铝合金锭压铸件的成本核算
压铸件成本核算
压铸件成本核算
本文介绍了以亿高的脚踏为例,如何进行压铸件成本核算。
成本组成主要包括材料费、合模费、熔炼费、后处理费、包装运输费、模具均摊、税点和利润。
其中,材料费的计算需要考虑产品重量、损耗率和材料价格。
以亿高的脚踏支架为例,计算出的材料费为5元/件。
合模费由人工、水电和压铸设备折
旧费构成,具体计算需要明确压铸机的价格、使用寿命、功率和日产量等参数。
熔炼费的计算方法暂不详。
后处理费用主要是对压铸出来的毛坯进行表面处理,按各工序工钱总和计算。
包装运输费用按包装数量均摊和运输费用计算。
模具均摊费用为开模费用按模的使用寿命均摊。
最后,税点和利润计算分别为7%和10%。
总计亿高脚踏支架的成本为8元/件。
另外,压铸机台费用和易损件均摊费用也需要在使用过程中考虑。
180T啤酒售价为4.0元,250T售价为6.5元,400T售价
为8.0元,500T售价为10.0元,650T售价为12元,800T售
价为15.0元,1000T售价为22.0元,1250T售价为32.0元。
冲头上的密封环每个约2000元,可以使用约3万次,均
摊成本约为0.15元。
另外,压铸模具的费用也需要考虑。
在材料方面,国内多使用进口的日本牌号材料,如H13、SKD61、8407来制作型芯型腔,而模架则多使用45#钢。
铝合金压铸成本

铝合金压铸成本
铝合金压铸是一种常见的工业制造方式,它可以用于生产各种复杂形状的零件和构件。
在铝合金压铸过程中,铝合金材料会被加热至熔点,然后被注入模具中,形成所需的形状。
铝合金压铸成本的计算是一个复杂的过程,它受到许多因素的影响。
铝合金压铸成本受到原材料成本的影响。
铝合金材料的价格受到多个因素的影响,包括全球市场供需情况、铝矿石价格、能源成本等。
此外,铝合金材料的质量也影响着成本,高质量的铝合金材料价格昂贵,而低质量的铝合金材料价格相对较低。
铝合金压铸成本还受到生产过程中的人力成本、机器设备成本和能源成本的影响。
铝合金压铸需要大量的人工操作,包括模具制造、材料准备、压铸加工等。
机器设备的成本也相当昂贵,需要进行维护和保养。
能源成本包括电力、燃气等,会对铝合金压铸成本产生影响。
铝合金压铸成本还受到生产规模和质量要求的影响。
规模越大,生产效率越高,成本相对较低。
而对于一些高质量要求的产品,需要进行更多的质量控制和检测,这也会增加成本。
铝合金压铸成本还受到市场需求和竞争情况的影响。
市场需求的变化和竞争压力都会对成本产生影响。
例如,如果市场需求大幅下降,生产压力会增加,成本也会相应提高。
综合以上几点,铝合金压铸成本的计算相当复杂。
为了降低成本,生产厂家需要考虑多种因素,并进行有效的成本控制。
这包括优化生产流程、提高生产效率、降低人力和能源成本等。
通过有效的成本控制,压铸厂家可以更好地满足市场需求,提高竞争力,实现长期的盈利和发展。
压铸件成本核算

压铸件成本核算,以亿高烈兽后脚踏支架为例:1、成本组成成本组成主要有:材料费,合模费,熔炼费,后处理费,包装运输费和模具均摊,另外再计7个点的税点,10个点的利润。
2、材料费材料费:产品重量加上损耗(一般定为3-5%的水口料,看产品大小而定)乘以材料价格。
后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可。
)(扣除可回收的水口料,实际损耗正常在1.05-2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题,所以,这次给亿高定高了。
)3、合模费合模费由人工,水电加压铸设备折旧构成,具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格,比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的你还要在考察供应商的时候不经意间从他那里探听得到,事实上也大概是这个价还要偏下。
),使用10年(压铸机一般用个15-20年都不会有问题,给他定小了。
