RA与R9的定义
同一零件上,工作表面的粗糙度参数值

同一零件上,工作表面的粗糙度参数值
在同一零件上工作表面的粗糙度参数有以下几种:
一、粗糙度深度Ra:
1、粗糙度深度(Ra)是表示表面平滑度的精度参数;
2、它是指表面所有白点(谷)到峰点(峰)之间的距离的算术平均值;
3、通过使用粗糙度深度测试仪,可以直接测量出表面的Ra值;
4、它是代表表面质量的最重要的参数;
5、粗糙度深度Ra的单位是微米,根据不同的加工表面,可以将粗糙度分为粗、中、细三种;
6、粗糙度深度Ra值越小,表面质量越好,反之,粗糙度深度越大,表面质量越差。
二、表面粗糙度R:
1、表面粗糙度R是指表面的一般粗糙度的参数;
2、它是表面的最大突起和凹陷的高度之间的最大距离,主要用于检测表面的档次;
3、同样可以使用粗糙度深度测量仪来测量出表面的R值;
4、表面粗糙度R的单位通常也是微米,可以将表面粗糙度也此分为粗、中、细三种;
5、表面粗糙度R值越小,表面质量越好,反之,粗糙度深度越大,表面质量越差。
三、表面质量指标Rz:
1、表面质量指标Rz是表面剩余粗糙度的参数;
2、它是表面的每个峰(顶点)到其最近谷(基础基准线)点的距离的算术平均值;
3、同样可以使用粗糙度深度测量仪来测量出表面的Rz值;
4、表面质量指标Rz的单位也是微米,由于表面质量指标Rz反映的是表面残余的
粗糙度,它能更及时得使表面粗糙度;
5、表面质量指标Rz值越小,表面质量越好,反之,表面质量指标越大,表面质量越差。
以上是同一零件上工作表面的粗糙度参数的基本情况,这三种参数均可代表工作表面的质量,因此它们都需要得到精准的测试数据。
表面粗糙度符号及数值说明

表面粗糙度符号及其标注说明粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。
它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。
表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。
粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。
数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。
1、轮廓算术平均偏差Ra取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。
测量时可选5倍的取样长度作为测量长度进行测量。
Ra是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。
从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。
标注时应当选用这些数值,不能选用其他的数值。
2、轮廓最大高度Ry3、轮廓不平度十点高度Rz标注2.1代号及意义粗糙度代号可以分为:符号,粗糙度项目及数值。
常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。
2.2 标注原则1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。
2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。
并加注“其余”二字。
3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规定标注。
4)、代号中的数字方向应与尺寸数字的方向一致。
5)、符号的尖端必须从材料外指向表面。
标注举例:6)、齿轮、蜗轮齿面对于齿轮、蜗轮齿面的粗糙度,应标注在表示分度圆的点画线上。
如果图形中的位置有限,粗糙度也可以引出标注或注在尺寸线的延长线上。
afm粗糙度分析Ra、Rq公式

afm粗糙度分析Ra、Rq公式
1、RA
轮廓算术平均偏差Ra:在取样长度(lr)内轮廓偏距绝对值的算术平均值。
2、RZ
轮廓最大高度Rz:轮廓峰顶线和谷底线之间的距离。
3、RP
轮廓的最大峰值RP:在算数上,是在一个取样长度内相对于平均线的最大峰值。
4、RQ
相对于轮廓平均线偏差的均方根值RQ:在一个取样长度上,是所有Z 值平方和的平均值的平方根。
