高速棒材轧制技术
棒材切分轧制工艺

郭宝峰
学习目标
1、让大家对切分轧制工艺有个初 步的认识。
2、理解切分轧制的概念、意义。 3、了解实际生产过程中的注意事
项。
切分轧制的概念
• 所谓切分轧制,就是在轧制过程中把一根 轧件利用孔型和导卫的作用,轧成具有两 根或两根以上相同形状的并联轧件,再利 用切分设备或轧辊的辊环将并联的轧件沿 纵向切分成两个或两个以上的单根轧件, 这些切分后的轧件有的可直接作为成品, 有的则作为中间坯继续在线同时进行轧制。 根据切分后形成轧件的数目多少,又可分 为二切分、三切分、四切分、五切分等。
四切分工艺概况
切分轧制对温度的要求
• 承钢各线均配备侧进侧出双蓄热步进 式加热炉,坯料165*165*118000,切分 开轧温度控制在1030-1150之间,或高 或低均会引起切分轮故障,即温度低 切分负荷重,切分轴承容易坏,温度 高切分刀容易粘铁,切分终轧温度不 低于850℃。
温度高低对轧制的影响
• 轧机全部使用短应力机型,一般配套120米冷床, 3#剪和冷床距离为120米,即与冷床长度1:1设计。 我们由于地形限制,冷床96米,上冷床距离63米, 这将成为制约提速的关键问题。
切分轧制工艺的意义
1、不同规格产品的生产能力基本均衡。因为 炼钢连铸能力相对稳定,而轧钢能力因为 生产规格不同波动大,特别是小规格棒材 产量低。采用切分工艺可以使多种规格棒 材的轧制能力基本相等,同时,对于轧钢 工序来说,可使加热炉、轧机、冷床及其 它辅助设备的生产能力充分发挥。
• 棒材切分轧机区的设计一般采用18架布置,即 6+6+6,粗中精各6架。粗中轧平立交替无扭轧制, 精轧16、18架平立可转换,轧单线时全部平立交 替无扭轧制。切分时,16、18架为平轧,13架平 辊,14架立轧,15架预切,16架切分,17架成前 扭转后经活套进入18架成品。也有19架的,预切 分为两架。
棒材直接轧制打捆工艺及装备

棒材直接轧制打捆工艺及装备赵辉1,2① 许鑫1,2(1:北京首钢国际工程技术有限公司 北京100043;2:北京市冶金三维仿真设计工程技术研究中心 北京100043)摘 要 棒材直接轧制打捆工艺可以减少设备和土建投资,降低生产成本,提高成材率和作业效率。
分析了达涅利公司棒材直接轧制打捆技术的特点及优势。
同时,介绍了棒材直接轧制打捆技术的典型工艺布置和关键设备。
最后针对该技术在国内的推广应用给出了合理化建议。
关键词 直接轧制打捆;棒材;工艺与装备中图法分类号 TG335.6 文献标识码 ADoi:10 3969/j issn 1001-1269 2024 01 010DirectRollingandBundlingProcessandEquipmentofBarZhaoHui1,2 XuXin1,2(1:BeijingShougangInternationalEngineeringTechnologyCo.,Ltd.,Beijing100043;2:MetallurgicalEngineering3 DSimulationDesignEngineeringTechnologyResearchCenterofBeijing,Beijing100043)ABSTRACT Thedirectrollingandbundlingprocessofbarscanreduceequipmentandcivilengineeringinvestment,reduceproductioncosts,andimproveyieldandoperationalefficiency.ThetechnicalcharacteristicsandadvantagesofbardirectrollingandbundlingtechnologyofDanieliCompanyareanalyzed.Meanwhile,thetypicallayoutandkeyequipmentsofbardirectrollingandbundlingtechnologyareintroduced.Finally,reasonablesuggestionsaregivenforthepromotionandapplicationofthistechnologyinChina.KEYWORDS Drietrollingdundling;Bar;Technologyandequipment1 前言直接轧制打捆工艺(Directrollingandbundlingprocess(DRB))是一种具有革命意义的创新技术,该技术使传统的倍尺棒材冷却用长冷床和相应的冷定尺剪切设备不再需要,使普通钢种直条棒材生产技术发生划时代的巨大变化。
