特种加工技术---第四章:电化学加工
特种加工4 电化学加工

在金属表面上形成了由氧化物、氢化物或盐组成的极薄的 膜,使金属表面失去了原有的活性。 吸附理论: 钝化是由金属表面形成氧的吸附层引起的。 实际二者兼而有之,不同条件下以某一原因为主。
21
第4章 电化学加工
4.1 电化学加工原理及分类
5、金属的钝化与活化 — 2.活化
4.2.1 电解加工过程及特点 4.2.2 电解加工基本原理 4.2.3 电解液 4.2.4 电解加工过程的基本规律 4.2.5 提高电解加工精度的途径 4.2.6 电解加工的基本设备 4.2.7 电解加工工艺及应用
27
4.2 电解加工
第4章 电化学加工
4.2 电解加工
4.2.1 电解加工过程及特点 — 1.过程
Fe
Fe2+
Cu
15
第4章 电化学加工
4.1 电化学加工原理及分类
3、电极电位 — 8.电化学加工基本原理(续)
电化学加工就利用这一原理,同时利用外电场的作用加剧 电子的移动,使Fe离子的溶解速度加快。
阳极
i
e
Fe
Fe2+
e
i 阴极
Cu
16
第4章 电化学加工
4.1 电化学加工原理及分类
4、电极的极化
e e
Fe2+
e
Fe2+
e
Fe2+
Fe2+
e
Fe2+
Fe
Fe
Fe
Fe e
Fe2+
Fe
Fe e Fe2+
Fe
Fe
Fe
Fe e Fe2+
Fe Fe Fe Fe e Fe2+
精密加工第4章 电化学加工

3)电极极化
平衡电极电位是没有电流通过电极时的情况, 当有电流通过时,电极的平衡状态遭到破坏,使阳极 的电极电位向正移(代数值增大),阴极的电极电位 向负移(代数值减小),这种电极电位偏离了无电流 通过电极的电极电位情况称为电极极化. 极化后的电极电位与平衡电位的差值称为超电位 (过电位). i
1 2 电极极化曲线 -V 电位 +V i-电流密度;1-阴极;2-阳极
据电化学加工原理,可将电化学加工分为三类:
利用阳极溶解
电解:通过电化学反应从工件表面去除金属. 电解抛光:通过电化学反应从工件表面去除金属毛刺.
利用阴极上的沉积作用
电镀:在工件表面沉积金属:材料表面装饰保护.
电铸:在阴极上沉积实现附着加工. 电刷镀:
复合电镀:
复合加工
Fe+2 + 2e
Fe (沉积,还原反应)
随着金属表面负电荷的增多,溶液中Fe+2 返回金 属表面的速度逐渐增加。最后,这两种相反的过 程达到动态平衡。
对于化学性能比较活泼的金属(如铁),其表面 带负电,溶液带正电,形成一层极薄的“双电 层”,金属越活泼,这种倾向越大。
活泼金属的双电层
不活泼金属的双电层
电解磨削:
各种电化学方法的比较
工艺名称 电解加工 电解磨削 电铸加工 电镀与 电刷度
电化学 电化学 电化学 电化学 去除加工 去除加工 附着加工 附着加工 加工原理 机械磨削 阴极沉积 阴极沉积 作用 阳极溶解 剥取沉积 附着在表 电解作用 层 面
电化学方法与传统加工方法相比所具有的特点:
① 可对任何硬度、强度、韧性的金属材料进行加工,加工 难加工材料时,其优点更为突出。 ② 加工过程中不存在机械切削力和切削热作用,故加工后 表面无残余应力和冷硬层,也无毛刺 、棱边,表面质量 好。 ③ 大面积上可同时进行加工,也无需粗精分开,故一般具 有较高的生产率。 ④ 加工过程监测与自动控制、工具的准确设计、加工精度 的提高,以及电化学作用的产物(气体或废液)的处理 等都是亟待解决的问题。
