铝及铝合金的真空钎焊技术
油冷器铝材真空钎焊工艺流程

工序号
工序名称
设备/工具
操作内容
技术要求/参数
备注
1
原材料准备
切割机
准备所需的铝材原料,并切割成所需尺寸
铝材型号、尺寸
根据产品设计需求
2
清洗与除油
超声波清洗机
对铝材进
装夹定位
夹具或定位工装
将待钎焊的铝材部件装夹至夹具中,确保位置准确
7
加热钎焊
真空炉、加热设备
加热钎焊材料至熔点,使其熔化并流入铝材接缝
加热温度、时间
控制加热速度和温度均匀性
8
焊缝检查
显微镜、放大镜
检查焊缝质量,确保无缺陷
焊缝宽度、深度、连续性
确保焊接质量
9
冷却
真空炉
钎焊完成后,让铝材在真空炉中自然冷却至室温
冷却时间、冷却速率
避免焊接区域变形
10
质量检验
质量检测设备
对钎焊后的油冷器进行质量检验
密封性、强度等
确保产品符合质量要求
夹具设计、夹紧力
确保钎焊时部件稳定
4
真空处理
真空炉
将装夹好的铝材部件置于真空炉中,抽真空至一定压力
真空度、抽气时间
保证钎焊环境纯净
5
预热
真空炉
在真空环境下对铝材进行预热,提高焊接效果
预热温度、时间
根据铝材和钎料特性确定
6
钎料选择与放置
钎料
选择合适的铝基钎料,并放置在铝材接缝处
钎料型号、放置量
确保焊缝质量
铝真空钎焊工艺
铝真空钎焊工艺铝真空钎焊是一种将两个或多个铝材料连接在一起的焊接工艺。
它在真空环境下进行,以避免氧化和其他污染物对焊接质量的影响。
铝真空钎焊的工艺流程通常包括以下步骤:1. 准备工作:准备待焊接的铝件,包括清洁表面和去除氧化层等。
2. 装夹:将待焊接的铝件夹紧在焊接装备中,确保在真空环境下有良好的接触和固定。
3. 真空处理:将焊接装备置于真空炉中,并抽取炉内空气,创建真空环境。
4. 预热:在真空环境下,对待焊接的铝件进行适当的预热,以提高焊接效果和连接强度。
5. 钎料选择:选择合适的钎焊材料,通常为铝基钎料,根据焊接需求和要求进行选择。
6. 加热:将钎焊材料加热至熔点,通常使用高频感应加热或电子束加热等方法。
7. 钎焊:在加热至熔点的钎料上,使其润湿待焊接的铝件,形成焊缝。
8. 冷却:钎焊完成后,待焊接的部件冷却至室温,形成稳固的焊接连接。
铝真空钎焊具有以下优点:1. 焊接强度高:真空环境下,铝材料不容易氧化和污染,焊接接头强度相对较高。
2. 高质量焊接:真空环境下,焊接质量相对稳定,焊缝形状均匀、无裂缝。
3. 无污染:无需使用外部保护气体,焊接过程中无废气和污染物产生。
4. 适用范围广:适用于各种铝合金材料的焊接,尤其是高合金铝材料。
然而,铝真空钎焊也存在一些挑战和注意事项:1. 真空设备要求高:真空炉和真空泵等设备的投资较大,并且需要具备较高的真空水平和稳定性。
2. 钎料选择要求高:选择适合的铝基钎料,并且要注意钎料的熔点和焊接温度范围。
3. 焊接控制要求高:焊接过程中需要严格控制焊接温度和时间,以避免过热或过冷导致焊接接头质量下降。
4. 设备维护要求高:真空设备需要定期保养和维护,以确保其正常运行和持久性能。
总之,铝真空钎焊是一种高质量、高强度的铝焊接工艺,适用于广泛的应用领域,但需要具备相应的设备和技术支持。
6061铝合金真空钎焊技术的发展_郑欣

10
2014, Vol.42, №1
应用上述方 法 都 有 其 各 自 的 局 限 性,因 而 近 几 年 对 真空钎焊技 术 的 研 究 日 益 增 加,研 究 的 钎 料 主 要 有 Al-Si,Al-Si-Mg,Al-Si-Cu,Al-Ge,Al-Ge-Si 等 几 个 体 系。下面详细介绍近几十年来国内外关于 6061 铝 合金真空钎焊工艺的研究情况。
