含砷废渣的资源化利用技术探讨
硫化砷渣中有价元素资源化综合利用技术研究

管理及其他M anagement and other 硫化砷渣中有价元素资源化综合利用技术研究包洪光,杨 强,吴晓松摘要:本文主要介绍了硫化砷渣的来源和特点;分析了硫化砷渣综合回收工艺的复杂性。
总结了近年来国内外常用的工艺方法,结合硫化砷渣的特点分析和论述了各方法的优缺点,并对硫化砷渣的资源化处理的发展提出了建议。
关键词:硫化砷渣;三氧化二砷;金属砷;资源化砷属剧毒、致癌元素,一般富集于Cu、Zn、Pb、Ni、Co、Au 和Ag等有色金属矿石中。
随着有色金属和精矿产量的增加,每年进入冶炼系统的总的砷量超过了10万t,其中约有三分之一的砷在高温冶炼过程中形成稳定的玻璃态砷固化于炉渣中,但还有大量的砷以氧化物形式进入烟气和烟尘中,在尾气洗涤处理过程中进入酸性废水中,形成污酸。
硫化沉淀法作为污酸处理最常用的方法,具有操作简单、效果好、处理量大、处理速度快等优点,在各大冶炼厂被广泛应用,但是硫化反应过程中生成的硫化砷渣属于危险固废,大部分冶炼企业采用堆存或掩埋的方式处理,虽然短时间内处理了砷污染问题,但是固化填埋造成的体积膨胀一方面占用了大量的土地,另一方面长期堆存砷有可能转化为其他毒害形式对环境造成危害。
随着环保政策的不断收紧,同时为了实现清洁生产、提高企业的经济效益,有必要对硫化砷渣进行资源化综合回收与利用。
1 硫化砷渣特性分析硫化砷渣成分比较复杂,一方面剧毒元素砷含量高,对生态环境和人类健康的潜在危害大;另一方面其中含有的Cu、Pb、Zn、Re、S、Bi等有价元素,资源综合利用价值高。
在实现资源化和无害化处理的同时,回收其中的有价元素是硫化砷渣处理的关键点和难点。
我国南方某厂铜冶炼系统硫化砷渣主要成分如下:Cu1.68%,Pb1.58%,Zn1.26%,As55.8%,Re558g/t,S33.8%,Fe0.12%,Bi0.87%。
有色冶金是含砷废渣的主要来源,硫化砷渣中的As主要以As2S3的形式存在。
含砷废渣综合利用

含砷废渣综合利用废渣综合利用主要包括回收有用成份,用于生产水泥等建筑材料等。
(1)回收有用成份含砷废渣作为一种有用的二次资源,可以从中提炼出各种含砷的产品。
除了生产传统的白砷外,砷产品的应用范围在不断扩大,对含砷产品的深度加工行业也在不断发展。
废渣填埋场废渣贮存量约8.15万m3,按1.30t/m3比重计算,废渣总重量为10.60万吨。
废渣含砷量在0.25%~1.25%之间,按均值量0.75%计算,理论上可以提炼精白砷795t。
目前,对于含砷量高的废渣一般采用以下两种方法回收:①用氧化还原焙烧等火法处理,使其中的砷以白砷的形式回收,是国内从硫化砷渣中回收As2O3最普遍采用的方法。
火法采用氧化焙烧、还原焙烧和真空焙烧等进行处理,砷直接以As2O3形式回收。
这种技术成熟,流程短,成本低;但其处理干燥状态的As2O3,难于确保良好的作业环境,极易造成环境的二次污染,且产品纯度低,砷回收率低。
目前采用火法回收砷的生产厂有日本足尾冶炼厂、瑞典波利顿公司、我国云锡公司、柳州冶炼厂及赣州冶炼厂等。
②用酸或碱浸等湿法处理,先把砷从废渣中分离出来,然后再做进一步的处理。
湿法处理较火法处理有成本低,无二次污染,劳动条件好,能耗低和除砷效率高等优点,但其工艺流程较复杂,生产中应设法缩短流程,简化操作。
据文献报道,日本古河公司足尾铜厂以硫化砷渣在气流焙烧炉随热气流进行干燥、焙烧,烟气经冷却冷凝得到粗白砷(含量90%~93%),再以反射炉再升华一次得到精白砷(含量>99.3%)。
古河法生产每吨As2O3的消耗定额为重油1.44t、电1200kW·h、水120t。