棒材20螺2线切分轧制技术的开发与应用
关键 词 : 轧钢一厂 棒材 切分轧制 2 线切分 工艺设计
பைடு நூலகம்1 前 言
品 ,采 用 二 切 分 轧 制 。 由 于 受 设 备 能 力 所 限 ,  ̄2 mm 切 分 轧 制 至 今 国 内 只有 少 数几 家 钢 铁 企 0 业 轧 制 成 功 。承 钢 轧 钢一 厂 二 棒 生产 线 从 投产 以
的高 刚 度短 应力 线 轧 机组 成 ,且后 三 架 轧机 之 间
设 有 活 套装 置 ; 轧机 组 由六 架 ( 8 x ) 机 组 精  ̄3 0 6 轧
道次多 , 易产 生故 障。根 据 承钢 轧钢 一厂 二棒 生产
线 的工 艺 布 置 情 况 , 0 m 带肋 钢 筋 2线 切 分 轧  ̄2 m 制 选 择 K3孔 为切 分 孔 。切 分 出来 的 2根 轧件 Kl 、 K 2机架 2道 次轧 制 出 2根 成 品 。2根成 品 同时通 过 输 出辊 道输 入 冷床 。 ( ) 切分 方 式选 择 : 分 方式 的选 择 要 根据 2 切 设 备 性 能 和操作 方 式而 定 。 二棒 生产线 带肋 钢筋 2 线 切分 轧制 选 用 了 切分 轮 法 ,通 过 安装 在 切 分 盒 内的切 分 轮 将 2根 并 联 轧 件切 开 ,切开 后 的 2根 轧件 由 2孔 导槽 引导进 入 活套 和轧 机 间轧槽 。 22 2线切 分 工艺 技 术要 点 .  ̄2 m 带 肋 钢 筋 2线 切 分 工 艺 技 术 无 论 在 0m
21 工艺 方 案 .
( ) 切 分 位 位 置选 择 : 分位 置选 择是 否 合 1 切 理 , 对 产 品的 质量 、 量 和工 人操 作 习惯 有 很 大 将 产
影 响 。如 果切 分 位 置离 成 品机架 远 , 多线 轧 制 的 则
微张力轧制的控制与研究
微张力轧制的控制与研究赵逸云(宝武股份武钢有限湖北武汉430000)摘要:微张力轧制是不用活套支撑器,而用主电机的传动力矩随张力变化直接控制轧件在机架间张力的一种轧制方法。
关键字:棒材、微张力、转矩、速降补偿1.前言微张力轧制是基于在轧制过程中利用软件自动测量、分析电机转矩变化及相邻轧机间张力,适时修正以实现轧机间的张力控制最佳化。
微张力轧制对高速棒材生产线安全稳定运行极其重要,常用在粗、中轧区域,可以大减少轧制过程中两机架间堆拉关系不匹配造成的产品质量问题以及导卫件损坏、堵钢等生产事故,有利于提高生产率,降低成本消耗。
2.问题描述高速棒材生产线自2022年1月试生产以来,轧机导卫件损坏频繁,并且在一、二号剪区域偶尔会因为粗、中轧堆拉关系不匹配而产生异常的浪形波动。
图一是一次较严重异常浪形偶发事件,极其容易导致堵钢,影响生产效率。
3.原因分析A.微张力的测量图二是微张力的测量示意图,当轧件通过N架轧机时,N架轧机咬钢时,计算机对N架轧机的电机转矩进行检测和储存,作为无张力转矩值;当N+1架轧机咬钢后,再检测和储存N架轧机的电机转矩。
B.微张力轧制的实现高速棒材生产线粗、中轧的各组机架间一般都由微张力控制来完成轧件的轧制,其大多是通过主传动电机转矩比较法来实现的。
具体实现原理如下:在轧件进入相邻下一个轧机之前和之后,在轧机主传动电机达到稳定运行状态的前提下,分别对本架电机的转矩值进行测量并储存,并通过比较的差值来反映堆钢、拉钢以及堆拉钢的程度,然后再由对本机架速度的调整来使转矩的差值达到允许范围以内,这个调节过程只能在轧件于各机架间的穿料过程中才能进行。
调节过程中还要对原速度设定值进行修正,然后将修正后的值储存起来,作为下一根轧件的初始设定。
C.微张力的影响因素微张力的计算容易受到电机转矩波动影响,导致其计算不准确。
轧机在轧件咬入瞬间会受到冲击使得电机的转速有一个动态降低过程,此过程会导致轧件头部产生不规则形变,轧件头部粗细不均又会导致电机转矩不合理波动。
棒材工艺轧制原理

