软氮化渗层
软氮化的‘白亮层’

软氮化的‘白亮层’作者:hezj钢的氮碳共渗(软氮化)中,获得厚度不到一根头发粗、薄薄如纸的白亮层,隐藏着许多的秘密。
一方面在工程上获得广泛应用,也留下许多谜团。
下面仅就这个问题说说个人的一些看法。
一,白亮层的优缺点及其应用1,渗氮和铁素体氮碳共渗时,对碳素钢而言,钢表面有一层化合物层,相结构为γ,、ε、ε+γ,三种基本形式;奥氏体氮碳共渗快冷时,临近化合物层下面还有一层含氮碳奥氏体的淬火层,相结构为M+A。
这种两种属性不同表面层,在弱酸性溶液中短时间浸蚀时抗蚀能力优于普通钢的基体组织,金相组织检查时,基体组织腐蚀出来后,仍然保持着为白色或灰白色,故称为‘白亮层’。
2,化合物白亮层,具有较高的硬度和良好的热硬性、较好的抗大气和淡水腐蚀性能和较低的摩擦系数。
含氮碳奥氏体淬火层具有中等硬度(可时效硬化)、耐磨性和耐蚀性(淬火态)都优于化合物层,其塑性也较高。
两种白亮层都有同样的问题,其内部的相结构不同,性能上而有所差别。
3,白亮层也有不足之处,单簿、脆性较大、怕酸、抗蚀性有限。
在应用上,选择有所侧重,通常按三个方面,即高耐磨性与抗疲劳性;较高抗蚀性与耐磨性;良好的滑动摩擦与减摩性。
同时要与钢牌号的选择相结合,优化组合达到工程上的不同要求。
所以,不要以为白亮层的优点是万能的,通用的,不讲条件的。
学以致用,掌握此门技术只是第一步,用好则是一种艺术。
4,化合物白亮层在通常渗氮的合金钢工件上,是否有利,要看使用条件。
对于局部承载力很大的零件,白亮层是有害的东西。
由于容易压碎而剥落,碎片将加速零件表面的磨损、划伤,使零件过早失效,还有可能散落到其他组件上造成事故。
尤其是高可靠性的精密机械,对化合物白亮层的厚度有严格的限制,甚至要求完全没有白亮层。
这时,扩散层(内氮化层)才是设计所需要的。
近代兴起的可控氮化技术,就是针对这个问题发展起来的。
可控氮化技术可以做到3~5μm以下(单相γ,),乃至无化合物层。
这是渗氮技术上的重大突破。
实验 氮碳共渗工艺的制定及其组织性能的测试与分析

氮碳共渗工艺的制定及其组织性能的测试与分析1 氮碳共渗(软氮化)氮碳共渗俗称软氮化,实在Fe-C-N三种元素在共析温度以下(530-580℃)对工件表面进行碳氮共渗的一种化学热处理工艺,以渗氮为主,同时也渗入少量的碳原子。
目前该种方法已广泛地用于模具、量具、刀具以及耐磨、承受弯曲疲劳的零件中。
2 碳氮共渗目的氮碳共渗能大幅提高刚健的疲劳强度、耐磨性、抗擦伤和抗咬合能力以及耐腐蚀性,但提高硬度不多,故称软氮化。
3 工艺参数的选择(1)渗剂选择选择渗剂成分为:92%木屑+7.5%尿素+0.5%Na2CO3尿素加热后极易分解,加热到500℃以上时热分解的主要反应是(NH2)2CO→CO+2H2+2[N]2CO→CO2+[C](2)共渗温度的选择选择共渗温度为580℃。
根据Fe-C-N系三元相图可知,Fe-C-N三元合金的共析温度为565℃(共析点的wc =0.35%,wN=1.8%)。
在此温度下,氮在α-Fe中具有最大的溶解度,由利于氮的吸收与扩散,所以软氮化的适合温度为580℃左右。
软氮化温度对化合物层厚随度、渗层深度和表面硬度有很大影响。
随着软氮化温度的升高,化合物层厚度增加。
当温度从540℃提高到580℃时,化合物层厚度急剧增加,一般可增加1~2倍。
(3)共渗时间的选择选定共渗时间为5个小时。
氮碳化合物层的厚度随保温时间延长而增加。
