网纹辊的性能参数
网辊的有关参数

网辊的有关参数
电雕网线深度表
目数:每一个IN所含网点的个数;
目数与线数存在有2.54的倍数关系。
如右图列出采用电子雕刻机所能加工
的网线数,当网目数达到或超过300目(
属于自由目数)时,就要用激光进行加工。
以上均是120针的深度(备注:针脚每相差10°网深相差10μm)
电雕深度测试版
一般而言,网辊的转移率为30%~80%,这和胶水或油墨的粘性等有关。
而要提高网辊的转移率,可以采用静电吸附的方式;另外,网点数的确定,和胶水流平性有很大的关系。
网点数=网纹辊直径×π×网纹辊长度×网线数×网线数
常用网目理论容积和深度对照参数表(东运制版)。
第五章网纹辊2
分析实际中很难测量出其精确值。
目前,测量墨穴尺寸方法是用墨穴的平均
数量来表示,墨穴数=D×π×L×M ²,式中D
为网纹辊直径(in),L为网纹辊长度(in),
M为网线数(线/in)。
上一页
返回目录
下一页
墨穴容积的应用
线数L/in 550~1000 440~550 300~400 180~250 110~180
它是指网纹传墨辊表面转移出去的墨量与剩 余墨量的比值。
设网纹辊表面施加的墨量为X,转移后网 纹辊上的剩余墨量为Y,则网纹传墨辊的传 墨系数f为:f=(X-Y)/Y
从理论上讲,网纹辊的传墨系数愈高, 印刷效果愈好,印刷品的实地密度愈大, 墨层愈饱满、厚实。
但是,一般网纹辊上的油墨都不太可能 百分之百的转移,它受到网纹辊的结构形 状、线数和印刷压力等因素的影响而有差 别。
而既具有雕刻网纹辊的传墨性能,又具有极 好的耐磨强度。
制作的基本过程: 在雕刻加工出表面的着墨孔后,先要进 行喷砂处理,使网纹辊着墨孔表面质地变 得粗糙些,以便增加陶瓷的附着力。
使用寿命——很重要的参数
1.2网纹辊种类
③新型的网纹辊
由石墨碳纤维辊芯制成的网纹辊。网纹辊质硬 而轻,质量仅是钢辊的1/10,而强度是普通钢 辊的2倍,因此比较耐磨,不易损坏、对刮墨刀 摩擦也更小。同时,印刷中石墨碳纤维辊即使在 高速运转也不易产生跳动,从而极大地提高柔性 版质量。
更垂直,着墨孔间的隔墙更宽。因此,网 纹辊的释墨性能好,更具有通用性,既可 用于橡胶墨斗辊也可配合刮墨刀使用。其 规格有4~217线/cm。
③六棱台形着墨孔 开口角度较大,因而着墨孔释墨性能比
前两种形式更好,墨孔间的隔墙具有更高 的强度,可减缓刮墨刀造成的磨损。
网辊的有关参数
网辊的有关参数
电雕网线深度表
目数:每一个IN所含网点的个数;
目数与线数存在有2.54的倍数关系。
如右图列出采用电子雕刻机所能加工
的网线数,当网目数达到或超过300目(
属于自由目数)时,就要用激光进行加工。
以上均是120针的深度(备注:针脚每相差10°网深相差10μm)
电雕深度测试版
一般而言,网辊的转移率为30%~80%,这和胶水或油墨的粘性等有关。
而要提高网辊的转移率,可以采用静电吸附的方式;另外,网点数的确定,和胶水流平性有很大的关系。
网点数=网纹辊直径×π×网纹辊长度×网线数×网线数
常用网目理论容积和深度对照参数表(东运制版)。
柔性版印刷中网纹辊的选用
柔性版印刷中网纹辊的选用网纹辊有三个主要参数,即:每英寸线数、网穴角度及网穴容积。
这三个参数在订购或加工新网纹辊时均会被用户和供货商双方所注意到。
但是,从用户的角度来说,按上述三项参数来验收新网纹辊时是可以了,可是用了一个时期后,网穴的状态肯定会有变化,包括网穴的表面磨损、擦伤或网穴内有干积的墨渣或杂物堵塞,网穴的容墨量即减少,油墨也从磨损的穴壁处溢出,而造成相应墨区油墨密度的不一致。