按重油5000元/t、电0.80元/ kW·h、水2.50元/t 计算,生产每吨As2O3的消耗的材料成本约8460元。
再加上处理过程需要的人工、机械费用和装卸、运输费用,生产每吨As2O3的成本达2.0~2.5万元,而国内As2O3的市场价格约为4500元/吨。
含砷工业废弃物资源化再利用技术探讨

l a w a y s t h e i m p o r t a n t r e s e a r c h s u b j e c t o f e n v i r o n m e n t a l p r o t e c t i o n .O n t h e b a s i s o f t h e a n ly a s i s o n t h e s o u s e f o a r s e n i c w a s t e ,a s s e s s —
Me t a l R e s o u r c e s R e c y c l i n g E n g i n e e r i n g R e s e a r c h C e n t e r , J i n c h a n g, G a n s u 7 3 7 1 0 2 , C h i n a )
me n t me t h o d o f s t a b i l i t y a n d r e s o u r c e s c o mp r e h e n s i v e u t i l i z a t i o n t e c h n o l o g y ,t h e s u g g e s t i o n o n r e c y c l i n g o f a r s e n i c w a s t e a n d h a r ml e s s d i s p o s a l w a s p r o p o s e d .I t g v e r y i mp o r t a n t t o p a y mu c h a t t e n t i o n t o s e t u p s o u n d l a w s a n d r e g u l a t i o n s ,s t a n d a r d s y s t e m a n d ma n a g i n g n e t wo r k,f o s t e r ma rk e t o p e r a t i o n s y s t e m, s t r e n g t h e n t e c h n i c a l s u p p o t r s y s t e m, a n d p o p u l a r i z e t h e h i g h,n e w a n d p r a c t i c l a t e c h n o l o y g f o r e d u c t i o n,r e c y c l i n g nd a h a r ml e s s n e s s . Ke y wo r d s : e n v i r o n me n t e n g i n e e i r n g;a r s e n i c a n d a r s e n i d e;w a s t e;r e p a i r ;r e s o u r c e s ;h a r ml e s s
含砷固体废物的处理现状与展望

含砷固体废物的处理现状与展望含砷固体废物的处理现状与展望更新时间:1-26 15:29我国砷矿资源丰富,探明储量为世界总储量的70%,其中广西、云南、湖南三省储量分别占全国总储量的41.5%,15.5%和8.8%,合计占全国总储量的2/3。