特种加工__电化学加工

电位分布原因
H2
Fe Fe
Cl-
Na+ H+
OH-
Fe(OH)3 电解池中电位分布
2. 电化学加工的分类
电化学加工有三种不同的类型。第Ⅰ类 是利用电化学反应过程中的阳极溶解来进行 加工,主要有电解加工和电化学抛光等;第 Ⅱ类是利用电化学反应过程中的阴极沉积来 进行加工,主要有电镀、电铸等;第 Ⅲ 类 是利用电化学加工与其他加工方法相结合的 电化学复合加工工艺进行加工,目前主要有 电解磨削、电化学阳极机械加工(其中还含 有电火花放电作用)。电化学加工的类别如 表1所示。本节主要介绍电解加工、电铸成 型、电解磨削,其它的电化学加工请参考相 关资料。
电解磨削的阳极溶解机理与普通电解加 工的阳极溶解机理是相同的。不同之处在 于:电解磨削中,阳极钝化膜的去除是靠 磨轮的机械加工去除的,电解液腐蚀力较 弱;而一般电解加工中的阳极钝化膜的去 除,是靠高电流密度去破坏(不断溶解)或 靠活性离子(如氯离子)进行活化,再由高 速流动的电解液冲刷带走的。
1
2
3
4
5
6
9
8 10 11 12 13 5
7
1—直流电源;2—绝缘主轴; 3—磨轮;4—电解液喷嘴; 5—工件;6—电解液泵; 7—电解液箱;8—机床本体; 9—工作台;10—磨料; 11—结合剂;12—电解间隙; 13—电解液
图 6 电解磨削加工原理图
2) 特点
(1) 磨削力小,生产率高。这是由于电解磨削具有电 解加工和机械磨削加工的优点。
表1
类别 Ⅰ Ⅱ Ⅲ
电化学加工分类
应 用 用于形状尺寸加工 用于表面加工 用于表面加工 用于形状尺寸加工 用于形状尺寸加工 用于形状尺寸加工
精密加工和特种加工第4章(整理)
第4章电化学加工⑴电化学加工是指通过电化学反应从工件上去除或在工件上镀覆金属材料的特种加工方法。
如电镀、电铸、电解加工。
⑵电化学加工可分为三类:阳极加工、阴极加工、复合加工。
它的特点:①可对任何硬度、强度、韧性、的金属材料进行加工。
②加工过程中不存在机械切削力和切削热作用。
(加工后表面无残余应力、冷硬层,亦无毛刺或棱角,表面质量好。
③加工可以在大面积上同时进行,也无需粗精分开,故一般具有较高的生产率。
④电化学加工在很多方面还有待进一步的发展和提高,如加工过程监测与自动控制、工具设计、加工精度的提高,以及电化学作用产物(气体或废液)的处理等⑶电化学加工过程各种反应:①电化学反应(金属片和溶液的界面上产生交换电子的反应)②还原反应(溶液中的离子作定向移动,正离子移向阴极上得到电子)③氧化反应(负离子移向阳极并在阳极表面失掉电子进行)④电荷迁移(溶液中正、负离子的定向移动—)⑤电化学反应(在阴、阳极表面产生得、失电子)⑷涉及电化学加工过程的相关概念①电解质溶液Ⅰ凡溶于水后能导电的物质叫电解质,电解质的水溶液称为电解质溶液简称电解质Ⅱ强酸、强碱和大多数盐都是强电解质,它们在水中都能电离。
②电极电位由于双电层的存在,在正、负电层之间,也就是金属和电解液之间形成电位差。
金属盒其盐溶液之间所产生的电位差称为金属的电极电位,因为它是金属在本身盐溶液中的溶解和沉积相平衡时的电位差,故又称为平衡电极电位。