所以,从用户来说,除了验收时注意上述三个参数外,日后还得经常注意第四项可变因素,即网穴的状态变化。
一.如何恰当选用网纹辊常有人认为:减薄油墨膜层的厚度即可减少VOC(挥发物含量)的释放量,故主张采用较浅网穴的网纹辊。
不错,过后的墨层会带来较多的VOC 释出,可是,墨层的厚薄主要还是由网穴的容积所决定,而网穴的深浅形状只是一方面。
例如每英寸500线浅碟状网穴的网纹辊与每英寸1000线较深陡网穴的网纹辊所印出的墨层,由于其各自的网穴体积可能相差无几,其所得墨层密度也就可能无甚区别。
所以倾向于选用较浅网穴的网纹辊的观念并不合适,主要还是应考虑:在保证最佳的油墨传递及最佳的油墨干燥情况下,选用最大的LPI(每英寸线数),以获得最佳密度。
最佳地选用网纹辊应从每个印件的施工单开始。
这种施工单要根据每个印件的需要,提供所有信息,包括在获得客户同意的签样后,对印刷机所要求的有关参数等。
由于网纹辊是经常在印刷机中互相调换使用的,故指定网纹辊的每英寸线数(LPI)及网穴的容积(BCM)参数是很重要的。
例如:某个印件在一个印刷机组中印红版时用的是600LPI、1.8BCM 的网纹辊,在下一个印刷机组中印刷时,红版的网纹辊只有500LPI、3BCM 及700LPI、1.5BCM两种可供选用,这时就应选参数最接近的网纹辊,即700LPI、1.5BCM的网纹辊。
对于新的印件可能没有历史档案,最好建立一种特性测试记绿,包括用一套标准印版及一套特定的墨量,以不同的网纹辊测试其所得的油墨密度。
网纹辊的知识及技术参数
网纹辊的知识及技术参数网纹辊是一种常用于印刷、涂布、压花、压制等工艺的压力设备,通常由一根金属棒制成,上面刻有一定的凹槽线条,用于将材料压制成特定的纹路或图案。
在使用网纹辊时,需要了解一些基本的知识和技术参数,以确保其正常工作和达到预期的效果。
网纹辊的基本知识网纹辊的类型网纹辊根据凹槽的形状和排列方式可以分为不同类型,其中最常见的有以下几种:•点阵网纹辊:凹槽为圆点状排列,通常用于印刷或压花。
•线条网纹辊:凹槽为线状排列,常用于印刷、涂布等工艺。
•梅花网纹辊:凹槽为六边形或三角形状排列,常用于压花或涂布。
•网格网纹辊:凹槽为网格状排列,常用于涂布或制造人造革。
网纹辊的制造材料网纹辊的制造材料通常包括金属、橡胶、塑料等,具体选择要根据不同的工艺和材料需求来确定。
一般来说,金属网纹辊耐磨性好,使用寿命长,而橡胶或塑料网纹辊适用于对印刷颜色要求较高的工艺。
网纹辊的凹槽深度和线数网纹辊的凹槽深度和线数对于产生的纹路或图案具有重要影响。
一般来说,凹槽深度越深,产生的压力也越大,而线数越多则所产生的特殊效果也越细腻。
因此,根据不同工艺以及所需效果的不同选择合适的网纹辊十分重要。
网纹辊的技术参数网纹深度网纹深度是指网纹辊凹槽的深度,通常使用微米(μm)表示。
网纹深度直接影响着印刷或压制的效果,因此要选择合适的深度以确保印刷品质量。
网纹线数网纹线数是指网纹辊上每英寸上线条的数量,常用于线条型网纹辊。
网纹线数越多则所产生的特殊效果也越细腻,但也会增加印刷或压制的难度。
网纹角度网纹角度是指网纹辊凹槽的倾斜角度,常用于点阵型网纹辊。
不同角度的网纹辊会产生不同的印刷效果和高光反射度。
网纹间距网纹间距是指网纹辊上线条或点阵之间的距离,常用于梅花型和网格型网纹辊。
不同的网纹间距会产生不同的特殊效果,如不规则间距的网纹辊能产生仿造天然花纹的效果。
压力和线速度网纹辊的压力和线速度也是重要的技术参数。