),功率为22KW,按一分钟生产一个产品(这个非常重要,需要悄悄的去打听),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详,估计约为0.5元/件。
(后经了解,280T的压铸机,一个班8小时所耗炭金约为150元,按500日产量均摊,一个才0.3元。
压铸件加工价格计算办法

有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
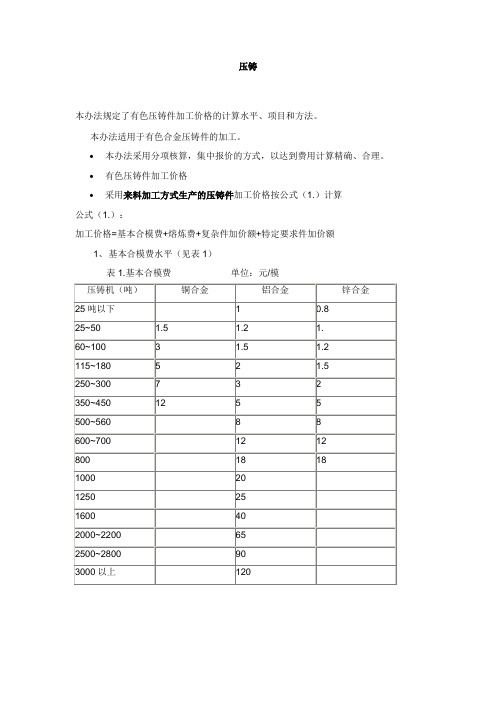
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)表1.基本合模费单位:元/模3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.13.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
铝合金锭压铸件的成本核算
压铸本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2.:熔炼费单位:元/kg•复杂件加价水平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4.:特定要求件加价额3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
压铸成本计算方法

压铸成本计算方法1. 嘿,你知道吗?压铸成本计算那可得搞清楚材料费用呀!就好比做蛋糕,面粉不就是很关键的材料嘛,这可是一大笔开销呢!比如我们做一个压铸零件,那材料成本不就得好好算算。
2. 还有啊,加工费也不能小瞧!这就像给房子装修,工人的工钱可是要占不少比例的呢!做压铸产品加工也是一样呀,加工费得算仔细了。
比如说一台机器运作一小时得花多少钱。
3. 模具费用呢,这可重要啦!你想想,模具就像是钥匙,没有它可不行。
就好比去开门,没钥匙怎么进得去呀!像做一批特定的压铸产品,模具费用就不能忽略呀。
4. 水电费你可别不当回事儿!它就像生活中的小开支,积累起来也不少呢!压铸过程中机器运行要用不少电和水吧,这就是成本呀!比如一个月水电费花了多少。
5. 废品率也是要考虑的哦!哎呀,要是做蛋糕做坏了几个,那不就浪费了嘛。
压铸也会有废品产生呀,得把这部分的损失算进去。
就像有时候压铸出来几个不合格的产品。
6. 管理费用可不能忘呀!这就像是一个团队的指挥棒,得花钱来维持呢!想想压铸工厂的运营管理,是不是要有人力物力呀,这也是成本哟!比如说管理人员的工资之类的。
7. 包装费用也得算上呀!包装就好像给产品穿上漂亮衣服,也得花心思和钱呢!像压铸产品包装起来运出去,这包装的费用可不能不算。
比如用了多少纸箱子和包装材料。
8. 设备折旧也是成本呢!设备用久了会老化会贬值呀,就像你的手机用久了也没那么值钱了吧!压铸设备也一样呀,要把折旧的部分算进来呢。
比如说每年设备要折旧多少。
9. 人工成本绝对不能漏呀!这就像盖房子的工人,他们的工资可是要付的呀!压铸生产线上的工人工资等,都是我们要算进去的成本呢!比如一个工人一天的工资是多少。
总之,压铸成本的计算可不简单呀,这方方面面都得考虑到,一个都不能少!不然怎么知道赚不赚钱呢!。
有色压铸件加工价格计算办法
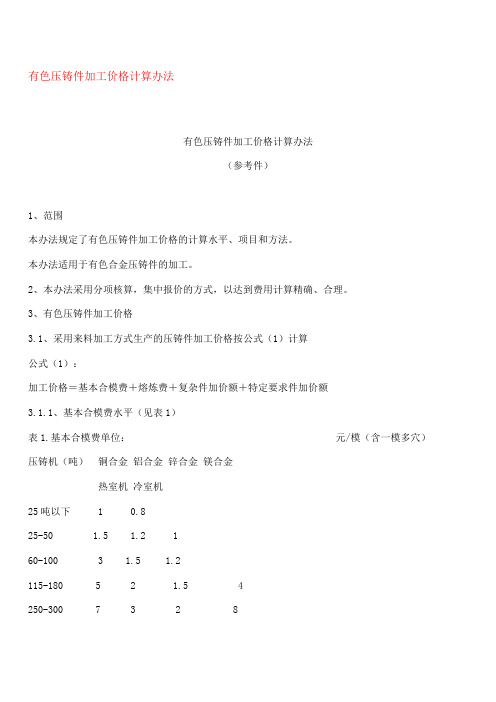
有色压铸件加工价格计算办法有色压铸件加工价格计算办法(参考件)1、范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2、本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3、有色压铸件加工价格3.1、采用来料加工方式生产的压铸件加工价格按公式(1)计算公式(1):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1、基本合模费水平(见表1)表1.