③电极极化当有电流通过平衡电极电位时,电极的平衡状态遭到破坏,使阳极电极电位向正移,阴极电极电位向负极。
(是一种电极电位偏离了无电流通过电极的电极电位)极化后的电极电位与平衡电位的差值称为超电位。
可以分为:浓差极化、电化学极化和钝化极化Ⅰ凡是加速电极表面电离扩散与迁移的措施,都能使浓差极化减小Ⅱ电化学极化也叫活化极化,它是由电化学反应中某一步骤反应比其他步骤缓慢而引起的。
它主要发生在阴极上。
Ⅲ钝化极化使金属阳极溶解过程的超电位升高,使电解速度减慢。
特种加工第四章课后习题答案

第四章电化学加工一、课内习题及答案1.从原理和机理上来分析,电化学加工有无可能发展成为“纳米级加工”或“原子级加工”技术?原则上要采用哪些措施才能实现?答:由于电化学加工从机理上看,是通过电极表面逐层地原子或分子的电子交换,使之在电解液中“阳极溶解”而被去除来实现加工的,可以控制微量、极薄层“切削”去除。
因此,电化学加工有可能发展成为纳米级加工或原子级的精密、微细加工。
但是真的要实现它,从技术上讲还有相当难度。
主要是由于电化学加工的实质是实现选择性阳极溶解或选择性阴极沉积,只要能把这种溶解或沉积的大小、方向控制到原子级上就可以了。
但是由于它们的影响因素太多,如温度、成分、浓度、材料性能、电流、电压等,故综合控制起来还很不容易。
2.为什么说电化学加工过程中的阳极溶解是氧化过程,而阴极沉积是还原过程?答:从电化学过程来说,凡是反应过程中原子失去电子成为正离子(溶入溶液)的,称为氧化,反之,溶液中的正离子得到电子成为中性原子(沉积在阴极上)的称为还原,即由正离子状态还原成为原来的中性原子状态。
例如在精炼电解铜的时候,在电源正极上纯度不高的铜板上的铜原子在电场的作用下,失去两个电子成为Cu2+正离子氧化而溶解入CuCl2溶液,而溶液中的Cu2+正离子在阴极上,得到两个电子还原成为原子而沉积在阴极上。
3.原电池、微电池、干电池、蓄电池中的正极和负极,与电解加工中的阳极和阴极有何区别?两者的电流(或电子流)方向有何区别?答:原电池、微电池、干电池和蓄电池中的正极,一般都是较不活泼的金属或导电体,而其负极,则为较活泼的金属。
例如干电池,正极为不活泼的石墨(碳)棒,负极为活泼金属锌,蓄电池的正极是不活泼的铅。
金属与导电液体形成的微电池中的正极往往是不活泼的碳原子或杂质。
两种活泼程度不同的金属(导电体)在导电溶液中发生电化学反应能产生电位差,电位较正的称为“正极”,流出电流(流入电子流),电位较低的流入电流(流出电子流)。
特种加工技术第4章电化学加工

局限性:1)加工稳定性和加工精度难以控制。2 )杂散腐蚀严重。3)工具电极的设计和制造要求 高。4)设备投资大,设备的防腐、密封等要求较 高。5)电解产物处理困难,而且有许多影响环保 的因素。
图4-1 电化学加工原理
电化学加工原理
加工过程 活化和钝化 电极电位 电极极化 电解质溶液
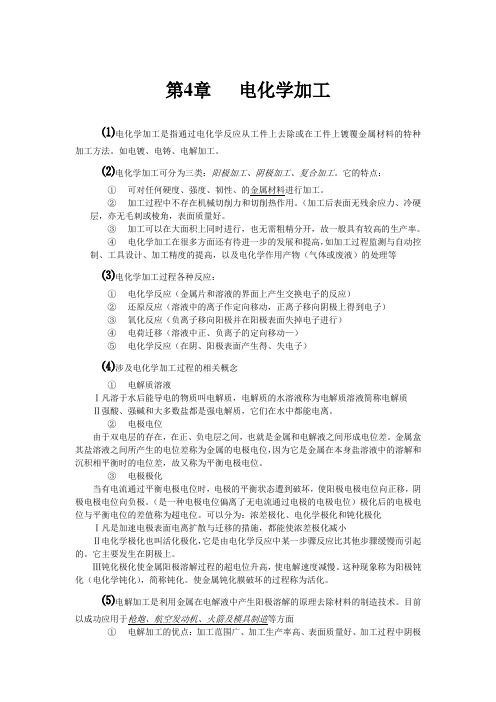
将两片铜片作为电极,接上约12 V的直流电 ,并浸入CuCl2的水溶液中,电解质中的离子将 作定向运动,Cu2+离子将向阴极(负极)移动 ,并在阴极得到电子,还原成铜原子而沉积 在阴极表面。相反,在阳极表面不断有铜原 子失去电子,变成Cu2+离子而进入溶液(溶 解)。其实,任何两种不同的金属放入任何 导电的水溶液作,在电场的作用下都会有类 似的情况发生。阳极表面失去电子(氧化反 应)产生阳极溶解、蚀除,称为电解;阴极 得到电子(还原反应)金属离子还原成为原 子,沉积到阴极表面,称为电镀。