• 热轧生产线:热轧生产线主要包括加热炉、轧机、冷却设备等 • 冷轧生产线:冷轧生产线主要包括矫直机、剪切机、冷床等 • 在线轧制生产线:在线轧制生产线主要包括连轧机、飞剪、卷取机等
棒06材工艺轧制技术的发展与展 望
棒材工艺轧制技术的 最新进展
• 棒材工艺轧制技术的最新进展 • 高性能轧制技术:通过优化轧制工艺,提高金属的力学性能和 表面质量 • 智能化轧制技术:利用计算机技术和传感器技术,实现轧制过 程的自动化和智能化 • 环保节能轧制技术:通过优化生产工艺和设备,降低能源消耗 和环境污染
棒材工艺轧制技术的未来挑战
• 技术难题:解决棒材工艺轧制过程中的技术难题,提高 产品质量和生产效率 • 市场竞争:应对市场竞争,提高棒材工艺轧制技术的竞 争力和市场份额
THANK YOU FOR WATCHING
谢谢观看
棒材工艺轧制的基本原理及其影响因素
棒材工艺轧制的基本原理
• 金属在塑性变形过程中的晶格位错和滑移 • 通过改变金属的晶粒形状和晶粒大小来实现塑性变形
棒材工艺轧制的影响因素
• 轧制温度:影响金属的塑性和流动性 • 轧制速度:影响金属的变形速度和冷却速度 • 轧制压力:影响金属的变形程度和密度 • 轧制间隙:影响金属的变形均匀性和表面质量
轧制间隙的调整
• 自动调整:通过自动控制系统实时调整轧制间隙 • 手动调整:根据轧制过程中的实际情况手动调整轧制间 隙
棒03材工艺轧制过程中的组织性 能变化
轧制过程中的微观组织演变
金属在轧制过程中的微观组织变化
• 晶粒形状和大小的变化:轧制过程中晶粒逐渐拉长,晶 粒大小减小 • 晶格位错和滑移的产生:轧制过程中晶格位错和轧制技术的发展趋势 • 高生产效率:提高轧制速度,提高生产效率,降低生产成本 • 高质量:提高金属的力学性能和表面质量,满足市场需求 • 环保节能:降低能源消耗和环境污染,实现可持续发展
棒线材MI.DA.无头轧制技术介绍

棒线材MI.DA.无头轧制技术介绍赵辉1,2①(1:北京首钢国际工程技术有限公司 北京100043;2:北京市冶金三维仿真设计工程技术研究中心 北京100043)摘 要 本文主要介绍MI.DA.无头轧制技术以及国内应用现状。
以山西建邦MI.DA.生产线为例,详细介绍了MI.DA.无头轧制的生产工艺和装备,总结了MI.DA.无头轧制技术的优缺点,为今后国内新建类似项目给出建议。
关键词 无头轧制 棒材 线材 MI.DA.中图法分类号 TG333 TG335.1 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 06 025IntroductiontoMI.DA.HeadlessRollingTechnologyofBarandWireZhaoHui1,2(1:BeijingShougangInternationalEngineeringTechnologyCo.,Ltd.,Beijing100043;2:MetallurgicalEngineering3-DSimulationDesignEngineeringTechnologyResearchCenterofBeijing,Beijing100043)ABSTRACT MI.DA.headlessrollingtechnologyanditsdomesticapplicationstatusareintroduced.TakingShanxiJianbangMI.DAproductionlineasanexample,theproductionprocessandequipmentofMI.DAheadlessrollingareintroducedindetail,theadvantagesanddisdvantagesofMI.DAheadlessrollingtechnologyaresummarized,andsuggestionsaregivenfornewsimilarprojectsinChinainthefuture.KEYWORDS Headlessrolling Rod Wire MI.DA.1 前言节能降本一直是我国钢铁企业追求的目标,如何在保证产量的同时,降低生产成本,无头轧制工艺是一个很好的选择。
棒材厂无槽轧制技术研发应用
无 槽轧 制技 术 的开 发与 应用 是 同行业 中较为 先
每年 将产 生 2 19万 元 的经 济效 益 。车 间对 于 中轧 5.
