酸洗磷化工艺流程
酸洗磷化工艺流程顺序

酸洗磷化工艺流程顺序英文回答:The pickling and phosphating process is an important step in surface treatment, especially for metal substrates. It helps to remove impurities, oxides, and scales from the surface, and also provides a protective layer for the substrate. The process involves several steps, which I will explain in detail below.1. Degreasing: This is the first step in the process, where the metal substrate is cleaned to remove any grease, oil, or dirt that may be present on the surface. Degreasing can be done using alkaline cleaners or solvents. This step is crucial to ensure proper adhesion of subsequent layers.2. Acid pickling: After degreasing, the metal substrate is immersed in an acid solution to remove any rust, scales, or oxides that may be present on the surface. Hydrochloric acid or sulfuric acid is commonly used for this purpose.The acid reacts with the impurities and dissolves them, leaving behind a clean surface.3. Rinse: Once the pickling process is complete, the metal substrate is rinsed with water to remove any residual acid or impurities. This step is important to prevent any contamination of subsequent processes.4. Activation: In some cases, an activation step is performed after rinsing. The activation solution helps to promote adhesion by creating a suitable surface for the subsequent phosphating process. The activation solution is usually acidic and contains chemicals such as zinc ornickel salts.5. Phosphating: The final step in the process is phosphating, where the metal substrate is immersed in a phosphating solution. Phosphating is a chemical conversion process that forms a thin layer of phosphate coating on the surface of the metal. This coating provides