择加工参数的重要基础。 绝对精度是指工件的形状和尺寸相对其 设计图纸要求的偏差量。它取决于阴极
型面精度和加工间隙大小及均匀性。
重复精度是指用同一阴极加工出来的一
批零件的形状和尺寸的偏差量。它取决于 加工间隙的稳定性,工件和工具的安装误 差也有影响。
对粗糙度的影响:工件材料、工具电极、电 解液等。一般可达Ra1.25-0.016 mm。 1)工件材料成分越复杂、组织越疏松、晶 粒越粗大,则加工表面粗糙度越差。
一种金属与其盐溶液之间的电极 电位无法直接测量,但是盐桥法 可以测量出两种不同电极电位的 差。元素在25℃时的标准电极电 位,把金属放在此金属离子的有 效质量浓度为1 g/L的溶液中,此 电极的电位与标准氢电极的电位 差,作为标准电极电位,用U0表
特种加工__11第四章 电化学加工(3)
六 电解加工的基本设备
电解加工的基本设备有三大部分:直流 直流 电源, 电源,机床和电解液系统
电解加工的基本设备-电解电源
直流电源(电解电源) 直流电源(电解电源)
功率大,电流大,电压低(20V 功率大,电流大,电压低(20V) 要求其稳定性好, 要求其稳定性好,电压可调
微细加工时需要
脉冲电源 微能电源
电镀,电铸,涂镀及复合镀加工的不同
电镀
用于表面装饰,防锈,镀层 用于表面装饰,防锈,镀层1~50m,无精度要求 ,
电铸
复制,成型加工;镀层 以上, 复制,成型加工;镀层50 m以上,有精度要求 以上
涂镀
增加尺寸,改善表面性能;镀层 以上, 增加尺寸,改善表面性能;镀层1 m以上,有精度要 以上 求
电解加工工艺及应用
4. 套料加工
电解加工工艺及应用
5. 叶片加工
电解加工工艺及应用
其它应用
6. 7. 8. 9.
电解倒棱去毛刺 电解刻字 电解抛光 数控展成电解加工
第三节
电解磨削
电解磨削
属于电化学机械加工的范畴,电解作用和机械 属于电化学机械加工的范畴 电解作用和机械 磨削作用相结合的一种加工方法
�
复合镀加工
电镀耐磨层制造超硬零件;镀层 以上, 电镀耐磨层制造超硬零件;镀层50 m以上,有精度 以上 要求
电铸加工原理与工艺
原模表面 处理
电铸至指 定厚度
衬背 处理
脱 模
清洗 干燥
成 品
涂镀加工原理
复合镀加工原理
原理:在金属表面镀覆镍或钴的同时, 原理 : 在金属表面镀覆镍或钴的同时 , 将 磨料作为镀层的一部分也一起镀到 磨料 作为镀层的一部分也一起镀到 金属表面上. 金属表面上. 用途: 用途: 1 生成耐磨层 2 制作刀具
精密与特种加工技术课件:电化学加工-
3. 電解液的流動形式
電解液的流動形式圖
18
6.3.4 電解加工設備
1. 電解加工設備的組成及基本要求 1) 電解加工設備的組成 電解加工設備包括機床本體、整流電源、電解液系統三個主
要實體以及相應的控制系統。 2) 電解加工設備的基本要求 (1) 機床剛性強。 (2) 進給速度穩定性高。 (3) 設備耐腐蝕性好。 (4) 電氣系統抗干擾性強。 (5) 大電流傳導性好。 (6) 安全措施完備。
