DCS优化系统-PID Tuning中文版_CN
控制系统中的PID调节方法与参数优化技巧

控制系统中的PID调节方法与参数优化技巧在自动控制系统中,PID(比例-积分-微分)控制器是一种常用的控制方式,它结合了比例、积分和微分三个部分,通过调节不同的参数可以实现对系统的稳定性和响应速度的控制。
PID控制器简单且易于实现,因此被广泛应用于各个领域的控制系统中。
本文将介绍PID调节方法以及参数优化的技巧。
1. PID调节方法1.1 比例控制(P控制)比例控制是PID调节中的基本部分,它通过比例放大被控量与参考量之间的差异,产生一个控制作用。
P控制可以提高系统的灵敏度和响应速度,缩小稳态误差,但对于系统抗干扰能力较差,容易导致系统不稳定。
1.2 积分控制(I控制)积分控制通过积分被控变量的偏差,使系统对稳态误差做出补偿。
I控制可以消除系统的稳态误差,提高系统的控制精度和稳定性,但过大的积分参数可能导致系统的超调和频率振荡。
1.3 微分控制(D控制)微分控制是通过微分变换被控变量的变化趋势,用来预测系统未来的动态响应。
D控制可以提高系统的响应速度和稳定性,减小超调,但如果微分参数设置不当,可能导致系统的噪声放大和过度补偿。
2. 参数优化技巧2.1 经验法则PID调节中的参数优化可以采用一些经验法则作为初步设置,例如:- 比例参数Kp:根据系统响应速度调整,若Kp过大将导致系统超调,若Kp过小则系统的响应速度较慢。
- 积分参数Ki:根据系统稳态误差调整,若Ki过大将导致系统超调和频率振荡,若Ki过小则无法完全消除稳态误差。
- 微分参数Kd:根据系统的抗干扰能力调整,若Kd过大将导致系统对噪声敏感,若Kd过小则无法有效预测系统未来的动态响应。
2.2 Ziegler-Nichols方法Ziegler-Nichols方法是一种经典的参数整定方法,它通过系统的临界响应特性来确定PID控制器的参数。
具体步骤如下:- 将比例参数Kp设置为零,逐渐增大,直到系统边界振荡的临界增益为Ku。
- 根据临界增益Ku,计算出比例参数Kp为Ku/2,积分时间Ti为临界振荡周期Tu*0.5,微分时间Td为临界振荡周期Tu*0.125。
DCS系统是什么DCS系统知识详解

DCS系统是什么DCS系统知识详解导读DCS系统是什么?DCS系统电缆布线如何规范?DCS系统电缆布线规范有哪些?DCS控制系统与PLC系统的区别在哪里?下面小编就来说说DCS系统知识详解。
DCS系统是什么?DCS系统电缆布线如何规范?DCS系统电缆布线规范有哪些?DCS控制系统与PLC系统的区别在哪里?下面小编就来说说DCS系统知识详解。
DCS系统是什么--如何规范一、信号分类电缆的合理布设可以有效地减少外部环境对信号的干扰以及各种电缆之间的相互干扰,提高DCS系统运行的稳定性。
信号分类如下:1、Ⅰ类信号:热电阻信号、热电偶信号、毫伏信号、应变信号等低电平信号。
2、Ⅱ类信号:0~5V、1~5V、4~20mA、0~10mA模拟量输入信号;4~20mA、0~10mA模拟量输出信号;电平型开关量输入信号;触点型开关量输入信号;脉冲量输入信号;24VDC小于50mA的阻性负载开关量输出信号。
3、Ⅲ类信号:24V~48VDC感性负载或者电流大于50mA的阻性负载的开关量输出信号。
……综上仅为摘抄,详细内容请点击“DCS系统电缆布线如何规范”DCS系统是什么--布线规范1、I/O总线它把多种I/O信号送到控制器,由控制器读取I/O信号,I/O模件之间并不交换数据。
I/O 总线包括并行总线和串行总线。
I/O总线的传输速率是不高的,从几十K到几兆不等,为了快速,最好是并行总线。
采用并行总线,其I/O模件必须与控制器模件相邻。
若采用串行总线,I/O模件和控制器之间的距离也要比较近才行。
通常把控制器模件和I/O模件装在一个机柜内或相邻的机柜内。
2、现场总线现场总线是90年代初发展起来的,远程I/O应该采用现场总线,如CAN、LONWORKS、HART 总线。
在DCS系统中,远程I/O采用HART总线比较多。
