过程检验流程图(修订版)
品质部部工作流程图

检验:根据成品检验标准抽样检验;
入库:检验合格产品做好检测记录,入库;
存档:把各项检验记录,检查记录,整改意见书等保存起来。
《生产任务单》
★《生产过程检验标准表》
★《质量异常报告单》
★《纠正预防措施报告》
★《产品检验报告》
3、品质部与物流:发货工作流程表
流程
叙述
负责人
记录/参考
出货:调度下发货计划;
检验:对照发货清单,核对产品名称,规格,标签;并对产品进行抽检。
检验不合格:检验不合格货品通知相关人员;及时进行处理
检验合格出货:产品检验报告交予物流部,出货;
存档:做好检测记录。
★《产品出厂检验表》
★《质量内部联络单》
★《产品检验报告》
《送货单》
★《产品检验报告》
《送货单》
二、内审实施计划:根据年度内审计划编制的具体内审实施计划;
三、召开内审首次会议;
四、实施内部审核,填写内审记录;
五、开出内审不符合报告;
六、编制内Leabharlann 报告;七、召开内审末次会议;
八、各部门根据不符合报告分析不符合原因,制定纠正计划,必要时制定纠正和预防措施计划;
九、各部门实施整改;
十、内审员实施整改有效性验证
存档:所有相关资料存档。
质量主管
生产主管
★《进货质量检验表》
★《半成品检验记录表》
★《产品检验报告》
★《报废统计单》
★《纠正预防措施报告》
6、管理体系内审实施流程
流程
叙述
负责人
记录/参考
编制内审计划
批准
成立审核小组
首次会议
实施审核
检验程序流程图
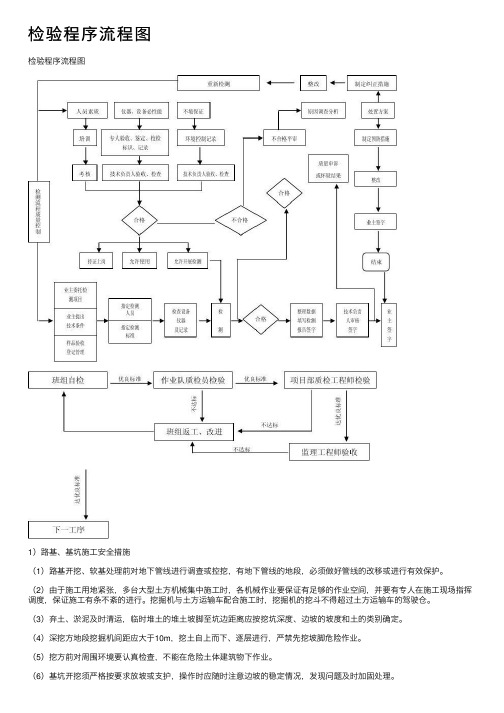
检验程序流程图检验程序流程图1)路基、基坑施⼯安全措施(1)路基开挖、软基处理前对地下管线进⾏调查或控挖,有地下管线的地段,必须做好管线的改移或进⾏有效保护。
(2)由于施⼯⽤地紧张,多台⼤型⼟⽅机械集中施⼯时,各机械作业要保证有⾜够的作业空间,并要有专⼈在施⼯现场指挥调度,保证施⼯有条不紊的进⾏。
挖掘机与⼟⽅运输车配合施⼯时,挖掘机的挖⽃不得超过⼟⽅运输车的驾驶仓。
(3)弃⼟、淤泥及时清运,临时堆⼟的堆⼟坡脚⾄坑边距离应按挖坑深度、边坡的坡度和⼟的类别确定。
(4)深挖⽅地段挖掘机间距应⼤于10m,挖⼟⾃上⽽下、逐层进⾏,严禁先挖坡脚危险作业。
(5)挖⽅前对周围环境要认真检查,不能在危险⼟体建筑物下作业。
(6)基坑开挖须严格按要求放坡或⽀护,操作时应随时注意边坡的稳定情况,发现问题及时加固处理。
2)脚⽤架、⽀架⼯程施⼯安全措施(1)钢管、扣件、螺栓的质量应符合规范规定。
不准使⽤锈蚀、弯瘪、滑⽛和有裂缝的⾦属杆件。
(2)脚⼿架纵、横距、步距应通过安全检算,满⾜结构安全需要。
(3)脚⼿架、⽀架搭设前,应对场地进⾏平整夯实、砼硬化处理,同时作好场地排⽔。
(4)脚⼿架、⽀架搭设完成后,应组织分段验收,合格后⽅准投⼊使⽤。
3)安全技术通⽤措施(1)在施⼯现场主要施⼯部位、作业点、危险区、主要通道⼝布设⾜够数量的警⽰牌、防护栏杆、标牌等,夜间设红灯警⽰,保证施⼯安全。
(2)详细编制各⼯种作业技术标准和安全操作细则。
杜绝违章⾏为,消除事故隐患,切实保障施⼯安全和重要设备不受损失。
(3)严格技术管理,在技术交底的同时,进⾏安全措施交底。
坚持⼯序技术交底制,并在施⼯中督促检查,使安全⼯作落到实处。
