Dow Corning 3165
ASTM国际组织发布绿色会议标准

ASTM国际组织发布绿色会议标准
杨玮(译)
【期刊名称】《中国标准导报》
【年(卷),期】2012(000)004
【摘要】美国材料与试验协会(ASTM)最近发布了八项新的有关规划和管理可持续性环境活动的会议标准。
这些标准将会给会议、活动策划者及其供应商提供具体的指导方针和评价指标,以创造可持续性环境或“绿色”活动。
【总页数】2页(P49-50)
【作者】杨玮(译)
【作者单位】不详
【正文语种】中文
【中图分类】TG142.71
【相关文献】
1.ASTM国际组织拟制定空气质量传感器评估标准
2.ASTM国际组织发布ASTMD8185—2018使用中润滑剂粘度测量指南
3.PTA国家标准、ASTM标准发布实施
4.中国石化石油化工科学研究院制定的ASTM国际组织标准获正式发布
5.ASTM国际组织制定了纳米技术语标准
因版权原因,仅展示原文概要,查看原文内容请购买。
Dow Corning 品牌胶水 封装剂双部分室温潮湿愈合类说明书
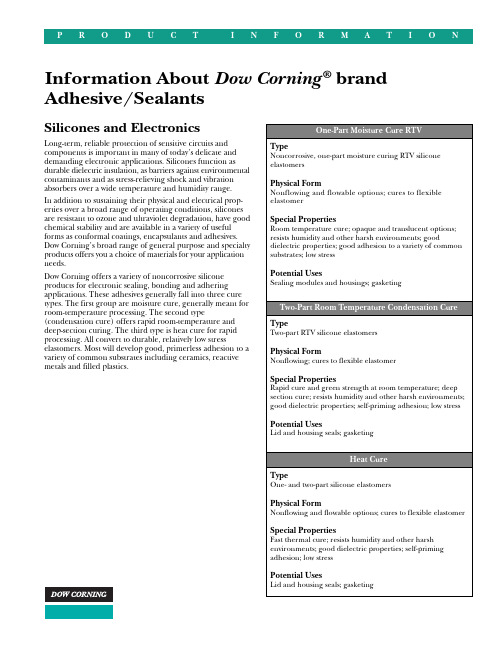
Information About Dow Corning ® brand Adhesive/SealantsSilicones and ElectronicsLong-term, reliable protection of sensitive circuits and components is important in many of today’s delicate and demanding electronic applications. Silicones function as durable dielectric insulation, as barriers against environmental contaminants and as stress-relieving shock and vibration absorbers over a wide temperature and humidity range.In addition to sustaining their physical and electrical prop-erties over a broad range of operating conditions, silicones are resistant to ozone and ultraviolet degradation, have good chemical stability and are available in a variety of useful forms as conformal coatings, encapsulants and adhesives.Dow Corning’s broad range of general purpose and specialty products offers you a choice of materials for your application needs.Dow Corning offers a variety of noncorrosive silicone products for electronic sealing, bonding and adhering applications. These adhesives generally fall into three cure types. The first group are moisture cure, generally meant for room-temperature processing. The second type(condensation cure) offers rapid room-temperature and deep-section curing. The third type is heat cure for rapid processing. All convert to durable, relatively low stresselastomers. Most will develop good, primerless adhesion to a variety of common substrates including ceramics, reactive metals and filled plastics.TYPICAL PROPERTIESThese values are not intended for use in preparing specifications.Specification Writers: Please obtain copies of the Dow Corning Sales Specifications for these products and use them as a basis for your specifications. They may be obtained from any Dow Corning Sales Office, or from Dow Corning Customer Service in Midland,MI. Call (517) 496-6000.HEAT CURE TIMESCURE CONDITIONSOne-Part Moisture Cure RTVThe one-part moisture cure adhesives (838, 839, 3165, 3145,3140 and 3-1744) are generally cured at room temperature and in a range of 30 to 80 percent relative humidity. Greater than 90 percent of their full physical properties should be attained within 24 to 72 hours depending on the product chosen. Materials and parts can be handled in much shorter times of about 10 to 120 minutes depending on the product chosen and the amount of material used per part. These materials are not typically used