基本合模费单位:元/模(含一模多穴)压铸机(吨)铜合金铝合金锌合金镁合金热室机冷室机25吨以下 1 0.825-50 1.5 1.2 160-100 3 1.5 1.2115-180 5 2 1.5 4250-300 7 3 2 8350-450 12 5 5 10500-560 8 8 13600-700 12 12 17800 18 18 251000 20 301250 25 361600 40 552000-2200 65 852500-2800 90 1203000吨以上120 160备注:①一模多穴时,按照实际穴数平均分摊相应的基本合模费并计入该压铸件加工价格中;②同吨位进口压铸机可在表中基本合模费的基础上加价20%。
3.1.2、熔炼费水平(见表2)表2熔炼费单位:元/公斤(按照铸件工艺重量:毛坯净重加全部浇注系统重量)铜合金铝合金锌合金镁合金天然气集中熔炼0.55 0.30单台熔炼 0.70 0.40 1.10水煤气 0.50 0.25柴油集中熔炼0.65 0.35单台熔炼 0.90 0.45 1.30电炉 0.60 1.20焦炭1元/公斤 0.60 0.40备注:委托方要求的熔炼方式应与该产品的质量要求相一致,承制方应当严格遵循委托方要求的熔炼方式,并对产品材质质量进行保证。
3.1.3、复杂件加价水平(见表3)表3复杂件加价额项目加价规定(1)压铸件模具结构用斜销滑块压铸机规格180T以下250-700T 800T以上斜销滑块加价0.4元/块0.6-1元/块2元/块(2)压铸件模具结构用液压抽芯液压缸规格≤2T >2T≤5T >5T≤10T ≥10T 液压抽芯加价0.6元/只0.8-1元/只 1.2-1.5元/只2元/只(3)压铸件内需安放嵌件的根据安放嵌件只数计算,每只嵌件安放费为0.5元(4)形状复杂并难以成形的根据具体情况可加收10-50%的复杂费(以基本合模费为计算依据) 3.1.4、特定要求件加价水平(见表4)表4.特定要求件加价额项目加价规定耐压件、受力件、装饰件表面及含特定要求件单项加收复杂费10-30%(以基本合模费为计算依据)3.1.5、委托方应承担所供承制方原材料重量的规定熔炼损耗率,具体按3.2.2.3中规定计算。
压铸件价格核算和铝AL00与铝锭ADC12的价格差异

1 2 3 4 5 6 7
材料型号 附注1/2 附注3/4 附注6
原材料价格
材料重量
损耗
材料单价(不含 税)
压铸费
去毛刺
材料一般选用铝为ADC12,锌为3#料,从网上查找参照铝、锌锭价格,比铝、锌锭价格稍高 材料重为实际称毛坯重,损耗按1.05 压铸费按机台大小不同来定
机台 160T 180T 250T 280T 350T 400T 压铸费(元/模) 1.2-1.6 1.8--2.2 2.8-3.5 3-4.5 4--5 5.5--7 选择机台参考以下参数:(模架尺寸应小于哥林柱内径(即动模板、静模板之间起导向支撑作用的四个柱子 应在铸造面积范围内) 160T 280T 400T 500T 630T 800T 460*460 560*560 620*620 760*760 750*750 910*910 哥林柱内径mm 射料量 0.8kg-1.8kg 1.5kg-2.9kg 2.7kg-4.7kg 4.3kg-7.1kg 4.3kg-7.2kg 7.2kg-11.2kg 铸造面积(c㎡) 72.5-175 170-335 275-490 405-680 395-655 600-940
附注7 附注8 附9 去毛刺0.2元/个—2元/个,(根据产品大小,结构复杂程度,表面质量要求等) 抛光:0.5元/个—3元/个(根据表面质量要求,使用的抛光设备,抛光材料耗用)
附10 附11
加工费用 常用设备 名称 (元/小时) 数控铣床 40 数显铣床 30 数控车床 40 普通车床 30 (M3---M8)以内:钻孔、攻丝:0.15-0.2元/个、钻孔0.1元/个,装夹孔0.2元/个; (M3---M8)以外另订,管螺纹0.5元/个。 喷粉一般按每平方米20元计算,但需根据不同的产品需加上保护及损耗需乘上系数(1--1.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铸