比如现场的变送器,距离控制器机柜比较远,常把16个变送器来的信号编成一组,用HART总线把信号送到控制器,控制器同时读进16个变送器来的信号。
基于DCS控制系统的装置优化
基于DCS控制系统的装置优化随着科技的不断进步,自动化技术得到了快速的发展,并引领了许多不同领域的进步。
其中,DCS(分散控制系统)是其中之一,在炼油、化工、发电、钢铁和造纸等工业领域中得到广泛应用。
DCS控制系统是一种通过统一控制层对过程变量进行调节并将其纠正的软件与硬件系统。
这种控制系统能够实现对整个生产过程的实时监测和控制,从而提高生产效率和效益。
然而,在实施DCS控制系统过程中,如何进行优化、提升系统的性能和可靠性,成为了许多企业关注的问题。
DCS控制系统优化的目的是提高生产效率、可靠性和安全性,减少能源的浪费和无用的人力投入。
这种优化包括对传感器、控制算法、PID调节器、人机界面等部分的调整和改进。
以下将逐一探讨这些方面的优化措施。
1. 传感器的优化传感器在DCS控制系统中扮演着重要的角色,其准确性和鲁棒性对于系统性能的影响非常关键。
传感器如果出现故障或数据不准确,将会严重影响控制系统的性能,并且会给生产带来质量问题。
针对这种问题,进行以下的优化可以有效地提高传感器的性能:(1)更换高精度传感器,例如,利用新一代的纳米技术开发出的多功能传感器,可以减少在工作环境中长期暴露在高温、高湿、高压等情况下的腐蚀,同时可以降低噪声和温度漂移。
(2)定期维护传感器,清洁传感器表面和各个接口,保证其正常工作。
(3)使用多个传感器测量同一个变量并融合其数据,以获得更可靠、更准确的数据。
2. 控制算法的优化传感器所获取到的实时数据,需要进行加工分析才能得到实际的控制信号。
传感器数据的处理和转换至关重要,因为输入的数据决定了输出的控制信号。
因此,优化控制算法可以有效地提高DCS控制系统的性能。
(1)使用高级控制算法,如模型预测控制(MPC),可以更好地可视化和优化控制过程。
(2)对控制算法进行自动调参和反馈控制,以确保控制系统的性能始终在最佳状态。
例如,在某个特定的工艺过程中,PID算法能够根据其他变量的输入,自动对输出进行调整,并确保该过程的稳定性和运行时间。
PID tunning
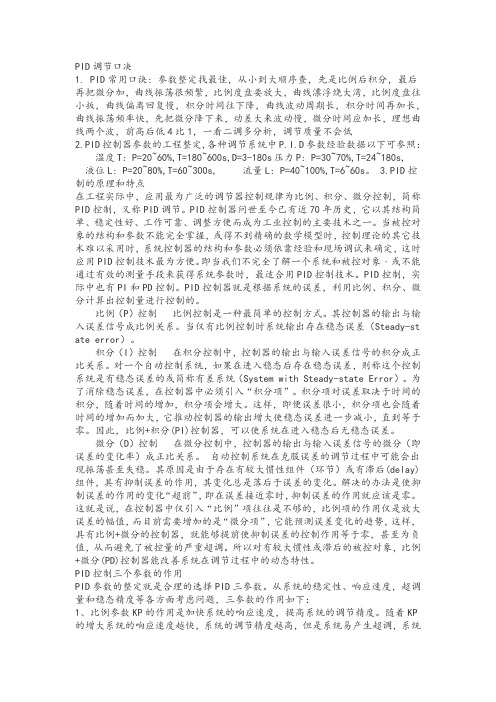
PID调节口决1. PID常用口诀: 参数整定找最佳,从小到大顺序查,先是比例后积分,最后再把微分加,曲线振荡很频繁,比例度盘要放大,曲线漂浮绕大湾,比例度盘往小扳,曲线偏离回复慢,积分时间往下降,曲线波动周期长,积分时间再加长,曲线振荡频率快,先把微分降下来,动差大来波动慢,微分时间应加长,理想曲线两个波,前高后低4比1,一看二调多分析,调节质量不会低2.PID控制器参数的工程整定,各种调节系统中P.I.D参数经验数据以下可参照:温度T: P=20~60%,T=180~600s,D=3-180s压力P: P=30~70%,T=24~180s, 液位L: P=20~80%,T=60~300s, 流量L: P=40~100%,T=6~60s。
3.PID控制的原理和特点在工程实际中,应用最为广泛的调节器控制规律为比例、积分、微分控制,简称PID控制,又称PID调节。
PID控制器问世至今已有近70年历史,它以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。
当被控对象的结构和参数不能完全掌握,或得不到精确的数学模型时,控制理论的其它技术难以采用时,系统控制器的结构和参数必须依靠经验和现场调试来确定,这时应用PID控制技术最为方便。
即当我们不完全了解一个系统和被控对象﹐或不能通过有效的测量手段来获得系统参数时,最适合用PID控制技术。
PID控制,实际中也有PI和PD控制。
PID控制器就是根据系统的误差,利用比例、积分、微分计算出控制量进行控制的。
比例(P)控制比例控制是一种最简单的控制方式。
其控制器的输出与输入误差信号成比例关系。
当仅有比例控制时系统输出存在稳态误差(Steady-st ate error)。