砷在农业、电子、医药、冶金、化工等领域具有特殊用途,可用于制取杀虫剂、木材防腐剂、玻璃澄清脱色剂等。
随着科技的发展,砷的市场需求不断增加,目前全世界砷的年产量(以As2O3计)约5万t。
在砷的冶炼及其化合物的生产使用过程中,大量的砷化物被引入环境,污染水源,危害人体健康,因此人们对砷毒危害已给予了极大关注。
我国《工业企业卫生标准》规定:地面水中砷最高允许质量浓度为0.04 mg/L,居民区大气中砷化物(按砷计)日平均最高允许质量浓度为0.003mg/m3。
工业“三废”排放试行标准规定:砷及其无机化合物最高允许质量浓度为0.5 mg/L。
采用现代废水处理技术,含砷废水可以较易实现达标排放,然而,冶炼过程产生的固体含砷废物以及处理废水、废酸产生的含砷沉渣等对环境的污染和危害目前还没有得到彻底根治,大量有价金属没有得到充分利用,含砷废物的排放现状与环保部门的要求仍相距甚远。
长期以来含砷废物大多采用囤积贮存的方法处理,随着高浓度含砷废物越积越多,对其无害化处理成为亟待解决的问题。
1 含砷固体废物的来源含砷废渣主要来自冶炼废渣、处理含砷废水和废酸的沉渣、电子工业的含砷废物以及电解过程中产生的含砷阳极泥等。
冶炼炉渣(尤其是锑冶炼过程中产生的砷碱渣)中砷含量较高、污染较严重。
从整个有色冶金系统来看,进入冶炼厂的砷,除一部分直接回收成产品白砷(如从高砷烟灰中直接提取白砷)外,其它的含砷中间产物最终几乎都进入到含砷废渣中。
2 含砷固体废物的稳定性评价通过浸出实验来检测有害化合物的稳定性已经成为一种习惯做法,目前各国大都采用美国环保局的“毒性特征程序实验”(TCLP实验)来检测。
含砷污泥的无害化、资源化处理研究
固体 废 物多 属 于 危 险 固体废 物 . 年 约 每
有 5O 0 砷 从废 物 中流失 . 环 境污 染 0 t 对 严 重 对 某有 色金 属公 司 生产 过程 中产 生 的 污 水 经 石 灰 沉 淀 处 理 后 产 生 的塘 泥 中含 有砷 及 其 化合 物 . 而其 无 害化 因
处 理 和 处 置 才 能 安 全 堆 放 于 填 埋 场
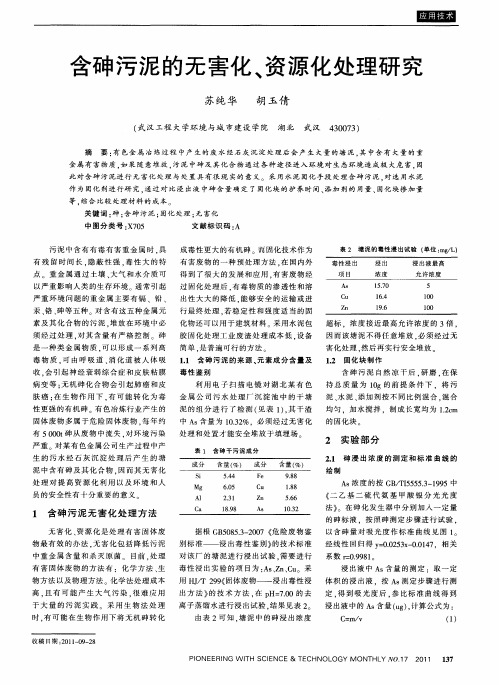
表 1 含 砷 干污 泥成 分
含 砷 污 泥 自然 凉 干 后 . 磨 . 保 研 在 持 总质 量 为 l g的前 提 条 件 下 .将 污 O 泥、 泥、 水 添加 剂按 不 同比例 混合 . 混合 均 匀 .加水 搅拌 .制成 长宽 均 为 1 c .m 2 的固化块
毒 性 鉴 别
表 2 塘 泥 的 毒 性浸 出试 验 f 单位 : gL) a r/
素及 其 化 合 物 的污 泥 . 放 在 环境 中必 化 物还 可 以用于建 筑 材料 采 用水 泥包 超 标 .浓 度接 近 最高 允许 浓 度 的 3倍 . 堆
须 经过 处 理 . 其 含 量有 严 格 控制 砷 对 是一 种 类 金 属物 质 . 以形 成一 系列 高 可 收 . 引 起 神经 衰 弱综 合 症 和皮 肤 粘 膜 会 病变 等 : 机砷 化 合 物会 引 起肺 癌 和 皮 无 肤 癌 : 生 物 作 用 下 . 可 能 转 化 为 毒 在 有 性 更 强 的有机 砷 有 色冶 炼行 业产 生 的 因而该 塘 泥不 得 任意 堆放 . 须经 过无 必 害 化处 理 , 然后再 实行 安全 堆放
含砷 污 泥 的无 害化 源化处 理研 究 资
苏纯 华 胡 玉倩
407 ) 3 0 3 ( 武汉 工程 大 学环 境 与城 市建设 学院 湖北 武 汉
有色金属行业含砷废弃物处置技术的研究进展王永昆

