评片表
X射线试验检测记录表

QJ0904c
检测数量 检测比例 检件总数
扩透张数
张
Ⅲ级
张
Ⅳ级
张
X 射 线 检 验 评 片 结 果 底片 透射 编号 日期 I级 焊缝等级标准 Ⅱ级 Ⅲ级 Ⅳ级 缺陷记录 缺陷性质 缺陷尺寸 评定级别 评定结论
备注:
试验:
复核:日期:年来自月日第
页,共
页
X射线试验原始记录表
试验室名称: 工程部位/用途 样品名称 试验依据 试验条件 主要仪器设备 及编号 设计要求 焊接形式 焊工代号 检验依据 射线源种类 拍 片 管电压/同位素类型 条 管电源/活度 件 曝光时间 透照方式 拍片数量 评定结果 焊口拍片总张数 合格张 一次返修张 数 数 I级 张 Ⅱ级 二次返修张数 三次返修张数 像质指数 黑 度 像质剂型号 设备型号 焦 距 胶片类别 胶片规格 增感方式 委托/任务编号 样品编号 样品描述 试验日期 记录编号:
放射科质量分级控制考核表

一项执行不好扣5分
机器正常保洁、保养情况,设 备是否运转正常(10分)
一项执行不好扣5分)
病人信息采集情况(5分)
一项执行不好扣1分
报告书写规范,描述正确,有 无提示性诊断或提出建议,签 名清 楚(20分) 病例随访,差错事故登记及情 况(10分)
抽20分报告,一处执 行不好扣1分
无记录不得分,一项 执行不好扣1分
评片情况,甲片率是否大于90% 不评片不得分,甲片率 (20分) 每下降1%扣2风
一次性口杯处理情况(5分)
未按规定处理不得分
病员满意度(10分)
随机抽查5个病人,有 一人不满意扣2分 无记录不得分,执行不 好扣2分
周工作量统计情况(5分)
ASME评片表格
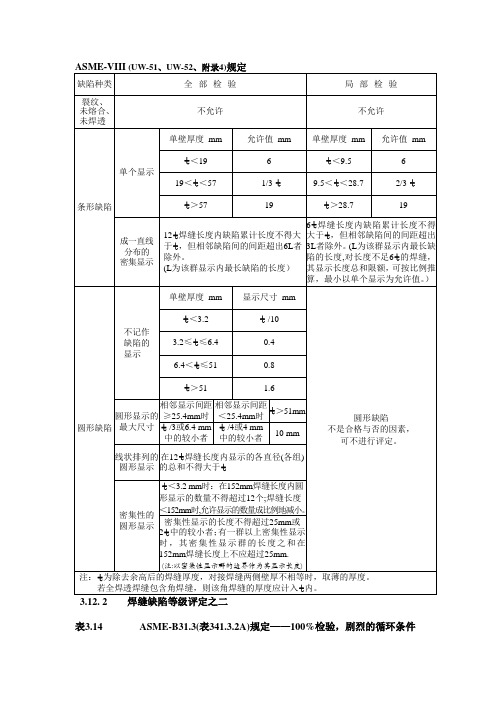
圆形显示
t<3.2mm时:在152mm焊缝长度内圆
形显示的数量不得超过12个;焊缝长度
<152mm时,允许显示的数量成比例地减小。
密集性显示的长度不得超过25mm或
2t中的较小者;有一群以上密集性显示时,其密集性显示群的长度之和在152mm焊缝长度上不应超过25mm.