不同的工艺需要不同的压力和线速度来达到理想的印刷或压制效果,因此需要根据实际工艺需要进行选定。
纸箱印刷中网纹辊的应用分析

书山有路勤为径;学海无涯苦作舟
纸箱印刷中网纹辊的应用分析
所周知,网纹辊是纸箱印刷机的“心脏”,直接决定了印刷色彩的鲜
艳程度和清晰程度。
由于市场对纸箱印刷的精美程度要求越来越高,各纸箱厂顺应市场需求,正在不断提升网纹辊的档次。
但我国大多数纸箱厂对网纹辊的了解甚少,在网纹辊如何与版材、油墨等其他要素的配合方面,仍缺少专业的认识。
现在此简单分析一下各类网纹辊在印刷中的表现,以及优质纸箱印刷对网纹辊的具体要求,以供广大纸箱厂生产技术管理人员参考。
金属雕刻镀铬网纹辊
金属雕刻镀铬网纹辊,简称镀铬辊,通常是采用金属模具在软性的(通
常为铜辊)辊体表面挤压,或有时采用电子雕刻的方式,在辊体表面产生
较规则的网穴,然后在表面镀铬所形成的网纹辊。
采用软性金属作基辊是为了便于挤压成形,而镀铬则是为了加强硬度,提高耐磨性。
镀铬辊在二十世纪40年代至80年代广泛用于纸箱印刷。
一支镀铬辊在
刚刚上机使用时,具有良好的载墨量和传墨性能,规则的网墙,极佳的抗堵塞性能。
但使用3个月至6个月后,网墙被磨损得很严重,墨量损失大部分。
这时如果是用刮墨刀系统,则根本无法上墨,如果是用胶辊刮墨,则有些用户是将胶辊松开一些,以在网纹辊表面产生一层”浮墨”,即高
出网穴的一些墨,来达到足够的墨量,但这层浮墨导致了堵版糊版及印刷的清晰度下降。
可见,镀铬辊的最大弱点在于不耐用,且耗费了大量的装配时间。
另一个弱点是难以雕刻较高线数,很难满足更细致的层次网纸箱
专注下一代成长,为了孩子。
网纹辊
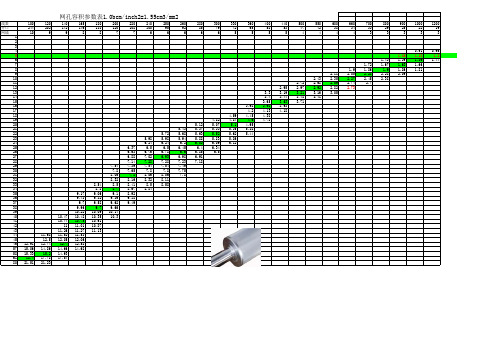
网孔容积参数表1.0bcm/inch2=1.55cm3/mm2线数10012014016518020022024025026028030033036040044050055060066070080090010001200开口2442021721461331201081009592857972655853474238343329252219网墙10998877666665555444433333 12340.910.965 1.16 1.18 1.26 1.43 1.39 1.36 1.447 1.72 1.67 1.63 1.668 1.9 1.86 1.9 1.86 1.819 2.11 2.05 2.21 2.28 2.0910 2.43 2.35 2.27 2.45 2.3811 2.72 2.68 2.59 2.74 2.712 2.95 2.97 2.92 2.82 2.7313 3.3 3.19 3.21 3.16 3.0514 3.4 3.44 3.48 3.4115 3.65 3.63 3.7116 3.98 3.98 3.9317 4.2 4.13 4.1818 4.59 4.45 4.3819 4.82 4.84 4.6 4.7820 5.12 5.07 5.1 4.9521 5.43 5.37 5.33 5.35 5.3822 5.72 5.68 5.63 5.52 5.62 5.4423 5.98 5.98 5.94 5.88 5.83 5.8624 6.24 6.24 6.2 6.03 6.09 6.1225 6.37 6.5 6.5 6.45 6.4 6.3426 6.63 6.76 6.78 6.6 6.85 6.527 6.887.02 6.93 6.98 