钣金模具2D刀具加工参数表
CNC加工编程参数
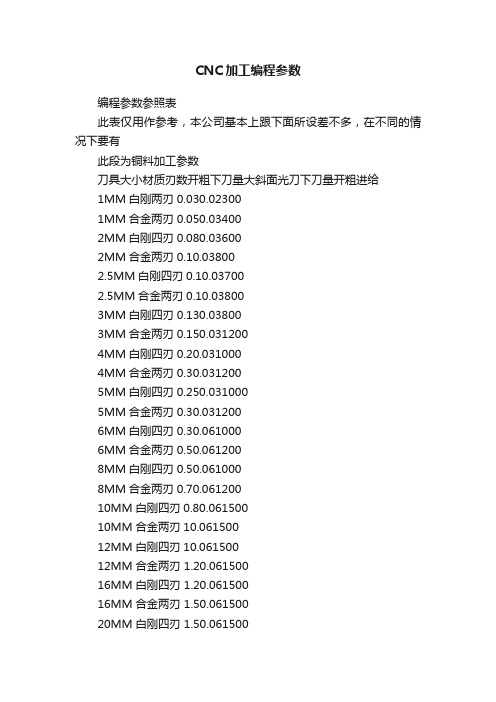
CNC加工编程参数编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为铜料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给1MM白刚两刃0.030.023001MM合金两刃0.050.034002MM白刚四刃0.080.036002MM合金两刃0.10.038002.5MM白刚四刃0.10.037002.5MM合金两刃0.10.038003MM白刚四刃0.130.038003MM合金两刃0.150.0312004MM白刚四刃0.20.0310004MM合金两刃0.30.0312005MM白刚四刃0.250.0310005MM合金两刃0.30.0312006MM白刚四刃0.30.0610006MM合金两刃0.50.0612008MM白刚四刃0.50.0610008MM合金两刃0.70.06120010MM白刚四刃0.80.06150010MM合金两刃10.06150012MM白刚四刃10.06150012MM合金两刃 1.20.06150016MM白刚四刃 1.20.06150016MM合金两刃 1.50.06150020MM白刚四刃 1.50.06150020MM合金两刃 1.50.06150025MM白刚四刃 1.50.06150025MM合金两刃 1.50.061500飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.450.151500R8合金刀粒两刃0.50.21500R10合金刀粒两刃0.60.2150012R0.4合金刀粒一刃0.70.1120016R0.4合金刀粒两刃0.70.1150020R0.4合金刀粒两刃0.70.1150025R0.8合金刀粒两刃10.1150030R5合金刀粒两刃0.60.31600球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R0.51MM合金两刃0.020.02R11MM合金两刃0.040.05R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1R2.55MM合金两刃0.20.1R36MM合金两刃0.30.12R48MM合金两刃0.30.12R510MM合金两刃0.50.15R612MM合金两刃0.50.15R816MM合金两刃0.60.2R1020MM合金两刃0.60.2编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为钢料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给2MM白刚四刃0.020.034002MM合金两刃0.040.035002.5MM白刚四刃0.020.034002.5MM合金两刃0.040.035003MM白刚四刃0.030.034003MM合金两刃0.050.036004MM白刚四刃0.050.036004MM合金两刃0.050.036005MM白刚四刃0.050.036005MM合金两刃0.050.038006MM白刚四刃0.060.066006MM合金两刃0.060.068008MM白刚四刃0.080.068008MM合金两刃0.10.06110010MM白刚四刃0.10.0680010MM合金两刃0.150.06110012MM白刚四刃0.130.07120012MM合金两刃0.150.07130016MM白刚四刃0.150.11300 16MM合金两刃0.20.11300 20MM白刚四刃0.20.11200 20MM合金两刃0.250.11200 25MM白刚四刃0.20.11200 25MM合金两刃0.250.131200飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.40.151500 R8合金刀粒两刃0.40.21500 R10合金刀粒两刃0.50.21500 12R0.4合金刀粒一刃0.20.11200 16R0.4合金刀粒两刃0.250.11500 