本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格
•采用来料加工方式生产的压铸件加工价格按公式(1.)计算
公式(1.):
加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额
1、基本合模费水平(见表1)
3.1.2 熔炼费水平(见表2)
表2.:熔炼费单位:元/kg
•复杂件加价水平(见表3)
表3. 复杂件加价额
3.1.4 特定要求件加价水平(见表4)
表4.:特定要求件加价额
3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算
公式(2):
加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格
•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、
3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算
公式(3):
压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金
材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与
其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭
材料单价按订货时合金锭价格
3.2.2.3 材料耗用定额按公式(4)计算
公式(4):
材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)
4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试
模者,按模具复杂程度双方面议试模费用。
6. 压铸件需表面喷砂、抛丸处理,表面涂覆、钝化、电镀处理,用承制厂制具生
产的需另行增计相应加工费用。
7. 委托方要求按炉、按件浇注试棒进行理化试验和其它特殊试验项目的,需另行
增计相应费用。
8. 压铸件需金属切削加工(包括大型件切割浇口废边)按机床实耗台/时定价计费。
9. 用委托方的模具生产,在生产过程中,模具需要修理时,其小修费用由承制厂
负担,大、中修费用按实向委托方计收。
10. 委托方自备压铸模,但在设计上有缺陷,因此造成工艺加工困难,需增计延误
工时费用,(或由委托方承担修改模具费用)。
11. 需要工位器具或包装包扎才能发运的压铸件,其工位器具、包装包扎费用由委
托方负担。
12. 本价格中的加工价格允许上下浮动幅度20% 。
13. 对订货批量大有长期定点协作关系的用户,经过双方协商实行优惠价。
14. 委托方要求采用非压铸合金生产压铸件时,其压铸件加工价格可以上浮20% 。
15. 委托方要求对所生产的压铸件进行热处理等特殊工艺时,其压铸件加工价格可
以上浮数倍以上。
16. 另需考虑所有影响生产效率和生产成本的因素,适当浮动价格。
如压铸件壁厚
较厚,需要较长的开模时间,降低生产效率,价格应适当上浮;模具设计时不
可避免的大抽芯使喷涂机械手不能正常工作需手工喷涂的,对工人的操作水平
及熟练度要求较高,生产效率降低,也应适当上浮价格;原材料价格每一时期
都在不停变化,供需双方应商定原材料价格上下浮动在一定范围内铸件价格不
变,超出部分需要及时调整,或是按每时期的原材料价格动态计算铸件价格;
以及由于人工成本的提高,以及各种原辅材料价格的变化而变化。
17. 各位朋友,因小弟我是做五金的,刚从事这个行业,关于压铸件这一块有些不
懂的东西,麻烦各位帮忙告诉我下以下是什么意思。
18.
19. 1、现ACD12铝锭:20.5元/KG(价格随市场变化而变化,此处只是举例)
20. 2、压铸费:180T 2.0元/啤; 250T 2.5元/啤; 400T 4.0元/
啤;500T 5.0元/啤;650T 6.5元/啤;800T 8.0元/啤;1250T 18.0
元/啤。