for highly confined or deep section cures. Materials will generally cure about 0.25 inch per seven days from any exposed surface. Cure progresses from the outer surface and is dependent on the moisture in the air. Working time is generally a few minutes to an hour for these products until a surface skin begins to form. Mild heat acceleration of the cure rate may be possible but temperatures above 60°C (140°F) are not recommended.Two-Part Room Temperature Condensation CureDow Corning ® Q3-6093 Silicone Adhesive is the only two-part condensation curing product. Once mixed, cure progresses rapidly at room temperature. Good strength is attained within an hour but full properties are not reached for anumber of days. Q3-6093 adhesive contains its own source of moisture and cure progresses evenly throughout the material.Deep section or confined cures are possible however (see “Reversion”). Working time is only a few minutes.Heat CureThe addition curing adhesives (577, 3-6876, 3-6611 and 3-6265) should be cured at 100°C (212°F) or above. The cure rate is rapidly accelerated with heat (see cure schedulesin table). For thicker sections or if voiding is observed, a 30 minutes pre-cure at 70°C (158°F) may reduce voids in the elastomer. Addition-curing materials contain all the ingredients needed for cure with no byproducts from the cure mechanism. Deep section or confined cures arepossible. Cure progresses evenly throughout the material.These adhesives generally have long working times.PREPARING SURFACESAll surfaces should be thoroughly cleaned and/or degreased with Dow Corning ®brand OS Fluids, naphtha, mineral spirits,methyl ethyl ketone (MEK) or other suitable solvent.Solvents such as acetone or isopropyl alcohol (IPA) do not tend to remove oils well, and any oils remaining on the surface may interfere with adhesion. Light surface abrasion is recommended whenever possible, because it promotes good cleaning and increases the surface area for bonding. A final surface wipe with acetone or IPA is also useful.Different cleaning techniques may give better results than others. Users should determine the best techniques for their applications.ADHESIONDow Corning silicone adhesives are specially formulated to provide unprimed adhesion to many reactive metals,ceramics and glass, as well as to selected laminates, resins and plastics. However, good adhesion cannot be expected on nonreactive metal substrates or non-reactive plastic surfaces such as Teflon ®, polyethylene or polypropylene. Special surface treatments such as chemical etching or plasma treatment can sometimes provide a reactive surface and promote adhesion to these types of substrates. Dow Corning ®brand primers (see “Primer Selection Guide”) can be used to increase the chemical activity on difficult substrates.2P5200 Red is a low-VOC alternative to 1200 Red.3P5204 is a