(4)施⼯机械在投⼊使⽤前按规定的安全技术标准进⾏检测、试运⾏和验收,确认能安全运⾏的⽅可投⼊使⽤,使⽤期间是悬挂“安全操作规程牌”,由专⼈持操作证使⽤,并定期维修。
6.4.2.3 主要分项⼯程施⼯质量保证措施1)施⼯测量(1)对所有施⼯⽤的测量仪器按计量要求定期到指定单位进⾏校定,施⼯过程中,如发现仪器误差过⼤,必须即时送修,并重新校定,精度满⾜要求之后,⽅可使⽤。
验厂工作流程图

拍照 不同区域中 拍取相应的场景 取样 验完后 召集相应人员, 简单总结此次验厂情况 、开未 讲述此次验厂的 提出特别要改进改善的地方 REMARK:所有的现场都要AUDIT其5S执行情况,空气中的质量,消善之条款/并进行跟进跟踪。
工厂的 基本资 验厂前 料提供 的工作 及资料 的准备 确定验 厂事宜 开首 次会议
查阅 资料
验 厂 工 作 流 程 图 工厂的基本概况 工厂的营业执照 工厂的税务登记录 工厂的进出口权证书 工厂的生产工艺流程图 工厂的平面图 工厂的机器设备清单 工厂的人事组织结构图 工厂的QC/QA详细组织结构图 验厂的日期 验厂的地点 验厂的联系人 验厂的行程等 召集相应人员, 验厂的先后顺序 讲述此次验厂工 验厂的配合的部门及人员 求 验厂时的注意事项等 营业执照的正本 进出口权的证书正本 国税、地税的证书正本 ISO证书正本 员工社保证书 当地政府规定最低工资保障证明 员工劳动合同书 管理部: 员工近三个月的出勤工卡 员工近三个月的工资清单 最近环保部门验厂的环境报告/测试报告 培训计划书/培训材教/培训记录/培训考核等 防消管理措施管理之文件 污水污染等处理之文件及记录 其他资料 品质手册/部门程序/工作流程及作业指导书/表格表 单 IQC、IPQC、FQC、QA之所有品检标准/作业指导书 品质标准变更单(QCN) IQC、IPQC、FQC、QA之所有品检记录 品质部 不合品处理报告或品质异常处理单之记录 品质改进改善预防措施报告之记录 客诉处理报告单 品质周、月统计分析报告 其他资料 生产计划排程(周、月排程) 生产作业指令单(或生产工单) 退料、换料单 生产排拉工位图 生产部 生产进度跟进表 不合格、合格、待检、待修、待返工等LABEL纸 日、月生产报表 每日修理报告 其他资料 作业指导书 产品设计图纸 工程变更通知单(ECN) 技术部
过程审核控制程序(含流程图)
文件名称 文件编号
ABC 科技有限公司
过程审核控制程序
I-QP-04
页数
3/7
生效日期 2022-08-01
生效版本
01
-- 产品质量下降 -- 顾客索赔及抱怨 -- 生产流程更改 -- 过程不稳定 -- 强制降低成本 -- 内部部门的愿望
6.2.2 品管根据过程审核计划,提前一个月指定审核员,报管理代表批准,管理代表根据 上报的审核员名单指定审核组长。将批准后审核员和审核组长名单通知审核员和审核组长。
6.4.3 为了避免在末次会议上冲突,必须尽量在现场澄清不明之处并达成一致意见,审核 过程中发现不符合项,审核员让被审核单位的相关人员确认,以保证不符合项完全被理解,以 便于纠正。如对于不符事项认定有争议时,由审核组长裁定,达不成一致意见时,再由管理 代表做最终裁定。
6.4.4 审核员必须按如下准则对每个提问进行评分:
表。详见 6.3.3 要求
过程审核流程计划
审批
审核开始 首次会议
首次会议的召开,详见 6.4.1 要求
会议签到表
现场审核 末次会议 审核报告
现场审核,详见 6.4.2 和 6.4.3 要求
过程审核提问表
会议签到表
末次会议的
过程审核结果一览表
过程审核总评定(审
批准
审核报告的编制,发放。详见 6.5 要求
核报告)
制定纠正 预防措施
纠正预防措施的实施,详见 6.4.8,6.6.1, 6.6.2 要求
跟踪验证 记录保存
批准 记录的保存,详见 6.7 要求。
纠正预防措施报告
提交管理评审
将过程审核记录作为管理评审的输入。
文件名称: 文件编号:
ABC 科技有限公司
模具验证流程图
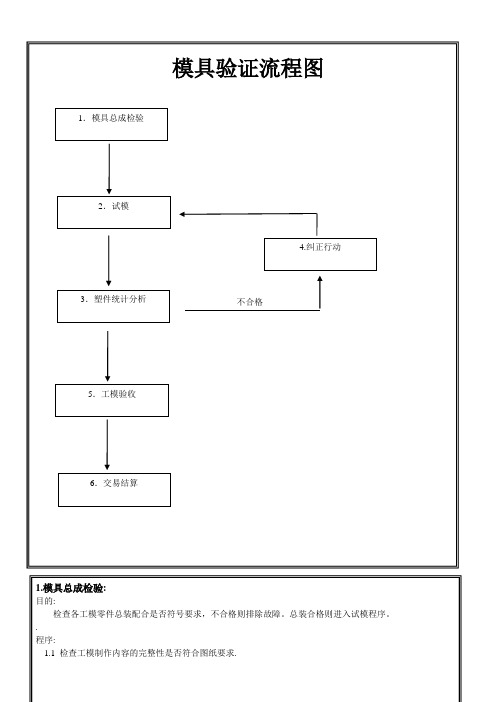
模具验证流程图不合格1.模具总成检验:目的:检查各工模零件总装配合是否符号要求,不合格则排除故障。
总装合格则进入试模程序。
.程序:1.1 检查工模制作内容的完整性是否符合图纸要求.1.模具总成检验 2.试模 3.塑件统计分析 4.纠正行动5.工模验收6.交易结算1.2 检查工模零件主要的形状尺寸和位置尺寸.1.3 检查工模行位运行情况,斜顶运行情况.1.4 检查工模FIT模分型面各处碰穿和插穿.1.5 检查工模开合模,顶出和复位运行.1.6 检查工模油缸,油缸附件,行程开关运行.1.7 检查工模浇口入水和排气槽.1.8 检查工模冷却系统是否漏水以及运水压力和流量数据.1.9 检查工模铭牌编号和试模及运输所需的安全装置,以及与注塑机配合码模螺孔尺寸.1.10 各工模零件总装完整性和正确性,避免零件错装漏装以及装配不当等缺陷.1.11 检查成形零件表面的省模光洁度.1.12 填写工模总装检查报告(TABLE 1).2. 试模:2.1 目的:通过试模找出所有试模过程中所遇到的问题,来评估模具是否满足注塑生产要求,以进一步决定对模具作出相应修改.2.2 内容:2.2.1 根据模具设计任务书,选择相应注塑机.2.2.2 试调校空运行,检查模具运行状态,如有必要及时送制作组维修.2.2.3 根据模腔大小,调节合适的射胶压力、速度,以第一模走满约70%左右(不允许第一模爆棚),逐步加压加速.2.2.4 对于多型腔的模,通过SHORT SHOT试验,对比各腔进胶速度的快慢,加大填充进胶较慢的型腔流道,使各型腔保持平衡入水.2.2.5 试调校不同之注塑参数(设置不同的温度、速度、压力、模温之组合)各成型200~300啤,并对成型工艺条件作详细的记录,分类填写试模报告.(TABLE 2)2.2.6 进行尺寸检测收集数据资料,进行塑件统计分析.3. 塑件统计分析:3.1 目的:通过数据收集,进行统计分析,从而掌握零件尺寸的波动情况,判断产品优劣.3.2 方法:3.2.1 每25啤抽出5PCS连续啤塑的产品,使用相应仪器(CMM,投影仪,千分尺,百分表等)读出要求测量的尺寸,并记录。
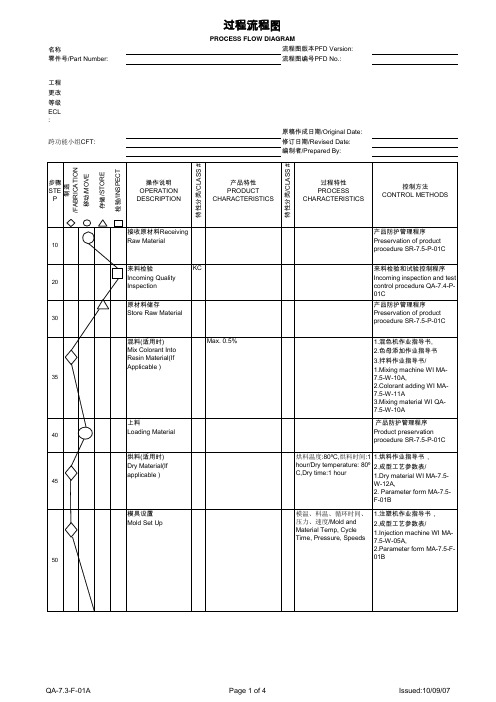
过程流程图PFD
days)
Ф6.20+/-0.10 (Hub width)
包装 Packaging
外观,包装Appearance and Packaging
100
入库
110