5、RSM
轮廓单元的平均宽度RSM:在取样长度内,轮廓微观不平度间距的平均值。
在幅度参数常用范围内优先选用Ra,在2006年以前国家标准中还有一个评定参数为“微观不平度十点高度”用Rz表示,轮廓最大高度
用Ry表示,在2006年以后国家标准中取消了微观不平度十点高度,采用Rz表示轮廓最大高度。
影响表面粗糙度的因素:
1、刀具几何形状的影响
适当的增加刀具几何形状的前角可以在较大程度上减小零件表面粗
糙度,但是过度增加刀具几何形状的前角反而会使得表面粗糙度增加。
这在实际的过程中很难进行控制,容易使得零件的表面粗糙度受到较大的影响。
2、积削瘤的影响
积削瘤所指的是在金属切削过程中,会有一些从工件上掉下来的金属冷焊并层积在前刀面上,这样就会形成一个非常坚硬的金属堆积物,这个金属堆积物的硬度是工件硬度的2~3倍,能够代替刀刃进行切削,但是在不断的切削过程中会逐渐掉落,这个金属堆积物所指的就是积削瘤。
积削瘤的形状是不规则的,可能会随着工件切割而使其大小发生变化,这样在工件的切割过程中就会使零件的表面粗糙度增加,另外积削瘤掉落的过程中极有可能粘附在工件表面,这样零件的表面粗糙度就会显著增加,从而影响零件的性能。
8038信号发生器
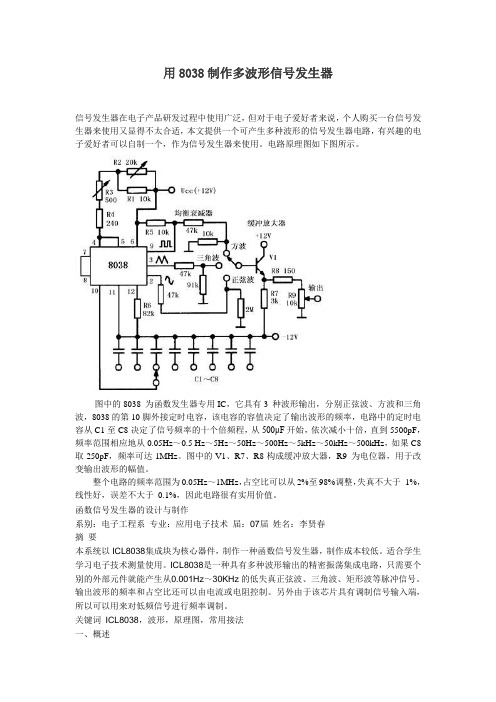
用8038制作多波形信号发生器信号发生器在电子产品研发过程中使用广泛,但对于电子爱好者来说,个人购买一台信号发生器来使用又显得不太合适,本文提供一个可产生多种波形的信号发生器电路,有兴趣的电子爱好者可以自制一个,作为信号发生器来使用。
电路原理图如下图所示。
图中的8038 为函数发生器专用IC,它具有3 种波形输出,分别正弦波、方波和三角波,8038的第10脚外接定时电容,该电容的容值决定了输出波形的频率,电路中的定时电容从C1至C8决定了信号频率的十个倍频程,从500μF开始,依次减小十倍,直到5500pF,频率范围相应地从0.05Hz~0.5 Hz~5Hz~50Hz~500Hz~5kHz~50kHz~500kHz,如果C8取250pF,频率可达1MHz。
图中的V1、R7、R8构成缓冲放大器,R9 为电位器,用于改变输出波形的幅值。
整个电路的频率范围为0.05Hz~1MHz,占空比可以从2%至98%调整,失真不大于1%,线性好,误差不大于0.1%,因此电路很有实用价值。
函数信号发生器的设计与制作系别:电子工程系专业:应用电子技术届:07届姓名:李贤春摘要本系统以ICL8038集成块为核心器件,制作一种函数信号发生器,制作成本较低。
适合学生学习电子技术测量使用。
ICL8038是一种具有多种波形输出的精密振荡集成电路,只需要个别的外部元件就能产生从0.001Hz~30KHz的低失真正弦波、三角波、矩形波等脉冲信号。
输出波形的频率和占空比还可以由电流或电阻控制。
另外由于该芯片具有调制信号输入端,所以可以用来对低频信号进行频率调制。
关键词ICL8038,波形,原理图,常用接法一、概述在电子工程、通信工程、自动控制、遥测控制、测量仪器、仪表和计算机等技术领域,经常需要用到各种各样的信号波形发生器。
随着集成电路的迅速发展,用集成电路可很方便地构成各种信号波形发生器。
用集成电路实现的信号波形发生器与其它信号波形发生器相比,其波形质量、幅度和频率稳定性等性能指标,都有了很大的提高。
表面粗糙度及其标注
表面粗糙度及其标注粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。
它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。
表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。
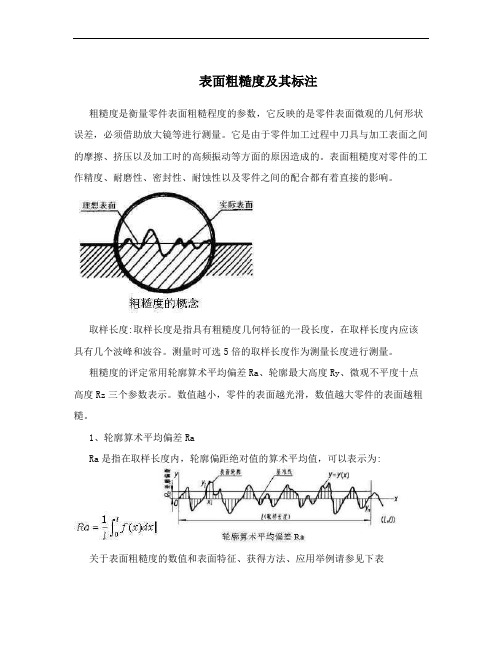
取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。
测量时可选5倍的取样长度作为测量长度进行测量。
粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。
数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。
