................................................................................................................................................7 术语表 ..............................................................................................................................................9 第一部分 一般要求.........................................................................................................................1
David W. Bogaty Charles J. Carter Helen Chen
Robert J. Connor Nick E. Deal Robert J. Dexter
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3术语和定义1
4分类1
5基本要求2
6技术要求2
7试验方法5
8检验规则7
9标识、包装、贮存和运输8
10质量承诺9
前言
本标准按照GB/T 1.1给出的规则起草。
本标准由浙江省品牌建设联合会提出并归口。
汽车车轮用高强度轮毂螺栓
1范围
本标准规定了汽车车轮用高强度轮毂螺栓的术语和定义、分类、基本要求、技术要求、试验方法、检验规则、标识、包装、贮存和运输、质量承诺。
0.90~1.20
Mo
0.2~0.30
P
≤0.020
S
≤0.020
B
≤0.002
5.3工艺装备
5.3.1应使用具有自动化五工位成型、螺纹自动化加工能力的设备。
5.3.2应使用自动匀速送料、自动恒温控制温度差不应超过5℃、自动控制碳势差不应超过0.02%的热处理设备。
5.3.3应配备具有温度均匀、自动恒温控制且不排放废水和废气的涂覆设备。
JB/T 9151.1紧固件测试方法尺寸与几何精度
3术语和定义
GB/T 90.1、GB/T 90.3—2010、GB/T 197、GB/T 228.1、GB/T 2828.1、GB/T 3098.1、GB/T 30512、
GB/T 16823.3、GB/T 26110—2010 界定的术语和定义适用于本文件。
max
0.50
支撑面直径dw
min
17.50
过渡圆直径da
max
14.00
头部直径d1
max
15.20
公称长度L
公称
39
max
39.42
min
14.80
min
38.58
间隙宽度h2
max
1.50
40
max
40.42
min
0.50
min
39.58
杆部直径ds
max
12.00
42
max
42.50
min
11.93
6.1.3螺栓的硅酸盐类夹杂物≤1.5级,球类氧化物夹杂物≤1.5级,中心疏松、一般疏松,方形偏析≤1.5 级,不允许存在白点、缩孔、气泡、翻皮等缺陷。
6.2结构尺寸与螺纹精度
6.2.1结构尺寸
6.2.1.1螺栓的结构应符合图1要求。
F-F
r
图1结构尺寸图
6.2.1.2螺栓的尺寸应符合表2。
表2尺寸
min
41.50
头部高度h
max
4.50
43
max
43.50
min
4.20
min
42.50
盘厚度h1
max
3.50
45
max
45.60
min
2.50
min
44.40
6.2.2螺纹精度
螺栓表面处理后的螺纹精度应符合GB/T 197中6h的要求。
6.3机械性能
6.3.1渗碳型螺栓机械性能应符合表3的规定。
GB/T90.3—2010紧固件质量保证体系
GB/T 197普通螺纹公差
GB/T228.1金属材料拉伸试验第1部分:室温试验方法
GB/T 2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 3098.1紧固件机械性能螺栓、螺钉和螺柱
GB/T 5779.3紧固件表面缺陷螺栓、螺钉、螺柱特殊要求
6.3.2调质型螺栓机械性能应符合表4的规定。
表3渗碳型螺栓机械性能
序号
机械性能
性能要求
1
渗碳层深度
(mm)
0.10~0.25
2
芯部硬度
(HV)
320~350
3
抗拉强度
(MPa)
1050~1180
4
屈服强度
(MPa)
940~1100
本标准适用于工作环境温度为-50℃~+150℃,公称直径为12 mm的圆头的汽车车轮用高强度轮毂螺栓(以下简称螺栓)。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 90.1紧固件验收检查
单位为毫米
螺纹规格 d
M12
P
1.5
头部外径dk
max
19.00
夹紧长度Lg
max
17.00
min
18.00
min
14.00
齿部外径d2
max
13.05
头下r
max
0.70
min
12.90
min
0.40
齿部宽度L1
max
7.50
长度Ls
max
13.25
min
7.00
min
12.75
齿数z
41
齿顶宽度t
5.3.4原材料去除氧化皮应采用无酸洗废水排放的抛丸工艺。
5.4检验检测
应采用拉力试验机、洛氏硬度计、维氏硬度计、金相显微镜、直读光谱仪、涡流探伤机、盐雾试验箱等测试设备对机械性能、化学成份、金相分析、涡流探伤、涂层质量测试进行检测。
6技术要求
6.1材料
6.1.1螺栓的化学成份应符合表1的要求。
6.1.2螺栓的禁限用物质应满足5.2.2的要求。
GB/T 9450钢件渗碳淬火硬化层深度的测定和校核
GB/T10125人造气氛腐蚀试验盐雾试验
GB/T10561钢中非金属夹杂物含量的测定—标准评级图显微检验法
GB/T13298金相显微组织检验方法
GB/T13299钢的显微组织评定方法
GB/T14203火花放电原子发射光谱分析法通则
GB/T 16823.3紧固件扭矩-夹紧力试验GB/T 26110—2010锌铝涂层技术条件GB/T30512汽车禁用物质要求
ICS 21.060.10
J 13
团体标准
毂螺栓
High-strength fillister head hub bolts for automotive wheels
2020-06-30发布2020-07-30实施
浙江省品牌建设联合会发布
目
前言II
1范围1
0.1 %,镉的质量百分数不得超过 0.01 %。
5.2.3钢材中硅酸盐类夹杂物应≤1.5级,球类氧化物夹杂物应≤1.5级,中心疏松、一般疏松,方形偏析应≤1.5级,不允许存在白点、缩孔、气泡、翻皮等缺陷。
表1化学成分
元素
成份范围
%
C
0.32~0.43
Si
0.15~0.30
Mn
0.60~0.90
Cr
4分类
按热处理工艺类型分为以下两类:
a)渗碳型;
b)调质型。
5基本要求
5.1设计研发
5.1.1应具备产品热处理工艺、锌铝涂覆工艺的设计与参数合理性验证的能力。
5.1.2应采用三维软件对产品的成型工艺进行模拟,提高设计可靠性。
5.2原材料
5.2.1钢材化学成分应符合表1。
5.2.2钢材中的铅、汞、六价铬、多溴联苯(PBBs)、多溴二苯醚(PDBEs)的质量百分数不得超过