积分(I)控制在积分控制中,控制器的输出与输入误差信号的积分成正比关系。
对一个自动控制系统,如果在进入稳态后存在稳态误差,则称这个控制系统是有稳态误差的或简称有差系统(System with Steady-state Error)。
DCS系统性能优化措施
DCS系统性能优化措施引言DCS(分散控制系统)是一种将自动化控制与数据采集整合在一起的系统,广泛应用于工业领域。
为了确保DCS系统的有效运行,有时需要采取一些性能优化措施。
本文将介绍一些常见的DCS 系统性能优化措施。
优化措施1. 硬件优化:检查DCS系统的硬件设备情况,确保设备符合规格要求并处于良好工作状态。
如果有老化或故障的设备,及时更换或修理,避免对整个系统的影响。
硬件优化:检查DCS系统的硬件设备情况,确保设备符合规格要求并处于良好工作状态。
如果有老化或故障的设备,及时更换或修理,避免对整个系统的影响。
2. 网络优化:检查DCS系统的网络连接情况,确保网络带宽和稳定性满足系统要求。
通过使用高速网络设备、优化网络拓扑结构以及分配合适的IP地址,可以提高系统的数据传输效率。
网络优化:检查DCS系统的网络连接情况,确保网络带宽和稳定性满足系统要求。
通过使用高速网络设备、优化网络拓扑结构以及分配合适的IP地址,可以提高系统的数据传输效率。
3. 软件优化:评估DCS系统的软件配置和参数设置,根据实际需求进行优化调整。
注意选择合适的软件版本,并及时安装更新补丁程序以修复可能存在的漏洞或性能问题。
软件优化:评估DCS 系统的软件配置和参数设置,根据实际需求进行优化调整。
注意选择合适的软件版本,并及时安装更新补丁程序以修复可能存在的漏洞或性能问题。
4. 数据存储和备份:管理好DCS系统中的数据存储和备份。
确保存储设备的容量足够,数据存储结构合理。
定期进行数据备份,以防止数据丢失。
数据存储和备份:管理好DCS系统中的数据存储和备份。
确保存储设备的容量足够,数据存储结构合理。
定期进行数据备份,以防止数据丢失。
5. 安全策略优化:加强DCS系统的安全策略,保护系统免受安全威胁。
采取有效的防火墙和入侵检测系统,限制和监控对系统的访问。
定期更新安全策略和密码,加强系统的安全性。
安全策略优化:加强DCS系统的安全策略,保护系统免受安全威胁。
重整装置DCS系统PID参数整定与控制优化
摘要 : 自控率和平稳率是炼油装置 的重要指标 , 关系到产品质量 、 收率和经济效益。文中阐述了运
用先进的控制方法整定和优化 P I D控制器的的参数 , 既保留了先进控制的优点、 又保持了P I D的鲁 棒性 , 避免了先进控制单独运用 的缺点。实际控制效果理想 , 自控率提高到 9 5 %以上 。
散 控制 系统 中控 制器 ( P 1 D) 参数 优化 整 定软 件 包” 应用到 D C S 系统 , 以达到提高装置 自控率及 平稳率 、 节能降耗 , 降低操作工劳动强度 的目的。 1改 造项 目
该重 整 生产 装 置采 用 D C S 系 统控 制 ] , 控 制器 采用 P I D调 节 。调 节 的 效 果 不 佳 , 表 现 在 2个 方
象, 对 选 定 的控 制 器 P I D形 式 及 参 数进 行 仿 真 , 若 仿 真 能达 到 良好 的效 果 , 则将 控 制器 P I D的形 式及
些 问题 。
( 1 ) P I D控制 器很 多 处 于 手 动 状 态 ; ( 2 )投 入
自动 运行 的很 多 回路 运 行效 果 不好 ; ( 3 )串级控 制
关键词 : 控制技术 ; 优化 ; 建模; 数据处理
中图 分 类 号 i T P 2 7 文献标识码 : B 文章编号 : 1 6 7 1 — 4 9 6 2 ( 2 0 1 3 ) 0 5 — 0 0 5 2 — 0 2
目前 国 内 炼 油 化 工 装 置 普 遍 采 用 D C S系 统 控制 。D C S 系 统 的 实施 为 提 高控 制 和 管理 水 平起 到 了较 大 的作 用 , 大 庆 石 化 公 司重 整 生 产 装 置 采 用美 国 D e l t a V D C S 进 行 控 制 …, 但 装 置 中仍 存 在