1、轮廓算术平均偏差RaRa是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。
标注时应当选用这些数值,不能选用其他的数值。
2、轮廓最大高度Ry3、轮廓不平度十点高度Rz1、代号及意义粗糙度代号可以分为:符号,粗糙度项目及数值。
常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。
2、标注原则1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。
2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。
并加注“其余”二字。
3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规定标注。
4)、代号中的数字方向应与尺寸数字的方向一致。
5)、符号的尖端必须从材料外指向表面。
标注举例:6)、齿轮、蜗轮齿面对于齿轮、蜗轮齿面的粗糙度,应标注在表示分度圆的点画线上。
如果图形中的位置有限,粗糙度也可以引出标注或注在尺寸线的延长线上。
7)、两个表面的粗糙度要求相同,也可以一个符号使用两个指引线。
显色指数原理和基本计算

显色指数原理和基本计算显色指数是指光源照射下物体颜色的还原程度,也可称为色彩还原指数。
常用的显色指数有Ra(CRI)和R9两种。
1.显色指数原理:显色指数反映了光源照射下物体颜色的真实还原程度。
光源照射下,人眼对物体的颜色感知是通过光的反射来实现的。
一种良好的光源应当能够还原物体本身的颜色,并且使得人眼对物体的色彩感知更准确。
显色指数是通过与其中一已知标准光源下物体颜色一致程度的比较来确定的。
该标准光源通常是一种理想光源,如自然光或者D65光源等。
光源照射下的物体颜色与该标准光源照射下的物体颜色进行比较,根据色差量化指标,得到物体颜色的显色指数。
2.显色指数的基本计算:显色指数的计算过程一般需要通过光谱数据进行,计算公式如下:a)Ra(CRI)计算:首先,将标准光源的光谱分布与被测光源的光谱分布进行比较,计算它们之间的色差。
色差可以用CIE 1976 L*a*b* color space(LAB色彩空间)中的ΔE值来表示。
然后,根据参照光(标准光源)下标准样品与被测样品的色差值,求得相对色差的平均值,即显色指数Ra。
b)R9计算:R9是补充显色指数,用于表示被测光源对于红色(R9色样)颜色的还原程度。
计算R9需要使用R9色样的光谱分布,同样通过与被测光源的光谱分布进行比较,计算R9的色差。
显色指数Ra和R9的范围都是0-100。
Ra越高,表示颜色还原程度越好;R9越高,表示对红色颜色还原程度越好。
3.显色指数对照表:根据显色指数的结果,可以对照表来判断光源的色彩还原情况。
通常,Ra大于80的光源被认为是良好的,能够实现较好的颜色还原;而R9大于50的光源表示在红色方面有良好的还原能力。
总结:显色指数是衡量光源还原物体颜色真实程度的重要指标。
它的计算涉及到光源光谱分布与标准光源分布的比较,得到色差值,再通过一系列的计算,得到Ra和R9的数值。
通过显色指数,人们可以更加准确地评估光源对物体颜色的还原度,以选择适合的光源应用于不同的场景。
粗糙度ra和rz的区别 新标准

一、概述随着现代制造业的迅速发展,对产品表面质量的要求也越来越高,粗糙度是对产品表面质量的重要指标之一。
而在对表面粗糙度进行评定时,常常会用到ra和rz这两个参数。
本文将对ra和rz的区别进行详细介绍,并针对新标准进行分析。
二、ra的定义和特点1. ra是表面粗糙度的平均值,即表面所有符合条件的高度值的平均高度。
2. ra的计算方式是将表面所有高度值的绝对值相加,然后除以采样长度。
3. ra能够反映出表面整体的粗糙程度,更适用于对表面整体质量的评定。
三、rz的定义和特点1. rz是表面粗糙度的最大毛均方根值,即在采样长度内的一组连续采样长度内最大的高度差值。
2. rz的计算方式是取出表面高度的最大和最小值,然后再取几组这些值的平方和的均值的平方根。
3. rz能够反映出表面的峰谷数量和深度,更适用于对表面局部质量的评定。
四、ra和rz之间的关系1. ra和rz是两种不同的表面粗糙度参数,它们各自强调的是表面质量的不同方面。