机 组 无槽 轧制 技术 改造 已经准 备就 绪 ,具备 了试轧 条件 ,粗 中轧 全 部实施 无 槽轧 制 以后将 产 生更 大 的 经 济效 益 。 ( 材 厂 王 慧玉 黄海 玉 ) 棒
行 了无 槽轧 制技 术 改造 ,与将产 生 良好 的经 济效 益 ,据不
完 全 统计 ,粗 轧 前 五 部 车使 用无 槽 轧 制 技 术 以后 ,
轧制具有节约能源 、有利于表面更新 ,轧件变形均 匀 ,轧 辊利 用率 高 , 轧辊 复修 简 化 , 提高 轧机 的生 产
・+ ・
・+ ・
・+ ・
“+
・+ ・
・+ ・
・+ ・
. . +
・+ ・
・+ ・
”+
・— ・+ ・- ■ ・
“+
・+ ・
・+ -
・+ ・
“
”+
“+
”
一+
・+ ・
棒 材 厂 无 槽 轧 制 技 术 研 发 应 用
棒 材 厂第一 轧 钢 车问 先后 对粗 轧一 至 五部 车进 轧制 技术 在 轧辊 消耗 、换 辊 换槽 时 问减少 、轧辊 的
参考 文 献
[ ] 王凤 平 .轧机弹性胶体 平衡 装置的优 化及 应 用 .液压 1
与传 动 ,2 0 0 9,9 .
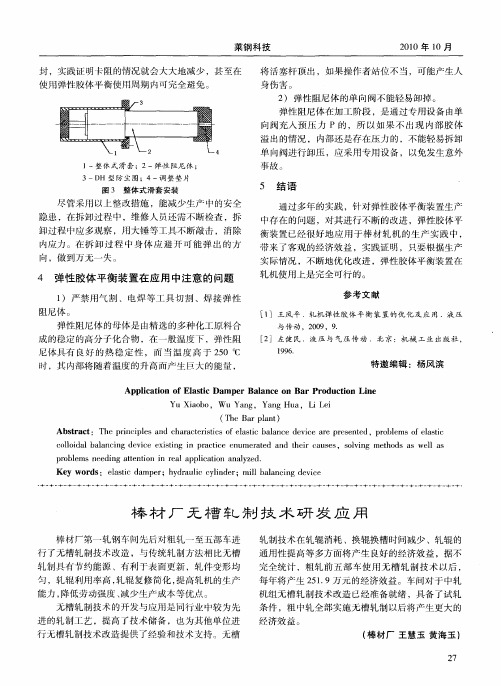
尽管 采用 以上 整 改措施 ,能减 少生 产 中 的安全
隐患 ,在 拆卸 过程 中 ,维 修人 员还 需不 断检 查 ,拆 卸过 程 中应 多 观察 ,用 大锤 等 工具 不断 敲击 ,消除
棒材轧制(生产)工艺

目录热轧带肋钢筋的生产工艺及车间设计摘要:从工艺配置,设备选型,工艺控制,平面布置,设备等多方面介绍了热轧带肋钢筋的生产工艺及车间平面布置的情况,并提供了热轧线上主要机组的工艺技术参数。
关键词:热轧带肋钢筋,工艺,平面布置,设备。
Abstract: Focused on the process configuration, equipment selection, process control, layout, equipment, etc., and introduces the rolled ribbed bars production craft and workshop layout, and provides the hot line of main technical parameters.Key words:Rolled ribbed bars, craft, layout, equipment。
第一张热轧带肋钢筋国内外发展概况及建厂的必要性与可行性分析1.1螺纹钢筋市场分析与前景展望螺纹钢筋广泛应用于普通混凝土结构和预应力混凝土结构,是房屋、桥梁、隧道、水坝、桩基等建筑设施的重要材料,在国民经济中占有极其重要的地位,是我国重点发展和研究的钢材品种之一。
目前,我国有四十多个厂家生产螺纹钢筋,产量逐年上升,1982年全国总产量近166万吨,除了满足国内需要外,近年来出口钢筋数量迅速增加,1981年为18万吨,1982年约30万吨;1983年预计可达35万吨。