在1~3h内增加很快,继续延长时间其增长速率显著减慢,曲线趋于平缓。
这是因为氮碳化合物层增厚及碳在化合物层内的含量增加,阻碍氮继续向金属内部扩散。
因此用延长时间来增加渗层厚度是有一定限度的。
(4)冷却方式:出炉空冷4 实验步骤4.1 渗碳前准备(1)将试样打磨光亮平整,以免影响渗碳效果。
(2)用天平按比例分别称取木屑、尿素、Na2CO3。
(3)将称好的尿素和Na2CO3先放入碾钵进行充分混合碾磨,再放入木屑进行混合。
(4)将混合好的渗剂放入坩埚中,先放入一半在坩埚中,用手压实后放入样品;在放入剩下的渗剂后压实。
氮化处理的工艺
氮化包括气体氮化、辉光离子氮化与软氮化,软氮化就是一种通俗的叫法,严格的讲,软氮化就是一种以渗氮为主的低温氮碳共渗,主要特点就是渗速快(2-4h),但渗层薄(一般在0、4以下),渗层梯度陡,硬度并不低,如果就是液体氮化,硬度甚至略高于气体氮化。
气体氮化可以做到深渗层,它的硬度梯度缓,比软氮化承受的载荷高,外观漂亮,缺点就是周期长,表面有脆性相,一般要有一道精加工(加工余量很小,一般1丝到2丝)。
辉光离子氮化有气体氮化的优点,在0、4㎜渗层以下,渗速比气体氮化快的多,而且表面不会有脆性相,可以局部氮化,缺点就是成本略高,对形状复杂或带长孔的工件效果不好。
变形方面应该就是辉光离子氮化变形最小,实际中相差很小,很多时候几乎一样氮化包括气体氮化、辉光离子氮化与软氮化,软氮化就是一种通俗的叫法,严格的讲,软氮化就是一种以渗氮为主的低温氮碳共渗,主要特点就是渗速快(2-4h),但渗层薄(一般在0、4以下),渗层梯度陡,硬度并不低,如果就是液体氮化,硬度甚至略高于气体氮化。
气体氮化可以做到深渗层,它的硬度梯度缓,比软氮化承受的载荷高,外观漂亮,缺点就是周期长,表面有脆性相,一般要有一道精加工(加工余量很小,一般1丝到2丝)。
辉光离子氮化有气体氮化的优点,在0、4㎜渗层以下,渗速比气体氮化快的多,而且表面不会有脆性相,可以局部氮化,缺点就是成本略高,对形状复杂或带长孔的工件效果不好。
变形方面应该就是辉光离子氮化变形最小,实际中相差很小,很多时候几乎一样。
软氮化实质上就是以渗氮为主的低温氮碳共渗,钢的氮原子渗入的同时,还有少量的碳原子渗入,其处理结果与一般气体氮化相比,渗层硬度较氮化低,脆性较小,故称为软氮化。
1、软氮化方法分为:气体软氮化、液体软氮化及固体软氮化三大类。
目前国内生产中应用最广泛的就是气体软氮化。
气体软氮化就是在含有活性氮、碳原子的气氛中进行低温氮、碳共渗,常用的共渗介质有尿素、甲酰胺、氨气与三乙醇胺,它们在软氮化温度下发生热分解反应,产生活性氮、碳原子。
W6Mo5Cr4V2高速钢软氮化渗层脆性改进的初步研究

l 引 言
化 学 热 处 理 是 提 高 高 速 钢 使 片 性 能 的 一 项 有 效 措 j 施 。低 温 铁 素 体 氮 碳 共 渗 ( 称 软 氮 化 ) 一 种 常 用 的 俗 是 化 学 热 处 理 T 艺 , 是 在 F —C— N ≯ 元 素 共 析 温 度 以 下 它 e ( 3 — 5 0 ℃) T 件 表 面 进 行 氮 碳 共 渗 , 大 幅 度 提 高 50 7 对 可 零 件 的 抗 疲 劳 性 能 、 磨 性 、 擦 伤 、 咬 合 能 力 和 耐 腐 蚀 耐 抗 抗
时 间
能 力。高速钢 经软氮 化处理 后渗层 硬度 非常 高 , 化合 物 层
