互换性绪言(ppt)
《互换性概论》PPT课件
.
日期
精选ppt
11
二、互换性的分类
2.按方法及程度分:
1)完全互换 装配或更换时,不挑、不调、不修的互换性。 2)不完全互换:
•分组互换:装配前分组,组内零件互换. •调整互换:装配时更换零件. •修配互换:去掉多余材料的修配.
3. 按部位或范围分:
•内互换:部件或机构内部组成零件间的互换 •外互换:部件或机构与其相配件间的互换 (例如:滚动轴承)
互换性与测量技术
理论课(26):
– 绪论
– 轴、孔结合的极限与配合
– 测量技术基础
– 光滑工件尺寸检测和量规设计
– 形状与位置公差
– 表面粗糙度及其检测
– 零件典型表面的公差与配合
实验(6)
精选ppt
1
互换性与测量技术
参考教材:
-《互换性与测量技术》王益祥 主编,南京理工大 学印刷
其它参考书:
精选ppt
14
互换性的作用
3)在使用维修方面:零、部件具有互换 性可以及时更换已经磨损或损坏了的零、部 件,减少机器的维修时间和费用,保证机器 连续而持久地运转,从而提高机器的使用价 值。
精选ppt
15
互换性的作用
鉴于互换性在提高产品质量和可 靠性、提高经济效益等方面的重大意 义,互换性原则已成为现代制造业中 一个普遍遵守的原则,成为制造业可 持续发展的重要技术基础。
一、公差与检测
1.公差:允许零件尺寸和几何参数的变动范围称 为“公差”
2.检测:检测包含检验与测量。
3.实现互换性的条件:标准化是实现互换性的前提。
精选ppt
18
标准和标准化
标准 标准化 标准的分类:
– 国家标准(GB);行业标准: 机械标准(JB),邮电 标准(YD)等地方标准企业标准(QB)
最新文档-互换性3-3课件-PPT精品文档
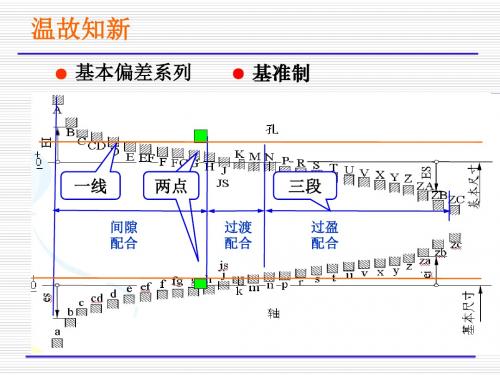
● 基本偏差系列
● 基准制
一线
两两 点
三段
间隙 配合
过渡 配合
过盈 配合
温故知新
● 公差等级(20级)
IT01,IT0 , IT1 , IT2 … … IT18
高
低
a~zc (28个)
H7 01~18 (20级)
20×28种配合
国标规定了优先、常用、一般用途的公差带 及配合。
温故知新
■ 一般、常用、优先的标准公差带
● 孔公差带 ● 轴公差带
■ 优先与常用配合
● 基孔制优先与常用配合 ● 基轴制优先与常用配合
温故知新
孔公差带 (GB/T1801—2019)
一般公差 带(105)
常用公差 带(44)
优先公差 带(13)
温故知新
轴公差带(GB/T1801—2019)
一般公差 带(105)
常用公差 带(59)
优先公差 带(13)
4、验证:
轴
+0.045
Ymax =-0.045, Ymin=-0.016 +
+0.034 +0.016
Y’min=ES-ei=+0.016-0.034=-0.018 0-
孔
Y’max=EI-es=0-0.045=-0.045
Ф4 0
可见,满足使用要求。
5、确定孔轴配合为:
Ф40H6/r5
3.3 公差与配合的选择——类比法
2、确定孔、轴公差等级
(1)Tf= Ymax-Ymin =|-0.045-(-0.016)|=0.029 =Th+Ts
因孔、轴公差应为标准公差,查表3-2: IT6=0.016 , IT5=0.011
互换性与技术测量ppt课件

基本系列
R40系列 q40≈1.06