low-VOC alternative to 1204.4The lower VOC value is for states and air quality management districts that have recognized volatile methylsiloxanes as VOC exempt.PRIMER SELECTION GUIDEThese values are not intended for use in preparing specifications.Poor adhesion may be experienced on plastic or rubber substrates that are highly plasticized, because the mobile plasticizers act as release agents. Small-scale laboratory evaluation of all substrates is recommended before production trials are made.In general, increasing the cure temperature and/or cure time will improve the ultimate adhesion.SUBSTRATE TESTINGDue to the wide variety of substrate types and differences in substrate surface conditions, general statements on adhesion and bond strength are impossible. To ensure maximum bond strength on a particular substrate, 100 percent cohesive failure of the adhesive in a lap shear or similar adhesive strength test is desired. This ensures compatibility of the adhesive with the substrate being considered. Also,this test can be used to determine minimum cure time or can detect the presence of surface contaminants such as mold release agents, oils, greases and oxide films.USEFUL TEMPERATURE RANGESFor most uses, silicone elastomers should be operational over a temperature range of -45 to 200°C (-49 to 392°F) for long periods of time. However, at both the low and high temperature ends of the spectrum, behavior of the materials and performance in particular applications can become more complex and require additional considerations.For low-temperature performance, thermal cycling to conditions such as -55°C (-67°F) may be possible, butperformance should be verified for your parts or assemblies.Factors that may influence performance are configuration and stress sensitivity of components, cooling rates and hold times, and prior temperature history.At the high-temperture end, the durability of the cured silicone elastomer is time and temperature dependent. As expected, the higher the temperature, the shorter the time the material will remain useable.COMPATIBILITYCertain materials, chemicals, curing agents and plasticizers can inhibit the cure of addition cure adhesives. Most notable of these include:•Organotin and other organometallic compounds •Silicone rubber containing organotin catalyst •Sulfur, polysulfides, polysulfones or other sulfur-containing materials•Amines, urethanes or amine-containing materials •Unsaturated hydrocarbon plasticizers •Some solder flux residuesIf a substrate or material is questionable with respect to potentially causing inhibition of cure, it is recommended that a small scale compatibility test be run to ascertain suitability in a given application. The presence of liquid or uncured product at the interface between the questionable substrate and the cured gel indicates incompatibility and inhibition of