20R0.4合金刀粒两刃0.30.11500 25R0.8合金刀粒两刃0.30.21500 30R5合金刀粒两刃0.50.31600 40R6合金刀粒两刃0.50.31500 63R5合金刀粒六刃0.60.31300球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R11MM合金两刃0.030.03 R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1 R2.55MM合金两刃0.20.1 R36MM合金两刃0.30.12 R48MM合金两刃0.30.12 R510MM合金两刃0.50.15 R612MM合金两刃0.50.15 R816MM合金两刃0.60.2 R1020MM合金两刃0.60.2下要有不同的改变光平面进给光斜面进给开粗转数光刀转数15030050006000150400550060002005004000450020050042005000200600350040002006004000450020060035004000200650400045002506003000350025065035004000250600300035003006503500400025060028003200300700300040002506002200250030080022003000300600220025004008002200300030060022002500400800220030004008001200120045010001200150040080010001000450100012001200400800800-100800450100010001000光平面进给光斜面进给开粗转数光刀转数150025003000150021002500150020002500500110022003000600120018003000600120018003000600130018002800700120016002000开粗进给光斜面进给开粗转数光刀转数300350550060006005004500450070060042004500110090040004500120080040004200150012003000380015001300300035001700150026003000180015002500300018001500250030001800150025002800下要有不同的改变光平面进给光斜面进给开粗转数光刀转数光侧面进给斜面转速2004503000320025050032003500200450300032002505003200350020045025002800250500260030002004502200250025050025003000250500180025003006502200280025050015002200300600200025002506001300230030080030080018002300300800300600120020002508004008001800200025080030080012001600250800400800150018002508004008007001200230400450100080012002504004008006001000200300450100060010002003004008005008002002504501000500800200250光平面进给光斜面进给开粗转数光刀转数15002500300015002100250015002000250050011002200300060012001800300060012001800300060013001800280070012001600200080012001600200010001200700-10001500开粗进给光斜面进给开粗转数光刀转数40040035004500 70060035004000 110090035004000 120080035004000 1500120025003000 1500130025003000 1700130022002800 1800150022002800 1800150020002600 1800150018002300。
刀具切削进给全参数表