R80系列 q80≈1.03 可编辑课件
补充系列
7
二、优先数和优先数系(GB/T321—2005 )
●个数:优先数系中,项数从1开始,可向大于1和小于1两 边无限延伸,每个十进区间有r个优先数。 ●优先数多为无理数,应用时要圆整。
3. 优先数系的派生系列和复合系列
Ea=Da-D
ea=da-d
零件上实际存在,能测出大小,一批零件而言,是一随机变量
(2)极限偏差:极限尺寸—基本尺寸 上偏差:最大极限尺寸—基本尺寸(孔ES——轴es) 下偏差:最小极限尺寸—基本尺寸(孔EI——轴ei)
上下偏差由设计者给定
当EI <Ea< ES, ei<ea<可编e辑s时课件,零件才能合格的。
基本尺寸
最小极 限尺寸 最大极 限尺寸
基本尺寸
轴
对于孔: TD=︱Dmax-极D限mi与n︱配=合︱示E意S图-EI︱
对于轴: Td=︱dmax- dmin︱可=编︱辑e课s件-ei︱
28
第二节 极限与配合的基本词汇
二、有关“公差与偏差”的术语和定义
3.零线与公差带
(1)零线:确定偏差的一条基准直线。
可编辑课件
11
第一章 孔与轴的极限与配合
本章内容:
第一节 概述
第二节 极限与配合的基本词汇
第三节 极限与配合的国家标准
第四节 国家标准规定的公差带与配合
第五节 公差与配合的选用
第六节 线性尺寸的未注公差
可编辑课件
12
第一章 孔与轴的极限与配合
学习要求:
掌握有关公差与配合的基本术语及定义、极限 尺寸判断原则、公差与配合标准的实质、公差与配 合国家标准的基本结构、标准公差系列、基本偏差 系列、公差与配合国家标准的应用;熟练查阅标准 公差及基本偏差表格,熟练掌握尺寸公差带图及配 合公差带图。
互换性课件
3.2 公差与配合的标准化
2)孔轴基本偏差系列应用
表3-2 、 3-5的应用
Φ 50
f8
-0.025 -0.064
h8
0 -0.039
p8
+0.065 +0.026
三、常用公差带与配合
基轴制优先与常用配合(GB/T1801-1999 )
基
孔
准 A B C D E F G H Js K M N P R S T U V X Y Z
轴
间隙配合
过渡配合
过盈配合
h5
F 6 G 6 H 6 Js6 K 6 M 6N 6 P6 R6 S 6 T 6 h5 h5 h5 h5 h5 h5 h5 h5 h5 h5 h5
h6
F 7 G 7 HH7 7 Js7 K 7 M 7 N 7 P 7 R 7 S 7 T 7 U 7 h 6 h 6 hh6 6 h 6 h6 h6 h6 h 6 h 6 h 6 h 6 h6
h7
E8 F8 h7 h7
HH8 8 Js8 K 8 M 8 N 8 hh7 7 h7 h 7 h7 h 7
公差等级
3.2 公差与配合的标准化
一、标准公差系列
● 基本尺寸、公差等级确定,标准公差值唯一; ● 同一尺寸段所有的基本尺寸,公差等级相同,其 公差值都相同; ● 同一公差等级不同尺寸段,其公差值不等;
>18~30 IT7=21 >80~120 IT7=35 ● 注意尺寸分界值的标准公差值。
3.2 公差与配合的标准化
第三章 孔、轴的极限与配合
互换性与技术测量 廖念钊 第六版 01绪言
由公比分别为10的5、10、20、40、80次方根,且项值中含 有是的整数幂的理论等比数列导出的一组近视等比的数列,代号 Rr( r=5、10、20、40、80),称为Rr系数。每个数都是一个优先数。