cure.MIXING AND DE-AIRINGUpon standing, some filler may settle to the bottom of the liquid containers after several weeks. To ensure a uniform product mix, the material in each container should be thoroughly mixed prior to use.1Clear only.2Gray only.3UL746C Approved.LISTINGS AND SPECIFICATIONSDow Corning Corporation Midland, Michigan 48686-0994Dow Corning and Sylgard are registered trademarks of Dow Corning Corporation.Teflon is a registered trademark of E.I. du Pont de Nemours Co.©2000 Dow Corning Corporation. All rights reser ved.Printed in USAAGP4781Form No. 10-911A-01Two-part materials should be mixed in the proper ratio (1:1or 10:1) either by weight or volume. The presence of light colored streaks or marbling indicates inadequate mixing.Automated airless dispense equipment can be used toreduce or avoid the need to de-air. If de-airing is required to reduce voids in the cured elastomer, consider a vacuum de-air schedule of >28 inches Hg for 10 minutes or until bubbling subsides.REVERSIONWhen two-part condensation curing materials with organo-tin catalysts, such as Q3-6093 adhesive, are cured in confinement (especially in deep section) and are later subjected to high heat conditions, can potentially revert back from a cured elastomer to a flowable polymer.Although this condition is unusual, parts using Q3-6093adhesive should be thoroughly tested in accelerated temperature conditions for this potential limitation.SOLVENT EXPOSUREWhen liquid or vapor solvent or fuel exposure can occur in an application, the silicone adhesives discussed in thisbrochure are intended only to survive splash or intermittent exposures. They are not suited for continuous solvent or fuel exposure. Testing should be done to confirm performance of the adhesives under these conditions.STORAGE AND SHELF LIFEShelf life is indicated by the “Use Before” date found on the product label.For best results, Dow Corning RTV adhesives should be stored at or below 25°C (77°F). Special precautions must be taken to prevent moisture from contacting these materials.Containers should be kept tightly closed and head or air space minimized. Partially filled containers should be purged with dry air or other gases, such as nitrogen.Dow Corning heat-cure adhesives should also be stored at or below 25°C (77°C). Containers should be kept tightly closed and kept in cold storage at all times to extend shelf life.LIMITATIONSThese products are neither tested nor represented as suitable for medical or pharmaceutical uses.PACKAGINGIn general, Dow Corning adhesives/sealants are supplied in nominal 0.45-, 3.6-, 18- and 200-kg (1-, 8-, 40- and 440-lb)containers,net weight. Not all products may be available in all packages and some additional packages, such as a bladder packs or tubes, may be available for certain coatings and package sizes.SAFE HANDLING INFORMATIONPRODUCT