压铸件成本核算
压铸件成本核算

压铸件成本核算,以亿高烈兽后脚踏支架为例:1、成本组成成本组成主要有:材料费,合模费,熔炼费,后处理费,包装运输费和模具均摊,另外再计7个点的税点,10个点的利润。
2、材料费材料费:产品重量加上损耗(一般定为3-5%的水口料,看产品大小而定)乘以材料价格。
后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可。
)(扣除可回收的水口料,实际损耗正常在1.05-2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题,所以,这次给亿高定高了。
)3、合模费合模费由人工,水电加压铸设备折旧构成,具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格,比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的你还要在考察供应商的时候不经意间从他那里探听得到,事实上也大概是这个价还要偏下。
),使用10年(压铸机一般用个15-20年都不会有问题,给他定小了。
),功率为22KW,按一分钟生产一个产品(这个非常重要,需要悄悄的去打听),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详,估计约为0.5元/件。
(后经了解,280T的压铸机,一个班8小时所耗炭金约为150元,按500日产量均摊,一个才0.3元。
铝合金压铸生产成本核算
铝合金压铸生产成本核算一、单一产品批量生产这种生产方式的成本核算比较简单,也是理解多品种成本核算方法的基础。
按该批铸件所耗用的各种材料的价值计算出直接材料成本,比如耗用的铝锭、回炉料、合金材料等,其中回炉料是将期初的回炉料存量减去期末回炉料存量,如果出现负值,说明没有消耗回炉料,反而产生了回炉料。
直接材料成本=铝锭消耗量*单价+各种合金*单价+消耗回炉料*估算单价。
之所以回炉料用估算单价是因为一般情况下回炉料不销售,一直在生产中循环使用,还有一部分是送到用户方又被退回的,还被罚了加工费,如何核算,你先自己思考一下。
当期耗用的辅助材料、模具费用摊销、折旧费、设备维修费等,计入制造费用。
水、电费也建议计入制造费用。
直接从事压铸生产的工人计入直接人工,间接生产人员(打磨、钻孔、车床加工)及车间管理人员的工资计入制造费用。
其他与生产有关的直接费用和间接费用计入各自对应科目。
最后,根据上述资料计算出当月实际投入的各成本费用,加上期初的在产品费用,减去期末根据实际盘点计算出的期末在产品费用,即可得到当月出产的铸件的总成本,然后除以铸件产量(以重量或数量为计量单位),即可得到单位铸件的成本。
二,多品种生产教科书上的办法是原材料的消耗按照每一种铸件的实际生产数量分配,其他各项成本费用按照各自耗用的工时进行分配。
这种方法在大部分小企业无法实现,原因是小企业不会配备有足够的统计、核算人员为我们提供工时资料。
在此我们可以参照该公司的实际情况,引入一个压铸次数的概念,代替教科书中的工时。
压铸次数就是本月生产某种铸件,压铸机一共有效执行了压铸动作多少次。
这个数据主要参考模具的样式与成品率。
比如说,A种铸件的模具一次成型能出4件毛坯,本月一共生产A种铸件的正品毛坯1000件,合格率90%,我们就可以认为本月A种产品正品毛坯的有效压铸次数为1000÷4÷90%=277.8次。
马总说一直在统计着各班次的合格率。
铝合金锭压铸件的成本核算
压铸本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
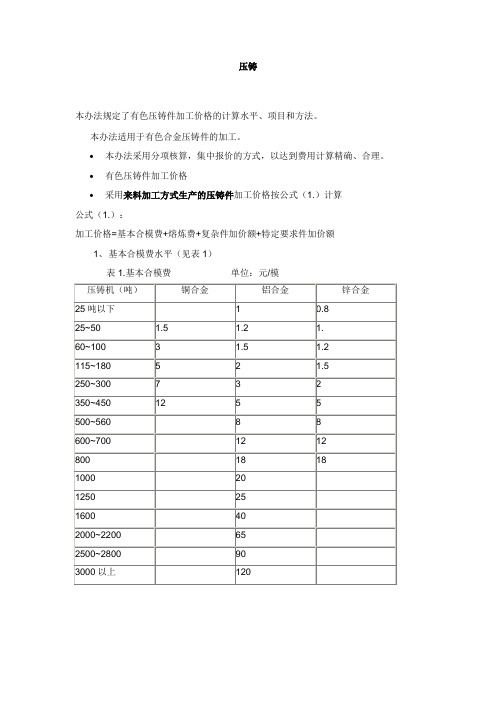