国内生产的螺纹钢筋,规格有小6一小40毫米,其中小40毫米规格主要供出口。
钢筋的强度级别主要为GB1499一79标准规定的1级和l级钢筋。
W级钢筋产量较低。
目前,各厂家生产螺纹钢筋的工艺,基本上为热轧、随后在冷床上空冷的传统流程。
控制轧制尚未应用于生产。
仅有少数厂家开展了轧后控制冷却工艺的试验生产。
螺纹钢筋的纹型,国内l、l 级钢筋大部分按首钢、唐钢和冶金部建筑研究总院共同制定的《热轧月牙纹钢筋技术条件》生产纵横筋不相交的月牙纹钢筋,少数仍采用国际规定的人字纹型;F级钢筋则采用不带纵筋的连续螺旋型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速棒材轧制技术
1.炼轧棒材轧制的新技术有哪些?
(1)全短应力无扭告诉轧制。
目前国际上先进的生产线,像意大利ABSIWNA厂,就采用全短应力线平立交替无扭轧制。
(2)大批料低能耗。
全热装式热送直接轧制技术,以日本NKK高森厂为代表的大批料直接轧制,边角补热的方式是降低成本,提高产品竞争力的有效途径,我国有数家工厂也做过尝试。
目前广泛应用的是连铸热装·蓄热式加热炉等。
(3)控轧·控冷超级钢技术。
采用低成本材料生产高强度(400Mpa)螺纹钢筋时我国“973“科研项目。
在淮阳·南钢·三明等棒材厂进行了尝试,并取得了一些成绩,预测很快便有产品进入市场。
2002年新上项目基本上都考虑了生产超级钢的可能性。
(4)多线切分技术。
国内两线切分技术已经得到广泛应用,三线切分技术目前在几家轧钢厂得到成功应用,并取得预期效益。
四线切分仅广钢从巴登引进,目前尚不稳定。
随着材料研究的深入,高强度钢在市场上所占的比重会越来越大,用小规格产品来替代原来的中大规格已经成为必然的趋势。
熟练掌握并应用好多线切分技术对炼轧棒材生产线是十分必要的,
(5)成卷交货技术的应用。
国外的轧机,尤其是棒线才复合生产线,生产Ф8~16mm螺纹钢,并以成卷状态交货,大大方便了客户不同的要求,尤其是高速公路·机场·大型桥梁等用户。
近年来又有设备制造公司专门为棒线材生产线设计制造的卷取机。
像意大利POMINI公司,最大规格可以卷曲Ф25以上的棒材。
这些产品除直接供各户使用外,大部分进行深加工,直接送到工地。
(6)螺纹刚的深加工。
国外的建筑市场已基本实现机械化,而且由于劳动力成本等问题,使得客户愈来愈多的面向加工配送中心订购螺纹钢深加工制品,而不是直接向钢厂订货。
这样客户可以根据自己的建设进度,要求螺纹钢加工线每天运来螺纹钢制品,(7)硬质合金辊环在连轧棒材生产线上的应用。
由于生产小规格产品和降低制造成本的要求,许多生产厂开始采用硬质合金辊环。
目前应用最多的是德国SAAK的组合辊环。
国内有5家公司也开始生产并投入应用这种辊环,从其使用效果看,与国外进口的差距不大,但加工难度很大。