实用标准文档
文案大全
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
参数 材料
文案大全
文案大全
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3 材料
刀具切削进给参数表: 刀具切削进给参数表:
文案大全
文案大全
文案大全
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
文案大全
文案大全
文案大全
文案大全
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
刀具切削进给参数表:
文案大全
实用标准文档
文案大全
碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8 刀具切削进给参数表: 刀具切削进给参数表:
文案大全
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9 文案大全
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10 文案大全
文案大全
文案大全
文案大全。
数控刀具的使用参数
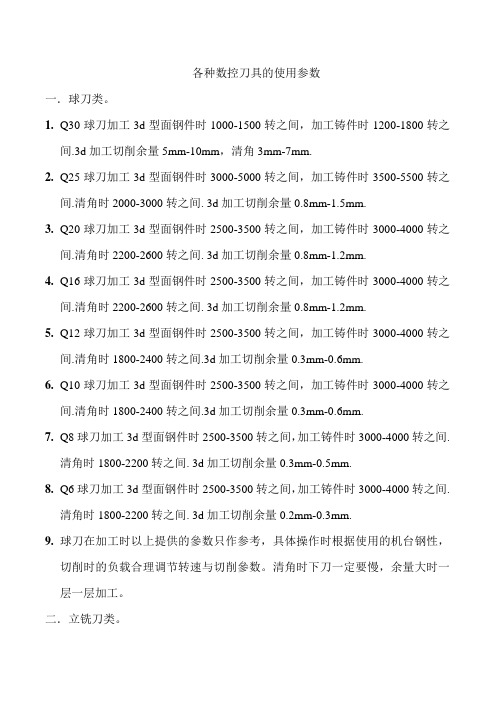
各种数控刀具的使用参数一.球刀类。
1.Q30球刀加工3d型面钢件时1000-1500转之间,加工铸件时1200-1800转之间.3d加工切削余量5mm-10mm,清角3mm-7mm.2.Q25球刀加工3d型面钢件时3000-5000转之间,加工铸件时3500-5500转之间.清角时2000-3000转之间. 3d加工切削余量0.8mm-1.5mm.3.Q20球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.4.Q16球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.5.Q12球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.6.Q10球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.7.Q8球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.3mm-0.5mm.8.Q6球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.2mm-0.3mm.9.球刀在加工时以上提供的參数只作参考,具体操作时根据使用的机台钢性,切削时的负载合理调节转速与切削參数。
清角时下刀一定要慢,余量大时一层一层加工。
二.立铣刀类。
1. 50mm粗铣刀加工2d钢件时120-140转之间,加工铸件时130-180转之间。
2d加工切削余量5mm-15mm. 精铣刀加工2d钢件时140-160转之间,加工铸件时150-200转之间,2d加工切削余量0.5mm-0.8mm.2. 32mm 精铣刀加工2d钢件时150-250转之间,加工铸件时150-300转之间,2d加工切削余量0.5mm-0.8mm.3. 25mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.4. 20mm精铣刀加工2d钢件时200-400转之间,加工铸件时250-450转之间,2d加工切削余量0.5mm-1.5mm.5. 16mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.6. 14mm以下到2mm的直柄立铣刀加工2d钢件时400-1000转之间,加工铸件时450-1000转之间。
CNC加工刀具的几何参数
特点口诀
铸铁屑碎赛磨料,转速稍低大走刀,三尖刃利加冷却,双重锋角寿命高。
钻头直径d
尖高h
圆弧半径R
横刃长b
总外刃长l
分外刃长l1=l2
外刃锋角2kr1
第二锋角2kr1
内刃锋角2k′r
横刃斜角ф
内刃前角γor
内刃斜角τ
外刃后角αof1
圆弧后角αof2
mm
(°)
135
65
-10
25
15
18
>20~25