25
6.4 電鑄及電刷鍍加工
電解加工是利用電化學陽極溶解的原理去除工件材 料的減材加工。與此相反的是利用電化學陰極沉 積的原理進行的鍍覆加工(增材加工),主要包括 電鍍、電鑄及電刷鍍三類。
26
ቤተ መጻሕፍቲ ባይዱ
6.4.1 電鑄
1. 電鑄的原理 電鑄的基本加工原理如下圖所示,將電鑄材料作為
陽極,原模作為陰極,電鑄材料的金屬鹽溶液做 電鑄液。在直流電源的作用下,陽極發生電解作 用,金屬材料電解成金屬陽離子進入電鑄液,再 被吸引至陰極獲得電子還原而沉積於原模上。當 陰極原模上電鑄層逐漸增厚達到預定厚度時,將 其與原模分離,即可獲得與原模型面凹凸相反的 電鑄件。
24
7. 數控展成電解加工 數控展成電解加工工具陰極形狀簡單(棒狀、球狀及條狀),設計製造方
便,且適用範圍廣,大大縮短了生產準備週期,因而可適應多品種、 小批量產品研製、生產的發展趨勢,可彌補電解加工在小量、單件加 工時經濟性差的缺點。 8. 微精電解加工 目前微精電解加工還處於研究和試驗階段,其應用還局限於一些特殊的 場合,如電子工業中微小零件的電化學蝕刻加工(美國IBM公司)、微 米級淺槽加工(荷蘭飛利浦公司)、微型軸電解拋光(日本東京大學)已 取得了很好的加工效果,精度已可達微米級。微細直寫加工、微細群 縫加工及微孔電液束加工,以及電解與超聲、電火花、機械等方式結 合形成的複合微精工藝已顯示出良好的應用前景。
特种加工第四章PPT课件
第12页/共35页
电解液的流速对电化学极化几乎没有影响,电化学极化仅仅取决于反应本 身,即取决于电极材料和电解液成分,此外还与温度、电流密度有关。温度升高, 反应速度加快,电化学极化减小。电流密度愈高,电化学极化越严重。
第13页/共35页
第14页/共35页
(五)金属的钝化和活化 • 在电解加工过程中还有一种叫做钝化的现象,它使金属阳极溶解过程的超电位升高,
使电解速度减慢。电解过程中的这种现象称阳极钝化(电化学钝化),简称钝化。 • 成相理论 吸附理论
第15页/共35页
•
使金属钝化膜破坏的过程称为活化。引起活化的因素很多。例如:把溶液
溶液,简称电解液。 NaCl→Na++Cl-
强电解质 弱电解质 NH3 CH3COOH
电中性
第3页/共35页
(三)电极电位
第4页/共35页
由于双电层的存在,在正、负电层之间,也就是金属和电解液之间形成电 位差。产生在金属和它的盐溶液之间的电位差称为金属的电极电位,因为它是金 属在本身盐溶液中的溶解和沉积相平衡的电位差,所以又称为平衡电极电位。
时测得的平衡电位,叫做标准电极电位。
•
离子活度又称为离子的有效浓度。a=fc
c为实际离子浓度,f为活度系数。
第7页/共35页
当有效离子浓度改变时,电极电位也随着改变,可用“能斯特公式”换算,
RT
上式中E表示平衡电极电位差,E0表示标准电极电位差,R和F分别表示气体
E E 2.3026 nF 常数和法拉第常0 数,T是绝对温度,n为参与电极反应的电子数。1889年由
第28页/共35页
特种加工__10第四章 电化学加工(2)
电解液参数对加工过程的影响
