小径管射线透照
厚壁小径管的射线检验特殊工艺
厚壁小径管的射线检验特殊工艺【摘要】厚壁小径管对接焊缝射线探伤有效的选择透照参数对提高缺陷的定位准确率和裂纹检出率,满足标准要求十分重要。
本文就厚壁小径管的射线检验特殊工艺进行阐述,仅供参考。
【关键词】X射线检验;焊接接头;小径管0 引言随着大容量高参数电站锅炉发展,面临着许多厚壁小径管高合金耐热钢小径管及其异种钢对接焊缝的检验问题。
如何合理地选择透照参数,以扩大电站厚壁管和高合金管对接焊缝双壁双影一次椭圆成像的检出范围,确保危险缺陷如:根部缺陷和裂纹等的检出率,以及如何有效跟踪底片检出范围和灵敏度具有十分重要意义。
对此从实践中依据理论基础找到良好的方法。
1 管电压的选择在适当的范围内,射线底片的对比度差值越大则各种缺陷细节显示越清晰,因此在黑度一定的范围内,底片对比度越大,发现缺陷的灵敏度就越高。
根据公式ΔD=-0.434γ.μ.ΔT,式中ΔD——底片对比度;γ——胶片对比度;μ——衰减系数;ΔT——被透工件厚度差。
在胶片和被透工件不变的情况下,若要增大对比度ΔD,就要增大衰减系数μ。
对于同一工件来说,μ=τ=KρΖ3λ,式中τ——吸收系数;K——常数;ρ——被照工件密度;Ζ——被透工件原子序数;λ——射线波长。
密度和原子序数是不变的,所以,若增大衰减系数必须增大射线波长λ。
由于λ=12.4/K.U,式中U管电压。
由以上分析可以得出,要提高底片对比度ΔD,就要降低管电压U。
但是对于厚壁小径管来说,厚度变化较大,为增大曝光宽容度,增大有效评片区,又必须提高电压,但同时也要考虑射线机的使用寿命。
常规做法,当工作负荷为满负荷的80%~90%时,可以有效延长X射线机的使用寿命。
时间得知,采用2505型X射线机透照,管电压为230kV,此时获得的底片质量较理想。
2 曝光量的选择一种情况:JB/4730.2-2005标准规定对管电压有上限要求,AB级射线检测技术曝光量不小于15mA.min。
由于曝光量可以长些选择管电压可以较低。
小口径管的无损检测工艺

小径管对接焊缝X射线检验技术探讨株洲科宏工程检测有限公司电站锅炉在安装过程中,小径管对接接头射线检验的工作量较大。
这些管道大多是在高温、高压的恶劣环境下工作,而焊缝是管道的薄弱环节,一旦发生泄漏或损坏,将造成不可估量的损失。
故对这类焊缝质量要求较高。
为有效的检出缺陷,保证焊缝质量,笔者在参与晋江热电厂2×50MW机组安装工程管道焊缝无损检测工作中,就小径管的射线检验,从透照方法、工艺条件及注意事项做如下综合探讨。
1 小径管对接焊缝透照方法小径管对接焊缝射线检验是一个特殊的变截面工件射线照相问题。
目前广泛采用的射线照相方法为角度法和平行移动法(偏心距法)。
1.1 角度法它是利用定向X射线机辐射场中的中心射线与管道成一定角度,使上、下焊缝叉开在底片上呈椭圆形显示。
此法在复杂条件下对焦方便。
晋江热电厂锅炉受热面80%以上焊口是现场组对安装,由于安装现场空间狭小、障碍物多,射线检验时,利用角度法对焦透照,能收到良好的透照效果。
1.2 平行移动法(偏心距法)它是利用定向X射线机辐射场中心射线两侧的射线与管道成一定角度,使上、下焊缝叉开在底片上呈椭圆形显示。
此法主要用于检测现场场地开阔,射线机平行移动方便,如水冷壁、屏过等焊口现场组对时,采用此法透照,效果较好,检测效率也高。