corrosion resistance and improves the adhesion of subsequent coatings or paints.After the phosphating process, the metal substrate is usually rinsed again to remove any residual phosphating solution. The substrate is then ready for further processing, such as applying a primer or paint.中文回答:酸洗磷化工艺流程是表面处理中的重要步骤,尤其适用于金属基材。
酸洗磷化工艺流程

酸洗磷化工艺流程酸洗磷化是一种常用的表面处理工艺,主要用于金属制品的防腐蚀和增加表面硬度。
这种工艺可以有效地改善金属制品的表面性能,延长其使用寿命,提高其耐腐蚀性能。
下面我们将详细介绍酸洗磷化的工艺流程。
1. 原料准备。
首先,我们需要准备酸洗磷化所需的原料和设备。
原料主要包括酸洗溶液、磷化溶液、除油剂、表面活性剂等。
设备主要包括酸洗槽、磷化槽、清洗槽、干燥设备等。
2. 表面处理。
首先将金属制品进行表面处理,包括去除油污、锈蚀物和其他杂质。
这一步骤非常重要,因为只有清洁的金属表面才能保证酸洗磷化的效果。
3. 酸洗。
将经过表面处理的金属制品放入酸洗槽中,使用酸性溶液进行酸洗。
酸洗的目的是去除金属表面的氧化物和其他杂质,使金属表面变得光滑、干净。
4. 清洗。
酸洗后的金属制品需要进行清洗,以去除残留的酸性溶液和其他杂质。
清洗可以使用水或者碱性溶液进行。
5. 磷化。
清洗后的金属制品放入磷化槽中,使用磷化溶液进行磷化处理。
磷化的目的是在金属表面形成一层磷化物,增加金属表面的硬度和耐腐蚀性能。
6. 清洗。
磷化后的金属制品需要进行再次清洗,以去除残留的磷化溶液和其他杂质。
清洗后的金属制品需要进行干燥处理。
7. 干燥。
经过清洗的金属制品需要进行干燥处理,以去除表面的水分。
干燥可以使用空气干燥或者加热干燥的方法。
8. 检验。
最后,经过酸洗磷化处理的金属制品需要进行质量检验,包括表面质量、硬度、耐腐蚀性能等方面的检测。
只有通过检验的金属制品才能出厂。
总结。
酸洗磷化工艺流程是一种常用的金属表面处理工艺,可以有效地改善金属制品的表面性能,延长其使用寿命,提高其耐腐蚀性能。
通过严格的工艺流程和质量控制,可以生产出高质量的酸洗磷化金属制品,满足不同领域的需求。
希望通过本文的介绍,能够让读者对酸洗磷化工艺有更深入的了解。
磷化处理工艺流程
磷化处理工艺流程磷化处理工艺流程是一种常用的表面处理方法,用于提高金属材料的耐蚀性和涂层附着力。
下面我将介绍一种常见的磷化处理工艺流程。
磷化处理工艺流程主要包括以下几个步骤:清洗、酸洗、磷化、中和、水洗和干燥。
首先是清洗步骤。
清洗是为了去除金属材料表面的油污、尘埃和其他杂质。
通常使用碱性清洗液进行清洗,可以使用碱性溶液或者碱性洗涤剂。
清洗时间一般为10-15分钟,温度一般控制在40-60摄氏度。
然后是酸洗步骤。
酸洗是为了去除金属材料表面的氧化层和铁皮。
通常使用酸性溶液进行酸洗,常用的酸有盐酸、硝酸和硫酸。
酸洗时间一般为5-10分钟,温度一般控制在40-60摄氏度。
接下来是磷化步骤。
磷化是将金属表面形成一层磷化膜,提高金属材料表面的耐蚀性和涂层附着力。
磷化一般使用磷酸盐类溶液进行,常用的磷酸盐有锌磷化、铁磷化和锰磷化等。
磷化时间一般为10-15分钟,温度一般控制在40-60摄氏度。
然后是中和步骤。
磷化完成后,需要将金属材料表面残留的酸性物质进行中和。
中和一般使用碱性溶液进行,常用的碱性物质有氢氧化钠和氢氧化钾。
中和时间一般为5-10分钟,温度一般控制在40-60摄氏度。
接下来是水洗步骤。
水洗是为了将金属材料表面的杂质和化学药剂彻底清除。
水洗一般使用自来水或者去离子水进行,水洗时间一般为5-10分钟。
最后是干燥步骤。