(注:以密集性显示群的边界作为其显示长度)
接口的受压焊缝)
角焊缝
(包括承插焊、密封焊、
平焊法兰、支管补强
和支承件的连接焊缝)
裂纹
不允许
不允许
不允许
不允许
未熔合
不允许
不允许
不允许
不允许
未焊透
不允许
不允许
不允许
不适用
圆形缺陷
同ASME-VIII
的全部检验
同ASME-VIII
的全部检验
同ASME-VIII
的全部检验
不适用
条形
缺陷
单个长度
≤TW/3
(L为该群显示内最长缺陷的长度)
6t焊缝长度内缺陷累计长度不得大于t,但相邻缺陷间的间距超出3L者除外。(L为该群显示内最长缺陷的长度,对长度不足6t的焊缝,其显示长度总和限额,可按比例推算,最小以单个显示为允许值。)
圆形缺陷
不记作
缺陷的
显示
单壁厚度mm
显示尺寸mm
圆形缺陷
不是合格与否的因素,
可不进行评定。
≤6.4
1.6
≤6.4
1.6
6.4<Tw≤12.7
3.2
6.4<Tw≤12.7
3.2
6.4<Tw≤12.7
3.2
6.4<Tw≤12.7
3.2
微电影品鉴会意见表格模版
《回到乐山》将代表乐山参与四川网络视频创作大赛,恭请资深影迷发表高见,对《回到乐山》提出建设性意见,谨此感谢您的配合。
观影者
电话
微信号
1、您对《回到乐山》的总体评价
2、您觉得《回到乐山》最大的硬伤在哪?(主人翁内容是否冗长/不舒服的地方等)
3、您觉得《回到乐山》在人物衔接有缺陷的地方吗?如果有请写下您的建议
4、您觉得《回到乐山》在音乐方面有缺陷的地方吗?(配音、配乐、音效等)
5、您觉得《回到乐山》在剪辑方面有缺陷的地方吗?(人物衔接、画面剪辑等)
6、您觉得《回到乐山》在内容方面有缺陷的地方吗?(主线、剧情、容等)
7、其他意见
英语电影评分表
英语电影评分表影片信息影片名称:[影片名称]导演:[导演姓名]类型:[影片类型]发行日期:[发行日期]评分标准我们将使用以下评分标准对英语电影进行评分:1. 剧情(最多10分):剧情(最多10分):- 故事情节的吸引力和发展- 角色的复杂性和发展- 对观众的情感共鸣2. 表演(最多10分):表演(最多10分):- 演员的表演技巧和情感传达- 角色塑造的真实性和可信度- 配角的表演质量3. 视觉效果(最多10分):视觉效果(最多10分):- 摄影技术和画面质量- 舞台设计和布景效果- 视觉特效和CGI的使用4. 音乐和配乐(最多10分):音乐和配乐(最多10分):- 音乐的配乐效果- 配乐与剧情和氛围的契合度5. 导演技巧(最多10分):导演技巧(最多10分):- 叙事技巧和节奏掌控- 特殊镜头和编辑效果- 对整个影片的导演风格和创意评分条目请根据以上评分标准,对以下英语电影进行评分,并在后面的方框内填写分数:[电影名称1]:- 剧情:- 表演:- 视觉效果:- 音乐和配乐:- 导演技巧:[电影名称2]:- 剧情:- 表演:- 视觉效果:- 音乐和配乐:- 导演技巧:[电影名称3]:- 剧情:- 表演:- 视觉效果:- 音乐和配乐:- 导演技巧:总结在完成评分后,请计算每部电影的总分,并在每部电影后面总结推荐意见:[电影名称1]:- 总分:- 推荐意见:[电影名称2]:- 总分:- 推荐意见:[电影名称3]:- 总分:- 推荐意见:以上是英语电影评分表,我们鼓励您尽快完成评分,并分享您的观点和推荐意见。
谢谢!。
压力容器定期检验报告
报告编号:压力容器定期检验报告设备品种:____________________________________ 设备代码:____________________________________ 使用单位:____________________________________ 单位内编号:__________________________________ 检验类别:____________________________________ 检验日期:____________________________________报告编号:(印制检验单位名称)注意事项1•本报告为依据《压力容器定期检验规则》(TSG R7001)对在用压力容器进行定检验的结论报告,检验结论代表该压力容器在检验时的安全状况。