以上两种方法,虽然操作不同,但原理是一致的,即射线与焊缝纵断面成一定角度,角度法是求转动角α,平行移动法是求射线机平行移动距离S。
根据图1α=αrc tg(H+a)/ L2S=L1.(H+a)/ L2H a D E FL2SL1α图1使用角度法时,如无专用工具,单凭目测对焦,由于角度上的误差,经常发生前、后壁焊缝在底片上重合,难以区分前、后壁焊缝缺陷,或者前、后壁焊缝间隙过大透成“D”字影象,降低了前壁投影清晰度,影响缺陷的检出率。
平行移动法则完全避免了以上情况的发生。
从表1可以看到,平行移动射线机把△S控制在10mm左右,是完全可以办到的,但要把角度控制在1。
小径管环缝焊垂直成像投影长度浅析

小径管环缝焊垂直成像投影长度浅析摘要:本文主要通过NB/T20003.3-2010标准中对小径管环焊缝射线检测方法的解析,解剖检测工艺,分析小径管互成60°或120°三次透照垂直成像时在底片上的投影长度及适用范围,以期望给拍片、评片工作起到参考作用。
关键词:小径管、射线检测、垂直成像、一次透照长度、投影长度引言:小径管一般指管径D≤90mm(也有标准规定为D≤100mm)的管子,小径管在核岛、锅炉、压力容器等设备上应用广泛,一般采用焊接的方式实现小径管的连接,对于小径管焊接接头最常采用的无损检测方法是射线检验。
小径管因结构规格等原因,一般采用源在外双壁双影的检测方法。
因检测工艺的缺陷,小径管的透照厚度变化较大,拍摄出的底片黑度变化较大,满足黑度要求的范围较小,且各个标准中对小径管垂直透照的描述基本一致:互成60°或120°方向3次曝光;对细节方面没有过多描述,在实际检验过程中经常出现意见分歧。
1、小径管射线检验垂直成像工艺NB/T20003.3-2010标准中对小径管双壁双影透照的要求如下:当比值D0/t≤10,采用垂直成像方式,至少在互成60°或120°方向透照三次;当比值D0/>10,采用椭圆成像方式或垂直成像方式,椭圆成像至少应在互成90°方向透照两次;椭圆成像时,应控制影像开口宽度(上下焊缝投影最大间距)在1倍焊缝宽度左右。
本文仅讨论采用垂直成像方式检测时情况,垂直成像的透照如图1所示:图1、垂直成像示意图同时,NB/T20003.3-2010标准中的一些关键的通用要求如下:几何不清晰度Ug≤0.3;注1底片黑度:2.0-4.0(单片),2.7-4.5(双片)。
注2滤光板、增感屏、像质计等参数对本文中探讨的内容基本无影响,故不在此列举标准中的要求。
从垂直成像的原理可容易的得出以下结论:1)经过管子中心线的射线穿透的焊缝厚度最小,基本为两倍的焊缝厚度,在底片上成像的黑度最大;2)远离管子中心线的射线穿透的焊缝厚度大,在底片上成像的黑度小;2、一次透照长度及在底片上的投影长度2.1一次透照长度NB/T20003.3-2010标准规定,焊接接头的透照厚度比K应符合以下规定:环向焊接接头:1级,K≤1.06;2、3级,K≤1.1;纵向焊接接头:1级,K≤1.01;2、3级,K≤1.03;通过K值可精确的从理论上计算出检测时的一次透照长度,但显然不适用于垂直成像的方法,垂直成像时K值大于标准中的要求。
火电厂小管射线透照技术探讨