干燥是为了将金属材料表面的水分蒸发掉,防止水分残留导致金属材料再次氧化。
干燥可以通过自然干燥或者加热烘干进行,干燥时间一般为10-15分钟。
以上就是一种常见的磷化处理工艺流程。
通过这个工艺流程可以有效地提高金属材料的耐蚀性和涂层附着力,使其更加适合各种应用领域。
磷化处理工艺流程的具体参数可以根据实际情况进行调整,以获得最佳的处理效果。
五金前处理酸洗作业指导
5、残酸去净后进入表调槽,在表调槽中上下滑动1分仲左右。
6、产品表调后进入磷化,磷化效果对产品最为关键,一般磷化时间为15-20分钟。
7、将磷化好的产品再进入清水槽,将残留在产品上的磷化液清洗干净,进入烤炉进行烘烤。
8、烘烤温度以产品而定,一般上盖烤烤温度为200±15度,底板烘烤温度为220±15度,后板烘烤温度为250±15度。
9、产品烘干出炉后由作业员将标识卡和产品拉到各车间,与车间统计员进行交接。
异常对应
工具详情
①、出现作业安全事故,作业员及时反馈给上司通知人事部门处理。
②、如发现工件出现异常,应将不量品挑出并通知上一工序进行改善。避免造成更多的不良。
①、生产工具:铁筐;
②、生产辅料:手套、口罩;
③、检测工具:目视
制表
公司
名称
文件编号
WI-PD-006
生效日期
2023/04/01
工序
名称
前处理酸洗作业指导书
版本
A/0
页次
1/2
操
作
说
明Байду номын сангаас
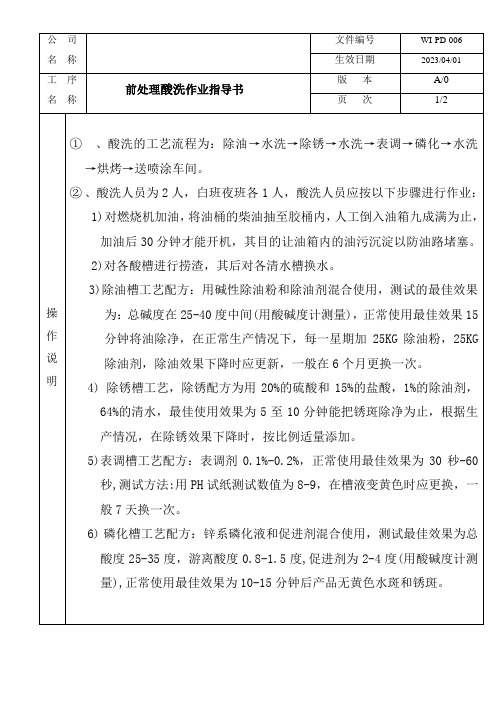
1、酸洗的工艺流程为:除油→水洗→除锈→水洗→表调→磷化→水洗 →烘烤→送喷涂车间。
2、酸洗人员为2人,白班夜班各1人,酸洗人员应按以下步骤进行作业:
1)对燃烧机加油,将油桶的柴油抽至胶桶内,人工倒入油箱九成满为止,加油后30分钟才能开机,其目的让油箱内的油污沉淀以防油路堵塞。
2)对各酸槽进行捞渣,其后对各清水槽换水。
3)除油槽工艺配方:用碱性除油粉和除油剂混合使用,测试的最佳效果为:总碱度在25-40度中间(用酸碱度计测量),正常使用最佳效果15分钟将油除净,在正常生产情况下,每一星期加25KG除油粉,25KG除油剂,除油效果下降时应更新,一般在6个月更换一次。
机柜之酸洗、磷化、热镀锌等工艺详解

机柜之酸洗、磷化、热镀锌等工艺详解本文是对网络服务器机柜生产过程中所采用的酸洗、磷化、热镀锌等流程的详细描述,希望对有兴趣了解网络服务器机柜如何生产的朋友有些许帮助。
~_~酸洗工艺酸洗工艺的酸洗液一般为多种酸的混合物,主要有硫酸、硝酸和氢氟酸等,这些混合酸的腐蚀性很强,同时具有很强的氧化性、较高的腐蚀介质的温度,这对防腐材料的耐蚀性能提出了很高的要求。
不锈钢酸洗生产线工艺从生产到废水废气回收系统,各个环节都存在很强的腐蚀状态,因此防腐材料选择的好坏直接关系到设备、车间地坪、地沟、废水废气的环保回收系统等处的正常使用。
如何对酸洗项目防腐进行选材呢?首先是玻璃钢管道和贮罐的结构及原材料选择,其次是车间地坪、设备基础防腐蚀一般采用树脂砂浆地坪结构。
玻璃钢管道和贮罐的结构及原材料选择。
酸洗项目中所用的贮罐和管路系统及酸雾回收系统现在基本选用玻璃钢材质,结构为防渗层+防腐层+结构强度层。
一般情况下防渗层和防腐层至少厚6~8毫米。
树脂选用合适的耐腐蚀环氧乙烯基树脂,专家介绍说--在介质为非氧化性酸、温度条件不是很高时,宜选用双酚A环氧乙烯基树脂;在氧化性酸、温度条件要求高时,宜选用酚醛环氧乙烯基树脂。
为了降低成本结构层大都选用间苯不饱和聚酯树脂,厚度根据具体的结构设计计算。
混酸和废酸贮罐由于腐蚀介质比较复杂,一般选用PVDF/FRP复合罐,但复合罐间PVDF和玻璃钢的粘结是一个亟待解决的问题,而且价格较高造成成本的增加,宜选用海特酸树脂(791H)做为内衬防腐材料,能满足以上介质条件的防腐蚀要求。
车间地坪、设备基础防腐蚀一般采用树脂砂浆地坪结构,总厚度约为7-10毫米,结构为:底漆1-2道+玻璃钢(2布3油)隔离层+树脂砂浆层(5-7毫米)+面层(约1毫米)。
