制程检验规范
制程检验作业规范
版本
更改类型
生效日期
更改内容
会签部门:
品质:工程:
采购:业务:
研发: DCC:
生产 :PMC:
行政:财务:
制作:
审核:
批准:
1.目的
规范制程检验作业方法,确保产品品质满足客户要求。
2.适用范围
制程检验作业流程。
3.定义
首件:指生产线量产前由生产制作样品的检查。
随机抽样:抽取的样品反映每一个生产时段产品品质。
6.4.3但制程巡检不良率超过3%,IPQC应填写“品质异常矫正单”、连同不良品给个责任部门进行原因分析,责任部门应制定纠正与预防措施,IPQC须加以追踪及效果确认。
6.4.4如产品缺陷无法判断,则应及时呈报班长。
6.4.5不合格品的处理具体依据“不合格品处理程序”作业,纠正与预防措依据“纠正与预防措施控制程序”作业。
品质检验:通过对产品质量进行观察和判断,适当时结合测量、试验进行的符合性评价。
巡检:按一定的时间间隔1H/1次,定期巡回检查:指定专人作在线管制项目定期检查。
抽样:是从要检验的一批产品中,随机抽取一部分产品检验,根据样品的质量,对产品批做出是否合格的判断。
4.作业方法
4.1岗位职责规定如下:
4.1.1工程师或其代理人负责首件确认,不良缺陷确认和判定,预防措施发出及跟进主管指定的其它工作。
8.作业流程图
4.2.4首件检查确认资料: 1) 制造通知单 2) 产品承认书
4.3定期巡回检查:由IPQC巡检人员依规定之点检频率进行抽样检查,巡回检查内容: 依产品管制计划内容检查.
1) 作业指导书是否正确?
2) 作业者是否依作业指导书作业?
3) 机械设备、治工具是否正确使用?
制程检验规范
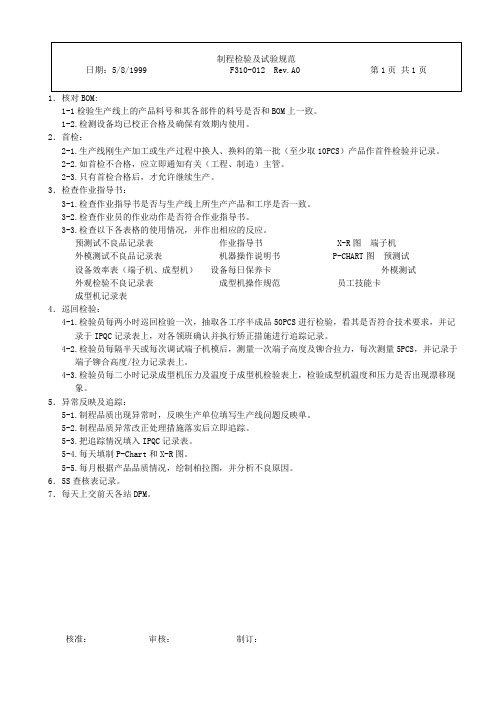
1.核对BOM:1-1检验生产线上的产品料号和其各部件的料号是否和BOM上一致。
1-2.检测设备均已校正合格及确保有效期内使用。
2.首检:2-1.生产线刚生产加工或生产过程中换人、换料的第一批(至少取10PCS)产品作首件检验并记录。
2-2.如首检不合格,应立即通知有关(工程、制造)主管。
2-3.只有首检合格后,才允许继续生产。
3.检查作业指导书:3-1.检查作业指导书是否与生产线上所生产产品和工序是否一致。
3-2.检查作业员的作业动作是否符合作业指导书。
3-3.检查以下各表格的使用情况,并作出相应的反应。
预测试不良品记录表作业指导书 X-R图端子机外模测试不良品记录表机器操作说明书 P-CHART图预测试设备效率表(端子机、成型机)设备每日保养卡外模测试外观检验不良记录表成型机操作规范员工技能卡成型机记录表4.巡回检验:4-1.检验员每两小时巡回检验一次,抽取各工序半成品50PCS进行检验,看其是否符合技术要求,并记录于IPQC记录表上,对各领班确认并执行矫正措施进行追踪记录。
4-2.检验员每隔半天或每次调试端子机模后,测量一次端子高度及铆合拉力,每次测量5PCS,并记录于端子铆合高度/拉力记录表上。
4-3.检验员每二小时记录成型机压力及温度于成型机检验表上,检验成型机温度和压力是否出现漂移现象。
5.异常反映及追踪:5-1.制程品质出现异常时,反映生产单位填写生产线问题反映单。
5-2.制程品质异常改正处理措施落实后立即追踪。
5-3.把追踪情况填入IPQC记录表。
5-4.每天填制P-Chart和X-R图。
5-5.每月根据产品品质情况,绘制柏拉图,并分析不良原因。
6.5S查核表记录。
7.每天上交前天各站DPM。
核准:审核:制订:。
制程检验作业规范

1.目的制程产品的量测与监控,以验证产品符合要求。