可 达 HV 10 , 散 层Fra bibliotek最 高 硬 度 也 能 达 到 HV1 5 40 扩 0 0—
1 0 , 显 著 增 加 其 红 硬 性 及 高 温 耐 磨 能 力 , 高 使 用 寿 20可 提 命 ‘ 。。但 若 软 氮 化 T 艺 选 择 不 当 , 卅现 碰 伤 或 擦 伤 , 会 并 导 致 T 具 在 生 产 和使 用 过 程 中 m 现 崩 刃 现 象 , 成 生 产 废 造 品 和 早期 失 效 。 目前 , 高 速 钢 软 氮 化 处 理 后 渗 层 相 结 对 构 、 性 等 影 响 的 研 究 和 报 道 还 较 少 。 本 文 利 用 X 射 线 脆 衍 射 和 金 相 分 析 法 , 析 了 两 种 不 同软 氮 化 艺 下 , 分 M。钢 渗层 的相结构 和微 观组 织 , 渗 层 的性 能 进行 了改 进 , 对 在
W AN G M i g p n, n ‘ a LEIM i LI n, ANG i o g, Y — n ZHU o g TAN G De g we l H n . n- i
软氮化概念基础
软氮化概念基础氮化处理技术氮化作为热处理中的一项重要处理工艺,它有着多种形式。
每一种工艺都对应着不同的性能特点,希望在此大家谈谈自己的经验与看法,以便共同提高。
我单位的氮化处理常用的就有六种,当然了也包括了复合氮化技术。
复合氮化--QPQ这一类氮化处理的特点是:高耐磨、高抗氧化能力。
它主要克服的是摩擦磨损,其抗咬合能力非常的强,接近渗硫后的效果。
概念:(软)氮化是向钢的表面层渗入氮原子的过程,其目的是提高表面硬度和耐磨性,以及提高疲劳强度和抗腐蚀性。
它是利用氨气或含氮原子的有机液体在加热时分解出活性氮原子,被钢吸收后在其表面形成氮化层,同时向心部扩散。
氮化通常利用专门设备或井式渗(氮)碳炉来进行。
适用于各种高速传动精密齿轮、机床主轴(如镗杆、磨床主轴),高速柴油机曲轴、阀门、工具等。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨(一般情况下氮化后直接使用)。
由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体,提高心部机械性能,保证氮化层质量。
钢在氮化后,不再需要进行淬火便具有很高的表面硬度及耐磨性。
氮化处理温度低,变形很小,它与渗碳、感应表面淬火相比,变形小得多.钢的软氮化:又名氮碳共渗;氮碳共渗是向钢的表层同时渗入碳和氮的过程,习惯上氮碳共渗又称作氰化。
目前以气体氮碳共渗(即气体软氮化)应用较广.其主要目的是提高钢的硬度、耐磨性、疲劳强度和抗咬合性渗氮(软氮化)的常见缺陷一、硬度偏低生产实践中,工件渗氮(软氮化)后其表面硬度有时达不到工艺规定的要求,轻者可以返工,重者则造成报废。
造成硬度偏低的原因是多方面的:设备方面:如系统漏气造成氧化;材料:如材料选择欠佳;前期热处理:如基体硬度太低,表面脱碳严重等;预先处理:如进炉前的清洁方式及清洁度。
工艺方面:如渗氮(软氮化)温度过高或过低,时间短或氮势不足等等。
所以具体情况要具体分析,找准原因,解决问题。
漫谈二关于气体氮碳共渗软氮化表面白亮层的控制问题〖化学热处理〗热