地坪、设备基础的防腐蚀树脂现在都采用环氧乙烯基树脂,但是在底漆的选择上施工单位还习惯采用环氧树脂做底涂材料,以增加树脂和基层的粘结性能。
环氧树脂一般会采用胺类固化剂,固化后表面有油性物质浮出,再和乙烯基树脂粘结时不能够很好的匹配,需要对固化后的表面进行处理方可进行后续的防腐蚀结构施工,若处理不好容易分层、开裂。
磷化处理工艺
磷化处理工艺磷化处理是一种金属表面处理技术,广泛应用于钢铁、铝、镁等金属的防腐和装饰。
本文将详细介绍磷化处理工艺的原理、流程和影响因素。
一、磷化处理原理磷化处理是指在金属表面形成一层磷酸盐薄膜的过程。
该薄膜主要由金属磷酸盐组成,具有较高的耐腐蚀性和装饰性。
磷化处理过程中,金属表面与磷化液中的磷酸、氧化剂等发生化学反应,生成一层致密的磷酸盐薄膜。
二、磷化处理流程1.预处理:去除金属表面的油污、锈蚀等杂质,以提高磷化的效果。
2.酸洗:用酸洗液清洗金属表面,去除氧化层和锈蚀,为磷化处理做准备。
3.磷化:将金属表面浸泡在磷化液中,形成一层磷酸盐薄膜。
4.清洗:用清水冲洗金属表面,去除残留的磷化液和杂质。
5.干燥:将金属表面烘干,以防止生锈和影响后续加工。
三、磷化处理影响因素1.金属材质:不同材质的金属对磷化的反应不同,如钢铁、铝、镁等金属的磷化处理效果存在差异。
2.磷化液成分:磷化液的成分对磷化效果有重要影响,包括磷酸、氧化剂、促进剂等成分的选择和配比。
3.处理温度和时间:处理温度和时间对磷化效果也有重要影响,温度过高或过低、时间过长或过短都可能影响磷化效果。
4.表面预处理:金属表面的预处理对磷化效果也有很大影响,如油污、锈蚀等杂质的去除程度直接影响磷化效果。
5.环境湿度:环境湿度对磷化效果也有一定影响,湿度过高可能导致磷化膜质量下降。
四、磷化处理的应用1.防腐:磷化膜具有较高的耐腐蚀性,可用于钢铁、铝、镁等金属的防腐处理。
例如,在建筑、船舶、汽车等领域,磷化处理被广泛应用于金属结构的防腐保护。
2.装饰:磷化膜具有较好的装饰性,可用于金属表面的美化处理。
例如,在电子产品、家具等领域,磷化处理被广泛应用于产品的外观装饰。
3.耐磨:磷化膜还具有较好的耐磨性,可用于提高金属表面的耐磨性能。
例如,在机械零件、工具等领域,磷化处理被广泛应用于提高产品的耐磨性能。
4.粘合:磷化膜还可以作为粘合剂使用,将不同金属材料粘合在一起。
酸洗磷化工艺

酸洗磷化工艺公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]酸洗磷化工艺一、目的:除去线材表面的氧化膜,并且在金属表面形成一层磷酸盐薄膜,以减少线材抽线以及冷墩或成形等加工过程中,对工模具的擦伤。
二、作业流程:(一)、酸洗:将整个盘元分别浸入常温、浓度为20-25%的三个盐酸槽数分钟,其目的是除去线材表面的氧化膜。
(二)、清水:清除线材表面的盐酸腐蚀产物。
(三)、皮膜处理:将盘元浸入磷酸盐,钢铁表面与化成处理液接触,钢铁溶解生成不溶性的化合物(如Zn2Fe(Po4)24H2o),附着在钢铁表面形成皮膜。
(四)、清水:清除皮膜表面残余物。
(五)、润滑剂:由于磷酸盐皮膜的摩擦系数并不是很低,不能赋予加工时充分的润滑性,但与金属皂(如钠皂)反应形成坚硬的金属皂层,可以增加其润滑性能。
酸洗1) 盐酸溶液浓度一般控制在5%~25%。
每天开始工作前要检查酸洗液浓度,并检查每槽酸液位,当酸槽液位不够时,需根据酸槽浓度添加酸或加水,补充到所需液位;当亚铁粒子浓度较高时,一般不再加入新酸。
当酸液浓度小于5%,氯化亚铁含量大于150克/升时,需更换新酸。
2) 两个盐酸槽中配置不同浓度的盐酸,分别为5%<低浓度≤10%,10%<中等浓度≤20%,线材经过酸池顺序为低浓度到中等浓度,对退火后中碳合金钢只在低浓度酸液中酸洗。
酸洗时间与温度、酸液浓度、氧化皮厚度形态及盘料的粗细等有关,3) 为了盘料在酸池中浸泡时间的同步,退火线和非退火线、氧化皮厚与氧化皮薄的盘料不准安排在同一吊钩上生产;4) 待酸洗的材料上不能沾上油污,尤其要防止行车滴油污染材料。