DCS中的PID模块
DCS中的PID模块数字PID控制器的工程实现1.3 数字PID控制器的工程实现前面两节分别讨论了数字PID控制算法及其改进措施,为编制PID程序提供了算式,这是数字PID控制器的核心问题。
如果计算机仅实现此算式,并不能完全满足实际控制的需要,还必须考虑其他工程实际问题,才能使PID控制程序具有通用性和实用价值。
众所周知,电动仪表中的模拟PID调节器是一台硬设备。
与之相比,计算机中的数字PID控制器却是一台软设备,也就是说,它是由一段PID 程序来实现的。
一台模拟调节器只能控制一个回路,而一段PID控制程序却可以作为一台计算机所控制的所有PID控制回路的公共子程序。
所不同的只是各个控制回路提供的原始数据不一样,输入输出通道也不一样。
为此,必须给每个PID控制回路提供一段内存数据区(亦称线性表),以便存放各种信息参数。
既然PID控制程序是公共子程序,那就应该具有通用性和工程实用价值。
在设计PID控制程序时,必须考虑各种工程实际情况,并含有多种功能,以便用户选择。
计算机控制中的数字PID控制器是由PID控制程序及相应的数据区构成的,本书称它为PID控制块。
每个PID控制块对应一段数据区(亦称参数表,详见表1.3.1),也就是说,一台计算机中可以有n个PID控制块及对应的n个PID控制块参数表,而PID控制程序只有一个,可以供n个PID控制块共用。
计算机控制中数字PID控制器以PID控制块的形式出现,而PID控制块的用户表现形式是PID控制块参数表(表1.3.1),也可以把PID控制块参数表称为PID控制块的实体。
在PID控制组态软件的支持下,用户只需按要求填写PID控制块参数表即可构成PID控制块,实现PID控制功能。
表1.3.1 PID控制块参数表项号1 2 3 4 5 参数名N0 __ __H ACTIVE __T 名称功能块号工位号算法码PID功能块激活PID功能块属性数据及说明O~255 8个字符8个字符PID 未激活=OFF激活=ON 0__=OFF __=ON 默认PID 0FF OFF 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 PV_MODE PV RH RL EU OV_MODE SV_MODE SVL SV SVS SR PHHA PHIA PLOA PLLA HY D_R DVA NA NK ICV ICM DV_PV KP TI TD KD IB 0H 0L 0CV 0CM PV方式被控量PV量程上限PV量程下限PV工程单位PID工作方式给定值方式内给给定值串级给定值SCC给定值给定值变化率限制PV高高报警值PV高限报警值PV低限报警值PV低低报警值PV报警死区正/反作用偏差报警值非线性区非线性区增益输入补偿量输人补偿方式微分方式比例增益积分时间微分时间微分增益积分分离值控制量上限值控制量下限值输出补偿量输出补偿方式自动AUTO=OFF.手动MAN=ON 工程量RL~RH 工程量RH~RL -__.00~+__.00 工程量RL~RH -__.00~+__.00 ℃,Pa,MPa,m,(自定义8个字符) MAN=0 AUTO=1 INIT=2NLH=3 PBH=4 内给LOC=0 串级CAS=1监控SCC=2 工程量RL~RH 工程量RL~RH 工程量RL~RH0.1%~100%(RH~RL)/s RL~RH PHHA≥PHIA RL~RH PHIA≥PLOARL~RH PLOA≥PLLA RL~RH PLLA≥RL 0.1%~100%(RH~RL) 正作用D=OFF反作用R=ON 0.1%~100%(RH~RL) 0.0%~100%(RH~RL) 0.0~1.0 工程量RL~RH 0=无1=加2=减3=置换DV微分=OFF PV微分=ON O.1~1000.0 0.1s~1000.0s,0:无积分0.1s~1000.0s,0:无微分O.1~1000.0 0.1%~100%(RH~RL) 0%~100%OHOL 