Store in Warehouse
出货检验
Outgoing Quality
120
Inspection
出货 Delivery 130
1.过程检验及最终检验控制 程序, 2.注塑件外观检验作业指导 书/ 1.In-process inspection and final inspection control procedure QA-7.5-P-01A, 2.Injection mold parts inspection WI QA-8.2-W01A
1.过程检验及最终检验控制 程序, 2.过程检验计划, 3.注塑件外观检验作业指导 书/ 1.In-process inspection and final inspection control procedure QA-7.5-P-01A, 2.In-process inspection plan QA-7.5-W-02A, 3.Injection mold parts inspection WI QA-8.2-W01A
产品防护管理程序 Preservation of product procedure SR-7.5-P-01C
来料检验
KC
Incoming Quality
20
Inspection
原材料储存 Store Raw Material 30
来料检验和试验控制程序 Incoming inspection and test control procedure QA-7.4-P01C
过程流程图

修订
页
第 页共 页
序 关键产品特性
号 位置度:
3
序 关键控制特性
号
4 孔径: 9—φ11.5 位置度:
5
6 孔径 φ11+0.059+0.032/◇ 7 位置度:
8 粗粮度:
1.6
9
孔径: φ10+0.047+0.025/◇
B/0
保存期:长期
XXX 机械有限公司 供应商名
称
产品型号
样件 试生产 零(部)
签 字
日期
14
B/0
保存期:长期
外观质量:加工定位 面飞边不允许有高出 表面现象,定位孔必 1 须清通,孔边不允许 有飞边,非加工面飞 边高度≤0.5mm
B/0
保存期:长期
XXX 机械有限公司 供应商名
称
产品型号
样件 试生产 零(部)
■批产
件号
代码 零(部)件名称
更改水平
步 骤 加工◇ 检验□ 移动○ 贮存△
操作内容
过程流程图 Process Flow
冲头润滑:每次用 7 10—15 粒/⊕
铸造周期:120-8 135S/⊕
压射力:270-9 350bar/⊕
增压氮气压力: 10 115--125bar/⊕
压射氮气压力: 11 118--130bar/⊕
5
B/0
保存期:长期
XXX 机械有限公司 供应商名
称
产品型号
样件 试生产 零(部)
■批产
件号
13 位置度: 14 孔径: 7—φ13+0.500
15 位置度:
1 粗糙度:
3.2
2 距离: 189.5±0.20
过程流程图