2. ra主要关注表面的整体情况,而rz更关注表面的局部细节。
3. 在实际应用中,应根据具体情况综合考虑ra和rz,以全面评定表面的质量。
五、新标准对ra和rz的影响1. 随着制造工艺的不断进步,对表面质量的要求也越来越高,因此对ra和rz的要求也会不断提高。
2. 新标准可能会对ra和rz的计算方法、采样长度等进行调整,以更好地适应现代制造业的需求。
3. 制定新标准将会对相关行业的生产、检测和质量控制产生一定影响,需要及时做好准备。
六、总结ra和rz作为表面粗糙度评定的重要参数,在现代制造业中具有重要意义。
了解ra和rz的区别和通联,对于正确评定和控制产品表面质量具有重要意义。
而随着新标准的出台,我们也需要及时了解并适应新的要求,以确保产品的质量和竞争力。
七、参考文献[1] 陈XX, 等. 粗糙度参数的计算方法研究[J]. 机械加工, 2010(2): 10-15.[2] 李XX, 等. 新标准对粗糙度参数的影响分析[J]. 制造工程, 2015(3): 20-25.以上是对ra和rz的区别及新标准相关内容的阐述,希望能对您有所帮助。
ra表面粗糙度解释

ra表面粗糙度解释
RA值是描述表面粗糙度的一个度量指标,它是一种平均表面粗糙度的评估方法。
RA值是指在一定长度范围内,测量的表面上凸起和凹陷的平均高度。
RA值是通过测量并记录表面特征的高度差来计算的。
它是利用横向测量仪器在表面上移动并记录高度差的绝对值,然后将所有高度差的绝对值求和并除以测量的长度得到的。
RA值的单位通常是微米(μm),数值越大表明表面越粗糙,数值越小表明表面越光滑。
RA值的范围通常从0.1μm到
50μm,不同的应用领域和材料要求对表面粗糙度的RA值有不同的要求。
RA值常用于工程和制造领域中,用于描述表面质量和几何特征的重要参数。
在实际应用中,RA值可以用于评估制造过程中的工艺精度、检测产品质量、确定零件之间的配合程度等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
显色指数,就是一光源(设它亮度为100)的光照到某颜色(见后)上的反射光(色坐标与亮度),与此颜色在同色温的太阳光(亮度也为100)照射下的反射光(色坐标与亮度)相比较。
如果一样,显色指数为100,差异大则显色指数小。
显色指数的测量方法,要先测出它的光谱,然后(用程序)计算出。
显色性指数用的颜色,是CIE规定的14种颜色,中国又加上亚洲妇女肤色,变15种。
分别标记为R1、R2、R3......R14、R15。
Ra,是前8个的平均值。
这8种颜色是最常见的颜色。
CIE用于显色指数计算的色试样
序号孟塞尔标号反射比% 日光下的颜色
1 7.5R 6/4 30.05 淡灰红色
2 5Y 6/4 30.05 暗灰黄色
3 5GY 6/8 30.05 饱和黄绿色
4 2.5G 6/6 30.0
5 中等黄绿色
5 10BG 6/4 30.05 淡蓝绿色
6 5PB 6/8 30.05 淡蓝色
7 2.5P 6/8 30.05 淡紫蓝色
8 10P 6/8 30.05 淡红紫色
9 4.5R 4/13 12.00 饱和红色
10 5Y 8/10 59.10 饱和黄色
11 4.5G 5/8 19.77 饱和绿色
12 3PB 3/11 6.56 饱和蓝色
13 5YR 8/4 57.26 白种人肤色(淡黄粉色)
14 5GY 4/4 12.00 树叶绿
孟塞尔标号= 色调明度/彩度= H V/C
光源性能差异可以用显色指数描述。
国际照明委员会(CIE)对这个指数的定义是在特定辐射光源照明下,15个规定的测试颜色的视觉显示情况。
把这15个测试颜色从1到15进行编号,用R1-R15分别表示这15个颜色的显示指数。
当把一个光源与规定的参考光源进行比较时,指数值为100是最好的。
R1~R8称为典型显示指数,R9~R15称为特殊显色指数,Ra表示平均显色指数(R1~R8的平均值)。
尤其R9(深色鲜红)是评价红色复现质量的指标,可以用来评价生肉的显示性。
而对于演播厅、摄影棚等需要真实再现皮肤颜色的场合,照明光源的R15(黄种人的肤色)指数绝不能低。
博物馆、美术馆等场所则要求对所有的颜色都能高度真实还原,对Ra和R1-R15指数的要求就更为严格。