火电厂小管射线透照技术探讨摘要:具体描述了火力发电厂小管对接焊缝射线无损探伤的特点,以及在射线中分析焊缝缺陷定量的问题,探伤了小径管透照技术的特点。
关键词:小径管焊缝缺陷火力发电厂锅炉受热面,大部分是由小径管(D≤76mm)焊接组成。
焊缝的质量主要由射线照相的方法来控制。
射线照相采用双壁双投影透照成象工艺,这和大径管或平板焊缝的射线照相在成象方面有所不同。
大径管和平板焊缝质量的评定,是在焊缝中的缺陷和底片上的焊缝中的缺陷相差很小时进行评定的。
小径管焊缝受其曲率和透照方式的影响,焊缝中的缺陷投影后,底片上焊缝缺陷图像发生变化,焊缝纵断面上的每一点位置在底片上都有变化,其变化程度和位置有关。
如直接用标准对底片上的缺陷进行评定,就会使一些缺陷按未超标处理,而有些超标(或严重)缺陷没有得到处理而漏掉。
本文从小径管射线照相一次成象的特点和规律入手,简述焊缝缺陷定量时应注意的问题。
1、径管射线照相技术的特点从一般的射线照相技术观点可以认为,小径管对接焊缝射线照相是一个特殊的变截面工件射线照相问题。
常用射线照相方法为平移椭圆成象和角度椭圆成象法。
这两种方法在透照区内透照厚度变化很大,超过一般射线照相技术允许的范围,为了使成象达到规定的灵敏度、黑度和几何不清晰的要求,采用“高能量短时间和屏蔽”的透照工艺。
由于透照角度及小径管曲率的影响,射线穿过焊缝及管壁的各个部位厚度不同。
穿透厚度的最大值和最小值相差很大如图1所示,最大值为-(D-d)(D为外径,d为内径)根据射线衰减规律,使射线到达胶片的强度造成很大的差异,底片上的椭圆成象各个部位黑度值具有不同的特点。
小径管对接焊缝的纵截面为一个圆环,经射线照相后成椭圆环。
小径管对接焊缝射线照相一次成象是无数个椭圆环叠加组成的椭圆环图像。
椭圆长轴为小径管外径加2倍焊缝加强高,短轴长为2倍焊缝宽度加5-10mm。
2、缺陷长度确定采用双壁双投影椭圆成象法,胶片平放,由于几何变形,底片上焊缝缺陷长度和实际长度有差别,由图2可以看出离椭圆短轴越远,在底片焊缝缺陷长度和实际长度差越大。
小径薄壁管射线检测底片质量的保证

小径薄壁管射线检测底片质量的保证小径管射线检测双壁双影法影像开口尺寸的确定。
标签:小径管射线检测焦距焊缝宽度开口间距偏移量在对小径管焊缝的无损检测中,使用射线检测的手段越来越频繁,主要是射线检测其结果直观,可以存档,对缺陷定位方便快捷等优势。
因此随着射线使用频率的加大,对射线成像底片的质量要求也越来越高。
对小径管的射线检测以双壁双影的透照工艺为主,即在一次透照的前提下,使焊口在底片成像为椭圆形,从而可以检查焊缝前后的焊接质量。
那么如何能够完成好这个椭圆的一次合格成像呢,如果椭圆大了,焊口上表面成相严重变形,不能有效的检出缺陷,因为缺陷也随之变形,缺陷的大小难以掌握。
反之,椭圆小了,焊口上下两表面在成像时容易合并或重合,不能查出缺陷,或者,难以分辨出是上下哪个表面的缺陷。
根据《中华人民共和国无损检测行业标准JB/T4730.2-2005》对于双壁双影透照工艺的有关规定:“小径管采用双壁双影透照布置,当同时满足下列两条件时应采用倾斜透照方式椭圆成像:a)T(壁厚)≤8mm;b)g(焊缝宽度)≤D0/4。
椭圆成像时,应控制影像的开口宽度(上下焊缝投影最大间距)在1倍焊缝宽度左右。