有色金属行业含砷废弃物处置技术的研究进展王永昆发布时间:2021-09-24T12:16:33.184Z 来源:《防护工程》2021年14期作者:王永昆[导读] 本次研究中,着重介绍了两类有色金属行业内含砷废弃物的处理技术,分别是资源化、稳定化-固化技术的研究进展。
过程中,围绕含砷废弃物之内的烟灰以及废渣2个方向展开研究,旨在通过本次研究内容的展开,进一步为有色金属行业的含砷废弃物处理效率及质量提升起到帮助。
王永昆云南华测检测认证有限公司 650214摘要:本次研究中,着重介绍了两类有色金属行业内含砷废弃物的处理技术,分别是资源化、稳定化-固化技术的研究进展。
过程中,围绕含砷废弃物之内的烟灰以及废渣2个方向展开研究,旨在通过本次研究内容的展开,进一步为有色金属行业的含砷废弃物处理效率及质量提升起到帮助。
关键词:有色金属;含砷废弃物;资源化前言:现阶段,我国有色金属行业发展中,含砷类废弃物在来源上,主要集中在砷砂反射炉烘焙后,用于生产白砷流程中所形成,同时在冶炼回收有价金属时,也易产生含砷废弃物。
据相关实验资料显示,目前砷化物内均是构成剧毒的原生物质,而此类物质对于环境的威胁极大。
此时,想要充分于有色金属行业生产经营期间做好含砷废弃物的处理工作,就必须针对当前既有的处理技术进行不断优化和更新,借此进一步提升行业生产效率及安全性的同时,对于环境污染率的降低也可起到助推效用。
鉴于此,针对有色金属行业含砷废弃物处置技术这一内容进行深入分析具有重要现实意义。
一、有色金属行业含砷废弃物资源化处理技术研究(一)含砷烟灰处理技术进行含砷烟灰处理技术的研究时,学者研究中重点借助As2O3本身所具备的易溶热水不易溶冷水的特性,使用沸水对高砷烟灰进行浸泡,得到了亚砷酸溶液,随后进行除杂和脱色的蒸发处理,使得溶液中的砷质量浓度进一步控制在12g/L范围内,并执行冷却结晶实验流程[1]。
当沸水的温度下降至35℃左右时,实验人员执行离心过滤操作,并使用湿式包装方法,将所得出的晶体放置在远红外线干燥箱之内,进行低温干燥处理,处理时间为24h。
硫化砷渣的资源化处理技术现状
硫酸高铁[Fe2(S04)3]氧化浸出法采用Fe2(SO4)3,在高压下浸出硫化砷,从而使各种金属离子分离。由于在高压下操作,设备比较复杂,操作费用及造价较高。由于采用Fe2(SO3),作氧化剂,生产成本要低于硫酸铜置换法;但是该法的工艺流程仍然较为复杂[6-7]。过程的主要反应为:
4 硫化砷渣制取硫化砷的处理技术
As2O3+3Fe2(SO4)3+4H202HAsO2+6FeSO4+3H2SO4+3S
HAsO2+Fe2(SO4)3+2H2OH3AsO4+2FeSO4+H2SO4
水志良、靳珍和黄卫东[8]提出一种硫酸高铁法的改进工艺,采用常压浸出。该方法以Fe2(SO4)作氧化剂,在酸性水溶液中溶浸砷滤饼(有效成分As2S3),将三硫化二砷氧化为亚砷酸(HAsO2)和砷酸(H3AsO4),且溶液中的砷主要以砷酸(As+5)形式存在,硫以单质硫形式留在渣中,用SO2气体还原获得白砷产品,砷的直收率只有83%~85%。
As2S3+4H2SO4加热As203·3S03+4S+4H20
As203·3SO3+3H20冷却。结晶As203+3H2SO4
硫酸为发烟硫酸。例如,取砷硫化物精矿粉50 g,加人w(H2SO4)~98%硫酸溶液300ml,其液固比为6 L:1 kg,反应温度为170℃ ,机械搅拌,反应1.5 h,硫呈熔融状悬浮于母液表面,将三氧化二砷沉淀物从反应的混合物中收集,经水洗、过滤、烘干,可获得三氧化二砷固体,叫(As203)达99.9%,砷的提取率达98.3%。
3.硫化砷渣制取三氯化砷的处理技术
上条尚、芦谷良一、山下博等【17】提出以w(H2SO4)40%~80%(最好是50%~70%)的渣将硫化砷渣制成淤浆,再通入氯气在60~70℃下反应形成氯化砷溶液和元素硫