0.4
2.75
0.48
7
3/5l
120
70
135
65
-10
25
15
18
>25~30
0.5
3.5
0.55
8.5
3/5l
120
70
135
65
-10
25
15
18
>30~35
0.6
4
0.65
10
3/5l
120
70
135
65
-10Biblioteka 251518>35~40
0.7
4.5
0.75
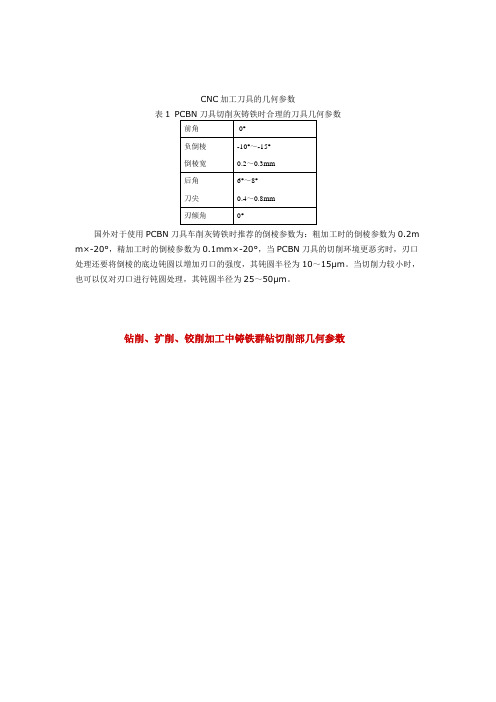
刀尖
0.4~0.8mm
刃倾角
0°
国外对于使用PCBN刀具车削灰铸铁时推荐的倒棱参数为:粗加工时的倒棱参数为0.2mm×-20°,精加工时的倒棱参数为0.1mm×-20°,当PCBN刀具的切削环境更恶劣时,刃口处理还要将倒棱的底边钝圆以增加刃口的强度,其钝圆半径为10~15μm。当切削力较小时,也可以仅对刃口进行钝圆处理,其钝圆半径为25~50μm。
加工中心新刀具常用切削参数参照表1
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
转速 (r/min)
3300 3300 1800 3000 1500 3000 1300 2500 2000 3300 1800
进给量 (mm/min)
3800 3800 3800 3800 3800 3800 3800 3800 2500 3800 3800
切削深度 (mm) 0.1 0.1 0.6 0.3 0.8 0.3 1 0.3 0.5 0.6 0.6
切削宽度 (mm)
刀具材料
10 涂层合金
10
10
涂层合金
备注:此表仅供加工中心车间(使用新刀具时)参考
800
60
钻孔
800
20
扩孔
700
50
钻孔
400
60
钻孔
400
80
扩孔
120
40-50
精铰孔
120
40-50
精铰孔
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
φ68-72/T型刀
8
120-140
10-20 粗铣T型槽
焊刃
40Cr/滑块 φ68-72/T型刀
8
120-150
20-30 半精铣T型槽
12
φ16高速钢立铣 3刃
400-600
50-70
16
16
高速钢
φ20高速钢立铣 3刃
300-400
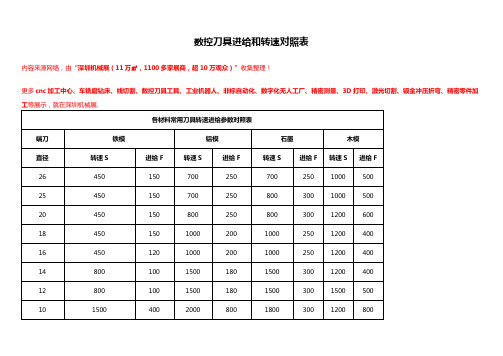
刀具进给和转速对照表
1200
1000
TAP-10-10
700
300
1000
500
1200
1000
TAP-10-5
700
300
1000
500
1200
1000
TAP-6-10
700
300
1000
500
1200
1000
TAP-6-5
700
300
1000
500
1200
1000
TAP-6-2
700
300
1000
500
1200
2000
800
3000
2000
14
1500
300
2500
500
2000
800
3500
2500
12
2000
800
2500
500
2000
800
3500
2500
10
3500
2000
2000
500
2000
800
3500
2500
8
5000
2500
4000
2000
2000
800
3500
2500
6
5000
2500
开粗
D36
65
(铝/500/1200)
光刀
D30
65
(铝/500/1200)
光刀
D25
100
(铝/500/1200)
光刀
D20
(铝100)(钢50)
(铝/500/1200)(钢/500/1000)
光刀
(完整版)加工中心新刀具常用切削参数参照表1
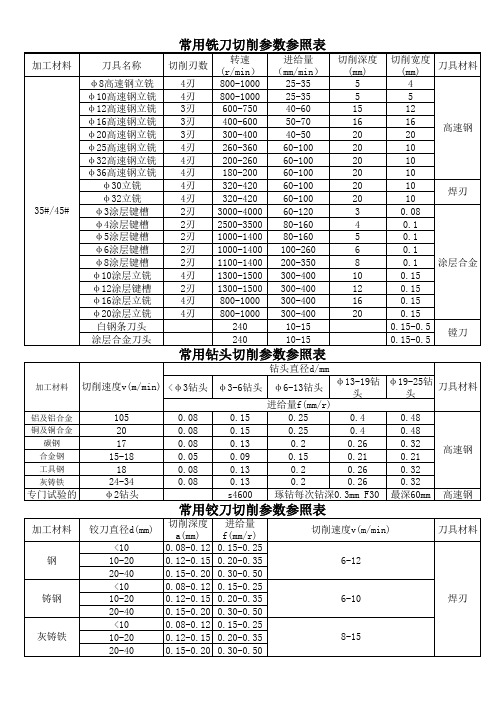
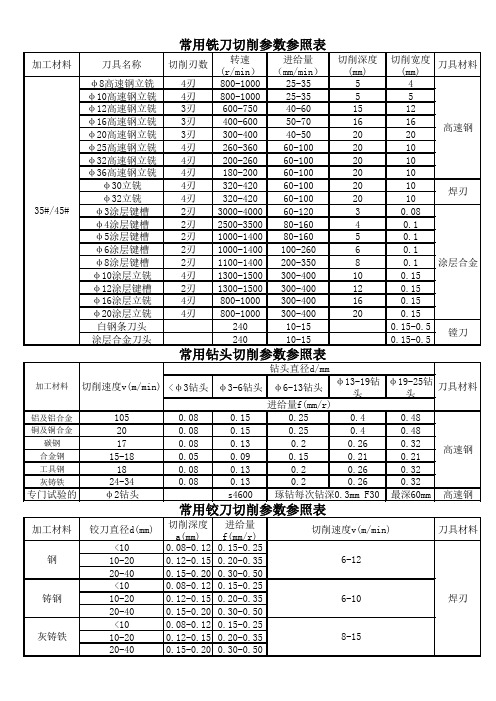
常用圆鼻刀切削参数参照表
加工材料 ZG275-485H
35#/45#
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
2刃 1100-1400 200-350
8
0.1 0.1 涂层合金
φ10涂层立铣
4刃 1300-1500 300-400
10
0.15
φ12涂层键槽
2刃 1300-1500 300-400
12
0.15
φ16涂层立铣