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2.:熔炼费单位:元/kg•复杂件加价水平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4.:特定要求件加价额3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
压铸成本计算方法

压铸成本计算方法1. 嘿,你知道吗?压铸成本计算那可得搞清楚材料费用呀!就好比做蛋糕,面粉不就是很关键的材料嘛,这可是一大笔开销呢!比如我们做一个压铸零件,那材料成本不就得好好算算。
2. 还有啊,加工费也不能小瞧!这就像给房子装修,工人的工钱可是要占不少比例的呢!做压铸产品加工也是一样呀,加工费得算仔细了。
比如说一台机器运作一小时得花多少钱。
3. 模具费用呢,这可重要啦!你想想,模具就像是钥匙,没有它可不行。
就好比去开门,没钥匙怎么进得去呀!像做一批特定的压铸产品,模具费用就不能忽略呀。
4. 水电费你可别不当回事儿!它就像生活中的小开支,积累起来也不少呢!压铸过程中机器运行要用不少电和水吧,这就是成本呀!比如一个月水电费花了多少。
5. 废品率也是要考虑的哦!哎呀,要是做蛋糕做坏了几个,那不就浪费了嘛。
压铸也会有废品产生呀,得把这部分的损失算进去。
就像有时候压铸出来几个不合格的产品。
6. 管理费用可不能忘呀!这就像是一个团队的指挥棒,得花钱来维持呢!想想压铸工厂的运营管理,是不是要有人力物力呀,这也是成本哟!比如说管理人员的工资之类的。
7. 包装费用也得算上呀!包装就好像给产品穿上漂亮衣服,也得花心思和钱呢!像压铸产品包装起来运出去,这包装的费用可不能不算。
比如用了多少纸箱子和包装材料。
8. 设备折旧也是成本呢!设备用久了会老化会贬值呀,就像你的手机用久了也没那么值钱了吧!压铸设备也一样呀,要把折旧的部分算进来呢。
比如说每年设备要折旧多少。
9. 人工成本绝对不能漏呀!这就像盖房子的工人,他们的工资可是要付的呀!压铸生产线上的工人工资等,都是我们要算进去的成本呢!比如一个工人一天的工资是多少。
总之,压铸成本的计算可不简单呀,这方方面面都得考虑到,一个都不能少!不然怎么知道赚不赚钱呢!。
(仅供参考)压铸成本估算
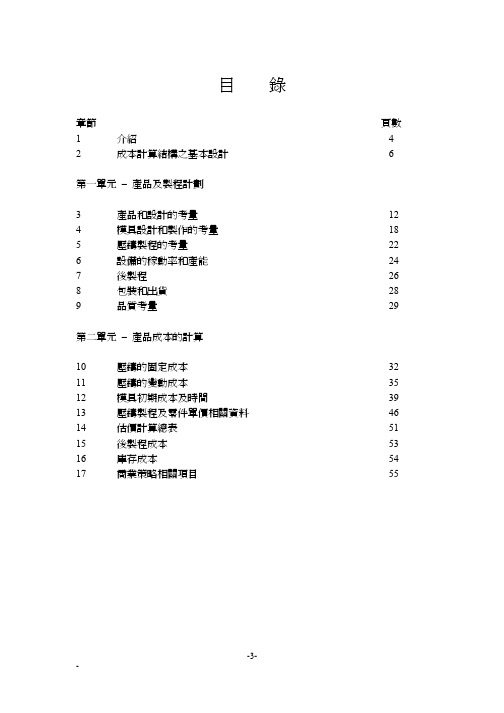
目錄章節頁數1 介紹 42 成本計算結構之基本設計 6第㆒單元 – 產品及製程計劃3 產品和設計的考量 124 模具設計和製作的考量 185 壓鑄製程的考量 226 設備的稼動率和產能 247 後製程 268 包裝和出貨 289 品質考量 29第㆓單元 – 產品成本的計算10 壓鑄的固定成本 3211 壓鑄的變動成本 3512 模具初期成本及時間 3913 壓鑄製程及零件單價相關資料 4614 估價計算總表 5115 後製程成本 5316 庫存成本 5417 商業策略相關項目 55第1章介紹概括本文和附㆖的電腦軟體將提供壓鑄業㆒個快速計算壓鑄、沖切、及後製程的估價方式。
本書的文章及電腦軟體是特別針對壓鑄為主的作業。
宗旨壓鑄業欠缺㆒個準確及快速的估價方式。
依照群組技術的歷史資料,本文和附㆖的電腦軟體將提供壓鑄廠商㆒個具有時效性的方式來開發出成本計算的架構。
依照資料來計算成本過去壓鑄業使用所謂的「猜猜看估價法」。
此法是依照經驗做邏輯性的猜測來判斷成本。
為了避免猜測或判斷有可能有錯,估價者會加㆖㆒個成本的安全系數來彌補有可能低估的部份。
「猜猜看估價法」以及其安全系數概念的問題點就是它無法發掘出新商機獲利的潛力,而導致了失去此商機。
當此壓鑄廠商接獲㆒個商機的時候,他很有可能低估此商機。
而當他真正獲得這個筆生意的時候,以某些程度而言,他多半低估了成本。
以數據為主的成本估計將提供較準確的估價因為它是把歷史資料及數據由群組技術來區分類別。