SAFETY INFORMATION REQUIRED FOR SAFE USE IS NOT INCLUDED. BEFORE HANDLING,READ PRODUCT AND MATERIAL SAFETY DATA SHEETS AND CONTAINER LABELS FOR SAFE USE, PHYSICAL AND HEALTH HAZARD INFORMATION. THE MATERIAL SAFETY DATA SHEET IS AVAILABLE FROM YOURDOW CORNING REPRESENTATIVE, OR DISTRIBUTOR,OR BY WRITING TO DOW CORNING CUSTOMER SERVICE, OR BY CALLING (517) 496-6000.WARRANTY INFORMATION – PLEASE READ CAREFULLYThe information contained herein is offered in good faith and is believed to be accurate. However, because conditions and methods of use of our products are beyond our control,this information should not be used in substitution for customer’s tests to ensure that Dow Corning’s products are safe, effective, and fully satisfactory for the intended end use. Dow Corning’s sole warranty is that the product will meet the Dow Corning sales specifications in effect at the time of shipment. Your exclusive remedy for breach of such warranty is limited to refund of purchase price or replace-ment of any product shown to be other than as warranted.Dow Corning specifically disclaims any other express or implied warranty of fitness for a particular purpose or merch-antability. Unless Dow Corning provides you with a specific,duly signed endorsement of fitness for use, Dow Corning disclaims liability for any incidental or consequential damages.Suggestions of uses should not be taken as inducements to infringe any particular patent.。
tc5021

DC7091 白/黑/灰 不流动 UL-94HB 22 电子元件的固定粘合
DC730 白 不流动 UL-94V0 20.6 元器件的粘合与固定
DC780 白/透明 不流动 UL-94V0 20 电子元器件的固定与粘接
DC3165 灰色 不流动 UL-94V0 19.9 密封模块及外盒中的缝隙,对元件增加机械稳定性在印刷电路板上组装元件。在线路和导电接脚及周围进行密封
温固化或加热加速固化。
TC-5021用途:
用于刚性和柔性电路板的保护涂料。这种快速固化、单组份、自粘性涂料,固化后形成柔韧的透明的弹塑性
涂料,是印刷线路板使用的理想材料,尤其是要求坚韧和抗磨损的线路板。
==TC-5021使用:
通过喷涂、刷涂、流动、浸渍或自动化选择性方法涂覆。对于喷涂法建议稀释到60%.对于浸渍涂法,材料可
DC3-1944 透明/白/黑 1100 UL-94V0 16.7 尖脚焊接点覆盖,对较薄的部分灌封。
DC31高的黏度,用途同3-1944
DC1-2577 无色 725 UL-94V0 15.8 用于刚性及柔性电路板的保护涂料。
DC1-2620 无色 135 UL-94V0 17.7 用于刚性及柔性电路板的保护涂料。
184 无 3900 UL-94V0 21.2
186 半透明 65000 UL-94V0 17.7
SE4490 白色 500000 UL-94V0 35 电子热源和散热器之间的间隙充填材料
SC102 白色 不流动 UL-94V1 217
DC340 白色 不流动 UL-94V1 8.3
DC838 白色 不流动 UL-94V0 19.3
道康宁SYLGARD160灌封胶道康宁SYLGARD170灌封胶
道康宁SYLGARD 160灌封胶道康宁SYLGARD 170灌封胶恩讯浦科技有限公司代理销售道康宁(Dow Corning)全系列产品美国道康宁SYLGARD 160A B双组分灌封胶产品介绍:美国道康宁要用法• 浇灌和密封类型• 双组分硅酮弹性体概述SYLGARD 160硅酮弹性体制供货时是一种双组分的套装材料,它由A、B两部分液体组分组成。
A组是灰色的,B组分是微黄色的,以便于识别和检查它们是否彻底混合。
当两组分以1:1重量比或体积比充分混合时,混合液体会固化为柔性弹性体,本产品适用于电气/电子产品的灌封和密封。
SYLGARD 160 硅酮弹性体可在室温下固化,也可在高温下加速固化。
适用期限和室温下固化时间与采用的材料数量无关。
固化时材料无时显的收缩和温升SYLGARD 160 硅酮弹性体完成UL“塑料材料的可燃性试验”,通过UL 94 V-0级认证。
:美国道康宁SYLGARD 170 A B恩讯浦科技有限公司代理销售道康宁(Dow Corning)全系列产品产品介绍:美国道康宁SYLGARD 170 A 和B 硅酮弹性体供货时是一种双组分的套装材料,它由 A 、B 两部分液体组分组成。
A 组分是黑色的,B 组分是微黄色或米黄色的,以便于识别和检查它们是否完全混合。
当两组分以1 : 1 的重量比或体积比充分混合时,混合液体会固化为软性弹性体,本产品理想地适用于电气/电子产品的灌封和密封。
本产品可在室温下完全固化,也可在高温下加速固化以满足快速生产的要求。
SYLGARD 170 A 和B 硅酮弹性体的特性和优点如表 1 所示。