20 世纪 60 ~ 70 年 代,Schwartz 等 人 在 美 国 专 利[14]中 指 出 6061 铝 合 金 可 以 采 用 由 88% Al 和 12% Si 组成的钎料在 1. 3 × 10 - 2 Pa 真空度和 585℃ ~ 588℃ 温度下进行真空钎焊,并指出在该 Al-Si 钎 料中 w( Si) 可以从 12% 降到 6% ,并获得完整的钎焊 接头。另外,Schwartz 在交给 Martin 公司的一份技术 报告中[15]详细介绍了采用 No. 718( 即 4047) 钎料成 功钎焊 6061 铝合金机箱的真空钎焊工艺。其真空 钎焊温度为 582℃ ~ 593℃ ,真空度为 1. 3 × 10 - 4 Pa。 Al88Si( 4047) 钎料是应用较成熟的钎料体系,但该 钎料体系的钎焊温度较高( 595℃ ~ 605℃ ) ,已超过 6061 的固相线温度,很容易导致基体过烧。
收稿日期: 2013 - 09 - 15 第一作者简介: 郑欣( 1976 - ) ,女,黑龙江拜泉人,工程师。
9
2014, Vol.42, №1
及可切削性能,耐腐蚀和中等强度,该合金的真空钎 焊技术在国内研究较少,而它目前在航天、建筑和汽 车领域 的 应 用 越 来 越 多。 据 相 关 资 料 显 示,Boeing 公司新型飞机“波音 787 梦想”系列飞机液压油系统 的换热器芯体已经由 3003 铝合金改为用 6061 铝合 金制造,对提 高 飞 机 液 压 油 系 统 的 可 靠 性 起 到 重 要 作用。我国对 6061 铝合金的真空钎焊研究目前处 于起步阶段,亟 待 开 发。 国 内 各 大 中 企 业 和 研 究 院 所还没有成功钎焊 6061 铝合金产品的成熟经验,我 国某型机的 6061 零件只能用氩弧焊代替真空钎焊, 导致产品变 形 严 重,热 裂 纹 倾 向 增 加。 本 文 试 图 综 述 6061 铝合金的真空钎焊技术的发展现状,以便为 国内攻克 6061 铝合金真空钎焊的技术瓶颈提供一 些参考。
航空铝合金机箱真空钎焊技术分析

航空铝合金机箱真空钎焊技术分析航空铝合金是航空航天领域中常用的材料之一,其具有良好的强度、耐腐蚀性和低密度等特点。
航空铝合金机箱是飞机上的重要组成部分,对其进行性能优化和设计改进非常重要。
在机箱加工中,真空钎焊技术被广泛应用,以保证机箱的性能和可靠性。
1.特点:真空钎焊技术可以提供较高的焊接质量和完全密封的连接,可以保证机箱在高温、高压和恶劣环境下的工作性能。
通过真空钎焊,可以避免氧化和腐蚀等问题,提高机箱的耐腐蚀性和抗氧化性。
2.加热方法:真空钎焊技术通常使用电阻加热或电感加热方法进行加热。
在真空环境下进行加热可以提高材料的加热均匀性,避免氧化反应的发生。
通过控制加热温度和时间,可以实现对机箱材料的焊接和结合。
3.材料选择:航空铝合金机箱通常选择高强度、高耐腐蚀性的铝合金材料,如7系列和2系列铝合金。
这些材料具有较高的强度、低密度和良好的焊接性能,适合进行真空钎焊。
4.焊接工艺参数:真空钎焊的工艺参数对于焊接质量和连接强度有很大影响。
包括加热温度、加热时间、压力和辅助材料等。
通过优化这些参数,可以实现理想的焊接效果,确保机箱的性能和可靠性。
5.检测和质量控制:真空钎焊后需要对机箱进行检测和质量控制,以确保焊接连接的质量。
常用的检测方法包括无损检测、力学性能测试和表面形貌观察等。
通过严格的质量控制,可以确保机箱具有良好的焊接连接和受力能力。
综上所述,航空铝合金机箱真空钎焊技术是航空航天领域中常用的连接方法之一,具有焊接质量高、可靠性好等特点。
通过合适的加热方法和工艺参数的优化,可以实现对机箱材料的高质量焊接和结合。
同时,严格的检测和质量控制也是保证机箱性能和可靠性的重要环节。
航空铝合金机箱真空钎焊技术的应用将进一步推动航空航天领域的发展和进步。