更改级别:/日期(最初): 更改日期:/日期(修订):XXX 精密机械有限公司过程流程图文件编号:/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:5-Φ5深13.6±0.55-M6X1.0-6H 深10.6Min55.0±0.25° TYP 45°KCC 4±0.23.5±0.214.7±0.2KCC4-Φ7.9深54.8±1.04-3/8-16UNC 深50.0Min2-Φ3.3深11.1±2.02-M4X0.7-6H 深9.0Min1.三轴加工中心2.刀具3.夹具4.切削液浓度1.气动攻丝机2.刀具3.夹具4.切削液浓度检验KPCKPC 机加工槽边缘毛刺清理干净;机加工无发霉、发黑现象;机加工槽粗糙度为Ra1.6;KPCKCC KPCKPCKCCKCCKCC检验110-1机加一序MTL0142/147KPC除非另有说明,螺纹孔倒角至大径,螺纹孔内无铝屑;110-2机加二序MTL0142/1472-Φ3.3深13.1±2.02-M4X0.7-6H 深11.0Min5-Φ3.3深10.1±2.05-M4X0.7-6H 深8.0Min2-Φ3.3深11.1±2.02-M4X0.7-6H 深9.0Min14-Φ3.3深9.114-M4X0.7-6H 深7.0Min4-Φ3.3深12.1±1.04-M4X0.7-6H 深10.0Min4-Φ2.5深9.5±1.04-M3X0.5-6H 深8.0MinΦ3.3深11.1±2.0M4X0.7-6H 深9.0MinKPCKCCKPCKPCKCC KPCKCCKCCKPCKCCKPC1.加工中心2.刀具3.夹具4.切削液浓度KCCKPCKCC110-3机加三序MTL0142/147更改级别:/日期(最初):更改日期:/日期(修订):过程流程图文件编号:/ 零件号:零件名称:图纸日期:图 纸 号:Φ3.3深11.1±2.0M4X0.7-6H 深9.0MinΦ3.3深10.1±2.0M4X0.7-6H 深8.0Min(4.0X2.0)±0.21.9±0.22±0.21.7Min 2±0.2Φ36.9±0.2 (通)Φ2.7深10.4±1.0检验KPC 机加工槽无振刀纹,边缘无毛刺;机加工槽无发霉、发黑现象;除非另有说明,螺纹孔倒角至大径,螺纹孔内无铝屑,机加工槽边缘毛刺清理干净;机加工槽粗糙度为Ra1.6KPC1.加工中心KPCKPCKCCKCC加工中心2.刀具3.夹具KCCKPC KCCMTL0142/147KCC更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过程检验流程图
根据流转单生产
检验员对首件进行首检,并对
不合格的进行停工调整
对检验合格的进行记录
操作者对首件进行自检,并对
不合格的进行停工调整
按工艺卡或作业指导书的规
定频次、数量及要求进行巡回
检验并对检验结果进行判定
对不合格品进行处置,对合
格的进行记录开始
加工
自检
首检
记录
巡检
记录
终检
记录
转序或入库
完成
停工调整
不合格处置
N
N
Y
Y
N
N
Y
Y
按工艺文件规定进行完工
检验并对对检验结果进行
判定
对检验合格品的进行记录
对合格品进行转序或入库
进货检验管理流程图开始
送货单
送检理化
检验记录入库单入库
标识
审批
退货单
退货
结束
整理需要检验产品种类
有理化试验要求的物资,
由检验员委托理化试验
检验员根据检验规范等文
件对物资进行检验并对检
验结果和理化结果确认
检验合格的开“检验报
告的进行审批
合格的产品签字入库;
评审不合格的退货
执行入库或退货
N
N
Y
Y。