砷碱渣综合处置与资源化利用的研究
砷碱渣综合处置与资源化利用的研究沈吉峰,彭 竣,刘 勇,唐亚峰,李光裕(湖南有色产业投资集团有限责任公司,湖南 长沙 410129)摘 要:砷碱渣的无害化处置关系到环境和人体健康,以及锑冶炼行业的可持续发展。
本文针对砷碱渣处置过程中的难点,提出了一种无害化处置砷碱渣并资源化回收其中有用成分的工艺。
该处置工艺主要包括四个部分:砷碱渣浸出工序、浸出液碳化工序、碳化后液碱性脱砷工序和脱砷碱液循环浸出工序。
针对影响每个工序的关键因素以及潜在机理,本文进行了系统地研究和总结。
采用本文所提出的砷碱渣处置工艺,在实现砷碱渣中砷组分无害化处置前提下,获得了含砷仅为0.19%的碳酸氢钠产品,以及含砷高达26.98%的高砷渣,并实现了工业用水的零排放。
关键词:砷碱渣;碳化;碱性脱砷;资源化回收中图分类号:P618.66 文献标识码:A 文章编号:1002-5065(2023)10-0116-6Study on the comprehensive disposal and resource utilization of arsenic-alkali slagSHEN Ji-feng, PENG Jun, LIU Yong, TANG Ya-feng, LI Guang-yu( Hunan Nonferrous Industry Investment Group,Changsha 410129,China)Abstract: The harmless disposal of arsenic-alkali slag is related to the environment and human health, and the sustainable development of antimony smelting industry. Aimed at the difficulties in the process of arsenic-alkali slag disposal, this paper puts forward a process of harmless disposal of arsenic-alkali slag and recycling of useful components in it. The treatment process mainly includes four parts: leaching process of arsenic alkali residue, carbonization process of leaching solution, alkaline dearsenization process, and cyclic leaching process. In this paper, the key factors and potential mechanisms affecting each process are systematically studied and summarized. Under the premise of realizing harmless disposal of arsenic component in arsenic alkali residue, NaHCO3 products containing only 0.19% arsenic were obtained by using the disposal process proposed in this paper, and zero discharge of industrial water was realized.Keywords: arsenic alkali residue; Carbonization; Alkaline arsenic removal; Resource recycling收稿日期:2023-03作者简介:沈吉峰,男,生于1987年11月,江苏南通人,本科学历,工程师,研究方向:冶金与环境工程。