6063铝合金真空钎焊工艺研究
6063铝合金真空钎焊工艺研究6063铝合金是一种常见的铝合金材料,具有优良的可加工性和耐腐蚀性。
真空钎焊是一种常用的连接6063铝合金的方法,本文将对6063铝合金真空钎焊工艺进行研究。
我们需要了解6063铝合金的特性。
6063铝合金具有优良的机械性能和可加工性,常用于建筑、汽车和航空航天等领域。
然而,由于其高熔点和氧化性,使得传统的焊接方法难以应用于6063铝合金的连接。
因此,真空钎焊成为一种理想的选择。
真空钎焊是在真空环境下进行的一种焊接方法。
首先,将要连接的6063铝合金件放入真空室中,并进行预热处理,以提高焊接接头的可塑性。
然后,在真空环境下,将钎料放置在接头处,并加热到钎料的熔点。
钎料熔化后,通过表面张力作用,使钎料填充到接头间隙中。
等冷却后,形成坚固的连接。
在6063铝合金真空钎焊过程中,有几个关键的工艺参数需要控制。
首先是预热温度。
预热温度应根据6063铝合金的材料性质和接头尺寸来确定,一般在300-400摄氏度之间。
预热温度过高会导致接头变形或熔化,过低则无法保证钎料的充分熔化。
其次是钎焊温度。
钎焊温度应高于钎料的熔点,但不能过高,否则会引起过烧或气孔等缺陷。
最后是钎料的选择。
常用的钎料有银基、铜基和镍基钎料,选择合适的钎料可以提高连接强度和耐腐蚀性。
在实际应用中,需要根据具体的工件和要求来确定真空钎焊工艺。
首先,对接头进行清洁处理,去除氧化层和污染物,以保证焊接接头的质量。
然后,将6063铝合金件放入真空室中,并进行预热处理。
预热时间和温度应根据具体情况进行调整。
接下来,将钎料放置在接头处,并加热到钎料的熔点。
加热温度和时间也需要根据具体情况进行控制。
等冷却后,通过非破坏性检测方法进行质量检验,确保焊接接头的完整性和连接强度。
6063铝合金真空钎焊是一种可靠的连接方法,可以应用于各种工业领域。
通过控制工艺参数和选择合适的钎料,可以获得高质量的连接接头。
未来的研究可以进一步优化工艺参数和改进钎料的性能,以提高真空钎焊的效率和质量。
铝合金散热器真空钎焊及热处理工艺分析
科学技术创新2020.30铝合金散热器真空钎焊及热处理工艺分析袁明富(扬州恒星精密机械有限公司,江苏扬州225000)铝合金散热器是以铝合金为原材料制备而成的散热设备,以其适应能力强、质量轻、热传导效率高、结构紧凑等优势,在日常生活与生产中得到广泛应用。
随着铝合金散热器需求量的不断提升,以及经济建设与社会发展过程中对能源利用要求的不断提高,散热器高性能化、轻量化、低成本化成为必然趋势,是当前生产企业以及相关研究人员关注与思考的重点问题。
1铝合金散热器真空钎焊工艺分析1.1理论分析1.1.1真空钎焊工艺随着钎焊技术水平的不断提升,其方法日渐多样(如烙铁钎焊、波峰钎焊、激光钎焊、真空钎焊、气相钎焊等)可满足不同焊接需求[1]。
在铝合金散热器中,真空钎焊的综合效益较好。
相对于传统铝合金散热器焊接工艺而言,真空钎焊优势具体体现在:(1)适应性强,能够在铝、铝合金、合金钢、铜等众多材料中运用,可有效满足铝合金散热器设计要求;(2)无污染,真空钎焊在真空条件下进行,无钎剂使用,达到无公害、无环境污染焊接处理要求;(3)焊接质量高,钎料流动性好,湿润性强,工件不氧化,适用于结构复杂、精密度要求高等器件焊接,利于产品成品率提升[2]。
1.1.2铝合金散热器真空钎焊影响因素在实践操作过程中,真空钎焊出现钎料流失、焊接不到位、焊脚不饱满、原材料腐蚀、散热器结构变形、母材表面溶蚀等缺陷。
对上述问题形成原因进行探究,影响因素主要有原材料、真空钎焊温度、焊前清洗、钎焊环境、保温时间、真空度等。