(8)自动计数技术。
最新的自动计数是采用光学摄像机配合CCD(电荷藕合器件,是一种半导体装置,能够把光学影像转化为数字信号)处理系统,可以精确读取每捆的根数,但不能在线自动分捆解决自动计数也可以从钢坯优化·倍尺优化上做工作,冷剪前计齿条动作,让每批钢的根数保持一致,也可保证每捆的根数严格一致。
2.现代棒材生产线主要有哪些设备,其主要作用是什么?现代棒材生产线主要有以下设
备:加热炉·轧机·剪机·冷床·冷剪·打捆机等。
加热炉:用于对炉内钢坯的预热,加热,升温,是钢坯有一定的塑性,以满足轧机的轧制要求。
轧机:轧件在转动的轧辊间产生塑性变形,轧出所需要的断面形状和尺寸的钢材
1号剪·2号剪:用于对轧件进行切头·切尾或在事故状态下进行碎断。
3号剪:主要对成品钢材在热态下进行倍尺剪切和优化剪切。
冷床:对所有轧件进行冷却矫直·齐头·保证轧件成品的平直度。
冷剪:进行定尺剪切,便于下到工序的加工和运输。
打捆机:对剪切后的成品钢材按要求进行打捆的设备。
3.什么是无头轧制?
无头轧制及在轧制过程中,将前后钢坯的头尾焊接起来,达到连续供坯,不断轧制,
在一个换辊周期内,轧件长度可无限延长的轧制方法。
4.什么事无头焊接轧制技术?
所谓无头焊接轧制就是无头轧制的详细称呼。
它将传统轧钢生产中的定尺钢坯(长度根据加热炉规格型式而定),在进入粗轧以前,通过钢坯焊接机将前后两根钢坯的头尾焊接在一起(此时,钢坯的头部已经进入粗轧机),并去除焊瘤,作为一根钢坯进入粗轧机,从而实现无头轧制。
5.无头焊接轧制工艺过程有哪些?
焊接过程从加热炉出口开始,钢坯在加热炉出口经高压水除鳞后,其前端与已进入粗轧机的前一根钢坯的尾部闪光对焊在一起。
具体程序如下:
(1)脉冲发生器落下,测量已进入粗轧机的钢坯尾部的运行速度,光电管测出钢坯头尾出现的时间,焊机启动,加速至钢坯的运行速度,即与第一架轧机的咬入速度一至;(2)两套夹钳分别将两根钢坯两端部夹紧。
(3)脉冲发生器抬起,焊接开始:钢坯定位调整——预热打火——闪光焊接——金属熔化——沿钢坯轴向施以很大的挤压力。
(4)分别沿水平·垂直方向去除焊瘤。
(5)夹钳打开,焊机减速。
(6)焊机返回到起始位置,光电管探测钢坯尾部,准备下一次焊接周期。
此时,对接在一起的两根钢坯作为一根钢坯进入粗轧机完成轧制过程。
6.无头焊接的优点有哪些?
无头焊接轧制具有提高产量,提高成材率和轧机作业率·降低成本·便于生产管理·适应性强等特点。
(1)提高产量。
省去了钢坯间隔时间,增加了有效生产时间,提高了产量:废品通常出现在棒料头部,因而大大减少了废品率以及产生废品所消耗的时间:消除了钢坯切
头·切尾损失。
(2)提高了成材率和轧机作业率。
1)在无头焊接轧制中可以实现一个生产班对第一根钢坯切头,对最后一根钢坯切尾;2)无需在冷床上位实现棒材长度最优化而进行的
剪切作业,剪床只剪切倍尺而没有短尺产生:3)。