探究有色金属冶炼生产中含砷废水和废渣的治理
Explore the treatment of arsenic containing wastewater and slag in non-ferrous metal smelting production
ZHONG Yong
(Changsha Research Institute of Mining and Metallurgy Co., Ltd,Changsha 410000,China))
M 冶金冶炼 etallur水和废渣的治理
钟勇
(长沙矿冶研究院有限责任公司,湖南 长沙 410000)
摘 要 :随着社会经济的高速发展,社会已经全面进入到了新时代之中,这也使得各个社会行业得到了较为完善的发
展优化,而在有色金属的冶炼生产过程中,其很容易产生相应的含砷废水以及废渣,影响到周边环境。因此,文章首先
1 有色金属冶炼生产中含砷废水与废渣的危害 在社会经济高速发展的背景下,尽管我国有色金属冶炼
生产的原料结构已经得到了相应的调整,但其中所采用的原 料大多仍旧为硫铁矿,而由于硫铁矿自身的原料品种以及品 位相对较低,导致其所排放出的废水具备着酸度大以及色度 大等特征,其中不仅蕴含着大量的矿尘以及稀酸,并且随着 原料的转变,还存在着铅、氟、砷、汞以及铜等多种有害物 质。同时,硫铁矿中的含砷量极高,而在实际冶炼阶段中, 又缺少必要的砷回收措施,使得每升废水当中的含砷量高达
2 当前有色金属冶炼生产中含砷废水与废渣的处理 技术 2.1 吸附法
在对含砷废水以及废渣进行处理的过程中,吸附法主要 就是利用相应的吸附剂,并在废水当中吸附氟与砷等物质, 而后通过少量的酸碱或是盐溶液,对蕴含砷、氟的吸附剂进 行洗脱处理,分离出其中的砷、氟等元素,并且还能够使得 吸附剂再生。在当前的社会环境中,较为常见的吸附剂主要 为活性铝、活性炭、沸石、粉煤灰以及赤铁矿等,这种吸附 法,属于一种技术手段较为成熟,并且实施起来比较简便的 废水处理技术,适用于水量大并且浓度较低的水处理体系当
硫化砷渣的资源化处理技术现状
1.2.3 硫酸氧化浸出法
李岚、蒋开喜等[9]提出在硫酸体系下采用工业氧加压氧化浸出处理硫化砷渣。加压氧化浸出的优点在于它将置换与氧化结合在一个过程中进行,加速了浸出过程,减少了液固分离次数。其工艺条件为温度150℃,氧分压0.55MPa,反应时间5 h,As浸出率97.68%。由于用氧气作为氧化剂,不使用硫酸铜或硫酸高铁,浸出液的处理大为简化,同时,不排放尾气,因此,加压浸出的能耗要低于硫酸铜置换工艺。加压浸出法的另一特点还在于它可以完全与目前的硫酸铜置换法配套,取代其置换和氧化操作,并充分利用其余部分的工艺设备。
关键词 :硫化砷渣;处理技术;资源化
长期以来含砷废物大多采用囤积贮存的方法处理,随着高浓度含砷废物越积多,为防止产生二次污染,对其无害化处理成为亟待解决的问题。目前国内外处理含砷废渣和污泥常用的固化处理技术是水泥固化、有机聚合物固化、沥青固化和火法固化。这些处理方式不仅增加企业负担,而且造成资源的极大浪费。
1 硫化砷渣制取三氧化二砷的处理技术