2.范围凡本公司制程过程中产品均包括在内。
3.定义(无)4.权责4.1品质部:制程中产品的量测与监控。
4.2生产部:制程中首件产品的送检。
5.作业程序5.1制程产品检验采用首件检验和巡检方式。
5.2 首件检验5.2.1首件检验时机当生产线每日上班开机时、交接班时、不同批换料时、异常处理后。
5.2.1 外观、性能检验首件检验由IPQC按对应《产品工艺流程》中的要求逐一检验。
若发生不合格依《不合格控制程序》处理。
5.2.4检验记录首件检验结果记录于《首检记录表》中,需由IPQC确认结果。
若量测结果符合对应的要求,方可继续生产;若不能符合要求,则须调机或停线,直到符合要求为止。
5.3制程巡检5.3.1巡检时机从生产线开机至产线全部停止生产的整个生产过程,IPQC必须全程在生产线监督指导生产,巡检项目为产线品质记录、量测。
5.3.2外观、性能检验外观、性能检验由IPQC按对应《产品工艺流程图》中的要求逐一检验。
若发现异常时立即通知产线组长和工程师,查找根本原因并改善,若无法当时现场改善需停线处理时巡检人员开立《异常处理报告》查找根本原因,记录于《制程品质检查记录表》巡检报告,并巡检人员及时通知生产与品质主管。
详见《不合格控制程序》。
5.3.3检验记录/频次IPQC每次检验外观抽检10PCS、功能检测5PCS,2小时巡检一次;每2小时在《制程品质检查记录表》记录一次品质状况。
5.4异常管控IPQC在制程巡检过程中发现如有因原材不良或机台、异常导致产品使用功能缺陷或严重影响产品外观时,需开立《异常处理报告》,并及时知会生产现场主管,要求生产人员停止生产进行改善,对己生产不良品要求生产人员进行隔离。
详见《不合格控制程序》。
6.相关资料6.1不合格控制程序6.2产品工艺流程7.表单7.1首检记录表7.2巡检记录表7.3异常处理报告。
制程检验规范

产品(半成品、成品).3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:指对生产过程中影响产品品质的因素进行随机抽样检验、确认。
4.职责4.1品管部4。
1.1 负责制程中产品外观、检验流程、检验标准、检验规范、检验站的编制和设置.4.1。
2 IPQC:负责对产品、物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常之追踪与确认;主导不合格品或异常品管问题的提出、跟进、落实、效果确认.4。
1.3 FQC:负责制程中产品外观、产品指定项目的全检。
4.1.4 测试员:负责制程中产品接地、耐压、点亮的全检4。
2工程部4.2.1 参与新产品、试产、设计变更首件的确认,负责制程中产品电气、结构、功能、测试标准,品质异常、不合格品原因的分析及改善对策的提出。
4.2.2 负责制程中产品SOP的制定,工装夹具制作,工艺跟进改善,产能效率的提升,结构性能异常的跟进与落实。
4。
2。
3 负责制程中仪器、设备测试规范的制定;机器、设备、仪器、仪表、治夹具、工具运行状况的监控,设备的正常运转的巡视及日常保养工作监管。
4。
3 业务部:参与新客户第一次生产及客户要求变更后首次生产时首件的确认.4.4 生产部4。
4.1 负责首件的制作与送样确认,自验互检。
4.4.2 制程中5M1E 的落实及制造过程的监控,配合IPQC与PIE的工作;品质异常的受理与改善,改善对策的具体实施。
5.作业内容5.1生产、检验前作业准备5.1.1生产部门5。
1.1.1生产部门在开拉生产前进行自我核查,发现不合格品及异常,采取措施立即纠正,再行生产。