基本系列
补充系列
四、优先数和优先数系
四、 优先数和优先数系
2. 优先数的派生系列和复合系列
• •
本身的零部件 加工和检验用的刀、夹、量具及机床等
•
使用性能
防止数值传播的紊乱 把产品品种的发展一开始就引向科学的标准化轨道 优先数和优先数系就是对各种技术参数的数值进行协 调、简化和统一的一种科学的数值标准 目前我国数值分级的国家标准 GB321-2005
四、 优先数和优先数系
四、 优先数和优先数系
二、公差与配合标准发展简介
要使零部件具有互换性,就要求制订统一的公差与配合标准
1902,英国伦敦以生产剪羊毛机为主的钮瓦(Newall) 极限表 1906,英国国标B.S.27。1924,英国国标B.S.164。1925,美国标准A.S.A.B 4a 德国标准DIN 基孔制、基轴制、公差单位等概念,标准温度20℃
计量器具不断改进
四、优先数和优先数系
(GB/T321—1980 )
优先数就是一种对各种技术参数进行简化、协 调和统一的一种科学的数值制度。
四、 优先数和优先数系
在生产中,为了满足用户各种各样的要求,同一品种同一参数 还要从大到小取不同的值,从而形成不同规格的产品系列 例:普通车床加工最大直径 φ320,φ400,φ500,φ630 形成产品系列
3. 优先数系
由一系列十进制等比数列构成,代号Rr。优先数系中的每个数都是一个优先数。每个优先数 系中,相隔 r项的末项与首项相差10倍;每个十进制区间中各有r个优先数。
01-互换性课件-第一章
2、基本术语
基本尺寸: 它是设计给定的尺寸; 极限尺寸 :允许尺寸变化的两个极限值,它是 以基本尺寸为基数来确定的。 尺寸偏差(简称偏差):某一尺寸减其基本尺寸 所得的代数差,分别称为上偏差和下 偏差。
例:一根轴直径为 500.008 基本尺寸: 50 最大极限尺寸: 50.008 最小极限尺寸: 49.992
公差 = 50.008-49.992 = 0.016 或 = 0.008-(-0.008) =0.016
§1-1 互换性概述
五、 标准和标准化的概念
标准是指对重复性事物和概念所做的统一规定。
标准化是指为了在一定的范围内获得最佳秩序,对实际或潜在的问题 制定共同的和重复使用的规则的活动,它包含了标准制定、标准贯彻和标 准修订的全部过程。标准化是实现互换性的前提。 标准按性质可以分为技术标准、生产组织标准和经济管理标准三大 类。技术标准是指为产品和工程的技术质量、规格及其检验方法等方面所 作的技术规定,是从事生产、建设工作的一种共同技术依据。
上偏差 = 最大极限尺寸 – 基本尺寸 下偏差 = 最不极限尺寸 – 基本尺寸
代号:孔为 ES ,轴为 es 。 代号:孔为EI,轴为ei 。
尺寸公差(简称公差):允许尺寸的变动量。 公差 = 最大极限尺寸 – 最小极限尺寸
= 上偏差 – 下偏差
例:一根轴的直径为 500.008
上偏差 = 50.008 - 50 = 0.008 下偏差 = 49.992 – 50 = -0.008
§1-1 互换性概述
一、 互换性的概念
所谓互换性(interchangeability),是指在同一规格的一 批零件或部件中,不需要任何挑选或附加修配,任取其一,就 能装到机器上,达到规定的功能要求,这样的零件或部件就具 有互换性。 问题: 如何使工件具有互换性?