电解液参数: 成份、浓度、温度、酸度(PH值)及粘性。 浓度:NaCl 10~15%;NaNO3 20%;NaClO3 15~35% 温度:30~40℃ 酸度:会使金属的溶解条件变坏 粘性:影响电解液的流动 水的分解、蒸发及电解质的分解是影响电解质溶 液的浓度变化的主要原因 电解质溶液的质量分数和温度的变化直接影响加 工精度的稳定性。
电解液的流速和流向
电解液的流动是把氢气、金属氢化物等电解产物和 加工区域的热量带走,因此,必须有足够的流速。 流向有:正向流动、反向流动和横向流动三种。
出口处,由于有大量的氢气及氢氧化物,表面粗糙 度变差。
电解液出水口的布局
保证电解液流场的尽量均匀。即使不能 保证均匀,也必须保证没有死角。
二)精度成形规律
内容 端面平衡间隙 法向平衡间隙 侧面平衡间隙 平衡间隙理论的应用 影响加工间隙的其它因素
端面平衡间隙
= UR/va b= UR/vc
法向平衡间隙
将 vn=vccos 代 入 端 面 平衡间隙的计算公式有: n= UR/(vc cos)
结束
三)表面质量
表面质量包括表面粗糙度和表面物理化 学性质的改变
表面粗糙度 Ra1.25~0.16m 没有切削力和切削热的影响,不存在残余应 力、冷作硬化和烧伤等,不会产生塑性变形
影响表面质量的因素
1. 工件材料的合金成分、金相组织及热处 理状态对表面粗糙度影响很大 2. 工艺参数对表面质量有很大影响
电流密度、电解液流速、温度等
3. 阴极表面条纹、刻痕都会相应地伏引导 工件表面,要注意阴极表面的加工。 4. 阴极出液口设计和布局也极为重要,流 场不均匀会引起流纹,也可能引发火花 放电,损坏电极。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
涂镀加工的主要特点:
1 不需要镀槽。操作简单,机动灵活,可在现场就地施工。
2 可进行涂镀的镀液种类,可涂镀的金属种类多。例如金、 银、铜、铁、锡、镍、钨、铬等。
3 涂镀金属与基体的结合力比槽镀牢固。 4 因工件与镀笔之间有相对运动,故一般需要人工操作,很难 实现高效率的大批量、自动化生产。
涂镀技术的主要应用范围:
2 可以提高加工精度和表面质量。不会产生毛刺、裂纹、烧伤 等普通机械磨削经常产生的不利现象。
3 砂轮的磨损量少。例如磨削硬质合金,普通砂轮的磨损量通常 是磨除硬质合金的4-6倍,而电解磨削砂轮的磨损量只是磨除硬质 合金量的40-60%。
不足之处:加工刀具时刃口不易磨的很锋利;机床、夹具等需要 采取防腐措施;需要增加吸气、排气装置;需要直流电源和电解 液循环和过滤装置。
1 电化学加工过程
阳极铜片
阴极铜片
CuCl2 电解液中的电化学反应原理图
2 电解质溶液 凡是溶于水后能导电的物质称为电解质,电解质的水溶液 即为电解质溶液。
酸性电解质溶液 碱性电解质溶液 中性电解质溶液
3 电极电位
考虑如下两种实验场景
Zn
Cu
ZnSO4
CuSO4
产生在金属和它的盐溶液之间的电位差称为金属的电极电位, 它是金属在本身的盐溶液的溶解和沉积相平衡时的电位差,也称 平衡电极电位,其大小与金属的活泼性有关。
1 修复零件磨损表面、恢复几何尺寸、实施超差补救。
2 填补零件表面的划伤、凹坑、斑蚀、空洞等缺陷。例如机床 导轨、活塞液压缸等表面的修补。
3 大型、复杂、单个小批工件的表面镀镍、铜、锌、金、银等 防腐层、耐腐层等,用以改善表面性能。
四 电铸和涂镀(电镀)加工有何异同点?