4刃 800-1000 300-400
16
0.15
φ20涂层立铣
4刃 800-1000 300-400
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
切削宽度 (mm)
刀具材料
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
刀具切削参数表060811

/ / / / / / / / / / / / / 0.3 \ 1400 1200 0.3 \ 1600 1400 0.3 \ 1600 1400 0.3 \ 1600 1400 0.3 \ 1600 1400 0.3 0.5
/ / / / / / / / / / / / / 0.1 20 500 1400 0.1 20 500 1400 0.1 20 500 1400 0.1 20 500 1400 \ \ \ \ \ \
E63R0.8
飞刀 普通机床
E63R0.8
飞刀 普通机床
E63R0.8
飞刀 普通机床
E63R0.8
飞刀 普通机床
E52R3
飞刀 普通机床
Aa(切深) Ar(切宽) F(mm/min) S(转/min) Aa(切深) Ar(切宽) F(mm/min) S(转/min) Aa(切深) Ar(切宽) F(mm/min) S(转/min) Aa(切深) Ar(切宽) F(mm/min) S(转/min) Aa(切深) Ar(切宽) F(mm/min) S(转/min) Aa(切深) Ar(切宽) F(mm/min) S(转/min) Aa(切深) Ar(切宽) F(mm/min) S(转/min) Aa(切深) Ar(切宽) F(mm/min) S(转/min) Aa(切深) Ar(切宽) F(mm/min)
通用
\ \ \ \
/ / / / 0.15 5 1500 5000
0.3 \ 1400 3500
普通机床飞刀参数
刀具直径 种类 参数 切削参数 粗加工 半精加工 精加工 平面加工 备注 加工材料 0.5 0.3 Aa(切深) 0.6 0.2 35 \ \ Ar(切宽) 25 刀柄有效长度155 模具钢(HRC30~40) 1800 1400 F(mm/min) 1800 500 1000 1400 S(转/min) 1200 1200 0.6 0.3 Aa(切深) 0.8 0.2 35 \ \ Ar(切宽) 25 刀柄有效长度155 一般构造用钢S55C,45# 2400 1600 F(mm/min) 2000 500 1200 1400 S(转/min) 1200 1200 Aa(切深) 0.6 0.5 0.3 0.2 \ \ Ar(切宽) 40 25 刀柄有效长度260 模具钢(HRC30~40) F(mm/min) 1600 1400 1400 500 S(转/min) 1000 1100 1200 1200 1 0.6 0.3 0.2 Aa(切深) 40 \ \ 25 Ar(切宽) 刀柄有效长度260 一般构造用钢S55C,45# 2400 1600 1600 500 F(mm/min) 1200 1100 1400 1200 S(转/min) \ \ Aa(切深) 0.35 0.2 刀柄有效长度350, \ \ Ar(切宽) 35 25 模具钢(HRC30~40) 用于插铣 F(mm/min) 1400 1000 1000 500 S(转/min) 1000 1400 1800 1200 \ \ Aa(切深) 0.35 0.2 40 \ \ Ar(切宽) 刀柄有效长度350, 25 一般构造用钢S55C,45# 用于插铣 1400 1200 F(mm/min) 1200 500 1000 1400 S(转/min) 1400 1200 \ \ Aa(切深) 0.3 0.2 刀柄有效长度450, \ \ Ar(切宽) 35 25 模具钢(HRC30~40) 用于插铣 F(mm/min) 1200 1000 1000 500 S(转/min) 800 1400 1400 1200 0.3 \ \ Aa(切深) 0.2 35 \ \ Ar(切宽) 刀柄有效长度450, 25 一般构造用钢S55C,45# 1200 1200 用于插铣 F(mm/min) 1200 500 800 1400 S(转/min) 1400 1200