漫谈二关于气体氮碳共渗软氮化表面白亮层的控制问题〖化学热处理〗热000000000000001,如果说渗氮的目标是希望表面获得少无白亮层又有足够深度的扩散层,同时要求保持心部调质状态的高强韧性--见漫谈(一);那么,氮碳共渗(含短时氮化)则希望表面获得一定厚度、性能优良的白亮层,至于氮碳共渗时产生的扩散层有多厚,以及对心部机械性能的要求上,除特殊要求(比如某些模具、高耐磨零件等)以外,一般不作明文规定。
这是这两种工艺方法在技术目标层面上最基本的区别。
2,氮碳共渗工艺覆盖的钢种很宽,几乎所有的钢牌号到铸铁都可以用得上。
氮碳共渗之所以应用如此广泛,是因为那一层厚度不大的白亮层,具有高硬度、高耐磨和有一定抗蚀能力,同时在钢表面形成压应力可以提高一些疲劳性能;其二,在价廉的碳素钢和低合金钢上,可以很容易获得较好的白亮层。
良好的性价比,使这种工艺技术在轻负荷零件、精密的机械零件以及某些大路货的耐大气腐蚀上得到设计师和厂商们的普遍赞誉和认可。
然而,必须指出,它不可能替代重负荷零件所需要的渗氮,就像目前的渗氮不能完全替代渗碳一样。
3,白亮层的控制主要有两个方面,一是厚度,二是相结构。
厚度要求取决于零件的服役条件,也受钢牌号和相结构的限制,最常见的要求是5~25μm范围内选择。
白亮层的相结构与脆性直接关联,获得性能比较良好的白亮层,应当以单相ε或单相γ,组织为上等,而不是现在大都是那种ε+γ,双相组织。
(参见.ge%3D2page=230楼'孤鸿踏雪'的帖子)。
由于形成γ,化合物的含氮量范围很窄,韧性较好的纯γ,的厚度只能很浅薄(有其特定用途),获得一定厚度的单相ε组织就成了热处理工作者氮碳共渗当前追寻的一个课题(参见)。
由于技术方法对限制,目前相关标准中检测白亮层脆性等级的尺度较大,难以判别脆性程度上的细微差别,也就是说,同样都是1级水平,由于相结构上的差别在使用性能上将有所区分,然而,并没有引起工程界的特别注意。
金相检验-氮碳共渗层金相检验
7-9 钢的氮碳共渗层金相检验
钢的氮碳共渗也称为低温氮碳共渗,又称软氮化,是以渗氮为主,同时有微量渗碳的表面处理过程。
工作温度范围和渗氮相同,但由于碳的介入,可以加快氮化的过程,所以一般软氮化的渗速比气体氮化要快。
一、氮碳共渗的组织及检验
氮碳共渗后的组织和气体渗氮相似,为表面白色化合物层+扩散层,但表面多相化合物层中无高脆性相,故共渗层韧性较好,也因此称为软氮化。
软氮化层表面常有黑点状疏松,一般认为是氮分子析出或氧化而形成的化合物疏松。
疏松会一定程度影响工件耐磨性和疲劳强度,因此应进行疏松程度评定。
均匀、少量的疏松有利于表面存油润滑,起到好的作用。
软氮化深度测定和疏松程度评定,依照GB/T 11354—2005《钢铁零件渗氮层深度测定和金相检验》。
二、氮碳共渗的缺陷组织实例
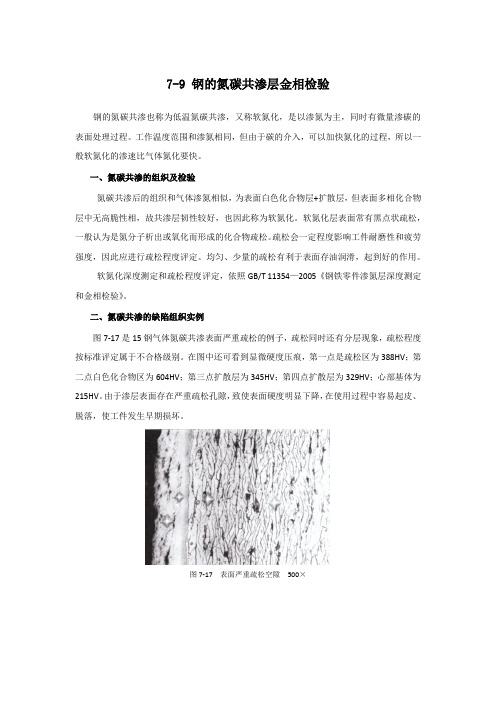
图7-17是15钢气体氮碳共渗表面严重疏松的例子,疏松同时还有分层现象,疏松程度按标准评定属于不合格级别。
在图中还可看到显微硬度压痕,第一点是疏松区为388HV;第二点白色化合物区为604HV;第三点扩散层为345HV;第四点扩散层为329HV;心部基体为215HV。
由于渗层表面存在严重疏松孔隙,致使表面硬度明显下降,在使用过程中容易起皮、脱落,使工件发生早期损坏。
图7-17 表面严重疏松空隙500×。
W6Mo5Cr4V2高速钢软氮化渗层脆性改进的研究

第2 3卷 第 4期
加0 6年 1 1月
贵州大学学报 (自然科学版 ) Ju a o uzo nvri N tr cecs or l f i uU i s y( a a Si e) n G h e t ul n
