新旧表面粗糙度与光洁度对照表.
粗糙度对照表
SPI(A2) Ra0.01
DF-2 XW-10
58HRC 60HRC
SPI(A3) Ra0.02
S136
300HB
SPI(B1) Ra0.05
718SUPREME 300HB
SPI(B2) Ra0.1
SPI(B3) Ra0.2
Ra0.4
Ra0.8
Ra1.6 Ra3.2 Ra6.3 Ra12.5 Ra25 Ra50
可辨加工痕迹的方向
表面光洁度
▽1
▽2
▽3
▽4
▽5
▽6 ▽7
表 面 粗 Ra 50
25
12.5
6.3
3.2
1.60 0.80
糙度
Rz 200
100
50
25
12.5 6.3
6.3
表面光洁度
▽8
▽9
▽10
▽11
▽12
▽13
▽14
表 面 粗 Ra
糙度
Rz
0.40 3.2
0.20 1.60
0.100 0.80
0.050 0.40
0.025 0.20
0.012 0.100 0.050
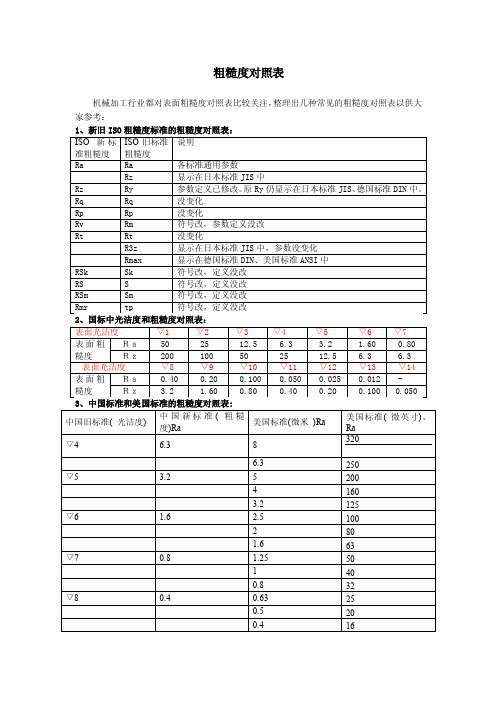
3、中国标准和美 国标准的粗糙度对照表:
中国旧标准( 光洁度)
中 国 新标 准 ( 度)Ra
粗糙
美国标准(微米 )Ra
美国标准( 微英寸), Ra
▽4
6.3
8
320
6.3
250
▽5
3.2
5
200Biblioteka 41603.2
125
▽6
1.6
2.5
100
2
80
1.6
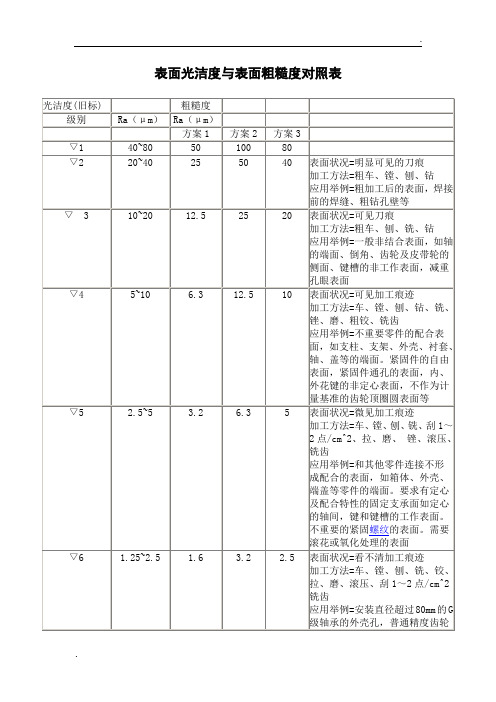
表面光洁度与表面粗糙度对照表

表面光洁度与表面粗糙度对照表
(总3页)
--本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小--
表面光洁度与表面粗糙度对照表
Ra:轮廓算术平均偏差值*.方案1的Ra与旧国标各等级的平均值相近,能保证产品质量,建议用于重要表面.**.方案2的Ra比旧国标的各等级上限大25%,其经济性较好,建议用于不太重要的表面.***.方案3的Ra与旧国标各等级上限一致,当提高产品的制造精度有困难,而降低又不能保证功能时采用.****Ra为μm时,其符号如下,余类推.。
表面光洁度与表面粗糙度对照表

~
%
表面状况=不可辨加工痕迹的方向
加工方法=布轮磨、磨、研磨、超级加工
应用举例=工作时受变应力作用的重要零件的表面。保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的表面,如轴径表面、要求气密的表面和支承表面,圆锥定心表面等。IT5、IT6级配合表面、高精度齿轮的表面,与G级滚动轴承配合的轴径表面,尺寸大于315mm的IT7~IT9级级孔和轴用量规级尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面等
▽10
~
表面状况=暗光泽面
加工方法=超级加工
应用举例=工作时承受较大变应力作用的重要零件的表面。保证精确定心的锥体表面。液压传动用的孔表面。汽缸套的内表面,活塞销的外表面,仪器导轨面,阀的工作面。尺寸小于120mm的IT10~IT12级孔和轴用量规测量面等
▽11
~
~
▽12
~
]
▽13
~
▽14
<
Ra:轮廓算术平均偏差值
表面状况=看不清加工痕迹
加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿
应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面
▽7
~
:
表面状况=可辨加工痕迹的方向
加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压
表面光洁度与表面粗糙度对照表
光洁度(旧标)
粗糙度
级别
Ra(μm)
Ra(μm)
~
方案1
方案2
方案3
▽1
…
40~80
50
100
公差配合新旧标准对照表及表面光洁度标准与表面粗糙度标准对照表

z
R
第
■ ■
种
方
式
40
0
20
0
10
0
50
第
种
方
式
20
0
10
0
50
25
12
.5
6.