2.本报告应当由计算机打印输出,或者用钢笔、签字笔填写,字迹要工整,涂改无效。
3.结论报告无编制、审核、批准人员等签字,以及检验机构核准证号、检验专用章或者公章无效。
4.本报告一式两份,由检验机构和使用单位分别保存。
5.受检单位对本报告结论如有异议,请在收到报告书之日起15日内,向检验机构提出书面意见。
检验机构地址:邮政编码:联系电话:电子邮件:报告编号:报告编号:共页第页报告编号:共页第页报告编号:注:检验结果栏中,打“V”表示无问题或者合格的检验项目,打“X”表示有问题或者不合格的检验项目,填写“无此项”表示实际没有的检验项目,划“一”表示无法检验的项目。
共页第页共页第页报告编号:注:测厚记录表格不够时,可以按照测厚记录格式增加续页;名义厚度和实测最小厚度的栏目根据实际的测定部位的情况填写。
本附录的有关单项报告、记录的数据栏目不够时,可以按照其相应的报告、记录格式增加续页,以下类似的均同。
共页第页报告编号:注:本校核不代替设计计算,不免除设计者责任。
共页第页共页第页射线检测报告报告编号:超声波检测报告共页第页报告编号:衍射时差法(TOFD )超声检测报告报告编号:共页第页共页第页报告编号:共页第页报告编号:共页第页共页第页声发射检测报告报告编号:共页第页材料成分分析报告报告编号:共页第页报告编号:共页第页报告编号:共页第页安全附件检验报告报告编号:共页第页共页第页。
射线检测评片考试内容简介
3.5定量:裂纹、未熔合、未焊透、 条形缺陷指确定缺陷的长度,圆形 缺陷只要指出最大缺陷的的长径, 用φX表示 3.6定位:以定位标记竖箭头为零点, 水平箭头所指的方向为“+”,相 反方向为“-”
3.7“备注”:你认为需要说明的内容 写入备注栏。
3.8缺陷性质、定量及缺陷位置的填 写参见下图示例:
3.1 “底片编号” “底片编号” 按底片左上角的标签顺 序填写。 3.2“标记位置”要求判断底片上显示 的标记位置是“正确”或“不正 确”,并在相应的格内打√。
3.3“像质计”:要求判断底片上“有” 或“没有”像质计影像,并在相应 的格内打√。 3.4定性:按五类缺陷定性,用符号 表示:A-裂纹、B-未熔合、C- 未焊透、D-条形缺陷、E-圆形缺 陷;
3.9底片两端有搭接标记时,评定搭 接标记范围内的缺陷;底片两端无 搭接标记时,底片两端20mm范围 内不评定幻灯片编制:孟传亨 适用承压设备RT教材
射线检测评片考试内容简介 1评片考核内容 评片考核内容 每人评定5张焊缝透视底片。时间30 分钟。评定结果记录在评片考试记 录表上。
2评片考核记录表格式 评片考核记录表格式 见表格。 见表格 3评片记录表填写注意事项 评片记录表填写注意事项 评片记录表
4-RT评片一次性规定
湖南省特种设备射线探伤Ⅱ级人员评片考核说明1、每袋10张底片,每张底片上的编号应与评定考核表上的序号相对应。
2、考核时间为50分钟(包括填写评片记录时间),不能超过15分钟。
超时小于或等于5分钟扣2分,超时5~10分钟内扣6分,超时10~15分钟扣10分。
3、焊缝型式、施焊位置、焊接方法在相应的栏内打“√”表示。
4、每张底片的缺陷评定分布图栏范围为该底片有效评定范围的缺陷记录区。
缺陷记录位置按底片左上方编号为准填入相应位置上,管焊缝缺陷分布图方位以该片的拍片编号正向摆放为准。
各缺陷的代号为:裂纹代号为“A”,未熔合代号为“B”,未焊透代号为“C”,条形缺陷代号为“D”,圆形缺陷为“E”。
各缺陷的定量值记录在代号的后面。
例如;8毫米长的裂纹记录为“A8”,圆形缺陷换算成9点记录为“E9”等等。
线性缺陷有几条集中一起,定量值为最长者,条数记录其后,如某处有3条裂纹在一起,最长者为10毫米,记录成“A10×3”。
5、有伪缺陷、咬边(包括内咬边)、凹陷、烧穿、焊瘤等可在备注栏注明,不参加评级。
6、由于材质或结构等原因,进行返修,可能会产生不利后果的对接焊接接头,各级别的圆形缺陷点数可以放宽1~2点。
此条本次考试不执行。