5.1.1。
2 生产部门开拉生产前需查核领用物料是否与制令工单相符,是否有相应的BOM、或样品,工作环境是否符合产品生产需求,各作业工站是否悬挂相应的SOP,人员对作业方法、产品品质是否清楚了解。
【首件确认报告】、【耐压/极性测试记录表】5。
1.1.3 机器、设备、作业工具是否处于正常状态,风批、电批扭力设置是否正确符合作业需求.5。
制程检验规范
停线时机:
5.4.1新产品未制作首件未经确认而批量投产时。
5.4.2正常生产时不良率超过5%时。
5.4.3无正式发行之工程图、SOP作业时。
5.4.4未依”不合格管制程序”对不合格品及修理品进行标示隔离,未依”产品鉴别与追溯管制程序”和”检验与测试状况管制程序”对产品的状态进行标示和可追溯性进行管制时。
5.4.5客户抱怨的改善对策在生产时未执行时。
5.4.6同一产线同一产品FQC连续批退三次时需开出停线通知单。
6.合格品管制程序
7.表单
7.1首件检验记录表
7.2制程检验记录表
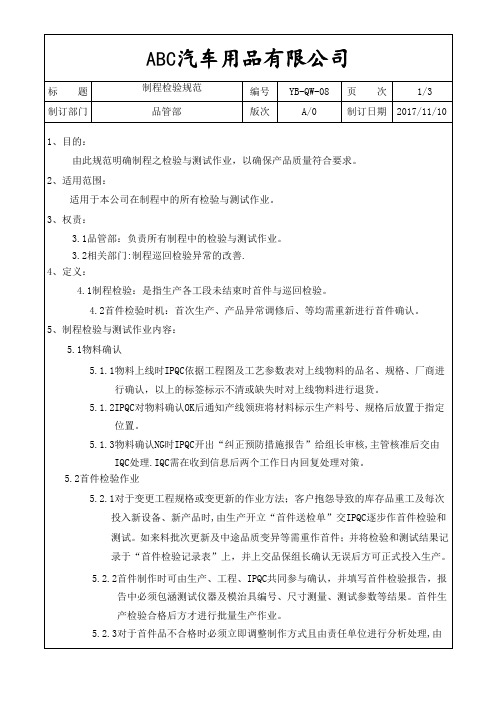
5.2.2首件制作时可由生产、工程、IPQC共同参与确认,并填写首件检验报告,报告中必须包涵测试仪器及模治具编号、尺寸测量、测试参数等结果。首件生产检验合格后方才进行批量生产作业。
5.2.3对于首件品不合格时必须立即调整制作方式且由责任单位进行分析处理,由品保负责确认改善效果,若有相关资料变更时则应重新投入首件制作并重新确认记录。
5、制程检验与测试作业内容:
5.1物料确认
5.1.1物料上线时IPQC依据工程图及工艺参数表对上线物料的品名、规格、厂商进行确认,以上的标签标示不清或缺失时对上线物料进行退货。
制程检验管理规范

5.3.2.1检验合格:
IPQC在规定频率周期内巡检产品合格时,需对此周期已包装的产品外箱标签上加盖“IPQC PASS”印。
5.3.2.2检验不合格:
5.3.2.2.1 IPQC在规定频率周期内巡检产品不合格时,马上通知生产部进行改善,同时对上一巡检周期内产品进行追溯确认,对锁定可疑对象品包装箱(或袋)贴附红色“不合格”标识, 并在每个卡板上贴上一张“不合格票”并详细注明不良信息,具体作业依《不合格管理程序》实施。
5.1.4.1首件检验合格:
IPQC首件检验合格时签署首件样板并交IPQC组长确认,确认无误签发给生产部,生产部在接收合格首件样板后方可正式生产(首件样板须放置在生产机台/线专门放置区域,有限度样时,同样需将限度样放置在生产机台/线专门放置区域。
5.1.4.2 首件检验不合格:
IPQC首件检验不合格时需及时通知生产部进行改善,生产部需在规定的时间内改善后重新送检首件。
5.4.1.2依照《检查指导书》频率要求对产品相关的4M1E的管理进行巡检。
5.4.1.3依照《检查指导书》频率要求及测试方法对产品进行功能测试、信赖性测试。
5.4.1.4以上检验结果记录于《IPQC巡检记录表》中。
5.4.2 检验判定与处理:
5.4.2.1检验合格:
IPQC在规定频率周期内进行巡检合格时,需对已包装的产品外箱标签上加盖“IPQC PASS”章。
5.2.2 有限度样品时,作业员还需对限度样品进行确认,当生产部品接近限度样时,需及时报告上司及技术员确认是否可改善,不可改善时,检查时需确保产品在限度范围内,超过限度时需隔离并报IPQC确认。
5.2.3作业员自主检查检出的不良品需进行标识与隔离,可在不良品异常处贴附“红色箭头标或
WI-022 制程品质检验规范