5) 酸洗时要松捆酸洗,不要扎腰。
操作中要认真检查、勤翻料。
6) 对于退火异常线材表面氧化皮难以除去或表面污垢难以去除的线材应在弱酸中浸泡10~20分钟后进行水洗,水洗过后放在酸洗区域外生锈1~2天后,再次酸洗;7) 酸洗作业中,若遇行车损坏或停电等其他特殊状况而不能继续操作时,要注意浸泡在酸中线材的品质,并向主管反映处理。
螺丝磷化工艺

螺丝磷化基本工序:脱脂→水洗→酸洗→水洗→黑化→活化→水洗→表调→磷化→水洗→热水洗→防锈油→离心机备注:1.脱脂: 温度在60℃以上。
2.水洗: 每次水洗规定2道水洗, 要有溢流, 保持水洗状况良好, 如下水洗规定相似。
3.酸洗: 浓度保持在10~15%。
4、黑化: 3%黑化剂和1%盐酸左右配槽, 易自我消耗, 须定期同步添加黑化剂和盐酸。
5.活化: 用2%旳盐酸配置而成。
6、表调: 0.2%配槽, 当表调剂老化后要重新配槽。
7、磷化: 温度保持在85~95℃之间;游离酸控制在7~9pt;铁分控制在10如下。
8、热水洗:温度不得低于90℃, 其作用是减少后道防锈油旳消耗, 并起钝化作用。
PH值保持在6~7。
9、防锈油:温度保持在50~60℃之间, 最佳浸2道防锈油, 后道防锈油和离心甩出旳防锈油可以流入第一道循环使用, 以节省成本。
(七)浓度试验措施:全酸度→以吸量管取处理液10ml置于250ml烧杯中, 加指示剂P.P约3~5滴, 以滴定液0.1NNaOH滴定之, 滴定至粉红色为止, 所消耗之滴定之滴定液0.1NNaOH旳ml数, 即为全酸度(TA)。
2钢铁件黑色磷化黑色磷化工艺在钢铁件上旳应用也越来越广泛,规定越来越高,有旳甚至规定硫酸铜点滴到达20分钟,中性盐雾(持续喷雾)到达120小时,而相似条件下一般磷化液硫酸铜旳点滴一般不超过5分钟,中性盐雾(持续喷雾)离规定更是低旳多,为满足客户旳需求,我们又成功旳研法了钢铁件黑色磷化工艺PZn-8M、PZn-89、PZn-69等一系列产品,满足了不一样客户旳需求。
现就某生产特种出口螺丝旳企业为例,将我企业研发旳钢铁件黑色磷化工艺做简朴简介。
由经上述工艺处理后旳工件,磷化膜薄而致密,黑而亮,具有很好旳防护性和装饰性,做为直接旳防护、装饰膜,无需再做其他处理,其防锈期可达一年以上,用酒精擦拭后用硫酸铜做点滴, 能做20分钟以上, 满足并超过了客户旳规定,得到了客户旳好评。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
酸洗磷化工艺流程
酸洗磷化工艺流程是一种将金属表面清洗、除锈、增加表面附着力以及防止腐蚀的常用方法。
这种流程主要用于钢铁制品的表面处理。
下面是这种工艺流程的步骤:
首先,准备工作。
这包括收集所有需要的设备和材料,确定工作区域,并确保操作员具备必要的安全设备,例如防护眼镜和手套。
第二步是清洗。
将被处理的钢铁制品浸入去离子水中,以去除表面的灰尘和杂质。
这是确保磷化过程能够顺利进行的重要步骤。
接下来是酸洗。
将被清洗过的钢铁制品浸入酸性溶液中,例如盐酸或硫酸。
酸洗能够去除表面的氧化物、锈蚀物和其他有害物质。
通常,酸洗过程会持续一段时间,以确保彻底清除所有污染物。
完成酸洗后,将钢铁制品用水冲洗干净,以去除残留的酸性溶液。
然后,进行磷化。
将清洗过的钢铁制品浸入含有磷酸盐的溶液中。
磷酸盐可以为钢铁表面提供一层保护膜,可以增加其耐腐蚀性,并提供更好的附着力。
磷化完成后,再次用水冲洗。
这将去除残留的磷化剂,并确保表面干净。
最后,通过干燥钢铁制品结束整个工艺流程。
可以使用热风干燥或自然风干的方法,将水分从表面去除。
整个酸洗磷化工艺流程旨在为钢铁制品提供更好的耐腐蚀性和附着力。
它可以用于各种应用,例如汽车制造、建筑工程和家具制造等。
然而,需要注意的是,在进行酸洗磷化工艺时,操作员必须严格遵守安全规定,以确保他们的安全。
总体而言,酸洗磷化工艺流程是一种常用的方法,可以改善钢铁制品的表面性能。
通过正确执行这些步骤,可以加强钢铁制品的耐腐蚀性,并提高其在各种应用中的使用寿命。