7、通常将黑度大的圆形缺陷定义为深孔缺陷,当对接焊接接头存在深孔时,其质量级别应评为Ⅳ级。
8、小径管圆形缺陷只有10mm×10mm评定区,综合评级是在条形缺陷评定区内同时存在多种缺陷时,应进行综合评级,对各类缺陷分别评级,取质量最低的级别作为综合评级的级别,当各类缺陷的级别相同时,则降一级作为综合评级的级别。
9、此表按新考证人员考核打分(满分60分),复试人员其成绩应乘以10/6的系数(满分100分)。
10、评级仅限于搭接标记范围内(包括丁字焊缝)的缺陷,没有搭记标记的评整张片。
11、评片时,对底片应妥善保护,严禁对底片污损,对故意污损人员,除经济赔偿外,考试按不合格论处,并通报考生单位。
ASME评片标准
ASME评片标准1.不允许的缺陷:任何显示特征为裂纹或未熔合或未焊透区域。
2.条形缺陷:(长宽比≥3:1)任何其他条形显示长度大于:t<19mm 6mm19mm≤t≤57 1/3tt>57mm 19mm注:⑴其中t为除去允许的焊缝余高后的焊缝厚度。
⑵任何一群成一直线分布的显示,在12t的长度内累计长度大于t值,但相邻缺陷间的间距超出6L者除外。
在这里L为该群显示内最长缺陷的长度。
3.圆形缺陷的判定:a.不记作缺陷的显示,只有超过下列尺寸的圆形显示才记作缺陷:t<3mm时为1/10t3mm≤t≤6mm时为0.4mm6mm<t≤50mm时为0.8mmt>50mm时为1.6b.圆形显示的最大尺寸:任何显示的最大许可尺寸应为1/4t或4mm中的较小者,但与相邻显示相距25mm或更远的单个显示例外,他可以等于1/3t或6mm中的较小者,对t大于50mm的,单个显示的最大许可尺寸应增加到10mm。
c.线状排列圆形显示:在长度等于12t内显示个直径的总和小于t时,线状排列圆形显示是合格的,见图4-1,各组线状排列圆形显示的长度及各组显示之间的间距应符合4-2的要求。
d.间距:相邻圆形显示之间的距离不是决定验收或拒收的因素,但对于单个显示或各组线状排列的显示距离的要求除外。
e.圆形显示判定图:性质为缺陷的圆形显示不应超过图中所示的尺寸。
图4-3至4-8表明大于3mm的不同焊缝厚度分类排列的各种不规格分布和密集的圆形显示。
这些图表示了圆形显示的最大密集度的合格范围。
个厚度的图代表的是150mm长实尺的射线照片,不应放大或缩小。
所标明的各种分布不是必然的射线片上可以出现的图形,但都是许可的典型密集度和尺寸。
f.小于3mm的焊缝厚度t:当t小于3mm时,在长度为150mm 的焊缝上的圆形显示数量不应超过12个。
在长度小于150mm的焊缝上,允许显示的数量应成比例的减小。
g.密集性显示:在例图中,在一局部面积上的密集性显示数量多达不规则显示数量的4倍。
焊缝射线检测报告评片表
B7
1-2
3.5
3.5
14
I
60
33
B7
2-1
3.5
3.5
14
I
60
34
B7
2-2
3.5
3.5
14
I
60
35
B7
3-1
3.5
3.5
14
2
n
60
36
B7
3-2
3.5
3.5
14
I
60
37
B7
4-1
3.5
3.5
14
I
60
初评人(资格):n
2012年1月
17日
复评人(资格):n
2012年1月17日
辽A5-6共 页第 页
报告编号:
产品名称
产品编号|
序 号
焊缝 编号
底片 编号
相交 焊缝 接头
底片 黑度
D
板 厚mm
识 别 丝 号
缺陷性质及数量
评定 级别 (级)
一次透 照长度
mm
圆形 缺陷 点数
条形 缺陷
mm
未焊 透
mm
未熔 合
mm
裂纹
mm
38
B7
4-2
3.5
3.5
「14
I
60
39
B8
1-1
3.5
3
14
I
50
40
B8
1-2
焊缝射线检测报告
工 件
产品名称
产品编号
材料牌号
20
规格
详见委托单
检测条件及工艺参数
源种类
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
裂纹、未熔合、双面焊以及加垫板单面焊中的未焊透
Ⅳ级
缺陷点数大于III级或缺陷长径大于T/2,深孔缺陷直接评为IV级。
注:当母材公称厚度不同时,取较薄板的厚度。小径管缺陷评定区取10mm×10mm