制程品质检验规范文件名称: 制程品质检验规范文件编号: WI-022编写:审核:批准:更改履历表明确制程品质的检验方式和工作处理流程,确保制程品质检验的有序性和有效性,提高产品品质。
2.适用范围适用公司所有在生产过程的产品的控制。
3.职责分工品管部:负责所有在生产产品的首件检验和每天产品下机前的检查。
负责不良品的判定,督促相关方改善措施的制定、实施和跟踪验证、督促检验记录的落实,负责产品质量趋势统计、分析等工作;生产部:负责产品生产、机台在生产产品的巡回检查,负责生产异常的分析、改善落实;工程部:负责提供相关样品及其技术资料等,负责对产品生产、检测提供必要的支持。
4.工作内容制程品质的检验分为: 首件检查和工序检查。
4.1首件检验:4.1.1制程中,出现以下任一情形时,必须做首件检验,首件数量为: ≥3PCS /次a新产品投产;b转型/转线;c长时间未生产或重大工艺变更后的投产;4.1.2首件检查内容主要有以下几点,并需在实施检验过程中,应将检验内容及结果填写于《检验报告》上,首件确认合格后方可生产:a物料规格检查:要求产品所使用的物料符合《样品承认书》,没有错用物料;代用物料需经工程技术人员确认代用方可使用;b外观检查:要求产品外观应符合相应《制程检验缺陷判定标准》的要求;c功能特性检查:产品的基本功能特性应符合相应《样品承认书》的要求;d尺寸检查:产品的结构尺寸应符合《样品承认书》要求;4.1.3首件产品异常的处理;首件确认不合格时生产负责人必须分析原因,采取相应措施后重新制样再行首件确认,如首件检验结果不合格未查明原因或查明原因暂时无法解决但不影响客户使用的情况下需进行量产的应经工程技术人员确认,并采取相关辅助措施如进行跟踪监控等措施后进行量产,品管部检验员应跟进量产实施情况。
4.1.4 首件检查结果判定: Ac=0 , Re= 1;4.2工序检验 :4.2.1工序检查实施1) 车间技术员和检验员应对每一产品上机后可能影响产品的每一流程做预防性的确认;2) 技术员在确认产品生产过程中应根据《样品承认书》、《制程检验缺陷判定标准》及其相关品质检验标准信息对每一机台的产品进行检验,巡检记录《机台巡检记录表》,巡检频率4H/次,每台要查检数量≥3PCS,记录一组数据。
制程检验规范及标准
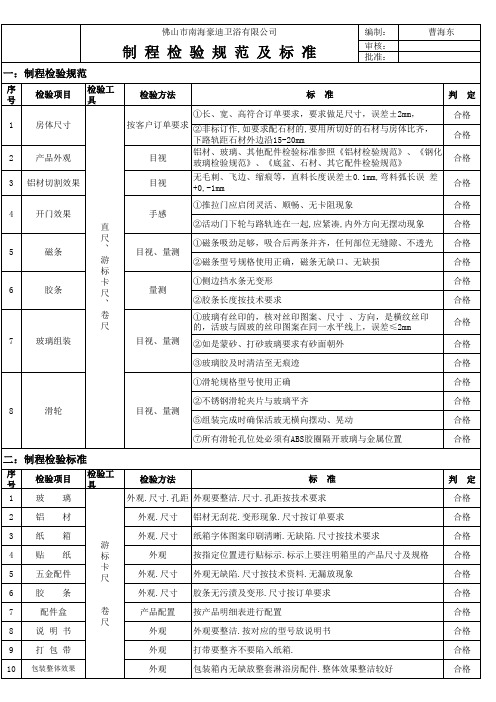
合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格
2 3
产品外观 铝材切割效果
目视 目视
5
磁条
6
胶条
7
玻璃组装
二:制程检验标准
序号 1 2 3 4 5 6 7 8 9 10 检验项目 玻 铝 纸 贴 璃 材 箱 纸 游 标 卡 尺 检验工具 检验方法 标 准 判 定
合格 合格 合格 合格 合格 合格 合格 合格 合格 合格
五金配件 胶 条
配件盒 说 明 书 打 包 带
包装整体效果
外观.尺寸.孔距 外观要整洁.尺寸.孔距按技术要求 外观.尺寸 外观.尺寸 外观 外观.尺寸 外观.尺寸 卷 尺 产品配置 外观 外观 外观 铝材无刮花.变形现象.尺寸按订单要求 纸箱字体图案印刷清晰.无缺陷.尺寸按技术要求 按指定位置进行贴标示.标示上要注明箱里的产品尺寸及规格 外观无缺陷.尺寸按技术资料.无漏放现象 胶条无污渍及变形.尺寸按订单要求 按产品明细表进行配置 外观要整洁.按对应的型号放说明书 打带要整齐不要陷入纸箱. 包装箱内无缺放整套淋浴房配件.整体效果整洁较好
佛山市南海豪迪卫浴有限公司
编制: 审核: 批准:
:制程检验规范
序号 1 检验项目 房体尺寸 检验工具 检验方法 按客户订单要求 标 准
判
定