0%~100%OL≥0 0%~100%0=无1=加2=减3=置换3OFF O O 5 RH RH RL RL 1 0FF 1 O 1 0 0FF 1 1 1 5 5 100 O O 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 0HS 0SS SOV 0TV 0TS 0R COV MOV TF ELMODE TC REJvl0DE __ S_PV S_SVL S_SV S_SVS S_ICVS_OCV S_0TV S_MOV S_COV BIV BOV F_FB N_FB PHHAS PHIAS PLOAS PLLAS 输出保持开关输出安全开关输出安全值输出跟踪量输出跟踪开关控制量变化率限制输出控制量手动控制量PV滤波时间常数PID 算式PID控制周期恢复工作方式小数点位数PV标准数SVL标准数SV 标准数SVS标准数ICV标准数OCV标准数OTV标准数MOV标准数COV标准数回算输入量回算输出量前级回算功能块后级回算功能块PV高高报警状态PV高限报警状态PV低限报警状态PV低低报警状态无保持NH=OFF保持YH=ON 无安全NS=OFF安全YS=ON 0%~100%0%~100%无跟踪NT=OFF跟踪YT=ON 0.1%/s~100%/s 0%~100%0%~100%0.1S~l000.0S 算式1=1 算式2=2 算式3=3 算式4=4 0.2S~60.0s 手动MAN=0自动AUTO=1 0,1,2,3,4 标准数“O~1” 标准数“O~1” 标准数“O~1” 标准数“O~1” 标准数“O~1” 标准数“O~1” 标准数“O~1” 标准数“O~1” 标准数“O~1” 工位号工位号未报警=OFF报警=ON 未报警=0FF报警=0N 未报警=0FF报警=0N 未报警=0FF报警=0N OFF 0FF 50 0FF 5 2 1 O 2 68 69 70 71 72 73 74 75 76 77 78 DVAS T_PV T_SV T_COV T_SVS T_ICV T-OCV T_0TV T_0TS T_0HS T_OSS偏差报警状态被控量端子串级给定值端子输出控制量端子SCC给定值端子输入补偿量端子输出补偿量端子输出跟踪量端子输出跟踪开关端子输出保持开关端子输出安全开关端子未报警=0FF报警=0N 工位号.参数名模拟量工位号.参数名模拟量工位号.参数名模拟量工位号.参数名模拟量工位号.参数名模拟量工位号.参数名模拟量工位号.参数名模拟量工位号.参数名开关量工位号.参数名开关量工位号.参数名开关量PID控制器的输入之一是被控量y(亦称过程变量PV),输出之一是控制量u,如图1.1所示。
DCS系统性能优化措施
DCS系统性能优化措施DCS(分布式控制系统)是现代工业自动化领域常用的控制系统之一,它可以有效地控制工业过程,并实现实时监测、报警、数据采集和处理等功能。
然而,随着工业自动化的发展和数据量的不断增加,DCS系统的性能优化变得尤为重要。
本文将介绍一些常用的DCS系统性能优化措施,以提高系统的效率和稳定性。
1.系统架构优化:通过调整系统架构,合理分配数据和计算任务,减少数据传输和处理延迟。
可以将大的工艺控制过程拆分成多个子系统,每个子系统负责一部分工艺过程的控制,以减轻整体系统的负载。
2.数据存储和压缩:采集到的数据可以进行压缩存储,既可以减少系统的存储空间占用,又可以提高数据的读写效率。
同时,可以采用高效的数据库管理系统,提高数据的访问速度和查询效率。
3.网络通信优化:通过优化DCS系统与其他子系统或外部设备之间的通信方式,减少通信延迟和丢包率。
可以采用高可靠性的通信协议,如以太网、PROFIBUS等,并采用链路负载均衡和故障转移技术,保障系统通信的稳定性和可靠性。
4.硬件设备优化:选择性能更好的硬件设备,如高速处理器、大容量内存和高速硬盘等,以提高系统的运行速度和响应能力。
同时,通过合理设置硬件参数和优化硬件配置,进一步提高系统的性能。
5.操作系统优化:选择合适的操作系统,并进行相应的优化设置。