五、不加垫板单面焊未焊透的分级
管径
D>100mm
D≤100mm
级别
未焊透最大深度
单个未焊透最大
长度(T为厚度)
在长度为6T的任意选定条形缺陷评定区内,相邻缺陷间距不超过3L的任一组条形缺陷的累计长度应不超过T,但最小可为6。
Ⅳ级
大于Ⅲ级者
注:
1、L为该组条形缺陷中最长缺陷本身的长度;T为母材公称厚度,当母材公称厚度不同时取较薄板的厚度值。
2、条形缺陷评定区是指与焊缝方向平行的、具有一定宽度的矩形区,T≤25mm,宽度为4mm;25mm<T≤100mm,宽度为6mm;T>100mm,宽度为8mm。
在任意3T长度区内应不大于T(最小可为6),且任意300长度范围内总长度不大于40
≤15%
≤1.5
≤15%
Ⅳ级
大于Ⅲ级者
大于Ⅲ级者
注:对断续未焊透,以未焊透本身的长度累计计算总长度。
六、根部内凹和根部咬边的分级
管径
D>100mm
D≤100mm
级别
根部内凹和根部咬边最大深度
根部内凹和根部咬边累计长度
根部内凹和根部咬边最大深度
根部内凹和根部咬边最大总长度与焊缝总长度的比
与壁厚的比
最大值
与壁厚的比
最大值
Ⅰ级
不允许
不允许
Ⅱ级
≤15%
≤1.5
在任意3T长度区内不大于T;总长度不大于100
≤15%
≤1.5
≤30%
Ⅲ级
≤20%
≤2.0
≤20%
≤2.0
Ⅳ级
大于Ⅲ级者
大于Ⅲ级者
注:对断续根部内凹和根部咬边,以根部内凹和根部咬边本身的长度累计计算总长度。
一、圆形缺陷点数换算
缺陷长径mm
≤1
>1~2
>2~3
>3~4
>4~6
>6~8
>8
缺陷点数
1
2
3
6
10
15
25
二、圆形缺陷评定区及各级别允许的圆形缺陷点数
母材公称厚度T
≤25
>25~100
>100
对接焊接接头
不允许存在缺陷
≤10
>10~15
>15~25
>25~50
>50~100
>100
不计点数缺陷尺寸
3、当两个或两个以上条形缺陷处于同一直线上、且相邻缺陷的间距小于或等于较短缺陷长度时,应作为1个缺陷处理,且间距也应计入缺陷的长度之中。
四、圆形缺陷评定区及各级别允许的圆形缺陷点数
母材公称厚度T
≤25
>25~100
>100
环向对接焊接接头
不允许存在缺陷
≤10
>10~15
>15~25
>25~50
>50~100
注:当母材公称厚度不同时,取较薄板的厚度。
三、各级别对接焊接接头允许的条形缺陷长度
级别
单个条形缺陷最大长度
一组条形缺陷累计最大长度
Ⅰ级
不允许
Ⅱ级
≤T/3(最小可为4)且≤20
在长度为12T的任意选定条形缺陷评定区内,相邻缺陷间距不超过6L的任一组条形缺陷的累计长度应不超过T,但最小可为4。
Ⅲ级
≤2T/3(最小可为6)且≤30
未焊透累计长度
未焊透最大深度
未焊透总长度与
焊缝总长度的比
与壁厚的比
最大值
与壁厚的比
最大值
Ⅰ级
不允许
不允许
Ⅱ级
≤10%
≤1.0
≤T/3(最小可为4)且≤20
在任意6T长度区内应不大于T(最小可为4),且任意300长度范围内总长度不大于30
≤10%
≤1.0
≤10%
Ⅲ级
≤15%
≤1.5
≤2T/3(最小可为6)且≤30
缺陷长径≤0.5
缺陷长径
≤0.7
缺陷长径
ห้องสมุดไป่ตู้≤1.4%T
缺陷长径
≤1.4%T
评定区(mm×mm)
10×10
10×20
10×30
Ⅰ级
1
2
3
4
5
6
裂纹、未熔合、未焊透、条形缺陷
Ⅱ级
3
6
9
12
15
18
裂纹、未熔合、未焊透
Ⅲ级
6
12
18
24
30
36
裂纹、未熔合、未焊透
Ⅳ级
缺陷点数大于III级或缺陷长径大于T/2,深孔缺陷直接评为IV级。
>100
不计点数缺陷尺寸
缺陷长径≤0.5
缺陷长径
≤0.7
缺陷长径
≤1.4%T
缺陷长径
≤1.4%T
评定区(mm×mm)
10×10
10×20
10×30
Ⅰ级
1
2
3
4
5
6
裂纹、未熔合、未焊透、条形缺陷、根部内凹、根部咬边
Ⅱ级
3
6
9
12
15
18
裂纹、未熔合、双面焊以及加垫板单面焊中的未焊透
Ⅲ级
6
12
18
24
30