①长、宽、高符合订单要求,要求做足尺寸,误差±2mm, ②非标订作,如要求配石材的,要用所切好的石材与房体比齐, 下路轨距石材外边沿15-20mm 铝材、玻璃、其他配件检验标准参照《铝材检验规范》、《钢化 玻璃检验规范》、《底盆、石材、其它配件检验规范》 无毛刺、飞边、缩痕等,直料长度误差±0.1mm,弯料弧长误 差 +0,-1mm ①推拉门应启闭灵活、顺畅、无卡阻现象 4 开门效果 直 尺 、 游 标 卡 尺 、 卷 尺 手感 ②活动门下轮与路轨连在一起,应紧凑,内外方向无摆动现象 ①磁条吸劲足够,吸合后两条并齐,任何部位无缝隙、不透光 目视、量测 ②磁条型号规格使用正确,磁条无缺口、无缺损 ①侧边挡水条无变形 量测 ②胶条长度按技术要求 ①玻璃有丝印的,核对丝印图案、尺寸 、方向,是横纹丝印 的,活玻与固玻的丝印图案在同一水平线上,误差≤2mm 目视、量测 ②如是蒙砂、打砂玻璃要求有砂面朝外 ③玻璃胶及时清洁至无痕迹 ①滑轮规格型号使用正确 ②不锈钢滑轮夹片与玻璃平齐 8 滑轮 目视、量测 ⑤组装完成时确保活玻无横向摆动、晃动 ⑦所有滑轮孔位处必须有ABS胶圈隔开玻璃与金属位置
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《首检记录表》
《巡检记录表》
《制程异常联络单》
经过外观及性能检验不合格标识准确无误的不良品物料将贴上不良品退料的不合格标贴标识清楚不同供应商的不良品退料要用不同的外卡通包装且须分析其不良原因与不良品退料单上原因相符并判定准确无误后ipqc员在生产线开具的退料单上签字有特殊原因的须在不良原因中作特别注明后予以不良品退料
1.目的:
为使产品在生产过程中得到有效控制,确保产品品质稳定、环保、安全符合要求,规范IPQC制程品质控制重点及作业方法.
5.5.2生产线应在转位或换产品的前1小时制作好首件,填写制程首件检验报表连同首件经生产组长确认审核后一起交由品管IPQC进行检验确认。
5.5.3 IPQC进行首件确认时应依相关资料(如BOM清单、生产任务单、工艺变更单、其他联络单、图纸、样品等)进行核对,并根据相关检验/测试标准对样品进行外观与性能等检验。
5.5.6生产单位操作员要做好“自检、互检、专检”三检相结合的自主检查;
5.5.6.1生产单位在生产过程中﹐应依据相关作业指导书或检验规范逐一进行自主检查,并于重要工位留下记录备查(如全检全测之工序)。
5.5.6.2在自主检查或各全检工序中若发现不合格品时需依《不合格品控制管理程序》对不合格品进行处理。
5.6.4巡回检查中如发现不合格品时需依《不合格品控制程序》处理,如发生品质异常时则需开立《制程异常联络单》,要求相关部门解决。
5.6.5对于检验中发现不合格且经品管判定需重工处理时,由生产单位进行返工,IPQC全程跟进返工状况并对返工品进行复检。
5.6.6巡回检查中IPQC需对生产单位作业指导书及相关测试标准之悬挂状况进行管控,并需对操作人员之作ቤተ መጻሕፍቲ ባይዱ动作进行监督,对于违规作业者须及时提出纠正并视具体情况作其他相应处理。
5.5.4首件由IPQC检验合格后方可正式投入批量生产;首件若判定不合格,经品质工程及以上人员确认后需退回生产单位,由其重新进行首件制作并重新送检,并追溯生产开始至首件检验完这一时段的产品。
5.5.5对于新产品,其生产前三批之首件若经IPQC检验发现不合格时,必须呈交生产经理及以上审核确认,判定检验结果并裁定处理方法。
5.8.1良品退料:经过外观及性能检验合格,标识准确无误的良品物料,将贴上“良品退料”的合格标贴后,IPQC员在生产线开具的《退料单》上确认签字后,予以良品退料。