針對壓鑄業的成本要件本文和附㆖的電腦軟體用的方法與其他其他工業估價成本的走向很接近。
本文和附㆖的電腦軟體是針對壓鑄業,因為成本估算的過程是使用壓鑄的成本要件。
快速估算除了較現有的估價來得準確外,本文所提供的方式也是㆒個較有時效性的估價。
跟所有估價的項目來比較的話,有潛力的新客戶及現有的客戶通常比較關心壓鑄業者快速估價的能力。
如果客戶滿意是目標的話,快速估價將是㆒個理想的工具。
【干货】铸件成本核算及工艺方案选择
【干货】铸件成本核算及工艺方案选择企业的命脉是利润,而利润=价格-成本。
在市场化的竞争中,价格往往由市场决定,这时成本就占据了主要因素。
而企业又是工程师所赖以生存的平台,在保证质量的前提下,为企业节约成本是工程师的价值核心所在。
不计成本的采用所谓高水平技术方案,是不负责任的“炫技”。
现代经营有一句话叫“You Get What You Measured”,也就是说你要得到什么,你就必须衡量什么。
想降低成本,首先要测量成本,即成本核算。
一、铸件成本核算下面以粘土砂铸铁件为例,来计算铸件的成本。
笔者水平有限,有些项目并不齐全,请各同仁依据本厂实际情况来完善。
铸件成本由混砂费用、造型费用、熔炼浇注费用、后序清理费用、模具均摊、运费、管理费、质量成本等构成。
原则上能按单件计算的成本以单件计,否则以均摊计。
每项费用均折算到单件,最后求和即可得到铸件成本。
计算前,需有铸件重量、工艺出品率、废品率、班产量(节拍)等信息。
报价预算时,这些应该由技术人员根据以往经验给出。
1、混砂费用其中,新砂、膨润土、煤粉等材料消耗,可以按单件计算成本,因为不同种类铸件,材料消耗多有不同,按单件计算更为准确。
而其他费用难以精确到单件,则按吨位均摊计算。
其中设备成本折旧可以按总体使用年限平均折旧,更为精确的计算可以按递减折旧法。
其他工段设备均摊与此相同。
2、造型费用其中芯子、冷铁、过滤网,均是按单件计算成本,而其他项目按均摊计算。
不同产品的节拍不同,则周期内生产件数不同,成本也就不一样了。
工艺设计时,应充分考虑生产节拍。
3、熔炼浇注费用在本例中,回炉料不计费。
因为在正常的生产过程中,回炉料的加入比例是结合工艺出品率和成品率来计算的,其产生和使用长期来看是一个平衡的状态。
4、后序清理费用后序处理中,砂轮费用、工人工资根据不同产品波动较大,可以按班次为计费周期。
其他项目可按长期平均计费。
5、模具均摊试验阶段要额外投入人力物力,费用可以包含在模具类别中。
铸件成本核算及报价
铸件成本核算及报价一、精铸件成本的组成:按制造业成本核算方法铸件成本是生产过程中的制造成本与管理经营成本的综合。
按成本特性可简单地分为变动成本和固定成本两项。
即铸件成本(完全成本)K等于变动成本K1与固定成本K2之和。
K= K1 +K2。
1、变动成本K1-----------K1是指随铸件产量增减而相应变化的成本值.主要项目包括:生产过程中消耗的各种原辅材料(蜡料、制壳材料、筑炉料、熔炼金属所需的脱氧剂、造渣集渣剂、精炼除气剂及铸件后处理消耗的材料、工具如钢丸、喷砂、砂轮切割片、打磨砂带、酸洗钝化液、焊条等),构成铸件本体的金属材料(废金属炉料及铁合金)。
另列一项不包括在K'1中,称为“直接材料成本”G(基本可以回收利用)。
按财务统计口径,生产工人的工资、福利应归入变动成本中。
将金属材料制造成铸件成品所消耗的动力、燃料(水、电、油、煤、蒸汽、压缩空气等)也应包括在变动成本中。
2、固定成本K2------------K2是指相对固定的成本支出,原则上它与铸件生产量增减无直接关系。
K2包括:生产经营、管理、销售、财务成本等。
管理人员及技术人员工资福利均属于固定成本K2之中。
土地、厂房、租金、设备、大修、折旧费用,办公、出差、车旅费用及低值易耗、劳保用品等成本也属K2内容。