以硫化砷渣为原料氧化制取三氧化二砷的技术,依其技术特点,分为两大类,即火法和湿法。随着国家环保政策日益严厉,对火法处理硫化砷渣的技术控制趋严,湿法处理硫化砷渣的技术是发展方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
含砷废渣的资源化利用技术探讨
作者:王彦婳
来源:《中国科技博览》2017年第13期
[摘要]近年来,含砷废渣的资源化利用问题得到了业内的广泛关注,研究其相关课题有着重要意义。
本文首先对相关内容做了概述,分析了含砷废渣的来源及危害,并结合相关实践经验,分别从火法焙烧等多个角度与方面,就含砷废渣的资源化利用技术展开了研究,阐述了个人对此的几点看法与认识,望有助于相关工作的实践。
[关键词]含砷废渣;资源化;利用技术;探讨
中图分类号:X705 文献标识码:A 文章编号:1009-914X(2017)13-0032-01
1 前言
作为一项实际要求较高的实践性工作,含砷废渣的资源化利用有着其自身的特殊性。
该项课题的研究,将会更好地提升对含砷废渣资源化利用技术的分析与掌控力度,从而通过合理化的措施与途径,进一步优化该项工作的最终整体效果。
2 含砷废渣的来源及危害
砷广泛存在于自然界,被世界卫生组织列为环境污染的首位。
含砷废渣主要来源于冶炼废渣(如砷碱渣、含砷烟灰)、含砷尾矿、处理含砷废水和废酸的沉渣、电子工业的含砷废弃物以及电解过程中产生的含砷阳极泥等。
从整个有色冶金系统的角度来看,进入冶炼厂的砷,除一部分直接回收成白砷(三氧化二砷)产品外,70 %的砷弃留于尾矿中,其它的含砷中间产物最终几乎都进入到含砷废渣中。
长期以来,含砷废渣大多采用囤积贮存的方法处置,易形成二次污染,已经构成了我国有色金属冶金企业最主要的环境污染源,对企业周围环境造成了严重的污染。
含砷废渣污染的矿区会使人体慢性砷中毒、造成皮肤损坏、肝脾肿大,甚至引起恶性肿瘤。
3 含砷废渣的资源化利用技术分析
3.1 火法焙烧
传统的火法焙烧工艺主要是利用氧化砷低沸点的性质,将高砷废渣经过氧化焙烧制取粗白砷,或者将粗白砷进行还原精炼以制取纯度较高的单质砷。
目前比较成功的火法冶炼砷的方法主要有吹碱氧化法、砷酸盐法、硫化法、碱性精炼法。
含砷废渣在600-850 ℃下氧化焙烧可使其中40%-70%的砷以AsS、As4O6 挥发,加入催化剂如硫化剂(黄铁矿)可挥发90%-95%的砷。
具体反应方程式如下:
3FeAsS=FeAs2+2FeS+AsS↓
12FeA sS+29O2= 4Fe3O4+3As4O6↑+12SO2↑
16FeAsS+12FeS2+45O2= 14Fe2O3+4As4S4+24SO2↑
火法焙烧工艺的含砷物料处理量大,特别适于含砷量大于10 %的含砷废渣的资源化利用。
但是此法存在诸如环境污染严重、投资较大和原料适应范围小等方面的缺点。
3.2 湿法浸出
湿法浸出法是使含砷废渣经过酸浸、碱浸、盐浸等方法处理后,含砷废渣中的砷被浸出进入浸出液中,然后对浸出液中的砷进行不同的处理,达到回收砷产品的目的。
湿法浸出提砷是消除生产过程中砷对环境污染的根本途径。
它相对于火法焙烧处理具有成本低、无二次污染、劳动条件好、能耗低和除砷率高等优点,但其工艺流程复杂,生产中应设法缩短流程,简化操作。
湿法浸出提砷的主要方法有硫酸浸出法、碱浸法、硫酸铜置换法、硫酸铁法等,此外还有硝酸浸出法、砷酸浸出法、有机溶剂萃取法、三氧化二砷饱和溶解度法等。
3.2.1 硫酸浸出法
将硫化沉淀得到的含砷废渣(As2S3)在密闭反应器内用硫酸(≥80 %)处理,反应温度为140 -210 ℃,反应时间2-3 h。
As2S3 经分解、氧化、转化,形成单质硫磺和As2O3。
在一定温度下,As2O3 溶解在硫酸溶液中形成母液,固液分离出硫磺后,将母液冷却结晶析出固体As2O3,砷的总回收率达95.3 %。