互换性(第2版) PPT 第9章

第9章 尺寸链
如图9–1的孔和轴零件的装配过程,其间隙(或过盈)A0 的大小由孔径Al和轴径A0所决定,即A0=A1-A2。这些尺 寸组合Al、A2和A0就是一个尺寸链。又如图9–2所示零 件,先后按A1、A2加工, 则尺寸A0由A1和A2所确定,即 A0=A1-A2。这样,尺寸A1、A2和A0也形成一个尺寸链。
图9–8 分组装配法
Hale Waihona Puke 第9章 尺寸链 分组装配法的主要优点是既可以扩大零件制造公差,又能 保证装配精度。其主要缺点是增加了检测零件的工作量。 此外,该方法仅能在组内互换,每一组有可能出现零件多 余和不够。适用于成批生产、高精度、便于测量、形状简 单而环数较少的尺寸链零件。另外,由于分组后零件的形 状误差不会减少,这就限制了分组数,一般为 2~4组。
图9–3 车床顶尖高度尺寸链
第9章 尺寸链
⒋ 计算尺寸链 分析计算尺寸链是为了正确合理地确定 尺寸链中各环的尺寸和精度,计算尺寸链的方法通常有 三种: ⑴ 正计算 已知各组成环的极限尺寸,求封闭环的极限 尺寸。主要用来验算设计的正确性,又叫校核计算。 ⑵ 反计算 已知封闭环的极限尺寸和各组成环的基本尺 寸,求各组成环的极限偏差。主要用在设计上,即根据 机器的使用要求来分配各零件的公差。 ⑶ 中间计算 已知封闭环和部分组成环的极限尺寸,求 某一组成环的极限尺寸,常用在加工工艺上。反计算和 中间计算通常称为设计计算。
第9章 尺寸链
9.2.1 基本公式
⒈ 封闭环的基本尺寸 封闭环的基本尺寸等于所有 增环的基本尺寸之和减去所有减环的基本尺寸之和。即
(9–1)
式中 A0—封闭环的基本尺寸 Az—增环A1、A2„An的基本尺寸,n为增环的环数 Aj—减环An+1、An+2„„Am的基本尺寸,m为总环数。
完整版)互换性与技术测量知识点
完整版)互换性与技术测量知识点互换性与技术测量知识点第1章绪言互换性是指在同一规格的一批零部件中,任取一件都可以装配在整机上,并能满足使用性能要求。
互换性应具备的条件包括:装配前不需更换、装配时不需调整或修配、装配后满足使用要求。
按照互换性程度的不同,可以分为完全互换和不完全互换,按照标准零部件和机构的不同,可以分为外互换和内互换。
互换性在机械制造中的作用包括:节省装配和维修时间、保证工作的连续性和持久性、提高机器的使用寿命、便于实现自动化流水线生产、减轻装配工的劳动量、缩短装配周期、减轻设计人员的计算、绘图的工作量、简化设计程序和缩短设计周期。
标准与标准化是实现互换性的基础。
标准可以按照一般分、作用范围和法律属性进行分类。
第2章测量技术基础测量过程的四要素包括:测量对象、计量单位、测量方法和测量精度。
计量器具可以按照原理、结构和用途进行分类,包括基准量具、通用计量器具、极限量规类和检验夹具。
测量方法可以按照测量值获得方式的不同进行分类,包括绝对测量和相对(比较)测量法、直接测量和间接测量法。
测量误差是指测得值与被测量真值之间的差异。
基本尺寸相同时,可以使用Δ来评定测量精度高低,基本尺寸不相同时,可以使用ε来评定。
测量误差可以分为绝对误差、相对误差和极限误差。
随机误差是无法消除的,只能减小,而系统误差是可以消除的。
粗大误差可以剔除。
控制几何参数的技术规定称为“公差”,是实际参数允许的最大变动量。
在加工过程中,误差是不可避免的。
公差是由设计人员确定的,它是误差的最大允许值。
在第3章中,孔和轴的结合尺寸精度的设计和检测是重要的。
当图样上的尺寸以毫米为单位时,不需要标注单位的名称或符号。
公称尺寸是指设计给定的尺寸,而实际尺寸是指零件加工后通过测量获得的某一尺寸。
极限尺寸是指允许尺寸变化的两个极端值。
其中允许的最大尺寸为上极限尺寸,允许的最小尺寸为下极限尺寸。
公称尺寸和极限尺寸是设计给定的,而实际尺寸是通过测量得到的。