可以禁用一些不必要的系统服务和进程,减少系统资源的占用。
同时,定期更新操作系统和补丁程序,提高系统的安全性和稳定性。
6.系统软件优化:对DCS系统的软件进行优化,包括改进算法、优化代码、减少程序的运行时间和资源占用等。
可以通过性能测试和调试,找出系统运行的瓶颈和问题,并进行相应的优化措施。
7.资源管理和性能监测:对系统资源进行合理的管理和分配,有效利用系统的存储、计算和网络资源。
同时,监测系统的性能指标,如延迟、响应时间、吞吐量等,及时发现和解决性能问题。
8.数据缓存和预取优化:通过合理设置数据缓存和预取机制,减少系统的数据访问时间和延迟。
DCS系统优化和改进方案
降低运营成本
节能设备选型
选用低功耗硬件设备,减少能源消耗。
优化维护成本
通过远程监控和定期维护,降低运维成本。
资源共享
实现不同业务部门之间资源共享,提高资源利用 率,降低成本。
提高安全可靠性
1 2
安全性防护
部署防火墙、入侵检测等安全设备,提高系统 安全性。
高可用性设计
采用高可用性技术,实现系统故障自动切换, 保证业务连续性。
20世纪90年代至今
DCS系统逐渐成熟,功能越来越强大,应用领域不断扩大。
DCS系统应用范围
石油化工
DCS系统广泛应用于石油化工行业 的生产装置控制和工艺流程监控。
电力行业
DCS系统在电力行业中的发电厂、 变电站等场所实现了全面的自动化 控制。
制药行业
DCS系统为制药生产线提供全面的 控制和监测解决方案。
硬件架构
DCS系统通常由现场控制器、通 讯网络、操作站、工程师站等组 成。
软件架构
DCS系统软件包括实时数据库、 组态软件、控制算法等。
DCS系统发展历程
20世纪70年代
DCS系统初创期,以集中式控制为主,功能较为简单。
20世纪80年代
DCS系统进入发展期,开始采用分布式控制,出现了许多专业的DCS品牌。
保证系统安全性。
系统界面优化
01
界面设计优化
采用简洁明了、直观的界面设计,提 供易于理解和操作的界面,方便操作 人员使用。
02
交互性能优化
提高界面交互性能,使操作更ቤተ መጻሕፍቲ ባይዱ流畅 、简单,提高操作体验。
03
人性化功能优化
增加人性化功能,如语音识别、手势 识别等,提高操作人员的效率和舒适 度。
基于DCS改进PID控制的实现及仿真
基于DCS改进PID控制的实现及仿真
陈积玉
【期刊名称】《自动化仪表》
【年(卷),期】2004(025)007
【摘要】工业中,常规PID控制应用仍然相当普遍,而它的改进算法:积分分离、微分先行、不完全微分等也以简单易行且行之有效的特点使PID控制的效果更好,更具实用性。
我院在化工原理实验室精馏塔和电炉温控系统上安装了上海-Foxbom的I/A’S70系列DCS,在电炉温控系统上编制了PID改进算法,并对
精馏塔控制系统和电炉温控顺序控制系统实行离线仿真论证后的下载运行,从而既保证了程序不带错下载,又使控制质量有所改善。
【总页数】4页(P74-77)
【作者】陈积玉
【作者单位】上海应用技术学院机电学院,上海,200235
【正文语种】中文
【中图分类】TP2
【相关文献】
1.基于2-DOF PID控制器的PWM DC/DC变换器的仿真 [J], 刘谊露;蔡小勇;亓
迎川
2.基于新型模糊PID控制的DC-DC变换器仿真研究 [J], 匡经国;刘跃;张仁红
3.PID控制在火箭炮伺服系统中的仿真实现--改进的专家自适应PID控制 [J], 张原;黄文静;桑路路
4.基于Simulink的翻译模拟式虚拟DCS仿真功能实现方案 [J], 张旭; 邓志光; 彭韬; 彭浩
5.基于变论域模糊PID控制的BLDCM仿真分析 [J], 张轩; 徐苗; 郑德聪; 李志伟因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
系统优化诊断周期 一个实际项目的例子: 总计需要2~4个月的之间
2011年 7月 8月 9月 10月 国庆节 10/1~7 11月 12月 1月 2012年 2月
技术交流 7/14 前期调查 7/27~7/29 KOM 8/10
最终报告会 11上旬