”小径管主要分布在锅炉内部,射线检测工作场地复杂,千变万化,而射线机本身又较笨重。
射线工作的难度比较大。
主要是难于有效地把握规程中所要求的“影像的开口宽度(上下焊缝投影最大间距)在一倍焊缝宽度左右”的范围。
以往的工作往往是以目测为主,无法保证影像的开口宽度在一倍焊缝宽度左右。
射线透照距离也不可能每一次都一样,那么又如何保证底片成相符合规程中规定的影像的开口宽度(上下焊缝投影最大间距)在一倍焊缝宽度左右呢?要想使小径管上下两焊缝在底片上的影像呈椭圆形,且使影像的开口宽度(上下焊缝投影最大间距)在一倍焊缝宽度左右,必须使射线源也就是我们经常使用的射线机在垂直于焊缝方向上有一定的偏移。
偏移多少合适呢?通过理论计算和画图及实际工作的经验,发现偏移距离是与射线机与焊缝之间的距离、开口宽度、焊缝宽度及小径管的直径不同而改变的。
小径管x射线探伤[精解]
![小径管x射线探伤[精解]](https://img.taocdn.com/s3/m/7061f7c685254b35eefdc8d376eeaeaad1f316d7.png)
小径管X射线探伤外径Do≤100mm管子称小径管。
小径管通过焊接实现连接,是锅炉、压力容器等设备上广泛采用的工艺。
对小径管相互连接的对接焊缝的质量。
目前广泛采用射线检测技术进行检验。
一般采用双壁双影法透照其对接环缝。
按照被检焊缝在底口上的影像特征,又分椭圆成像和重叠成像两种方法,同时满足下列两条件即T(壁厚)≤8mm,g(焊缝宽度≤Do/4时,采用倾斜透照方式椭圆成像)不满足上述条件,或椭圆成像有困难,或为适应特殊需要(如特意要检出焊缝根部的面状缺陷)时,可采用垂直透照方式重叠成像。
小径管对接焊缝的透照厚度小直径管对接焊缝射线照相检验是一个变截面透视。
在小径管对接接头照相检验中,所选用的照距都远大于小直径管的径,可近似认为射线来平行入射,所以,确定透照参数的核心,是在一次透照厚度范围内正确地选取确定透照电压的厚度。
例如:透照Ф60x5的小径管,忽略焊缝的余高,透照厚度的变化见表表Ф60x5小径管透照厚度(mm)变化从表中可见x=0时最小,x=r时最大,但对于不同规格的小径管则其透照厚度变化相关于小径管的壁厚与外径和所处点与圆心的相对距离。
通常我们把一次透照范围内试件的最大厚度与最小厚度之比定义为试件厚度比,用Ks表示。
当Ks大于1.4时,可以认为属于大厚度比试件。
大厚度比对射线照相质量是不利的,其导致底片黑度差较大,从而影响射线照相灵敏度。
另外,厚度变化导致散射比增大,产生边蚀效应。
所以,应采用“高电压、大电流、短时间”X射线透照技术。
双壁双影椭圆成像技术小径管焊缝的射线探伤当其壁厚≤8mm,焊缝宽度≤Do/4时,一般采用斜透照方式椭圆成像。
透照时焦距一般选用700mm左右平移距离,按下式计算。
So=(b+g)L1/2 So-水平位移mm b-焊缝宽度m g-椭圆投影间距应控制椭圆影像的开口宽度在一倍焊缝宽度左右。
如偏心距太大,椭圆开口宽度过大。
窄小的根部缺陷(裂缝未焊透等)有可能漏检,或者因影像畸变过大,难于判断。
小径管射线检测浅谈

无损检测工作技术总结报考方法:RT论文题目:小口径管射线检测浅谈姓名:陈华生工作单位:南京金陵检测工程有限公司小口径管射线检测浅谈随着近年来制造行业趋势不断上升,射线检测作为无损检测方法的一个重要方法,射线检测具有与其它无损检测方法不可替代的优越性。