6.91287.147.287.287.237.18297.547.397.547.547.49307.87.657.87.87.75318.067.88.068.067.8328.328.168.328.11338.548.58.418.58.58348.88.78.678.84359.179.069.18.92369.439.329.369.18379.79.589.629.49389.969.79.663910.2210.0910.144010.4710.4810.3510.34110.7410.7510.61421111.0110.874311.2611.2711.134411.6811.5211.534512.512.0512.064612.9112.7412.712.585715.0614.8614.6614.685815.3315.214.936118.417.7817.548021.5121.23网纹辊的线数是指网纹辊表面单位长度内着墨孔的数量,也是网纹辊的重要参数指标之一,它对网纹辊的传墨性能也具有十分重要的影响。
网纹辊的性质、选择、质量以及清理

网纹辊的性质、选择、质量以及清理网纹辊是网纹辊上光装置中的关键部件。
它的功能是吸纳所需数量的上光油并将其施加到上光印版上。
辊子的雕刻部分和吸纳量必须与所使用的上光油和承印物相适应。
必须遵守特定的清理程序,从而确保获得网纹辊的最佳性能和可靠性。
网纹辊是柔性版印刷工艺的一个产物。
anilox这个词本身指明了它的起源(anil为苯胺),因为它最初用于施加苯胺类柔印油墨。
在过渡期间,网纹辊发展成了有高度技术含量的复杂的部件。
高宝长期以来在短墨路输墨方面积累的的专业知识意味着高宝是全世界唯一具备在公司内部制造网纹辊所需技术诀窍的印刷机制造商。
在高宝拉德博伊尔分部制造的网纹辊主要用于无墨键、无水的短墨路。
高宝联机上光装置使用的网纹辊是由两个专业制造商,Praxair Surface Technologies和Zecher提供的。
雕刻网纹的类型一根网纹辊的整个表面都是经过雕刻的。
经典的雕刻网纹由网穴组成。
以前的凹入部分为棱锥形,而且是像棋盘一样排列的。
后来采用了以蜂房图案排列的具有球形凹入部分的六角形的形状。
尽管当前人们选择诸如六角形这样的封闭结构来施加金属颜料上光油,但在其它应用中,已经逐渐转向开放式结构。
如今,数年的经验已经表明,影线,或像螺纹或线条网屏一样的影线状雕刻部分是效率最高的结构。
尽管影线具有防止泡沫形成的优点,但是上光图案比较复杂时还是可能产生问题,因为离心力会沿着沟槽把上光油驱动到辊的边缘上。
这种施加上光油时的偏移可能造成鬼影,当然这也可能是因润湿不当或刮刀腔体中上光油不足所造成。
从另一方面来说,由不规则的上光造成的鬼影可用使网纹辊和上光印版滚筒的直径为1:1.5的方法来消除。
要开发的雕刻部分图案的最新类型是交叉影线,它生成的图案就像是一个阴图片网屏,但不是由网穴或沟槽组成的,而是由可称为“ 沟槽状产物” 的成分组成的。
Zecher使用90°交叉的雕刻部分在影线沟槽的壁上生成突破口,留下的只有长而纤细的残迹。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
网纹辊的性能参数
网纹辊的性能参教主要有网穴形状和网纹线数。
1.网穴形状
网穴(墨穴)形状主要有棱锥形、格子形、圆锥形、螺旋线形等.目前常用的网穴形状大多采用棱锥形结构.其中以倒四棱锥形(倒金字塔形)和四棱台形应用最为广泛,如图2-17所示.