二、铸件变动成本K1的影响因素及计算:(一)影响因素:1、铸件材质2、制壳工艺方案3、铸件成品率P%4、每公斤铸件件数X15、铸件比表面积S(每公斤铸件的表面积)增加成本C16、型芯附加成本C27、后处理附加成本C38、铸件成品检验附加成本C4以上八项是变动成本K1的主要影响因素。
(二)变动成本K1的计算:K1= K'1×PPcp+ C3+ C4+G (1)式中K'1--除G外的与铸件成品率P%有关的变动成本(元/kg)(不含税) G --铸件直接金属材料(炉料及合金元素)成本(含税价)(元/kg)P --铸件成品率%(每100kg 金属液浇注出的合格铸件重量%) P cp --铸件平均(基准)成品率%C 3 --后处理工序附加成本(元/kg )C 4 ---铸件成品检验附加成本(元/kg ) 1、铸件成品率P%的计算:P%= F ×L 0× H ×100% (2)式中F --铸件工艺出品率% ,每组铸件中铸件净重W 0占铸件组总重W 的百分数。
铝合金锭压铸件的成本核算
压铸本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2.:熔炼费单位:元/kg•复杂件加价水平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4.:特定要求件加价额3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、成本组成主要有:材料费+合模费+熔炼费+后处理费+包装运输费+模具均摊+7%税点+10%利润。
2、材料费:产品重量+损耗(3~5%)乘以材料价格。
后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+)*分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可;扣除可回收的水口料,实际损耗正常在~2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题。
)
3、合模费:由人工+水电+压铸设备折旧费构成
具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格。
比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的要在采购处得知),使用10年(压铸机一般用个15-20年都不会有问题),功率为22KW,按一分钟生产一个产品(这个非常重要),一天8小时能做500个算,则:设备折旧25万10年,万1年,2000块1月,66块1天,元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为元/件;人工:按100元每天,均摊到500个则为元/件,总计合模费:元/件。
4、熔炼费
计算方法暂不详。
每小时折旧费用(电炉售价÷使用寿命小时)÷产能+均摊电费(电炉功率Kw/时÷产能)5、后处理费用
主要是对压铸出来的毛坯进行表面处理,去水口、钻孔、攻牙、去毛边、震磨等(按各工序工钱总和计算,如去水口2毛钱,去毛边一道2分钱)
6、包装运输费用
按包装数量均摊+运输费(根据距离而定)。
7、模具均摊
开模费用为万按10万模的使用寿命,均摊元/件。
8、税点和利润
税点计7%,利润计10%。
总计:(5+++++)**=8元/件。
9、压铸机台费用+使用过程中还有一些易损件均摊费用
180T:元/啤;250T:元/啤;400T:元/ 啤;500T:元/啤;
650T:12元/啤; 800T:元/啤;1000T:元/啤 1250T:元/啤
冲头上的密封环,约2000块一个,可以使用约3万次,一个均摊约元成本。
10、压铸模具费用
材料国内多使用进口日本牌号材料
如H13、SKD61、8407来制作型芯型腔;模架多为45#钢。
11、原材料价。