用途由于SYLGARD 170 A 和B 硅酮弹性体具有许多特点,而且成本较低、使用方便,因而是各种电气/电子灌封或密封应用的理想选择。
A、B 两组分以1 : 1 的比例混合,这种混合系统较为精确,而对按重量或体积配比时较小的误差并不很敏感。
同时,这种系统能理想地适用于自动混合与配制设备和大量生产应用。
食品添加剂指定标准 食品添加剂 乙氧基喹.doc

食品添加剂乙氧基喹1 范围本标准适用于以对氨基苯乙醚及丙酮为原料,在触媒和加热反应条件下合成的食品添加剂乙氧基喹。
产品为黄色至红色液体,在光照和空气中长期放置逐渐变为暗棕色液体,但不影响其抗氧化作用。
2 结构式、分子式和相对分子质量2.1 结构式2.2 分子式C14H19NO2.3 相对分子质量217.313 技术要求应符合表1的规定。
表1附 录 A检验方法A.1 一般规定除非另有说明,在分析中仅使用确认为分析纯的试剂和GB/T 6682-2008中规定的水。
分析中所用标准滴定溶液、杂质测定用标准溶液、制剂及制品,在没有注明其他要求时,均按GB/T 601、GB/T 602、GB/T 603的规定制备。
本试验所用溶液在未注明用何种溶剂配制时,均指水溶液。
A.2 鉴别试验1mg 试样溶于10mL 乙腈中,在紫外灯下观察,能显示出强烈的荧光。
A.3 乙氧基喹含量的测定A.3.1 分析步骤将200mg 试样置于一150mL 烧杯中,加入50mL 冰乙酸,混合均匀,立即用浓度为0.1 mol/L 的高氯酸标准溶液滴定,用电位滴定仪确定滴定终点。
【注意:处理高氯酸溶液在通风橱中进行】同时做空白试验,进行必要的校正。
每毫升0.1 mol/L 高氯酸标准溶液相当于21.73mg 乙氧基喹(C 14H 19NO )。
A.3.2 结果计算乙氧基喹含量X 1按式(A.1)计算:1002173.0X 1⨯⨯⨯=mV c ……………………………(A.1) 式中:X 1——试样中乙氧基喹的含量,%;c ——高氯酸标准溶液的浓度,单位为摩尔每升(mol/L );V ——高氯酸标准溶液消耗的体积,单位为毫升(mL );m ——乙氧基喹试样的质量,单位为克(g );0.2173——消耗1mL 浓度为1 mol/L 高氯酸标准溶液的乙氧基喹的质量。
实验结果以平行测定结果的算术平均值为准。
A.4 乙氧基喹相关杂质的测定A.4.1 方法提要测定的是乙氧基喹的低沸点单体和高沸点二聚体、三聚体和寡聚体。
dowcorning树脂和中间体

427 800
538 1000 650 1200
427 800
80
805
80
840
60
50 806A
50 805
50
805
60
®
217 220
233 249
°C °F 260 500
100 315 600
100
315 600 100
427 800 100
/coatings
Dow Corning
123
1 121°C (250°F)
121-204°C (250-400°F)
760°C (1400°F)
204-316°C (400-600°F)
316-427°C (600-800°F)
427-538°C (800-1000°F)
5314
®
47 6 75 n/a 15002500
52 1 70 2.0/1 20004000
52 5 71 1.3/1 20004000
63 5 71 0.6/1 20004000
51 6 75 2.7/1 15002500
65 15-18
58 0.5/1 8001300
54 15-18
67 1.0/1 10001500
46 35 68 3.3/1
100
VOC , g/l (lb/gal) °C (°F)
1.34 138 (280)
1 2 3
4 1.5 g
5 6 7
SiO2 100%
135°C 275°F
3
EPA 24
100
1.33 138 (280)
Q3-6611
溶剂暴露 在本资料表中所讨论的硅酮粘合剂仅可抵受在作业 过程中发生的液体、溶剂或燃料的溅洒或间隔性的 暴露,这些粘合剂不适宜连续性的溶剂或燃料暴 露,应预先进行测试,以确定粘合剂在特定环境下 的作业性能。
尽管我们的追踪记录不是千年之久,但我们生产用 于电子产品的粘合剂几乎是从电子产品问世就开始 的,许多道康宁公司的产品已被持续使用30年或更 久,并且至今依旧适用,证明了硅酮粘合剂用于电 子产品的合适性。硅酮长期以来一直被作为耐用的 介电绝缘体,可以起到抵御环境中污染物的屏障作 用,以及对冲击和振动所产生应力的吸收作用,并 可在广泛的温度、湿度及其恶劣环境条件下保持其 物理特性和电学特性。
快速表干时间;无腐蚀性;精炼型
EL, LCD 模块组装
快速表干时间;无腐蚀性;耐热温度达275°C
密封护套式加热管尾端
快速表干时间;无腐蚀性;精炼型
密封电子仪器设备和模块;固定电路板零件
快速表干时间;无腐蚀性;精炼型
电路板零件修复;LCD模块组装
快速表干时间;无腐蚀性;精炼型,UL 94HB (仅黑色) LCD模块组装;LED模块组装;灌封
设备推荐 通过很多年提供用于电子产品的保护材料,道康宁 已经与世界上主要设备供应商结成了强大的联盟。 我们刚刚与其他九个一流公司联合发起了“外部设 备供应商联盟”。通过这些合作,既节约时间又节 省费用,保证材料和工艺的最优化的整合。
咨询技术专家 请我们的专家参观您的生产设施,或者加入我们的 全球应用中心,来一起研究您的材料和工艺的需 求。我们也可以为您的员工提供研讨会和培训,使 他们更有知识地工作。利用道康宁提供的材料、工 艺、设备整合解决方案,您可以在更少的时间内生 产出更多的模具和组件,成本更低,停工次数更 少,客户拒收货物更少。
欧盟颁布食品污染物最高限量新法
欧盟颁布食品污染物最高限量新法
佚名
【期刊名称】《《农产品市场周刊》》
【年(卷),期】2007(000)025
【摘要】欧盟宣布,关于食品污染物最高限量的新法规(ec1881/2006号条例)自2007年3月1日起正式生效,原ec466/2001号食品污染物法规同时废止。
据悉,此次欧盟关于食品污染物最高限量的新法规对硝酸盐、真菌毒素、重金属、二噁英及类二噁英多氯联苯、三氯丙醇等6大类食品污染物作出了最高限量要求。
【总页数】1页(P1)
【正文语种】中文
【中图分类】F767.2
【相关文献】
1.欧盟颁布果汁标准新法规:禁止在纯果汁中添加糖 [J],
2.欧盟颁布食品污染物最高限量的食品新法规 [J], 张研博(译)
3.欧盟将颁布果汁标准新法规 [J],
4.欧盟颁布纤维名新法规5月生效 [J],
5.欧盟颁布果汁标准新法规:禁止在纯果汁中添加糖 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。