3
3.
2
1.
6
0.
8
0.
4
0.2
0.1
0.0
5
G7 F8
E8、
E9
D8、
D9 H8
H8、
H9 F9
②
②
③
③
Gal
Gbl
Gel
Gdl
Ga
Gb
Gc
Gd
Ga3
Gb3
Gc3
Gd3
N6
M6
k6
J6、
Js6
N7
M7
K7
J7
N8
M8
K8
J8
②
K7
①
Js
①
7dd6d6d6ddd4d4dd C7CDdC65CDC4
hlO hll dll bll、ell、clOalK
f8 h8、
h9 fd
dlO、d9
g
6
①
②
gal gbl gel gdl ga gb gc gd ga3 gb3 gc3 gd3
n5 m5
k5
j5、
js5
n6 m6
k6
js6
n7 m7
k7
j7、
js7
p5
①
n5
①
m4
①
②
p6
①
n6
①
表面光洁度与表面粗糙度对照表
0.08~0.16
0.1
0.2
0.16
表面状况=暗光泽面
加工方法=超级加工
应用举例=工作时承受较大变应力作用的重要零件的表面。保证精确定心的锥体表面。液压传动用的孔表面。汽缸套的内表面,活塞销的外表面,仪器导轨面,阀的工作面。尺寸小于120mm的IT10~IT12级孔和轴用量规测量面等
▽11
0.004~0.08
1.25
表面状况=可辨加工痕迹的方向
加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压
应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等
▽8
0.32~0.63
0.4
0.8
0.63
表面状况=微辨加工痕迹的方向
加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压
应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面
应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面
▽4
5~10
6.3
12.5
10
表面状况=可见加工痕迹
加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿
应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等
表面光洁度与表面粗糙度对照表

~
表面状况=不可辨加工痕迹的方向
加工方法=布轮磨、磨、研磨、超级加工
应用举例=工作时受变应力作用的重要零件的表面。保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的表面,如轴径表面、要求气密的表面和支承表面,圆锥定心表面等。IT5、IT6级配合表面、高精度齿轮的表面,与G级滚动轴承配合的轴径表面,尺寸大于315mm的IT7~IT9级级孔和轴用量规级尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面等
表面光洁度与表面粗糙度对照表
光洁度(旧标)
粗糙度
级别
Ra(μm)
Ra(μm)
方案1
方案2
方案3
▽1
40~80
50
100
80
▽2
20~40
25
50
40
表面状况=明显可见的刀痕
加工方法=粗车、镗、刨、钻
应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等
▽ 3
10~20
25
20
表面状况=可见刀痕
加工方法=粗车、刨、铣、钻
▽5
~5
5
表面状况=微见加工痕迹
加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、 锉、滚压、铣齿
应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。不重要的紧固螺纹的表面。需要滚花或氧化处理的表面
▽6
~
表面状况=看不清加工痕迹
▽8
~
表面状况=微辨加工痕迹的方向
加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压
应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面
表面光洁度与表面粗糙度对照表
光洁度(旧标)
粗糙度
级别
Ra(μm)
Ra(μm)
方案1
方案2
方案3
▽1
40~80
50
100
80
▽2
20~40
25
50
40
表面状况=明显可见的刀痕
加工方法=粗车、镗、刨、钻
应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等
▽ 3
10~20
25
20
表面状况=可见刀痕
加工方法=粗车、刨、铣、钻
应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等
▽9
~
表面状况=不可辨加工痕迹的方向
加工方法=布轮磨、磨、研磨、超级加工
应用举例=工作时受变应力作用的重要零件的表面。保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的表面,如轴径表面、要求气密的表面和支承表面,圆锥定心表面等。IT5、IT6级配合表面、高精度齿轮的表面,与G级滚动轴承配合的轴径表面,尺寸大于315mm的IT7~IT9级级孔和轴用量规级尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面等