相同点:两者的加工原理完全一样。
第四节 电铸、涂镀加工
一、电铸的基本原理
二、电铸的基本特点 1 能准确,精密的复制复杂型面和微细纹路; 2 能获得尺寸精度高、表面粗糙度小于Ra0.1um的复制品, 同一个原模(芯模)生产的电铸件一致性极好。
三 涂镀加工 涂镀加工又称为刷镀或无槽电镀。其基本加工原理如下
工件
电镀液
电镀电源
镀槽
电镀笔 脱脂棉套
§第四章 电化学加工
Electrochemical Machining
按照电化学加工的技术原理,可以分为:
1 电解加工:基于金属阳极的电化学溶解原理来去除多余 材料的减材制造工艺。 2 电镀、涂镀加工:基于金属阳离子的阴极电沉积原理的一 种增材制造工艺。
第一节 电化学加工原理及分类
一、电化学加工的基本原理
二 电解加工的电极反应
电解加工的电极反应相当复杂,而且影响因素众多。
1 电极反应 以NaCl溶液电解加工铁基合金为例,来讲述电解加工的电极反应
阳极反应
F e 2 e F e 2 u ‘ 0 .5V 9
F e 3 e F e3
u ‘ 0 .3V 23
4 O H 4 e O 2 u ‘ 0 .8V 67
不同点: 1、电铸加工需要芯模(原模),而电镀加工不需要; 2、电铸加工后电铸层需要和芯模(原模)脱离,而电镀加工
需要镀层金属和基体结合牢固;
3、一般说来,电铸层的厚度较厚,而电镀层或涂镀层较薄。
在电解加工中经常出现一种钝化现象,使得电解速度减慢。 例如,铁在硝酸钠溶液中电解时,如果极间间隙达到一定数值 后,铁的溶解速度就会显著下降,这就是钝化。
钝化形成的原因:金属与溶液作用后在金属表面形成了一层紧密 的极薄的膜,通常是由氧化物、氢氧化物或盐组成,从而使金属 表面失去了原来具有的活泼性质,使其溶解过程变慢。
考虑如下的实验场景
e
铁片
铜片
阳极铁片 e
e 阴极铜片
NaCl
NaCl
4 电极的极化
在电化学过程中通常发生两种极化现象:浓差极化和电化学极化
1)浓差极化:在电化学反应过程中,阳极金属不断溶解的条件之 一是生成的金属离子需要越过双电层,再向外迁移并扩散。然而, 离子迁移扩散的速度是有一定限度的。在外电场的作用下,如果 阳极表面的液层中的金属离子迁移扩散的速度较慢而来不及扩散 到溶液中去,就会在阳极表面造成离子堆积,引起电位值增大 (代数值增大),这就是浓差极化。
m KI t
V It
m KI t
V It
根据法拉第电解定律,电解溶解或析出的物质的量只与该物质的 电化学当量,电解电流和电解时间有关。在理论上不受电解液浓 度,温度,压力,电极形状等因素的影响,与上述诸因素无关。
实际金属蚀除量
理论计算蚀除1量00%
因此上述公式需要修正为:
m KI t V It
几点注意事项: 1 钝化电解液的成型精度高,对机床的腐蚀小,使用安全,但其 电流效率较低,蚀除速度较慢,生产率也较低。
2 NaClO3电解液有较强的氧化性,使用时要注意防火。
四 电解液的流速及流向
正向流动
反向流动 侧向流动
出水口布局对流场的影响
五 电解加工的基本规律*
1 金属的电化学当量和生产率的关系 电解时电极上溶解或析出的物质的量(质量m或体积v),与电解 电流I 和电解时间t成正比,即与电量Q成正比,其比例系数称为电 化学当量,这一定律即所谓的法拉第电解定律。
2)具有较高的加工精度和表面质量。
3)阳极反应的最终产物是不溶性的化合物。
2 电解加工常用的几种电解液
1)NaCl电解液 该电解液导电能力强,适用范围广,价格便宜,货源充足。其 电流效率接近100%。
2)NaNO3和NaClO3电解液 这两种电解液通常被称为“钝化电解液”或“非线性电解液”。 因为电解加工时加工速度和电流密度不成正比。