5.8.2不良品退料:经过外观及性能检验不合格,标识准确无误的不良品物料,将贴上“不良品退料”的不合格标贴标识清楚,不同供应商的不良品退料要用不同的外卡通包装,且须分析其不良原因与《不良品退料单》上原因相符,并判定准确无误后,IPQC员在生产线开具的《退料单》上签字(有特殊原因的须在不良原因中作特别注明)后,予以不良品退料。
5.作业程序及内容:
5.1生产前准备;检查检验所需仪器、设备,治、工、夹具的运行情况是否符合检验要求,作好仪器、设备的点检、标识与保养工作,并将结果记录于《仪器日常保养记录表》中。
5.2收集、整理、查核所交报表内容记录的准确性、报表签核完整无遗漏。
5.3提前准备检验所需的《检验规范》、工程样品、BOM、包装资料、特别出货(样品)说明等检验所必须之工程资料;根据生产历史记录,提前查阅相关异常、客诉、自己的工作日志以能及时掌握检验要点、重点项目及检验技巧。
5.5.6.3为加强品质管控,作业人员除本身需对产品进行“自检”外,还需对上工序流下之产品进行“互检”动作。
5.6巡回检查:
5.6.1生产线正常生产时,IPQC员进行制程中巡检,在巡检过程中,IPQC员必须核对生产作业人员是否按《作业指导书》要求进行作业;生产工艺是否符合产品工艺要求;生产物料是否符合工程资料要求.确认准确无误后,IPQC员根据生产流程之顺序,不定时对生产线每一道工序进行巡回检验,对关键工序、重要工序、品质容易出现问题的工序,将进行岗位定点抽检检验,以监控产品品质,防止大批量的不合格品的发生。并每1.5小时必须随机抽测生产线的产品进行检验测试,同时将测试结果记录于《巡检记录表》中。
2.范围:
适用于本公司品质部制程品质管制作业。
3.定义:
3.1 IPQC:即生产过程品质控制,是指从物料领料生产到加工成成品过程中的品质控制活动;
3.2 SOP:标准作业指导书
3.3 BOM:物料清单;
4.职责:
4.1物料上线时的确认。
4.2首末件确认及制程中的巡回检验。
4.3品质、环保、安全异常时开出异常反馈单,并跟进措施的执行情况。
5.7异常处理:
5.7.1当在巡检过程中,若出现重大品质异常,不良率超过10%,导致大批量不良品或无法生产时,IPQC员必须及时知会生产线现场管理人员和PE/QE工程师予以现场处理,并根据实际情况,提出停拉申请,并知会相关部门责任人员解决;待问题改善后,通知生产线回复产,并跟踪改善效果。
5.8退料检查:
5.6.2巡回检查中的控制点依相关工序确定,所有控制点的检查项目及其检查结果必须记录于相关制程巡检记录表内,呈品质组长签核。生产过程中因人员、场所变更时,需确保操作人员能了解作业要求,同时对现场一些孤立的作业场所、孤立的作业人员,IPQC需作重点监控。
5.6.3生产过程中由于零件缺损或其他原因造成材料短缺而需补尾数时,须在生产拉不生产其他产品的情况下进行补尾数作业,且其材料上线前须经由多能工实施全检,并通知IPQC确认合格后方可投入生产,IPQC需对尾数的生产进行全程跟进,并在验证尾数合格后签名确认。
5.4制造部在生产前,领取物料后, IPQC员根据工程样品、BOM等工程资料,提前核对生产线所领用物料的规格、型号是否符合产品工程要求;若发现异常,及时反馈给生产现场管理人员予以改善,同时向上级反馈;并跟踪其改善结果;同时注意特采、限收物料的生产品质情况。
5.5首件检查:
5.5.1生产人员应在更换机种时、更换材料时或停机后恢复使用时实施首件检查(含:每批首件、更换材料、模具修改、机台调整、工程变更等之首件)。