广泛应用于石油化工设备、管道安装、锅炉压力容器制造中等各行业的无损检测中。
而小口径管对接焊缝透照由于透照厚度在透照区内存在很大的变化,这给确定透照参数的确定带来了困难,根据小径管的对接焊缝透照的这一基本特点,确定透照参数的总的倾向是:采用较大的焦距和较高的透照电压。
以下介绍自己在实际工作中小口径管射线检测的一些实践经验和讨论:1、 小口径管焊缝椭圆成像快速对焦法:GB/T3323-2005标准规定,外径D 0≤100mm,公称厚度T ≤8mm 的管对接缝,若T/ D 0<,可采用双壁双投法,射线束的方向应使上下焊缝的影像在底片上呈椭圆显示,焊缝开口宽度在3~10mm 为宜,为此必须控制好几何参数,即射线的倾角不宜过大或过小,针对小口径管射线椭圆成像,现介绍一种准确控制射线倾角和焊缝椭圆影像开口宽度的快速对焦方法,从几何原理来讲,小口径管对接焊缝椭圆成像可以采用射线机平移法和倾斜法两种透照方式(图 1.),其基本几何原理可以用下式表示:图1.椭圆成像的几何原理(a.) 平移法 (b.) 倾斜法b =w x L L -12 (1); b =w tg L -θ2 (2) 式中:b :焊缝影象开口宽度;w : 焊缝宽度;1L :射线管焦点至管子表面的距离;2L :管子表面至胶片的距离;x :偏心距;θ: 射线倾斜角;用平移法透照时,要使焊缝椭圆影像开口间距b 为一指定值,射线机焦点至管子表面的距离1L 发生变化,偏心距x 也随之变化,否则b 将发生变化,现场操作起来比较麻烦;而采用倾斜法透照,只要保证射线倾角θ不变,焊缝椭圆影像开口间距b 就不会发生变化。
小径管射线透照
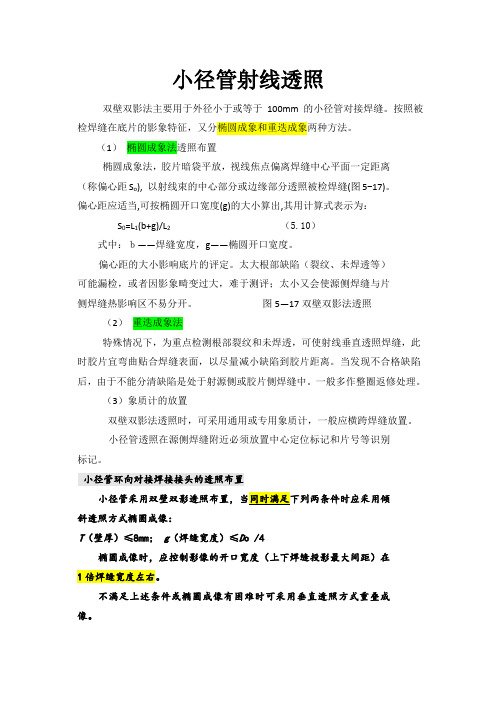
小径管射线透照双壁双影法主要用于外径小于或等于100mm的小径管对接焊缝。
按照被检焊缝在底片的影象特征,又分椭圆成象和重迭成象两种方法。
(1)椭圆成象法透照布置椭圆成象法,胶片暗袋平放,视线焦点偏离焊缝中心平面一定距离(称偏心距S o), 以射线束的中心部分或边缘部分透照被检焊缝(图5-17)。
偏心距应适当,可按椭圆开口宽度(g)的大小算出,其用计算式表示为:S0=L1(b+g)/L2(5.10)式中:b——焊缝宽度,g——椭圆开口宽度。
偏心距的大小影响底片的评定。
太大根部缺陷(裂纹、未焊透等)可能漏检,或者因影象畸变过大,难于测评;太小又会使源侧焊缝与片侧焊缝热影响区不易分开。
图5—17双壁双影法透照(2)重迭成象法特殊情况下,为重点检测根部裂纹和未焊透,可使射线垂直透照焊缝,此时胶片宜弯曲贴合焊缝表面,以尽量减小缺陷到胶片距离。
当发现不合格缺陷后,由于不能分清缺陷是处于射源侧或胶片侧焊缝中。
一般多作整圈返修处理。
(3)象质计的放置双壁双影法透照时,可采用通用或专用象质计,一般应横跨焊缝放置。
小径管透照在源侧焊缝附近必须放置中心定位标记和片号等识别标记。
小径管环向对接焊接接头的透照布置斜透照方式椭圆成像:T(壁厚)≤8mm; g(焊缝宽度)≤D o /4椭圆成像时,应控制影像的开口宽度(上下焊缝投影最大间距)在1倍焊缝宽度左右。
不满足上述条件或椭圆成像有困难时可采用垂直透照方式重叠成像。