V 1 3 N .4 o .2 o N0 .2 o v o6
文章编号
10 56 (0 6 0 —00 0 00— 2 9 2 0 ) 4 40— 4
W6 s r V 4 2高速钢 软氮化渗层脆性改进 的研究 Mo C
雷 曼 万明攀 梁益龙 杨 伟 唐登 炜 , , , ,
(.贵州大学 材料科学与冶金工程学院, 1 贵州 贵阳 500 ;. 5032 西南工具集 团, 贵州 贵阳 5oo ) 5o3
弗 收稿 日期 : 0 6 1 1 2 0 — 0— 0
基金项 目: 贵州省教育厅 20 05年度 自 然科学重点研究项 目资助 作者简介 : 雷 曼 (9 5一 , , 16 ) 男 副教授 , 主要从事高性 能金属材料研 发方面的研究
维普资讯
第4 期
为此, 对该高速钢工件 的软氮化工艺参数进行 了改进 , 目的是在氮化过程中控制该脉状碳氮化物的形 成, 经检验 , 改进后的软氮化工件渗层的渗层组织 中氮化物 、 碳氮化物呈颗粒状弥散分布 ( 3 , 图 ) 其渗层 的
深度、 显微硬度均满足工艺要求 , 且具有更好的显微硬度分布梯度.
摘 要 通过观察和分析 M 高速 钢在软 氮化处理后 渗层 的组织形貌和相结构, : 结果表 明渗层
组织中舍金 氮碳化合物以山脉状沿晶界析 出分布是 高速钢氮化产生脆性的重要原 因, 分析 了该
脉状组织的形成原 因和脆化机理, 通过适 当改变软氮化工艺参数 , 控制其合金氮碳化物在渗层 中
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
软氮化渗层0.4-0.5mm,氮化一半0.5mm左右。
江苏省热处理工艺协作价格:
氮化氮化深度≤0.15mm 11.00元/kg
≤0.35mm 14.00元/kg
气体氮化,氮化深度≤0.35mm为14.00元/kg
>0.35mm 16.00/kg
≤0.15mm 10.00/kg
离子氮化氮化深度≤0.35mm 13.00/kg
>0.35mm 15.00/kg
氮化包括气体氮化、辉光离子氮化和软氮化,软氮化是一种通俗的叫法,严格的讲,软氮化是一种以渗氮为主的低温氮碳共渗,主要特点是渗速快(2-4h),但渗层薄(一般在0.4以下),渗层梯度陡,硬度并不低,如果是液体氮化,硬度甚至略高于气体氮化。
气体氮化可以做到深渗层,它的硬度梯度缓,比软氮化承受的载荷高,外观漂亮,缺点是周期长,表面有脆性相,一般要有一道精加工(加工余量很小,一般1丝到2丝)。
辉光离子氮化有气体氮化的优点,在0.4㎜渗层以下,渗速比气体氮化快的多,而且表面不会有脆性相,可以局部氮化,缺点是成本略高,对形状复杂或带长孔的工件效果不好。
变形方面应该是辉光离子氮化变形最小,实际中相差很小,很多时候几乎一样。
软氮化实质上是以渗氮为主的低温氮碳共渗,钢的氮原子渗入的同时,还有少量的碳原子渗入,其处理结果与一般气体氮化相比,渗层硬度较氮化低,脆性较小,故称为软氮化。
1、软氮化方法分为:气体软氮化、液体软氮化及固体软氮化三大类。
目前国内生产中应用最广泛的是气体软氮化。
气体软氮化是在含有活性氮、碳原子的气氛中进行低温氮、碳共渗,常用的共渗介质有尿素、甲酰胺、氨气和三乙醇胺,它们在软氮化温度下发生热分解反应,产生活性氮、碳原子。
活性氮、碳原子被工件表面吸收,通过扩散渗入工件表层,从而获得以氮为主的氮碳共渗层。