诊断优化
诊断服务
调试服务
控制调试 选定诊断对象 数据收集・ 决定优先顺序 获得模型・ 课题解析 最优控制 参数模拟
生命周期最优化
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
4
Page 4
3.工厂优化事业调查(FS)及开拓业绩实例(一部分)
年度
2011年 2011年 2010年
国名:公司
中国:YCN 中国:YCN 中国:YCN
APC制御による変動抑制事例
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
3
2.横河电机的
vigilantplant,是横河提供给客户实现永久性理想工厂 操作服务的综合品牌 随着课题解决的探讨研究(寻找课题~解决课题~巩固成 效),逐步实现横河电机工程服务商品的体系化 横河电机通过VPS协助客户实现工厂的理想操作
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
12
12
诊断画面
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
16
16
报警分析
EMUA关于报警的定义:
The purpose of an alarm system is to direct operator’s attention towards plant conditions requiring timely assessment or action.
过多的报警导致操作人员忽视重要报警,导致事故发生
11
11
初步诊断
使用专用的IT工具对海量的数据进行处理,并进行诊断
利用 进行诊断 被诊断设备的控制性能数据收集
对象回路:通过OPC导入 采样周期:10分钟 收集期间:20天
评价报告
Time In Control (Loop Controllability) Rank No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Tag Comment AUT時間内所 単純AUT+ 定偏差内率 率(%) (%) 0.00 0.38 7.26 7.39 7.51 8.90 10.92 15.85 19.57 27.53 29.92 33.96 34.79 37.63 39.65 55.68 56.63 63.64 74.31 74.37 99.87 98.86 99.87 99.87 7.51 97.47 99.75 99.87 99.87 92.36 99.87 99.87 99.87 90.34 99.87 99.87 65.66 74.87 99.87 78.09
Kaneka Corporation
化学
化学
蒸汽控制最优化
BTG运行最优化
开拓、企划发挥控制和IT技术的节能解决方案
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
5
Page 5
4.横河电机系统优化的过程
②生产设定值的降低⇒消耗的能源减少
现场仪表
控制优化可以实现节能
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
10
横河的控制系统优化工具介绍
使用可以连接控制系统的专用IT诊断工具
工厂
现有的DCS (分布式控制系统)
如果单纯借助 人工,作业量大
根据收集的数据自动生成性能评价报告
(评价的指标有两个)
单纯的AUT(自动化)率 AUT时间内的偏差率 标准差、・・等其他的指标也可以
自动生成 报告
从评价报告中选择迫切需要改善的回路 每次最多选定20个详细诊断的回路