▽10
~
表面状况=暗光泽面
加工方法=超级加工
应用举例=工作时承受较大变应力作用的重要零件的表面。保证精确定心的锥体表面。液压传动用的孔表面。汽缸套的内表面,活塞销的外表面,仪器导轨面,阀的工作面。尺寸小于120mm的IT10~IT12级孔和轴用量规测量面等
表面光洁度与表面粗糙度对照表
专业文档供参考,如有帮助请下载。
孔,V 型带轮的表面,外径定
心的内花键外径,轴承盖的定
中心凸肩表面
▽7
0.63~1.25 0.8
1.6
1.25 表面状况=可辨加工痕迹的方
向
加工方法=车、镗、拉、磨、立
铣、刮 3~10 点/cm^2、滚压
应用举例=要求保证定心及配
合特性的表面,如锥销与圆柱
销的表面,与 G 级精度滚动轴
面
▽9
0.16~0.32 0.2
0.4
0.32 表面状况=不可辨加工痕迹的
方向
加工方法=布轮磨、磨、研磨、
超级加工
应用举例=工作时受变应力作
用的重要零件的表面。保证零
件的疲劳强度、防腐性和耐久
性,并在工作时不破坏配合性
质的表面,如轴径表面、要求
气密的表面和支承表面,圆锥
定心表面等。IT5、IT6 级配合
专业文档供参考,如有帮助请下载。
表面、高精度齿轮的表面,与
G 级滚动轴承配合的轴径表
面,尺寸大于 315mm 的 IT7~
IT9 级级孔和轴用量规级尺寸
大于 120~315mm 的 IT10~
IT12 级孔和轴用量规的测量表
面等
▽10
0.08~0.16 0.1
0.2
0.16 表面状况=暗光泽面
加工方法=超级加工
应用举例=工作时承受较大变
应力作用的重要零件的表面。
保证精确定心的锥体表面。液
压传动用的孔表面。汽缸套的
内表面,活塞销的外表面,仪
器导轨面,阀的工作面。尺寸
小于 120mm 的 IT10~IT12 级
孔和轴用量规测量面等
▽11
中国表面粗糙度对照表.doc
中美表面粗糙度对照表
中国旧标准(光洁度)中国新标准(粗糙度)Ra美国标准(微米)Ra美国标准(微英寸),Ra
▽4 6.3 8.00 320 6.30 250
▽5 3.2 5.00 200 4.00 160 3.20 125
▽6 1.6 2.50 100 2.00 80 1.60 63
▽70.8 1.25 50 1.00 40 0.80 32
▽80.4 0.63 25 0.50 20 0.40 16
国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm)
:面粗糙度国际标准加工方法
粗糙度仪新旧标准参数变化对照表
现将TR200粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释。
本表还适用于公司TR1系列粗糙度仪。
修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详见表)
(注:文件素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注。
)。
粗糙度对照表
没变化
Rp
Rp
没变化
Rv
Rm
符号改,参数定义没改
Rt
Rt
没变化
R3z
显示在日本标准JIS中,参数没变化
Rmax
显示在德国标准DIN、美国标准ANSI中
RSk
Sk
符号改,定义没改
RS
S
符号改,定义没改
RSm
Sm
符号改,定义没改
Rmr
tp
符号改,定义没改
2、国标中光洁度和粗糙度对照表:
表面光洁度
▽1
粗糙度对照表
机械加工行业都对表面粗糙度对照表比较关注,整理出几种常见的粗糙度对照表以供大家参考:
1、新旧ISO粗糙度标准的粗糙度对照表:
ISO新标准粗糙度
ISO旧标准粗糙度
说明
Ra
Ra
各标准通用参数
Rz
显示在日本标准JIS中
Rz
Ry
参数定义已修改。原Ry仍显示在日本标准JIS、德国标准DIN中。
Rq
60HRC
SPI(A3)
Ra0.02
S136
300HB
光洁度更低一级,但没有砂纸纹
718SUPREME
300HB
SPI(B1)
Ra0.05
没有光亮度,有轻微3000#砂纸纹
SPI(B2)
Ra0.1
没有光亮度,有轻微2000#砂纸纹
SPI(B3)
Ra0.2
没有光亮度,有轻微1000#砂纸纹
不辨加工痕迹的方向
▽2
▽3
▽4
▽5
▽6
▽7
表面
粗糙度
Ra
50
25
12.5
6.3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面粗糙度与光洁度对照表
∙轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,
∙不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,
∙轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
∙轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,
∙不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,
∙轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙在不同的加工方法中的参考应用
详细资料
表面粗糙度对照表。