气体软氮化温度常用560-570℃,因该温度下氮化层硬度值最高。
氮化时间常为2-3小时,因为超过2.5小时,随时间延长,氮化层深度增加很慢。
2、软氮化层组织和软氮化特点:钢经软氮化后,表面最外层可获得几微米至几十微米的白亮层,它是由ε相、γ`相和含氮的渗碳体Fe3(C,N)所组成,次层为的扩散层,它主要是由γ`相和ε相组成。
软氮化具有以下特点:
(1)、处理温度低,时间短,工件变形小。
(2)、不受钢种限制,碳钢、低合金钢、工模具钢、不锈钢、铸铁及铁基粉未冶金材料均可进行软氮化处理。
工件经软氮化后的表面硬度与氮化工艺及材料有关。
3、能显著地提高工件的疲劳强度、耐磨性和耐腐蚀性。
在干摩擦条件下还具有抗擦伤和抗咬合等性能。
4、由于软氮化层不存在脆性ξ相,故氮化层硬而具有一定的韧性,不容易剥落。
因此,目前生产中软氮化巳广泛应用于模具、量具、刀具(如:高速钢刀具)等、曲轴、齿轮、气缸套、机械结构件等耐磨工件的处理。
与渗氮区别主要是:
1.在一定温度下向试件表面渗入氮、碳,以渗氮为主,但非单纯渗氮。
2.处理时间比氮化短。
3.其表面白层相比渗氮白层而言脆性要小。
4.软氮化应用的材料比较广泛。
5软氮化比普通氮化周期短,温度略低,因此变形更小,但硬度和氮化层厚度略差,且气体软氮化无毒。
[/
1,硬氮化:学名‘渗氮’,也有人称为常规氮化。
渗入钢表面的是单一的‘氮’元素,在方法上有气体法和离子法等。
对于结构零件通常选用的钢种为含铬、钼、钛、铝等合金元素的专用钢,也有在其它钢种上进行渗氮的,例如不锈钢、模具钢等。
渗氮处理的温度通常在480~540℃范围(既要保持工件的心部的调质硬度又要使渗氮层的硬度达到要求值),处理的时间按照要求深度不同,一般为15~70小时,甚至更长。
渗氮的着眼点是希望获得较深厚度(0.1~0.65mm,也有要求更深一些的)具有高硬度的呈弥散状的合金氮化物层(即扩散层),对于出现外表层的化合物层(白亮层)则希望尽可能的浅簿,甚至希望没有。
2,软氮化:学名‘氮碳共渗’,早期把苏联(俄罗斯)的液体法翻译为‘低温氰化’。
现在国内流行的有气体法、无(低)毒液体法和离子法。
渗入钢表面的元素以‘氮’为主,同时添加了‘碳’。
碳的加入使表面化合物层(白亮层)的形成和性能得到某些甚至是明显的改善。
这里要强调一下,和渗氮不同的地方是:氮碳共渗的着眼点是希望获得一定厚度(一般为10~20μm,也有要求20μm以上的,目前实验室里据称在碳素钢上曾经达到的厚度为110μm)硬度高、脆性小、没有或很少疏松等性能优良的白亮层,至于次表面的扩散层,按照钢种和使用要求不同虽然有时需要作某些调整,但处于次要地位了。
氮碳共渗的适用广泛,几乎覆盖所有常用钢种和铸铁。
以碳素钢为例,按照氮碳共渗处理的温度分为铁索体氮碳共渗(520~590℃)和奥氏体氮碳共渗(600~720℃),处理的时间一般为2~6小时,前者获得的白亮层为铁氮化合物,后者快冷后在铁氮化合物层的下面还有一层含氮奥氏体+马氏体层(5~12μm)。
为了增强和改善白亮层的性能,我国的热处理工作者还采用了在渗氮的同时又单独或组合添加硼、氧、硫、稀土等元素,做了大量的工作,并且大都不同程度的取得看得出来的效果。
这种探索,至今方兴未艾,是热处理工作者孜孜以求的热点之一。
3,‘软氮化’含义不是指获得的硬度比所谓的‘硬氮化’的硬度低,而是含有简便、省事、费用低的意思。