FIC-W602 水淬喷淋管道流量调节 PIC-A201 辐射管加热炉主风机(NO.1) FIC-A102 PH/NOF预空流量放散调节 FISXB02 混合气体流量指示和设定 PIC-F902 PH炉压调节 FIC-G721 干燥炉2段燃烧煤气 FIC-G711 干燥炉1段燃烧煤气 TIC-W601 水淬水箱温度调节 PIC-A231 辐射管加热炉主风机(NO.2) TIC-E903 排烟风机前烟气温度调节 TIC-KC03 碱喷洗循环罐温度控制 TIC-KC04 碱刷洗循环罐温度控制 FISXB01 混合气体流量指示和设定 FIC-A241 辐射管加热炉4段燃烧空气 PIC-G711 干燥炉1段燃烧煤气压力 PIC-A7P1 干燥炉点火空气总管压力 FIC-A231 辐射管加热炉3段燃烧空气 FIC-G211 辐射管加热炉1段燃烧煤气 PIC-G721 干燥炉2段燃烧煤气压力 TIC-F211 辐射管加热炉1段炉温调节
Safety Excellence
确保安全
寻找问题 解决问题 巩固成效 服务 服务 服务
Production Excellence
生产革新
横河中国
商品企划开拓
寻找新的改 善课题 并着手解决
导入最佳解 决方案 解决问题
持续监视 已取得的 改善成果
Asset Excellence
资产最优化
系统优化角度
Lifecycle Excellence
8
横河先进的工厂方案
先进优化控制
先进优化控制 APC 稳定基础控制 TuneVP
工厂控制性能优化
工厂历史以及实时数据监控
实时及历史监控 PIMS(Exaquantum)
集散控制与紧急停车 DCS + ESD
工厂基础集散安全控制
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
13
的诊断结果
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
14
详细诊断
功能①:控制回路的响应特性详细分析
对选择的对象回路进行数据收集(每秒)
对象回路:最多20回路 采样周期:最小1秒 收集时间:14天
响应特性解析
功能① 实际测量设定值(SV)、操作输出(MV)、 测定值(PV)的波形 报告自动
ー 生成
过程模型辨识,最优化控制 参数(PID)的计算ー
功能②
根据辨识的模型进行过程的诊断 根据辨识的模型进行控制参数的计算
从实际测量的报告中找出问 题
All Rights Reserved, Copyright (c) GIPC 2011
Transformation 2017
横河电机DCS优化 解决方案
横河电机(中国)有限公司 解决方案技术部
2016/5/26
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
‹#›
目录
1.横河电机的产品 2.横河电机的VigilanatPlantServices 3.工厂优化事业调查(FS)及开拓业绩实例 4.横河电机系统优化的过程 5.横河电机系统优化的成果 6.横河提供的服务 7.横河电机通过VPS对客户的贡献
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
15
15
详细诊断
功能②:根据模型计算控制系数(PID)并进行仿真 现状的波形(实测值)
当前控制回路的响应曲线
仿真(理论值)
控制参数变更后的仿真响应曲线
节能减排
技术共享
先进控制可以解决以上6个工厂最为关心的问题
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
7
横河面向化工厂的解决方案
| Document Number| February 29, 2016 | Copyright © Yokogawa Electric Corporation
顾客名称
中石化天津石化公司 中国化工集团 中石化吉林石化公司
行业
石化 石油,化学 石化
内容
控制性能诊断 先进控制, 实时数据库 控制性能诊断
2011年
2010年
中国:YCN
中国:YCN
巨化集团公司
武汉钢铁公司
化学
钢铁
控制性能诊断
控制性能诊断
2009年
2008年
泰国:YTH
日本:GF
Thai Acrylic Fibre
横河的ExaPlog可 以对报警信息进行 分析,通过优化报 警和消除不要的报 警,使得操作人员 只专注于重要的报 警