1.2实践分析为进一步掌握铝合金散热器真空钎焊工艺,提升一次焊接合格率,以铝合金板翅式散热器真空钎焊为例,就其工工艺流程及操作要点进行了如下分析。
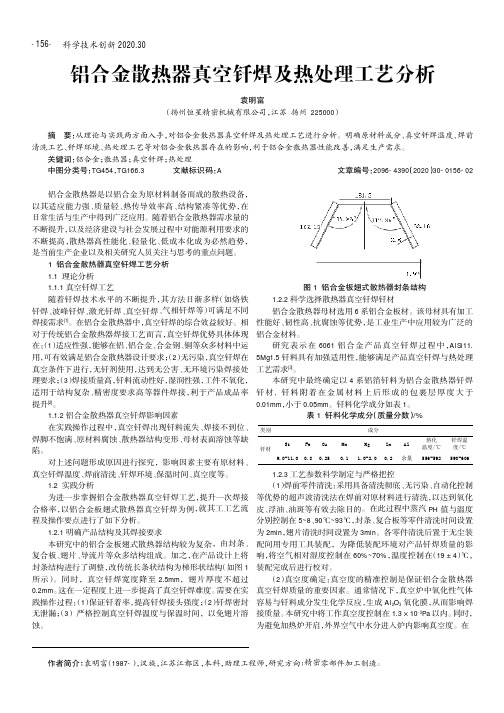
1.2.1明确产品结构及其焊接要求本研究中的铝合金板翅式散热器结构较为复杂,由封条、复合板、翅片、导流片等众多结构组成。
加之,在产品设计上将封条结构进行了调整,改传统长条状结构为梯形状结构(如图1所示)。
液冷板铝合金真空钎焊的原理

液冷板铝合金真空钎焊的原理
1. 首先,将液冷板与铝合金件要连接的表面清洁干净,去除油污和氧化层等杂质,以确保焊接接头质量。
2. 将液冷板与铝合金件紧密贴合在一起,并使用夹具将它们固定在一个位置。
3. 在液冷板与铝合金件的接触面上涂上一层钎料,常用的钎料有铝硅合金等。
钎料的选择要根据液冷板和铝合金件的性质和要求来确定。
4. 将装配好的液冷板和铝合金件放入真空环境中,通过抽取空气使环境保持在一定的负压下。
真空环境的创建有助于减少氧分子对钎焊接头的氧化影响,提高接头质量。
5. 对接头进行加热,可以通过加热棒、电磁感应等方式进行加热。
加热的目的是使钎料熔化,并且和液冷板和铝合金件的表面接触,形成焊接接头。
6. 在加热的同时,钎料会熔化并渗透到液冷板和铝合金件的表面微观凹陷处。
钎料的液态形成的接触角可以减小表面张力,使液体能够更好地渗透进入焊接接头。
7. 待钎料冷却后,形成的钎焊接头连接液冷板和铝合金件,能够满足液冷板所需的性能和寿命要求。
8. 最后,将焊接接头进行检查和测试,确保焊点质量符合要求。
3A21铝合金真空钎焊工艺的工艺要素确定

2020年第21期真空钎焊是在真空条件下对已经装配好的组装件进行加热,利用真空条件下一系列的物理化学反应,实现去膜和润湿,形成钎焊件的一种高质量的连接工艺方法。
3A21铝合金真空钎焊产品应用范围广,种类多,不同的钎焊产品需要不同的真空焊接工艺。
由于真空钎焊工艺过程较为复杂,影响钎焊接头质量的工艺参数众多,真空钎焊工艺的正确性和合理性必须通过相应的试验加以验证,确保制定的真空钎焊工艺正确应用于生产。
1 确定焊接工艺要素的意义由焊接工艺评定规则可知,焊接工艺要素是焊接工艺评定的重要内容,当焊接工艺要素改变时就应重新进行焊接工艺评定。
因此,分析确定3A21铝合金真空钎焊的哪些焊接工艺因素是焊接工艺要素就成为3A21铝合金真空钎焊工艺评定的必要前提。
明确焊接工艺要素就可以避免每个工艺因素改变都要进行工艺评定,减少不必要的浪费。
2 焊接工艺要素的分析根据焊接工艺评定规则,结合3A21铝合金真空钎焊工艺的具体情况,把影响真空钎焊接头力学性能的焊接工艺因素定为焊接工艺要素,对接头力学性能无明显影响的工艺因素定为次要因素。
3A21铝合金真空钎焊焊接工艺一般分为钎焊件的焊前表面处理、零件的组装与焊料的添加、钎焊热循环三个步骤。
下面分别就钎焊工艺中各个因素对钎焊接头强度的影响进行分析,进而确定3A21铝合金真空钎焊工艺要素。
2.1 钎焊件的焊前表面处理钎焊件的焊前表面处理包括零件油污和有机物的去除、铝表面氧化膜的去除、表面处理后的保存。
①表面油污和有机物的去除。
零件上的油污和有机物在加热时会释放气体,并可能在零件表面留下残留物,从而影响真空钎焊时钎料的润湿。
去除方法主要有有机溶剂清洗、水基去油溶液化学清洗和电化学脱脂等。
无论哪种方法去除油污和有机物都是为了避免影响钎料对母材润湿,进而避免影响钎焊接头的强度,因此去除方法的改变为次要因素。
②铝表面氧化膜的去除。
去除氧化膜的方法有机械清理法、物理清除法和化学去除法。
机械方法是采用锉刀、砂纸、砂轮等方法清理表面氧化膜;物理清除法如超声波清洗等物理清理方法;化学去除是采用酸洗和碱洗的方法去除表面氧化膜。