小径管环向对接接头的透照次数小径管环向对接焊接接头100%检测的透照次数:采用倾斜透照椭圆成像时,当T/ Do≤0.12时,相隔90°透照2次。
当T/ Do>0.12时,相隔120°或60°透照3次。
垂直透照重叠成像时,一般应相隔120°或60°透照3次。
由于结构原因不能进行多次透照时,可采用椭圆成像或重叠成像方式透照一次。
鉴于透照一次不能实现焊缝全长的100%检测,此时应采取有效措施尽量扩大缺陷可检出范围,并保证底片评定范围内黑度和灵敏度满足要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
小径管射线透照
双壁双影法主要用于外径小于或等于100mm的小径管对接焊缝。
按照被检焊缝在底片的影象特征,又分椭圆成象和重迭成象两种方法。
(1)椭圆成象法透照布置
椭圆成象法,胶片暗袋平放,视线焦点偏离焊缝中心平面一定距离
(称偏心距S o), 以射线束的中心部分或边缘部分透照被检焊缝(图5-17)。
偏心距应适当,可按椭圆开口宽度(g)的大小算出,其用计算式表示为:
S0=L1(b+g)/L2(5.10)
式中:b——焊缝宽度,g——椭圆开口宽度。
偏心距的大小影响底片的评定。
太大根部缺陷(裂纹、未焊透等)
可能漏检,或者因影象畸变过大,难于测评;太小又会使源侧焊缝与片
侧焊缝热影响区不易分开。
图5—17双壁双影法透照(2)重迭成象法
特殊情况下,为重点检测根部裂纹和未焊透,可使射线垂直透照焊缝,此时胶片宜弯曲贴合焊缝表面,以尽量减小缺陷到胶片距离。
当发现不合格缺陷后,由于不能分清缺陷是处于射源侧或胶片侧焊缝中。
一般多作整圈返修处理。
(3)象质计的放置
双壁双影法透照时,可采用通用或专用象质计,一般应横跨焊缝放置。
小径管透照在源侧焊缝附近必须放置中心定位标记和片号等识别
标记。
小径管环向对接焊接接头的透照布置
斜透照方式椭圆成像:
T(壁厚)≤8mm; g(焊缝宽度)≤D o /4
椭圆成像时,应控制影像的开口宽度(上下焊缝投影最大间距)在
1倍焊缝宽度左右。
不满足上述条件或椭圆成像有困难时可采用垂直透照方式重叠成
像。
小径管环向对接接头的透照次数
小径管环向对接焊接接头100%检测的透照次数:采用倾斜透照椭圆成像时,当T/ Do≤0.12时,相隔90°透照2次。
当T/ Do>0.12时,相隔120°或60°透照3次。
垂直透照重叠成像时,一般应相隔120°或60°透照3次。
由于结构原因不能进行多次透照时,可采用椭圆成像或重叠成像方式透照一次。
鉴于透照一次不能实现焊缝全长的100%检测,此时应采取有效措施尽量扩大缺陷可检出范围,并保证底片评定范围内黑度和灵敏度满足要求。
理解:
(1)双壁双影椭圆成像的实施原则,即T(壁厚)≤8mm、g(焊缝宽度)≤Do /4
(2)椭圆成像有困难一般是指焦距不满足要求。
(3)小径管的透照次数与管外径和壁厚有关,与检测技术级别无关(4)规定小径管的透照次数的主要目的是控制透照厚度比
(5)结构:一般系指排管或盘管
应用:
(1)为控制影像的开口宽度应采用偏心法
(2)扩大缺陷可检出范围的有效措施一般包括:双胶片技术、适当提高管电压、窗口加滤波板
注意:当Do ≤20mm、T≥8mm 、g >Do /4
重点检查根部裂纹或未焊透时应采用垂直透照。