到目前为止,一种金属和它的盐溶液之间双电层的电极电位 还不能直接测定,但是可以用盐桥的办法测出两种不同电极 之间的电位差,生产实践中规定采用一种电极作标准和其他 电极比较得出相对值,称为标准电极电位。
通常采用标准氢电极为基准,人为规定它的电极电位为零。
课本P79页列出了多种元素的标准电极电位。即在25˚C时,把 金属放在此金属离子的有效质量份数为1g/L的溶液中,此金属 的电极电位与标准氢电极的电极电位之差,用U0表示。
电解加工的局限性: 1 不易达到较高的精度和稳定性; 2 工具电极(阴极)的设计制造很困难,不适合单件小批量生产;
3 电解加工附属设备较多,占地面积大,加工机床较贵;
4 电解产物需要妥善处理,否则会污染环境;
我国的一些专家提出选用电解工艺的三原则:1)适合于难加工 材料;2)适合于相对复杂零件的加工;3)适合于批量较大的工件 加工;上述三原则都满足时,电解加工工艺比较合理。
阳极铁片 e
e 阴极铜片
NaCl
在阴极上,由于水化离子的移动速度很快,因此阴极的浓差极化 很小,在电化学加工过程中一般不予考虑。
消除浓差极化的措施: 一般说来,凡是能加速阳极表面金属离子扩散与迁移的措施都能 在一定程度上改善浓差极化。
提高电解液的流动速度增加搅拌效果; 提高电解液的温度;
5 金属的钝化和活化
-
工具
+
工件
▲
电解液
电解加工原理图
电解加工的特点:
1 加工范围广; 2 电解加工的生产率较高,约为电火花加工的5-10倍;
3 表面质量良好,可以达到Ra1.25-2.5um和±0.1mm的加工精度;
4 由于加工中不存在机械切削力,因此不会产生因切削力引起 的残余应力和变形,也不会存在飞边和毛刺; 5 加工中工具阴极在理论上不会损耗,可长期使用;
对电流效率的讨论: 电流效率何时小于100%? 电流效率何时大于100%?
2 电流密度i和生产率的关系
VIt ViAt
hAiAt
va i
阴极
A
h
阳极
Va是金属阳极(工件)的蚀除速度。
3 间隙大小和蚀除速度的关系
I UR R
R A
I U RA
i UR va
va
UR
va
C
阴极
Δ A
阳极
4 端面平衡间隙
va
C
b
UR
VC
注意:端面平衡间隙出现在阳极表面法线与阴极进给方向夹角等于 零的位置。
5 法向平衡间隙
阴极
阳极
vc vn
vn vccos
b
UR
VC
n
V CC U O R Sb
1
cos
注意上式的使用范围
六 电解加工阴极设计方法之一——cosθ法
M
N
阳极(工件)型面
七 电解加工设备
使金属钝化膜破坏的过程称为活化。金属活化后,新鲜的金属 表面露出,可以进一步的参与电解过程,从而使加工速度提高。
二 电化学加工的分类
第一类 电解加工 第二类 电镀,涂镀和电铸加工 第三类 电化学与其他加工方法相结合的电化学复合加工工艺, 例如 电解磨削,超声电解等
第二节 电解加工
一 电解加工的过程及特点
结论:金属越活泼,其标准电极电位的代数值就越小,反之, 金属越不活泼,其标准电极电位的代数值就越大。
当金属离子的有效质量分数发生变化时,电极电位也随之 发生变化。 “能斯特”公式:
u'u0 0.059lga n
n: 金属电化学反应的化合价; a:离子的有效质量分数;
引出问题: 金属浸入其他任何电解液时会产生双电层和电位差吗?
对电解加工设备的基本要求
1 机床的刚性; 2 机床进给速度要稳定; 3 机床的防腐和绝缘; 4 安全措施:及时排除氢气和有毒气体;
第三节 电解磨削
一 电解磨削基本原理
进给 导电磨轮 电解液
电源
Hale Waihona Puke 工件导电磨削工作液
二 电解磨削的特点