3.2.2 碱浸法
碱浸法是利用氢氧化钠并通入空气对含砷废渣进行碱性氧化浸出,将砷转化成砷酸钠,然后经苛化、酸分解、还原结晶过程,制得粗产品As2O3。
用225 g/L 的氢氧化钠溶液浸出含砷废渣,浸出温度为180 ℃,氧分压为2 MPa,液固体积质量比为10:1。
一段浸出4 h,溶液中砷回收约为90 %。
另外可用氨溶液或氨与硫酸铵的混合物作为砷渣浸出试剂,浸出温度为 80 ℃,氧分压为400 kPa。
在80 ℃的浸出温度下对含砷21 %的脱铜阳极泥进行处理,60 min 即有90 %以上的砷被浸出,砷呈五价进入溶液,质量浓度达20 g/L,浸出液经进一步处理,得到的产品中As2O3质量分数达99.6 %。
3.2.3 硫酸铜置换法
硫酸铜置换法是处理硫化砷渣比较成熟的方法。
首先用硫酸铜溶液对硫化砷渣进行浆化,砷与铜在65 -70 ℃发生反应:
As2S3+ 3CuSO4+4H2O =2HAsO2+3CuS↓+3H2SO4
砷以HAsO2 形态溶于溶液中,但其溶解度对温度敏感,冷却后亚砷酸仍留在残渣中,经固液分离后将含亚砷酸的残渣用硫酸铜浆化后通入空气,将亚砷酸氧化成溶解度大的砷酸:
2HAsO2+O2+2H2O=2H3AsO4
过滤分离后用二氧化硫烟气将砷酸还原成亚砷酸:
H3AsO4+SO2=HAsO2+H2SO4
然后冷却结晶,制得白砷:
2HAsO2=As2O3+H2O
该工艺产出的白砷质量较好,但成本较高,工艺复杂。
目前国内许多单位和科研工作者经过努力实现了几种硫化砷渣的处理及综合利用的工艺,取得了良好的效益。
3.2.4 硫酸铁法
利用硫酸铁在高压下浸出硫化砷,使各种金属离子得以分离。
此法采用高压操作,设备较复杂,操作费用及造价也较高,因而不适用作为实际的提砷工艺。
我国白银公司针对含砷废渣砷品位低、铋含量高、成分复杂、浸出量大等特点,探索出了一条硫酸铁常压处理含砷废渣的新方法。
该公司采用的二段浸出工艺中,一段浸出基本实现了砷、铋的分离,二次浸出时提高砷、铋的浸出率和铋的转形率。
二段浸出后的滤液用二氧化硫烟道气还原,还原液精制后可得品位较高的精白砷;二段浸出后的滤渣,用盐酸使铋转形,浸铋后过滤的滤渣(即铅硫渣),可返回铅冶炼。
该法在消除砷害的同时,回收了白砷和有价金属铋,而且在产品质量、综合利用程度、环境保护、经济效益方面都比较优越。
在含砷废渣的资源化利用技术中,火法焙烧工艺提砷成本较低、处理量大,但如果生产过程控制不好极易造成二次污染;湿法浸出提砷不产生粉尘,能满足环保要求,具有低能耗、少污染、效率高等优点,但流程较为复杂,处理成本相对较高。
目前逐渐被火法湿法联用技术取代,该法既能提高砷的回收率,又能降低成本、减少二次污染。
高砷金矿及高砷Cu-Ni合金的NaOH 焙烧-水浸脱砷新工艺,使砷在氧化后立即与NaOH 生成稳定的砷酸盐,再经过焙烧,浸出后的废液采用NH4+-Mg2+沉砷,生成白色结晶沉淀(MgNH4AsO4),该沉淀易于过滤,从而在一定程度上减小了As 的污染。
4 结束语
综上所述,加强对含砷废渣资源化利用技术的研究分析,对于其良好实践效果的取得有着十分重要的意义,因此在今后的含砷废渣资源化利用过程中,应该加强对其关键环节与重点要素的重视程度,并注重其具体实施措施与方法的科学性。
参考文献
[1] 梁峰.砷污染治理及其资源化的研究[D].长沙:中南大学.2016(10):60-62.
[2] 刘树根,田学达.含砷固体废物的处理现状与展望[J].湿法冶金.2017(01):115-116.
[3] 毕婷婷.含砷废渣的资源化利用技术探讨[J].环境科学导刊.2016(09):88-89.。