四棱锥形网穴加工雕刻刀具有锋利的刀尖,所需雕刻压力小.易于保证网穴的几何精度.一般与橡胶墨斗辊配合使用。
四棱台形底部是平截棱锥而形成的平面,网穴的侧面一般较棱锥形的更趋垂直.网穴之间的隔墙比四棱锥形宽,因此四棱台形网穴网纹辊的传墨性能较好,具有通用性,既可与橡胶墨斗辊配合.也可与刮墨刀配合使用.六棱台形网穴的开口角度较大,因而着墨、传墨性能较前述两种要好;其网墙具有更高的强度.可减缓刮墨刀的磨损。
现代激光雕刻网纹辊多采用正六边形的开口。
实践证明.这种正六边形的开口供墨方式可以有效地避免莫尔条纹的产生.斜齿形网穴的法向截面为等腰梯形,是与网纹传墨辊线成45度螺旋雕刻斜槽形成的.这种网穴可保证油墨(或涂布液体)的流动性,具有良好的传墨性能。
斜齿形网纹辊供墨量较大.一般用于涂布。
除了以上几种常用的网穴结构外,利用激光雕刻等先进加工方法,加
工出的半球形网穴及其他异形网穴的网纹传墨辊.其传墨性能进一步提高。
网穴的开口、网墙、深度及锥角等参数均直接影响传墨量,应根据印刷要求,合理进行选择.网穴的开口面积决定了网纹传墨辊向印版农面的传墨单元的大小。
网穴开口边长a与网穴间隔墙宽度的比值决定了网纹传墨辊传墨的均匀性.网穴的开口尺寸a和深度h(锥角a)也影响网穴的传递油墨性能.开口大.深度浅(锥角大),则容易传递油墨;开口过小、深度大(锥角小》时,网穴的传递油墨性能对油墨的黏度比较敏感.另外,网穴的边角对传墨有阻碍作用,这种现象可称为.边角效应”。
四梭锥形网穴(图2-18)底部的边角效应最为强烈,约占网穴的1/3高度的底部不能传递油墨。
这也是改进采用四棱台、六棱台及半球形网穴的一个原因。
2.网纹线数
网纹线数是指单位长度的网线数,一般用“线/厘米(L/cm)"或“线/英寸”表示。
网纹线数可以表示网穴大小,与其容积有着直接的关系。
网纹线数愈高,说明单位面积内的网穴数愈多.网穴则愈小.反之,网穴则愈大,
一般来讲.网纹辊的供墨量随网线数的增加而降低.即网纹辊线数越高,传墨量越小。
在进行半色调或彩色印刷时.需要采用高线数的网纹辊.这是因为,在印版的高光区,网点的尺寸很小,如果采用低线数的网纹辊,每个网穴的面积会大于印版上某些网点的面积.这样在印刷时.某些网点会正好与网纹辊的网穴相对,由于没有隔墙的支
撑,网点浸入网穴中.不仅网点表面被着墨.网点的侧壁也着了墨.这样的网点在承印材料上着墨所产生的色调值比周围网点增大,另外.由于柔性版油墨稀薄,黏度低。
这种网点有时会与相邻网点粘连。
所以在进行半色调或彩色印刷时,网纹辊的网线数一般较高.保证网穴的开口面积小于印版上最小的网点的面积。
对于实地印刷.如果网纹辊的网线数过低.则供墨量太大.印版边缘因积墨而造成印品边缘重影,如果网线数过高,供墨量不足,实地密度不够而发花。
实际工作中.必须根据供墨量合理选择线数。
一般情况下,如表2-1所示的应用示例可供参考。
实践表明.网纹辊的网线数应与印版的加网线数保持((3----4):1的比例关系,并采用逆向刮刀方式.这是实现网点印刷的重要条件之一。
因此,可报据各色版的加网线数确定网纹辊的网线数。
除网穴形状和网纹线数外,网穴排列角度对网纹辊的传墨性能也有影响.网穴的排列方式多种多样.但一般选择60度和30度排列的六边形网穴和45度排列的棱形网穴三种.60度排列的正六边形网纹辊,巳经成为行业标准。
主要是因为60度排列的正六边形网穴有以下优点。
1.在这种排列方式中,网穴排列最紧凑,在给定的面积上.网穴的数量比其他排列方式可多将近15%。
因此在相同面积的网纹辊表面上.可以雕刻更多的同等大小的网穴.传输更多的油墨。
2.在以激光雕刻60度排列的正六边形网穴时,网穴间的多余位置可以被最大限度地消除.在传递相同墨量的条件下,网穴可以做得更浅,这利于油墨的传递.
3.60度排列的正六边形网穴可以避免出现沟渠,也就不会由此而造成墨痕。
4.对于网纹辊制造商来说.60度排列的正六边形网穴更易于雕刻,易于保证标准形状和体积。
所以.制作各种网纹辊的稳定性会更高。
注:本文来自广州爱堡官方网站,转载请注明!。